УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к низколегированной стали для трубы для нефтяной скважины, а также к способу производства трубы для нефтяной скважины из низколегированной стали, и, более конкретно, к низколегированной стали для трубы для нефтяной скважины и к способу производства трубы для нефтяной скважины из низколегированной стали с улучшенной стойкостью к сульфидному растрескиванию под напряжением.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[0002] Труба для нефтяной скважины может использоваться в качестве обсадной трубы или насосно-компрессорной трубы для нефтяной скважины или газовой скважины. По мере того, как разрабатываются все более глубокие нефтяные скважины или газовые скважины (нефтяные скважины и газовые скважины будут в дальнейшем упоминаться просто как «нефтяные скважины»), от трубы для нефтяной скважины требуется, чтобы она имела все более высокую прочность. Традиционно широко использовались трубы для нефтяных скважин класса 80 ksi (предел текучести от 80 до 95 тысяч фунтов на кв.дюйм, то есть от 551 до 654 МПа) или класса 95 ksi (предел текучести от 95 до 110 тысяч фунтов на кв.дюйм, то есть от 654 до 758 МПа). В последнее время, однако, начали использоваться трубы для нефтяной скважины класса 110 ksi (предел текучести от 110 до 125 тысяч фунтов на кв.дюйм, то есть от 758 до 862 МПа), и ожидается, что будет возрастать потребность в еще более высокой прочности.
[0003] Многие глубокие нефтяные скважины, которые были разработаны в последнее время, содержат сероводород, который является коррозионным веществом. По сути труба для нефтяной скважины обязана иметь не только высокую прочность, но также и стойкость к сульфидному растрескиванию под напряжением (именуемую также стойкостью к SSC).
[0004] Патентный документ JP 2004-2978 A раскрывает низколегированную сталь с хорошей стойкостью к питтинговой коррозии. Патентный документ JP 2013-534563 A раскрывает низколегированную сталь с пределом текучести не менее чем 963 МПа. Японский патент № 5522322 раскрывает стальную трубу для нефтяных скважин с пределом текучести не менее чем 758 МПа. Японский патент № 5333700 раскрывает низколегированную сталь для нефтяных скважин с пределом текучести не менее чем 862 МПа. Патентный документ JP Sho62 (1987)-54021 A описывает способ производства высокопрочной бесшовной стальной трубы с пределом текучести, который составляет не менее чем 75 кгс/мм2. Патентный документ JP Sho63 (1988)-203748 A раскрывает высокопрочную сталь с пределом текучести, который составляет не менее чем 78 кгс/мм2.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Известно, что отпуск стали при высоких температурах улучшает стойкость стали к сульфидному растрескиванию под напряжением, поскольку отпуск при более высоких температурах уменьшает плотность дислокаций, которые представляют собой ловушки для водорода. Однако уменьшенная плотность дислокации означает, что сталь имеет уменьшенную прочность. Были предприняты попытки увеличить содержание тех элементов сплава, которые увеличивают стойкость к размягчению при отпуске; однако существуют ограничения для таких попыток.
[0006] Сульфидное растрескивание под напряжением с большей вероятностью происходит в стали с более высокой прочностью. Существуют случаи, в которых использование методик, раскрытых в вышеупомянутых Патентных документах, не может обеспечить трубы для нефтяной скважины из низколегированной стали, имеющие предел текучести не менее 965 МПа с хорошей стойкостью к сульфидному растрескиванию под напряжением устойчивым образом.
[0007] Задачей настоящего изобретения является предложить низколегированную сталь для трубы для нефтяной скважины и способ производства трубы для нефтяной скважины из низколегированной стали, в которых высокая прочность и хорошая стойкость к сульфидному растрескиванию под напряжением могли бы быть обеспечены устойчивым образом.
[0008] Низколегированная сталь для трубы для нефтяных скважин в соответствии с настоящим изобретением имеет следующий химический состав, в мас.%: С: больше чем 0,45 и до 0,65; Si: от 0,05 до 0,50; Mn: от 0,10 до 1,00; P: до 0,020; S: до 0,0020; Cu: до 0,1; Cr: от 0,40 до 1,50; Ni: до 0,1; Mo: от 0,50 до 2,50; Ti: до 0,01; V: от 0,05 до 0,25; Nb: от 0,005 до 0,20; Al: от 0,010 до 0,100; В: до 0,0005; Ca: от 0 до 0,003; O: до 0,01; N: до 0,007; с остатком из Fe и примесей, причем эта сталь имеет микроструктуру, состоящую из мартенсита отпуска и остаточного аустенита в количестве меньше чем 2 об.%, размер кристаллического зерна предшествующих аустенитных зерен микроструктуры 9,0 или больше, численная плотность включений на основе карбонитрида с диаметром частицы 50 мкм или больше, составляет 10 включений/100 мм2 или меньше, и предел текучести, составляет 965 МПа или выше.
[0009] Способ производства трубы для нефтяных скважин из низколегированной стали в соответствии с настоящим изобретением включает в себя: подготовку сырья, имеющего следующий химический состав: С: больше чем 0,45 и до 0,65; Si: от 0,05 до 0,50; Mn: от 0,10 до 1,00; P: до 0,020; S: до 0,0020; Cu: до 0,1; Cr: от 0,40 до 1,50; Ni: до 0,1; Mo: от 0,50 до 2,50; Ti: до 0,01; V: от 0,05 до 0,25; Nb: от 0,005 до 0,20; Al: от 0,010 до 0,100; В: до 0,0005; Ca: от 0 до 0,003; O: до 0,01; N: до 0,007; с остатком из Fe и примесей; литье этого сырья для того, чтобы произвести литой материал; горячую обработку литого материала для того, чтобы произвести полую гильзу; закалку этой полой гильзы; и отпуск этой закаленной полой гильзы. При литье скорость охлаждения для диапазона температур от 1500°C до 1000°C в положении 1/4 толщины стенки литого материала составляет 10°C/мин или выше.
[0010] Настоящее изобретение предлагает низколегированную сталь для трубы для нефтяной скважины, а также трубу для нефтяной скважины из низколегированной стали, в которых высокая прочность и хорошая стойкость к сульфидному растрескиванию под напряжением могут быть обеспечены устойчивым образом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011]
[Фиг. 1A] Фиг. 1A иллюстрирует кластерные включения.
[Фиг. 1B] Фиг. 1B иллюстрирует кластерные включения.
[Фиг. 2] Фиг. 2 представляет собой карту границ предшествующих аустенитных зерен микроструктуры с субструктурами, имеющими диаметр зерна 2,6 мкм.
[Фиг. 3] Фиг. 3 представляет собой карту широкоугольных границ зерен микроструктуры с субструктурами, имеющими диаметр зерна 2,6 мкм.
[Фиг. 4] Фиг. 4 представляет собой карту границ предшествующих аустенитных зерен микроструктуры с субструктурами, имеющими диаметр зерна 4,1 мкм.
[Фиг. 5] Фиг. 5 представляет собой карту широкоугольных границ зерен микроструктуры с субструктурами, имеющими диаметр зерна 4,1 мкм.
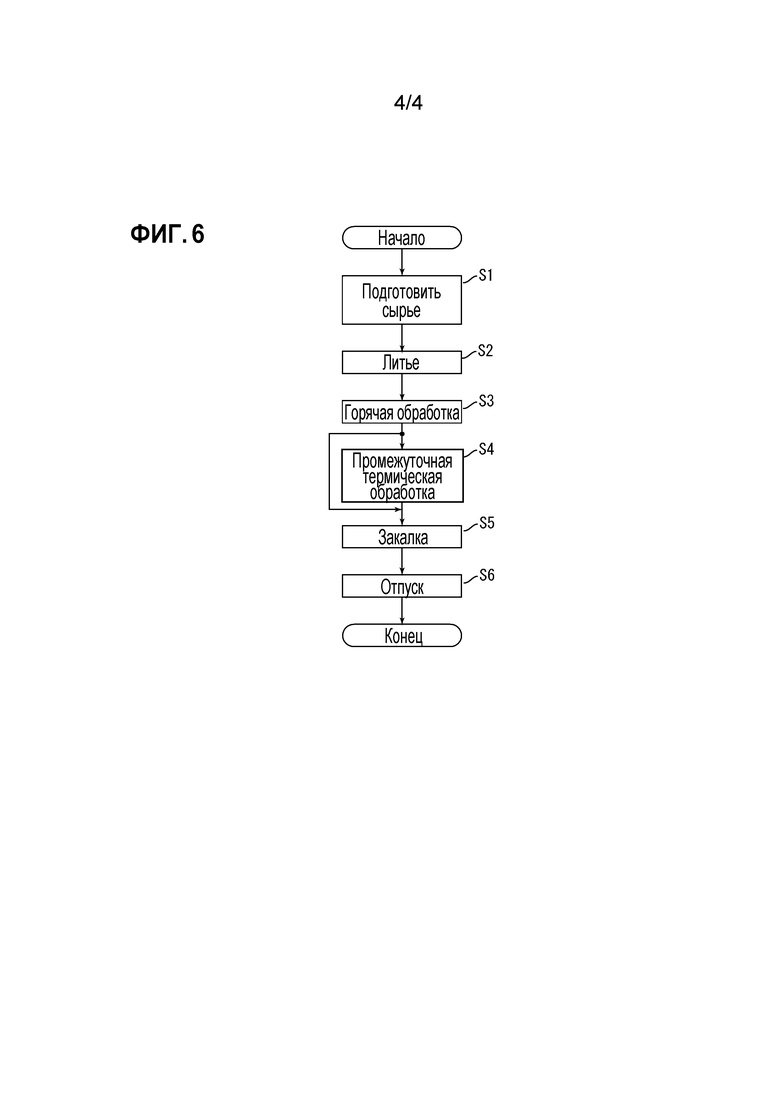
[Фиг. 6] Фиг. 6 представляет собой блок-схему, иллюстрирующую способ производства трубы для нефтяной скважины из низколегированной стали в одном варианте осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0012] Авторы настоящего изобретения провели обширные исследования прочности и стойкости к сульфидному растрескиванию под напряжением низколегированной стали для трубы для нефтяной скважины и установили следующие факты (a) - (e).
[0013] (a) Для того, чтобы достичь высокой прочности и хорошей стойкости к сульфидному растрескиванию под напряжением устойчивым образом, эффективным является использование стали с высоким содержанием C. Увеличенное содержание C улучшает прокаливаемость стали и увеличивает количество карбида, выделяющегося в стали. Это улучшает прочность стали независимо от плотности дислокаций.
[0014] (b) Для того, чтобы достичь высокой стойкости к сульфидному растрескиванию под напряжением устойчивым образом, важно управлять диаметром зерна включений на основе карбонитрида. Если грубые включения на основе карбонитрида присутствуют в пластичной области, в направлении которой распространяется трещина, эти включения могут представлять собой точки инициирования, облегчающие распространение трещины.
[0015] Более конкретно, высокое сопротивление развитию трещины достигается в том случае, если численная плотность включений на основе карбонитрида с диаметром частицы 50 мкм или больше составляет до 10 включений/100 мм2. Кроме того, более предпочтительно численная плотность включений на основе карбонитрида с диаметром частицы 5 мкм или больше составляет до 600 включений/100 мм2. Используемый в настоящем документе термин «включение на основе карбонитрида» относится к включениям типа B2 и включениям типа C2 в соответствии с определением японского промышленного стандарта JIS G 0555 (2003), Приложение 1, Раздел 4,3 «Типы включений».
[0016] Диаметром частицы включений на основе карбонитрида можно управлять с помощью скорости охлаждения при литье стали. Более конкретно, скорость охлаждения для диапазона температур от 1500°C до 1000°C в положении 1/4 толщины стенки литого материала составляет 10°C/мин или выше. Если скорость охлаждения во время литья является слишком низкой, включения на основе карбонитрида становятся грубыми. Если скорость охлаждения во время литья является слишком высокой, на поверхности литого материала могут развиться трещины. Таким образом, скорость охлаждения предпочтительно составляет 50°C/мин или ниже, и более предпочтительно 30°C/мин или ниже.
[0017] (c) Низколегированная сталь для трубы для нефтяной скважины подвергается закалке и отпуску после изготовления трубы для того, чтобы отрегулировать микроструктуру так, чтобы она состояла главным образом из мартенсита отпуска. Если объемная доля остаточного аустенита является высокой, трудно достичь высокой прочности устойчивым образом. Для того, чтобы достичь высокой прочности устойчивым образом, объемная доля остаточного аустенита устанавливается менее чем 2 об.%.
[0018] (d) Мартенсит отпуска состоит из множества предшествующих аустенитных зерен. Чем мельче предшествующие аустенитные зерна, тем лучшая стойкость к сульфидному растрескиванию под напряжением может быть достигнута устойчивым образом. Более конкретно, если номер размера кристаллического зерна предшествующих аустенитных зерен в соответствии со стандартом ASTM E112 составляет 9,0 или больше, высокая стойкость к сульфидному растрескиванию под напряжением может быть достигнута устойчивым образом даже тогда, когда сталь имеет предел текучести 965 МПа или выше.
[0019] (e) Для того, чтобы достичь еще более высокой стойкости к сульфидному растрескиванию под напряжением, предпочтительно, чтобы в дополнение к этому субструктуры в предшествующих аустенитных зернах были сделаны более мелкими. Более конкретно, диаметр эквивалентной окружности субструктур, определенный ниже, предпочтительно должен составлять не больше чем 3 мкм.
[0020] Каждое предшествующее аустенитное зерно определяется множеством пакетов. Каждый пакет формируется множеством блоков, и каждый блок формируется множеством пластинок. Граница пакета, граница блока и граница пластинки с кристаллической разориентацией 15° или больше будет упоминаться как «граница широкоугольного зерна». В мартенсите отпуска область, определенная границами пакета, границами блока и границами пластинки, которые являются границами широкоугольного зерна, будет упоминаться как «субструктура».
[0021] Диаметром эквивалентной окружности субструктур можно управлять с помощью условий закалки. Более конкретно, температура начала закалки равна или выше температуры точки AC3, а температура окончания закалки составляет не более 100°C. Таким образом, после того, как полая гильза нагревается до температуры, равной или выше температуры точки AC3, горячая полая гильза охлаждается до температуры, которая составляет не более 100°C. Кроме того, во время этого охлаждения скорость охлаждения для диапазона температур от 500°C до 100°C составляет не меньше чем 1°C/с и меньше чем 15°C/с. Это делает диаметр эквивалентной окружности субструктур равным или меньше чем 3 мкм.
[0022] Настоящее изобретение было создано на основе вышеописанных фактов. Далее будут подробно описаны низколегированная сталь для трубы для нефтяной скважины и способ производства трубы для нефтяной скважины из низколегированной стали в вариантах осуществления настоящего изобретения.
[0023] [Химический состав]
Низколегированная сталь для трубы для нефтяной скважины в настоящем варианте осуществления имеет химический состав, описываемый ниже. В последующем описании «%» в содержании элемента означает массовый процент.
[0024] C: больше чем 0,45 мас.% и до 0,65 мас.%
Углерод (C) обеспечивает выделение карбидов в стали для того, чтобы увеличить прочность стали. Карбид может представлять собой, например, цементит или карбид легирующего элемента (карбид Mo, карбид V, карбид Nb, карбид Ti и т.д.). Кроме того, углерод вызывает измельчение субструктур, и тем самым увеличивает стойкость к сульфидному растрескиванию под напряжением. Если содержание C является слишком низким, эти эффекты не могут быть достигнуты. Если содержание C является слишком высоким, ударная вязкость стали уменьшается и склонность к растрескиванию увеличивается. С учетом этого содержание C должно быть более высоким чем 0,45 мас.% и не выше чем 0,65 мас.%. Нижний предел содержания C предпочтительно составляет 0,47 мас.%, более предпочтительно 0,50 мас.%, и еще более предпочтительно 0,55 мас.%. Верхний предел содержания C предпочтительно составляет 0,62 мас.%, и более предпочтительно 0,60 мас.%.
[0025] Si: от 0,05 мас.% до 0,50 мас.%.
Кремний (Si) раскисляет сталь. Этот эффект не может быть достигнут, если содержание Si является слишком низким. Если содержание Si является слишком высоким, стойкость к сульфидному растрескиванию под напряжением уменьшается. С учетом этого содержание Si должно находиться в диапазоне от 0,05 мас.% до 0,50 мас.%. Нижний предел содержания Si предпочтительно составляет 0,10 мас.%, и более предпочтительно 0,20 мас.%. Верхний предел содержания Si предпочтительно составляет 0,40 мас.%, и более предпочтительно 0,35 мас.%.
[0026] Mn: от 0,10 мас.% до 1,00 мас.%
Марганец (Mn) раскисляет сталь. Этот эффект не может быть достигнут, если содержание Mn является слишком низким. Если содержание Mn является слишком высоким, он сегрегируется вдоль границ зерна вместе с загрязняющими элементами, такими как фосфор (P) и сера (S), уменьшая стойкость стали к сульфидному растрескиванию под напряжением. С учетом этого содержание Mn должно находиться в диапазоне от 0,10 мас.% до 1,00 мас.%. Нижний предел содержания Mn предпочтительно составляет 0,20 мас.%, и более предпочтительно 0,28 мас.%. Верхний предел содержания Mn предпочтительно составляет 0,80 мас.%, и более предпочтительно 0,50 мас.%.
[0027] P: до 0,020 мас.%
Фосфор (P) является примесью. P сегрегируется вдоль границ зерна и уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Таким образом, более низкие содержания P являются предпочтительными. С учетом этого содержание P должно составлять не более 0,020 мас.%. Содержание P предпочтительно составляет не более 0,015 мас.%, и более предпочтительно не более 0,012 мас.%.
[0028] S: до 0,0020 мас.%
Сера (S) является примесью. Сера сегрегируется вдоль границ зерна и уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Таким образом, более низкие содержания серы являются предпочтительными. С учетом этого содержание серы должно составлять не более 0,0020 мас.%. Содержание серы предпочтительно составляет не более 0,0015 мас.%, и более предпочтительно не более 0,0010 мас.%.
[0029] Cr: от 0,40 мас.% до 1,50 мас.%
Хром (Cr) увеличивает прокаливаемость стали, а также увеличивает прочность стали. Если содержание Cr является слишком высоким, ударная вязкость стали уменьшается, и стойкость стали к сульфидному растрескиванию под напряжением уменьшается. С учетом этого содержание хрома должно находиться в диапазоне от 0,40 мас.% до 1,50 мас.%. Нижний предел содержания Cr предпочтительно составляет 0,45 мас.%. Верхний предел содержания Cr предпочтительно составляет 1,30 мас.%, и более предпочтительно 1,00 мас.%.
[0030] Mo: от 0,50 мас.% до 2,50 мас.%
Молибден (Mo) образует карбид и увеличивает стойкость стали к размягчению при отпуске. Этот эффект не может быть достигнут, если содержание Mо является слишком низким. Если содержание Mo является слишком высоким, сталь насыщается в отношении этого эффекта. С учетом этого содержание молибдена должно находиться в диапазоне от 0,50 мас.% до 2,50 мас.%. Нижний предел содержания Mo предпочтительно составляет 0,60 мас.%, и более предпочтительно 0,65 мас.%. Верхний предел содержания Mo предпочтительно составляет 2,0 мас.%, и более предпочтительно 1,6 мас.%.
[0031] V: от 0,05 мас.% до 0,25 мас.%
Ванадий (V) образует карбид и увеличивает стойкость стали к размягчению при отпуске. Эти эффекты не могут быть достигнуты, если содержание ванадия является слишком низким. Если содержание ванадия является слишком высоким, ударная вязкость стали уменьшается. С учетом этого содержание ванадия должно находиться в диапазоне от 0,05 мас.% до 0,25 мас.%. Нижний предел содержания V предпочтительно составляет 0,07 мас.%. Верхний предел содержания V предпочтительно составляет 0,15 мас.%, и более предпочтительно 0,12 мас.%.
[0032] Ti: до 0,01 мас.%
Титан (Ti) является примесью. Ti образует включения на основе карбонитрида, делая стойкость стали к сульфидному растрескиванию под напряжением нестабильной. Таким образом, более низкие содержания Ti являются предпочтительными. С учетом этого содержание титана должно составлять не более 0,01 мас.%. Верхний предел содержания Ti предпочтительно составляет 0,008 мас.%, и более предпочтительно 0,006 мас.%.
[0033] Nb: от 0,005 мас.% до 0,20 мас.%
Ниобий (Nb) образует карбид, нитрид или карбонитрид. Эти включения делают субструктуры стали более мелкими благодаря эффекту закрепления (пиннинговый эффект), увеличивая стойкость стали к сульфидному растрескиванию под напряжением. Эти эффекты не могут быть достигнуты, если содержание ниобия является слишком низким. Если содержание Nb является слишком высоким, образуется чрезмерное количество включений на основе карбонитрида, делая стойкость стали к сульфидному растрескиванию под напряжением нестабильной. С учетом этого содержание ниобия должно находиться в диапазоне от 0,005 мас.% до 0,20 мас.%. Нижний предел содержания ниобия предпочтительно составляет 0,010 мас.%, и более предпочтительно 0,012 мас.%. Верхний предел содержания Nb предпочтительно составляет 0,10 мас.% и более предпочтительно 0,050 мас.%.
[0034] Al: от 0,010 мас.% до 0,100 мас.%
Алюминий (Al) раскисляет сталь. Если содержание Al является слишком низким, сталь раскисляется в недостаточной степени, что уменьшает стойкость стали к сульфидному растрескиванию под напряжением. Если содержание Al является слишком высоким, образуется оксид, что уменьшает стойкость стали к сульфидному растрескиванию под напряжением. С учетом этого содержание алюминия должно находиться в диапазоне от 0,010 мас.% до 0,100 мас.%. Нижний предел содержания Al предпочтительно составляет 0,015 мас.%, и более предпочтительно 0,020 мас.%. Верхний предел содержания Al предпочтительно составляет 0,080 мас.%, и более предпочтительно 0,050 мас.%. Используемый в настоящем документе термин «содержание Al» означает «содержание кислоторастворимого Al», то есть «растворимый Al».
[0035] B: до 0,0005 мас.%
Бор (B) является примесью. Бор образует M23CB6 вдоль границ зерна, уменьшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Таким образом, более низкие содержания B являются предпочтительными. С учетом этого содержание B должно составлять до 0,0005 мас.%. Верхний предел содержания B предпочтительно составляет 0,0003 мас.%, более предпочтительно 0,0002 мас.%.
[0036] O: до 0,01 мас.%
Кислород (O) является примесью. Кислород образует грубые оксидные частицы или кластеры оксидных частиц, уменьшая тем самым ударную вязкость стали. Таким образом, более низкие содержания О являются предпочтительными. С учетом этого содержание кислорода должно составлять не более 0,01 мас.%. Содержание кислорода предпочтительно составляет не более 0,005 мас.%, и более предпочтительно не более 0,003 мас.%.
[0037] N: до 0,007 мас.%
Азот (N) является примесью. N образует нитрид, делая стойкость стали к сульфидному растрескиванию под напряжением нестабильной. Таким образом, более низкие содержания азота являются предпочтительными. С учетом этого содержание азота должно составлять не более 0,007 мас.%. Содержание азота предпочтительно составляет не более 0,005 мас.%, и более предпочтительно не более 0,004 мас.%.
[0038] Cu: до 0,1 мас.%
Медь (Cu) является примесью в контексте настоящего изобретения. Хотя Cu увеличивает прокаливаемость стали и упрочняет сталь, содержание Cu больше, чем 0,1 мас.% вызывает локальное образование упрочненных структур, или вызывает неравномерную коррозию на поверхности стали. С учетом этого содержание меди должно составлять не более 0,1 мас.%. Содержание меди предпочтительно составляет не более 0,05 мас.%, и более предпочтительно не более 0,03 мас.%.
[0039] Ni: до 0,1 мас.%
Никель (Ni) является примесью в контексте настоящего изобретения. Хотя Ni также увеличивает прокаливаемость стали и упрочняет сталь, содержание Ni больше чем 0,1 мас.% уменьшает стойкость к сульфидному растрескиванию под напряжением. С учетом этого содержание никеля должно составлять не более 0,1 мас.%. Содержание никеля предпочтительно составляет не более 0,05 мас.%, и более предпочтительно не более 0,03 мас.%.
[0040] Остаток химического состава низколегированной стали для трубы для нефтяной скважины состоит из Fe и примесей. Примесь в этом контексте означает элемент, происходящий из руды или лома, используемых в качестве сырья для стали, или элемент, который попадает в сталь из окружающей среды и т.п. во время производственного процесса.
[0041] [Необязательные элементы]
Низколегированная сталь для трубы для нефтяной скважины в настоящем варианте осуществления может содержать Ca, заменяющий некоторое количество Fe, обсужденного выше.
[0042] Ca: от 0 мас.% до 0,003 мас.%
Кальций (Ca) является необязательным элементом. Кальций связывается с серой в стали, образуя сульфид, улучшающий форму включений для того, чтобы увеличить ударную вязкость стали. Даже малое содержание Ca обеспечивает вышеописанные эффекты. С другой стороны, если содержание Ca является слишком высоким, сталь насыщается по отношению к этому эффекту. С учетом этого содержание кальция должно находиться в диапазоне от 0 мас.% до 0,003 мас.%. Нижний предел содержания Ca - предпочтительно составляет 0,0005 мас.%, и более предпочтительно 0,0010 мас.%. Верхний предел содержания Ca предпочтительно составляет 0,0025 мас.%, и более предпочтительно 0,0020 мас.%.
[0043] [Микроструктура]
Микроструктура низколегированной стали для трубы для нефтяной скважины в настоящем варианте осуществления состоит главным образом из мартенсита отпуска. Более конкретно, матрица микроструктуры состоит из мартенсита отпуска и остаточного аустенита в количестве менее чем 2 об.%.
[0044] Присутствие микроструктуры, отличающейся от мартенсита отпуска, такой как бейнит, делает прочность нестабильной. Поскольку остаточный аустенит вызывает вариации прочности, более низкие объемные доли остаточного аустенита являются предпочтительными. Здесь объемная доля остаточного аустенита может быть измерена, например, с помощью способа рентгеновской дифракции следующим образом: После того, как труба для нефтяной скважины из низколегированной стали будет произведена, берется образец, включающий ее центральную часть относительно толщины стенки. Поверхность полученного образца химически полируется. Рентгеновская дифракция выполняется на химически отполированной поверхности с использованием лучей CoKα в качестве падающих рентгеновских лучей. Объемная доля остаточного аустенита определяется на основе интегрированной интенсивности для плоскости (211), плоскости (200) и плоскости (110) феррита, а также интегрированной интенсивности для плоскости (220), плоскости (200) и плоскости (111) аустенита.
[0045] Кристаллическая структура мартенсита отпуска и бейнита представляет собой одну и ту же объемноцентрированную кубическую (BCC) структуру феррита. Как было обсуждено выше, микроструктура низколегированной стали для трубы для нефтяной скважины в настоящем варианте осуществления состоит главным образом из мартенсита отпуска. По сути интегрированная интенсивность для плоскости (211), плоскости (200) и плоскости (110) феррита, обсужденная выше, является мерой для мартенсита отпуска.
[0046] [Размер кристаллического зерна предшествующих аустенитных зерен]
Номер размера кристаллического зерна предшествующих (бывших) аустенитных зерен низколегированной стали для трубы для нефтяной скважины в настоящем варианте осуществления составляет не менее 9,0. Номер размера кристаллического зерна предшествующих аустенитных зерен измеряется в соответствии со стандартом ASTM E112. Если номер размера кристаллического зерна предшествующих аустенитных зерен составляет не менее 9,0, хорошая стойкость к сульфидному растрескиванию под напряжением может быть достигнута даже тогда, когда сталь имеет предел текучести 965 МПа или выше. Номер размера кристаллического зерна предшествующих аустенитных зерен предпочтительно составляет более 9,0, и более предпочтительно 10,0 или больше.
[0047] Номер размера кристаллического зерна предшествующих аустенитных зерен может быть измерен в стали после закалки и до отпуска (то есть в так называемой только что закаленной стали), или может быть измерен в отпущенной стали. Номер размера кристаллического зерна предшествующих аустенитных зерен остается тем же самым, независимо от того, какая из этих сталей используется.
[0048] [Численная плотность включений на основе карбонитрида]
Кроме того, в низколегированной стали для трубы для нефтяной скважины в настоящем варианте осуществления численная плотность включений на основе карбонитрида с диаметром частицы не менее 50 мкм, равна 10 включений/100 мм2 или меньше. Как было обсуждено выше, если грубые включения на основе карбонитрида присутствуют в пластичной области, в направлении которой распространяется трещина, эти включения могут представлять собой точки инициирования, облегчающие распространение трещины. Таким образом, более низкие численные плотности грубых включений являются предпочтительными. Если количество включений на основе карбонитрида с диаметром частицы не менее 50 мкм, равно 10 включений/100 мм2 или меньше, может быть достигнуто хорошее сопротивление развитию трещины.
[0049] Диаметр частицы и численная плотность включений могут быть измерены следующим образом: Берется образец, который включает в себя центральную часть относительно толщины стенки в поперечном сечении, параллельном осевому направлению трубы для нефтяной скважины из низколегированной стали, и включает в себя наблюдаемую область, имеющую площадь 100 мм2. Зеркальное полирование выполняется на поверхности, включающей в себя наблюдаемую область (то есть наблюдаемую поверхность). На наблюдаемой поверхности отполированного образца с помощью оптической микроскопии идентифицируются включения в наблюдаемой области (то есть включения на основе сульфида (например MnS), включения на основе оксида (например Al2O3) и включения на основе карбонитрида). Более конкретно, включения на основе оксида, включения на основе сульфида и включения на основе карбонитрида идентифицируются в наблюдаемой области на основе контрастов и форм в изображениях, полученных оптической микроскопией.
[0050] Включения на основе карбонитрида выбираются из числа идентифицированных включений, и их диаметры зерна измеряются. Используемый в настоящем документе термин диаметр зерна означает длину (в мкм) самой длинной из прямых линий, каждая из которых соединяет две различные точки на границе между включением и матрицей. Группа кластеров рассматривается как одно включение при определении диаметра зерна. Более конкретно, как показано на Фиг. 1A и Фиг. 1B, независимо от того, находятся ли индивидуальные включения на одной прямой линии, они рассматриваются как одно включение, если расстояние d между ними составляет 40 мкм или меньше, и расстояние s между их центрами составляет 10 мкм или меньше. Включение на основе карбонитрида с диаметром зерна 50 мкм или больше будет упоминаться как грубое включение.
[0051] Подсчитывается общее количество грубых включений в каждой наблюдаемой области. Затем определяется общее количество TN грубых включений во всех наблюдаемых областях. На основе определенного общего количества TN численная плотность N грубых включений для площади 100 мм2 определяется с помощью следующего уравнения (A):
N=TN/общая площадь наблюдаемых областей × 100... (A).
[0052] В дополнение к этому, более предпочтительно, чтобы численная плотность включений на основе карбонитрида, имеющих диаметр частицы 5 мкм или больше, составляла 600 включений/100 мм2 или меньше. Численная плотность включений на основе карбонитрида с диаметром частицы 5 мкм или больше может быть определена аналогично численной плотности включений на основе карбонитрида с диаметром частицы 50 мкм или больше.
[0053] [Диаметр эквивалентной окружности субструктур]
В низколегированной стали для трубы для нефтяной скважины в настоящем варианте осуществления диаметр эквивалентной окружности субструктур, определяемых теми границами между пакетами, блоками и пластинками в мартенсите отпуска, которые имеют кристаллическую разориентацию 15° или больше, предпочтительно составляет 3 мкм или меньше.
[0054] В стали, имеющей высокую прочность, равную 965 МПа или выше, стойкость к сульфидному растрескиванию под напряжением зависит не только от диаметра предшествующих аустенитных зерен, но и от размера субструктур. Если номер размера кристаллического зерна предшествующих аустенитных зерен составляет 9,0 или больше, и диаметр эквивалентной окружности субструктур составляет 3 мкм или меньше, хорошая стойкость к сульфидному растрескиванию под напряжением может быть достигнута устойчивым образом в низколегированной стали для трубы для нефтяной скважины, имеющей высокую прочность, равную 965 МПа или выше. Более предпочтительно диаметр эквивалентной окружности субструктур составляет 2,5 мкм или меньше, и еще более предпочтительно 2,0 мкм или меньше.
[0055] Диаметр эквивалентной окружности субструктур может быть измерен следующим образом: Берется образец, который имеет наблюдаемую поверхность, имеющую площадь 100 мкм × 100 мкм, центр которой выровнен с центром толщины стенки в поперечном сечении, перпендикулярном осевому направлению трубы для нефтяной скважины из низколегированной стали. Анализ кристаллической ориентации выполняется на вышеупомянутой наблюдаемой поверхности с помощью метода определения картины дифракции обратно рассеянных электронов (EBSP). Затем на основе результатов этого анализа границы на наблюдаемой поверхности, имеющие кристаллическую разориентацию 15° или больше, представляются в виде изображения для того, чтобы идентифицировать множество субструктур. Субструктуры могут быть идентифицированы, например, путем обработки изображения с использованием компьютера.
[0056] Измеряется диаметр эквивалентной окружности каждой идентифицированной субструктуры. "Диаметр эквивалентной окружности» означает диаметр круга, имеющего ту же самую площадь, что и субструктура. Диаметр эквивалентной окружности может быть измерен, например, путем обработки изображения. Диаметр эквивалентной окружности субструктур определяется как среднее значение измеренных диаметров эквивалентной окружности субструктур.
[0057] Фиг. 2 и Фиг. 3 иллюстрируют микроструктуры с субструктурами, имеющими диаметр зерна 2,6 мкм. Фиг. 2 представляет собой карту границ предшествующих аустенитных зерен, а Фиг. 3 представляет собой карту широкоугольных границ зерен. Фиг. 2 и Фиг. 3 показывают микроструктуры, полученные из стали, в которой номер размера кристаллического зерна предшествующих аустенитных зерен составляет 10,5, причем C: 0,51 мас.%, Si: 0,31 мас.%, Mn: 0,47 мас.%, P: 0,012 мас.%, S: 0,0014 мас.%, Cu: 0,02 мас.%, Cr: 1,06 мас.%, Mo: 0,67 мас.%, V: 0,098 мас.%, Ti: 0,008 мас.%, Nb: 0,012 мас.%, Ca: 0,0018 мас.%, B: 0,0001 мас.%, растворимый Al: 0,029 мас.%, и N: 0,0034 мас.%.
[0058] Фиг. 4 и Фиг. 5 иллюстрируют микроструктуры с субструктурами, имеющими диаметр зерна 4,1 мкм. Фиг. 4 представляет собой карту границ предшествующих аустенитных зерен, а Фиг. 5 представляет собой карту широкоугольных границ зерен. Фиг. 4 и Фиг. 5 показывают микроструктуры, полученные из стали, в которой номер размера кристаллического зерна предшествующих аустенитных зерен составляет 11,5, причем C: 0,26 мас.%, Si: 0,19 мас.%, Mn: 0,82 мас.%, P: 0,013 мас.%, S: 0,0008 мас.%, Cu: 0,01 мас.%, Cr: 0,52 мас.%, Mo: 0,70 мас.%, V: 0,11 мас.%, Ti: 0,018 мас.%, Nb: 0,013 мас.%, Ca: 0,0001 мас.%, B: 0,0001 мас.%, растворимый Al: 0,040 мас.%, и N: 0,0041 мас.%.
[0059] [Способ производства]
Далее будет описан один способ производства трубы для нефтяной скважины из низколегированной стали в одном варианте осуществления настоящего изобретения.
[0060] Фиг. 6 представляет собой блок-схему способа производства трубы для нефтяной скважины из низколегированной стали в настоящем варианте осуществления. Способ производства трубы для нефтяной скважины из низколегированной стали в настоящем варианте осуществления включает в себя стадию подготовки сырья (стадия S1), стадию литья этого сырья для того, чтобы произвести литой материал (стадия S2), стадию горячей обработки этого литого материала для того, чтобы произвести полую гильзу (стадия S3), стадию выполнения промежуточной термической обработки этой полой гильзы (стадия S4), стадию закалки полой гильзы, которая подверглась промежуточной термической обработке, (стадия S5), и стадию отпуска закаленной полой гильзы (стадия S6).
[0061] Сначала готовится сырье, имеющее вышеописанный химический состав (стадия S1). Более конкретно, сталь, имеющая вышеописанный химический состав, плавится и подвергается рафинированию.
[0062] Это сырье отливается для того, чтобы произвести литой материал (стадия S2). Литье может быть, например, непрерывным литьем. Литой материал может представлять собой, например, сляб, блюм или биллет. Литой материал может представлять собой непрерывно литую круглую заготовку.
[0063] Во время этого скорость охлаждения для диапазона температур от 1500°C до 1000°C в положении 1/4 толщины стенки литого материала составляет 10°C/мин или больше. Если скорость охлаждения во время литья является слишком низкой, включения на основе карбонитрида становятся грубыми. Если скорость охлаждения во время литья является слишком высокой, на поверхности литого материала могут развиться трещины. С учетом этого скорость охлаждения предпочтительно составляет 50°C/мин или ниже, и более предпочтительно 30°C/мин или ниже. Скорость охлаждения в положении 1/4 толщины стенки может быть определена путем моделирующих вычислений. В реальном производстве вместо этого такие условия охлаждения, которые будут приводить к соответствующей скорости охлаждения, могут быть определены заранее с использованием моделирующих вычислений, и эти условия могут быть применены в производстве. Для диапазона температур ниже чем 1000°C может использоваться любая скорость охлаждения.
[0064] Используемый в настоящем документе термин «положение 1/4 толщины стенки» означает положение на глубине 1/4 толщины литого материала от поверхности литого материала. Например, если литой материал представляет собой круглую непрерывно литую заготовку, это означает положение на глубине от поверхности, равной половине радиуса; для прямоугольного блюма это означает положение на глубине от поверхности, равной одной четвертой от длины длинной стороны.
[0065] Литой материал обжимается или куется в форму круглой заготовки. Эта круглая заготовка подвергается горячей обработке для того, чтобы произвести полую гильзу (стадия S3). Использование круглой заготовки непрерывного литья позволяет опустить процесс обжатия или ковки. Горячая обработка может представлять собой, например, процесс Маннесмана для производства труб. Более конкретно, прошивной пресс для прошивки круглой заготовки используется для прошивной прокатки круглой заготовки, и стан для прокатки на оправке, обжимной стан, калибровочный стан и другие машины используются для горячей прокатки с тем, чтобы произвести полую гильзу. Для того, чтобы произвести полую гильзу из круглой заготовки, могут использоваться и другие способы горячей обработки.
[0066] Полая гильза, произведенная с помощью горячей обработки, может быть подвергнута промежуточной термической обработке (стадия S4). Промежуточная термическая обработка представляет собой необязательную дополнительную стадию. Таким образом, промежуточная термическая обработка не обязательно должна выполняться. Выполнение промежуточной термической обработки делает кристаллические зерна (предшествующие аустенитные зерна) стали более мелкими, дополнительно увеличивая стойкость к сульфидному растрескиванию под напряжением.
[0067] Промежуточная термическая обработка может представлять собой, например, нормализацию. Более конкретно, полую гильзу выдерживают при температуре, не меньшей чем температура точки Ac3, например в диапазоне температур от 850°C до 950°C, в течение определенного периода времени, а затем оставляют для того, чтобы она охладилась. Промежуток времени, в течение которого полая гильза выдерживается при определенной температуре, может составлять, например, от 15 до 120 мин. Как правило, нормализация выполняется после того, как полая гильза охлаждается до комнатной температуры после горячей обработки. Альтернативно в настоящем варианте осуществления полую гильзу можно не охлаждать до комнатной температуры после горячей обработки, но выдерживать при температуре, не меньшей чем температура точки Ac3, а уже затем оставлять для охлаждения.
[0068] Вместо нормализации в качестве промежуточной термической обработки может использоваться закалка. Эта закалка представляет собой термическую обработку, которая отличается от закалки на стадии S5. Таким образом, в тех случаях, когда закалка выполняется в качестве промежуточной термической обработки, закалка происходит много раз. Более конкретно, закалка представляет собой выдержку полой гильзы при температуре не ниже точки Ac3, например в диапазоне температур от 850°C до 950°C, в течение определенного периода времени, а затем ее быстрое охлаждение. В этих случаях полая гильза может быть быстро охлаждена от температуры не ниже точки Ac3 немедленно после горячей обработки (этот процесс будет в дальнейшем упоминаться как «прямая закалка»).
[0069] Промежуточная термическая обработка может представлять собой термическую обработку при температуре, находящейся в диапазоне существования двух фаз, феррит плюс аустенит (именуемом в дальнейшем «нагревание в двухфазном диапазоне»), что обеспечивает те же самые эффекты. Во время промежуточной термической обработки предпочтительные эффекты измельчения кристаллических зерен достигаются в том случае, если по меньшей мере часть микроструктуры стали преобразуется в аустенит. Таким образом, во время промежуточной термической обработки предпочтительно по меньшей мере выдерживать полую гильзу при температуре не ниже, чем температура точки Ac1.
[0070] Полая гильза, которая подверглась промежуточной термической обработке, подвергается затем закалке (стадия S5). В тех случаях, когда никакая промежуточная термическая обработка не выполняется, полая гильза, произведенная с помощью горячей обработки (стадия S3), подвергается закалке (стадия S5).
[0071] Во время этой закалки температура начала закалки предпочтительно является не ниже чем температура точки Ac3, а температура конца закалки предпочтительно является не выше чем 100°C. Таким образом, после того, как полая гильза будет нагрета до температуры не ниже чем температура точки Ac3, горячая полая гильза предпочтительно охлаждается до температуры, которая является не выше чем 100°C. Во время этого охлаждения скорость охлаждения для диапазона от 500°C до 100°C предпочтительно составляет не менее 1°C/с и меньше чем 15°C/с. Это делает диаметр эквивалентной окружности субструктур равным или меньше чем 3 мкм. Если скорость охлаждения является более низкой, чем 1°C/с, становится трудно обеспечить субструктуры с диаметром эквивалентной окружности не более чем 3 мкм. Если скорость охлаждения является более высокой, чем 15°C/с, то велика вероятность образования закалочных трещин. Нижний предел скорости охлаждения предпочтительно составляет 2°C/с, и более предпочтительно не ниже чем 5°C/с.
[0072] Затем закаленная полая гильза отпускается (стадия S6). Более конкретно, закаленная полая гильза выдерживается при температуре отпуска, которая является более низкой, чем температура точки Ac1. Температура отпуска регулируется в зависимости от химического состава полой гильзы и целевого предела текучести. Температура отпуска предпочтительно составляет не менее 650°C и меньше чем 700°C, а продолжительность выдержки предпочтительно составляет от 15 до 120 мин. Более высокие температуры отпуска являются предпочтительными, но при этом должна использоваться температура отпуска ниже, чем температура точки Ac1.
[0073] Таким образом, были описаны низколегированная сталь для трубы для нефтяной скважины и способ производства низколегированной стали для трубы для нефтяной скважины в вариантах осуществления настоящего изобретения. Эти варианты осуществления предлагают низколегированную сталь для трубы для нефтяной скважины, а также трубу для нефтяной скважины из низколегированной стали, в которых высокая прочность и хорошая стойкость к сульфидному растрескиванию под напряжением могут быть достигнуты устойчивым образом.
[ПРИМЕРЫ]
[0074] Настоящее изобретение будет более подробно описано посредством примеров. Настоящее изобретение не ограничивается этими примерами.
[0075] Были выплавлены стали А - F, имеющие химические составы, показанные в Таблице 1.
[0076]
[Таблица 1]
[0077] Из сталей А - F множество круглых заготовок с наружным диаметром 310 мм было произведено с использованием круглого непрерывного литья, либо блюмы были получены путем непрерывного литья и были подвергнуты горячей обработке для того, чтобы произвести множество круглых заготовок с наружным диаметром 310 мм. Из этих круглых заготовок полые гильзы были произведены путем горячей обработки. Более конкретно, после того, как круглые заготовки были нагреты в нагревательной печи до температуры в пределах от 1150°C до 1200°C, они были подвергнуты прошивной прокатке на прошивном прессе, удлинению на стане для прокатки на оправке, и откалиброваны на обжимном стане для того, чтобы произвести полые гильзы. Эти полые гильзы были подвергнуты множеству термических обработок для того, чтобы произвести трубы для нефтяной скважины из низколегированной стали с номерами от 1 до 44. Эти трубы для нефтяной скважины из низколегированной стали имели наружный диаметр 244,48 мм и толщину стенки 13,84 мм. Таблица 2 показывает условия производства для этих труб для нефтяной скважины из низколегированной стали.
[0078]
[Таблица 2]
[0079] В Таблице 2 значок «○» в колонке «Условия литья» означает, что скорость охлаждения для диапазона температур от 1500°C до 1000°C составляла от 10 до 30°C/мин. «×» в этой колонке означает, что скорость охлаждения для того же самого диапазона температур была ниже 10°C/мин. «Нормализация при 920°C» в колонке «Промежуточная термическая обработка» означает, что в качестве промежуточной обработки выполнялась нормализация при температуре выдержки 920°C. «Прямая закалка» в колонке «Промежуточная термическая обработка» означает, что в качестве промежуточной термической обработки выполнялась закалка, в которой, когда температура полой гильзы после горячей обработки все еще была более высокой, чем температура точки Ar3, полая гильза была выдержана при температуре 920°C, а затем охлаждена водой. Значок «-» в колонке «Промежуточная термическая обработка» означает, что никакой промежуточной термической обработки не выполнялось. «Туман» в колонке «Способ» «Условий закалки» означает, что в качестве охлаждения для закалки выполнялось охлаждение туманом. «Вода» в этой колонке означает, что в качестве охлаждения для закалки выполнялось охлаждение водой. Значок «-» в колонке «Условия отпуска» означает, что отпуск не выполнялся. Труба № 42 для нефтяной скважины из низколегированной стали не отпускалась, потому что во время закалки произошло растрескивание.
[0080] [Испытание на разрыв]
Из каждого номера трубы для нефтяной скважины из низколегированной стали был получен изогнутый образец для испытания на разрыв. Изогнутый образец для испытания на разрыв имел дугообразное поперечное сечение, и продольное направление этого изогнутого образца для испытания на разрыв было параллельно продольному направлению стальной трубы. Изогнутый образец для испытания на разрыв использовался для выполнения испытания на разрыв при комнатной температуре в соответствии со стандартом 5CT Американского Нефтяного Института (API). На основе результатов этого испытания были определены предел текучести YS (МПа), прочность при растяжении TS (МПа) и отношение предела текучести к пределу прочности YR (%) для каждой стальной трубы.
[0081] [Тест DCB]
Из каждого номера трубы для нефтяной скважины из низколегированной стали был получен образец для теста DCB, имеющий толщину 9,53±0,05 мм, ширину 25,4±0,05 мм и длину 101,6±1,59 мм. Полученный образец для теста DCB использовался для того, чтобы выполнить тест DCB в соответствии со стандартом TM0177-2005 Национальной ассоциации инженеров-специалистов по коррозии (NACE), Способ D. Тестовая ванна представляла собой водный раствор с концентрацией 50 г/л NaCl+4 г/л CH3COONa при комнатной температуре, который насыщался газообразным сероводородом под давлением 0,03 атм. Значение pH этой тестовой ванны было доведено до 3,5 путем добавления соляной кислоты. Образец для теста DCB был погружен в тестовую ванну на 720 час для того, чтобы выполнить тест DCB. Тестовый образец был помещен под разрушающее напряжение с использованием клина для того, чтобы приложить смещение величиной 0,51 мм (+0,03/-0,05 мм) к двум плечам образца для теста DCB, и был подвергнут воздействию тестовой жидкости в течение 30 дней. После этого теста была измерена протяженность а трещины, которая образовалась в образце для теста DCB. Коэффициент интенсивности напряжения KISSC (тысяч фунтов на кв.дюйм√дюйм) определялся на основе измеренной протяженности трещины a и разрушающего напряжения клина P в соответствии с Уравнением (B). В Уравнении (B) h означает высоту плеч образца для теста DCB, B означает толщину образца для теста DCB, и Bn означает толщину перемычки образца для теста DCB. Эти параметры определяются в стандарте NACE TM0177-2005, Способ D.
[0082] [Уравнение 1]
[0083] [Наблюдение микроструктуры]
Образец получался из центральной части относительно толщины стенки каждого номера трубы для нефтяной скважины из низколегированной стали, и объемная доля остаточного аустенита измерялась с помощью способа рентгеновской дифракции.
[0084] [Подсчет включений]
Тестовый образец для определения количества включений получался из каждого номера трубы для нефтяной скважины из низколегированной стали, причем каждый тестовый образец имел полированную поверхность, которая проходила параллельно направлению прокатки и содержала центр стальной трубы относительно толщины стенки. Полученный тестовый образец наблюдался при увеличении в 200 раз. Кластерообразный объект измерялся при увеличении от 200 до 1000 раз для того, чтобы определить, является ли он кластером. Количество включений на основе карбонитрида, имеющих диаметр частицы 50 мкм или больше, и количество включений на основе карбонитрида, имеющих диаметр зерна 5 мкм или больше, измерялись каждый на основе двух областей наблюдения. Каждое измеренное количество делилось на площадь соответствующей области наблюдения для получения численной плотности, и большее из значений численной плотности для двух областей наблюдения использовалось в качестве численной плотности включений на основе карбонитрида в трубе для нефтяной скважины из низколегированной стали.
[0085] [Измерение размера предшествующих аустенитных кристаллических зерен]
Из каждого номера трубы для нефтяной скважины из низколегированной стали был получен тестовый образец, имеющий поверхность, перпендикулярную к осевому направлению (именуемую в дальнейшем наблюдаемой поверхностью). Наблюдаемая поверхность каждого образца для испытания была механически отполирована. После полировки травильный реагент Пикраль использовался для того, чтобы проявить границы предшествующих аустенитных зерен на наблюдаемой поверхности. После этого номер размера кристаллического зерна предшествующих аустенитных зерен на наблюдаемой поверхности определялся в соответствии со стандартом ASTM E112.
[0086] [Измерение диаметра эквивалентной окружности субструктур]
Образец был получен из поперечного сечения каждого номера трубы для нефтяной скважины из низколегированной стали, и анализ кристаллической ориентации проводился с использованием EBSP для того, чтобы определить диаметр эквивалентной окружности субструктур.
[0087] Результаты этих тестов показаны в Таблице 3. Все номера труб для нефтяной скважины из низколегированной стали имели микроструктуру, состоящую из мартенсита отпуска и аустенита в количестве менее чем 2 об.%.
[0088]
[Таблица 3]
Отношение предела текучести прочности
[0089] Колонка «YS» в Таблице 3 показывает предел текучести, колонка «TS» показывает предел прочности при растяжении, и колонка «YR» показывает отношения предела текучести к пределу прочности. Колонка «Размер предшествующего аустенитного зерна» показывает номера размеров предшествующих (бывших) аустенитных кристаллических зерен. Значок «-» в колонках в Таблице 3 означает, что соответствующий тест или измерение не проводились.
[0090] Трубы для нефтяной скважины из низколегированной стали под №№ 1, 2, 4, 10, 11, 13, 19, 21, 33, 35 и 37-39 имели пределы текучести не меньше чем 140 ksi (то есть 965 МПа) и коэффициенты интенсивности напряжения не меньше чем 22 тысячи фунтов на кв.дюйм√дюйм. В каждой из труб для нефтяной скважины из низколегированной стали с этими номерами численная плотность включений на основе карбонитрида, имеющих диаметр частицы, равный или больше чем 50 мкм, составляла не больше чем 10 включений/100 мм2, а численная плотность включений на основе карбонитрида, имеющих диаметр частицы, равный или больше, чем 5 мкм, составляла не больше чем 600 включений/100 мм2.
[0091] Трубы для нефтяной скважины из низколегированной стали под №№ 6-9, 15-18 и 23-25 имели пределы текучести ниже чем 140 тысяч фунтов на кв.дюйм. Причиной этого, по-видимому, явилось то, что температуры отпуска были слишком высокими.
[0092] Трубы для нефтяной скважины из низколегированной стали под №№ 26-32 имели пределы текучести ниже чем 140 тысяч фунтов на кв.дюйм. Причиной этого, по-видимому, явилось то, что сталь E имела слишком низкое содержание углерода.
[0093] В каждой из труб для нефтяной скважины из низколегированной стали под №№ 3, 5, 12, 14, 20, 22, 34, 36 и 40 предел текучести был не меньше чем 140 тысяч фунтов на кв.дюйм; однако коэффициент интенсивности напряжения был меньше чем 22 тысячи фунтов на кв.дюйм√дюйм. Причиной этого, по-видимому, явилось то, что численная плотность включений на основе карбонитрида, имеющих диаметр зерна 50 мкм или больше, была больше чем 10 включений/100 мм2, или численная плотность включений на основе карбонитрида, имеющих диаметр зерна 5 мкм или больше, была больше чем 600 включений/100 мм2. Численная плотность грубых включений на основе карбонитрида была высокой, по-видимому, потому, что скорости охлаждения во время стадии литья были слишком низкими.
[0094] В каждой из труб для нефтяной скважины из низколегированной стали под №№ 41, 43, и 44 предел текучести был не ниже чем 140 тысяч фунтов на кв.дюйм; однако, коэффициент интенсивности напряжения был меньше чем 22 тысячи фунтов на кв.дюйм√дюйм. Причиной этого, по-видимому, явилось то, что диаметр эквивалентной окружности субструктур был больше чем 3 мкм. Диаметр эквивалентной окружности субструктур был больше чем 3 мкм по всей видимости потому, что условия закалки были неподходящими. В трубе для нефтяной скважины из низколегированной стали под № 42 во время закалки образовались трещины. Причиной этого, по-видимому, явилось то, что скорость охлаждения во время закалки была слишком высокой.
Изобретение относится к области металлургии, а именно к низколегированной стали для трубы, используемой в нефтяной скважине. Сталь имеет следующий химический состав, мас.%: С: больше чем 0,45 и до 0,65; Si: от 0,05 до 0,50; Mn: от 0,10 до 1,00; P: до 0,020; S: до 0,0020; Cu: до 0,1; Cr: от 0,40 до 1,50; Ni: до 0,1; Mo: от 0,50 до 2,50; Ti: до 0,01; V: от 0,05 до 0,25; Nb: от 0,005 до 0,20, Al: от 0,010 до 0,100; В: до 0,0005; Ca: от 0 до 0,003; O: до 0,01; N: до 0,007; остальное – железо и примеси. Сталь имеет микроструктуру, состоящую из мартенсита отпуска и остаточного аустенита в количестве менее чем 2 об.%. Номер размера кристаллического зерна предшествующих аустенитных зерен составляет 9,0 или более, численная плотность включений на основе карбонитрида с диаметром частицы 50 мкм или более составляет 10 включений/100 мм2 или менее, а предел текучести составляет 965 МПа или выше. Обеспечивается высокая прочность и хорошая стойкость к сульфидному растрескиванию под напряжением. 2 н. и 4 з.п. ф-лы, 6 ил., 3 табл.
1. Низколегированная сталь для трубы для нефтяной скважины, имеющая следующий химический состав, мас.%:
C: больше чем 0,45 и до 0,65
Si: от 0,05 до 0,50
Mn: от 0,10 до 1,00
P: до 0,020
S: до 0,0020
Cu: до 0,1
Cr: от 0,40 до 1,50
Ni: до 0,1
Mo: от 0,50 до 2,50
Ti: до 0,01
V: от 0,05 до 0,25
Nb: от 0,005 до 0,20
Al: от 0,010 до 0,100
B: до 0,0005
Ca: от 0 до 0,003
O: до 0,01
N: до 0,007
остаток: железо и примеси,
причем сталь имеет микроструктуру, состоящую из мартенсита отпуска и остаточного аустенита в количестве меньше чем 2 об.%,
причем номер размера кристаллического зерна предшествующих аустенитных зерен в этой микроструктуре равен 9,0 или более,
численная плотность включений на основе карбонитрида с диаметром частицы 50 мкм или более составляет 10 включений/100 мм2 или менее, и
предел текучести составляет 965 МПа или более.
2. Низколегированная сталь по п. 1, в которой численная плотность включений на основе карбонитрида с диаметром частицы 5 мкм или больше составляет 600 включений/100 мм2 или менее.
3. Низколегированная сталь по п. 1 или 2, в которой диаметр эквивалентной окружности субструктур, определяемых теми границами между пакетами, блоками и пластинками в мартенсите отпуска, которые имеют кристаллическую разориентацию 15° или больше, составляет 3 мкм или менее.
4. Способ производства трубы для нефтяной скважины из низколегированной стали, включающий:
подготовку сырья, имеющего следующий химический состав, мас.%: С: больше чем 0,45 и до 0,65; Si: от 0,05 до 0,50; Mn: от 0,10 до 1,00; P: до 0,020; S: до 0,0020; Cu: до 0,1; Cr: от 0,40 до 1,50; Ni: до 0,1; Mo: от 0,50 до 2,50; Ti: до 0,01; V: от 0,05 до 0,25; Nb: от 0,005 до 0,20, Al: от 0,010 до 0,100; В: до 0,0005; Ca: от 0 до 0,003; O: до 0,01; N: до 0,007; с остатком из железа и примесей;
литье сырья для получения литого материала;
горячую обработку литого материала для получения полой трубной заготовки; и
закалку и отпуск полой трубной заготовки с получением трубы,
причем при литье скорость охлаждения для диапазона температур от 1500°C до 1000°C в положении 1/4 толщины стенки литого материала составляет 10°C/мин или выше.
5. Способ по п. 4, в котором при литье скорость охлаждения для диапазона температур от 1500°C до 1000°C в положении 1/4 толщины стенки литого материала составляет 30°C/мин или ниже.
6. Способ по п. 4 или 5, в котором закалка включает в себя:
нагревание полой трубной заготовки до температуры, равной или выше, чем температура точки Ac3; и
охлаждение нагретой полой трубной заготовки до температуры, равной или ниже чем 100°C,
причем при охлаждении скорость охлаждения для диапазона температур от 500°C до 100°C равна или больше чем 1°C/с и меньше чем 15°C/с.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА, ОБЛАДАЮЩАЯ ОЧЕНЬ ВЫСОКОЙ СТОЙКОСТЬЮ К СУЛЬФИДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ ДЛЯ НЕФТЯНЫХ СКВАЖИН И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2493268C1 |
| EA 200870437 A1, 27.02.2009 | |||
| КРЫШКА ДЛЯ ВАГОННЫХ БУКС | 1928 |
|
SU11363A1 |
| Способ телеграфного манипулирования | 1927 |
|
SU8934A1 |
| Приспособление для подъема и регулирования верхней обвязки обстройки судов | 1930 |
|
SU19473A1 |
| WO 2013191131 A1, 27.12.2013. | |||

