Изобретение относится к гальванотехнике, конкретно - к защитным покрытиям металлами и сплавами, обладающими высокой коррозионной стойкостью в хлорид-содержащих средах и других биологических средах и обеспечивающих эффективную защиту стальной основы, а также к способам их нанесения. Изобретение может быть использовано для наненсения покрытий с целью защиты от коррозии медицинских инструментов.
В качестве коррозионно-защитного покрытия для медицинских инструментов необходимо сочетание следующих свойств: высокая твердость и износостойкость, коррозионная стойкость в биологических, в частности, в хлорид-содержащих средах с коррозионным баллом по десятибалльной шкале не выше 2, отсутствие в покрытии компонентов, вызывающих аллергические реакции.
Известны покрытия для защиты от коррозии медицинских инструментов, в частности, никелевые - в два-три слоя с общей толщиной никеля, не превышающей 12-15 мкм - для деталей наконечников зубоврачебных инструментов с верхним твердым слоем никеля [Сабитов В. X.. Медицинские инструменты, - М.: Медицина, 1985, 175 с.].
Однако никелевые покрытия в настоящее время рассматриваются как неприемлемые для данной цели ввиду аллергенности никеля и его соединений и уже давно не используются в изделиях, контактирующих с человеческим телом,
Наиболее близким по технической сущности и достигаемому результату является износостойкое черное хромовое покрытие и электролит для его осаждения, описанные в патенте РФ №2083729 кл. C25D 3/08), в котором предлагается наносить черное хромовое покрытие на медицинский инструмент в качестве защитного из электролита, содержащего (г/л): хромовый ангидрид 150-500, калий железосинеродистый 4-10, серную кислоту 0,02-0,5, фторсиликат калия 0,1-0,5. Хромовые покрытия являются твердыми, не обладают аллергическим действием, однако их коррозионная стойкость в биологических средах, содержащих хлорид-ионы, не является достаточной.
Задачей данного изобретения является разработка покрытия, с коррозионным баллом по десятибалльной шкале не выше 2, обладающее устойчивостью в биологических, в частности, в хлорид-содержащих средах, и способ нанесения такого покрытия на поверхность медицинских инструментов, изготовленных из стали.
Поставленная задача решается защитным покрытием для медицинских инструментов и способом его нанесения, включающим последовательно наносимые слои, медный толщиной 7-10 мкм, бронзовый подслой толщиной 3-7 мкм, содержащий медь - 55% и олово 45%, и верхний слой, представляющий собой сплав, содержащий кобальт (93±0,5%), хром (5±0,5%), и вольфрам (2±0,5%), толщиной 10-15 мкм.
Поставленная задача решается способом нанесения защитного покрытия для медицинских инструментов, включающим получение медного слоя электроосаждением из пирофосфатного электролита, содержащего CuSO4 0,16-0,24 моль/л, K4P2O7 1,0-1,36 моль/л, K2C2O4 0,06-0,09 моль/л, при рН 8-9, температуре 45-55°С и плотности тока 0,5-1 А/дм2, получение бронзового слоя электроосаждением из триполифосфатного электролита, содержащего Na5P3O10 0,4-0,5 моль/л, CuSO4 0,06-0,08 моль/л и SnCl2 0,03-0,05 моль/л, при рН 6-7, температуре 20-22°С и плотности тока 0,8-1,4 А/дм2 и получение верхнего слоя, содержащего сплав кобальта, хрома и вольфрама путем осаждения из электролита, содержащего 49-51% воды, 49-51% диметилформамида (ДМФА), CrCl3 0,35-1,26 моль/л, Na2WO4 0,01-0,15 моль/л, CoCl2 0,01-0,05 моль/л, сахарин 0,5-2 г/л при рН 1,1-1,9, температуре 35-45°С и плотности тока 15-30 А/дм2.
Данное покрытие обладает высокой твердостью и износостойкостью и имеет высокую коррозионную стойкость и защитную способность в биологических средах, содержащих хлориды (коррозионный балл по десятибалльной шкале не выше 2).
Медный и бронзовый подслои предотвращают развитие пор в направлении к стали, так как стационарный потенциал бронзового подслоя в 0,5 М хлоридных и сульфатных средах на 20-30 мВ отрицательнее стационарного потенциала медного подслоя и, таким образом, обеспечивает электрохимическую защиту последнего и предотвращение развития пор в медном подслое.
Введение вольфрама в состав верхнего слоя повышает его коррозионную стойкость и снижает в десятки раз скорость коррозии в биологических средах, содержащих хлориды, а введение сахарина в состав электролита для осаждения верхнего слоя снижает количество пор и тем самым повышает коррозионную стойкость и защитную способность данного покрытия.
Разработанные составы электролитов и режимы процесса обеспечивают прочное соединение нижнего слоя со стальной основой, высокую прочность межслойных соединений между нижним медным, бронзовым средним и кобальт-хром-вольфрам верхним слоями.
Приведенные ниже примеры иллюстрируют реализацию данного изобретения:
Пример 1
Покрытие сплавом кобальт-хром-вольфрам толщиной 12 мкм, содержащее 93% кобальта, 5% хрома и 2% вольфрама, осаждают непосредственно на стальную основу из электролита, содержащего 49% воды, 51% ДМФА, CrCl3 - 0,35 моль/л, Na2WO4 - 0,01 моль/л, CoCl2 - 0,01 моль/л, при рН=1,1 температуре 45°С и плотности тока 30 А/дм2, непосредственно на стальную основу. Полученное покрытие является пористым и трещиноватым, проявляет себя как пониженно-стойкое. После выдержки в течение 912 часов в камере соляного тумана имеет балл коррозии 6, по десятибалльной шкале оценки коррозии металлов.
Пример 2
Медный подслой толщиной 3 мкм осаждают непосредственно на стальную основу из пирофосфатного электролита, содержащего CuSO4 - 0,16 моль/л, K4P2O7 -1 моль/л, K2C2O4 - 0,06 моль/л при рН 8, температуре 45°С и плотности тока 0,5 А/дм2. Затем на медный подслой осаждают покрытие сплавом кобальт-хром-вольфрам толщиной 10 мкм электролита, содержащего 49% воды, 51% ДМФА, CrCl3 - 0,35 моль/л, Na2WO4 - 0,01 моль/л, CoCl2 - 0,01 моль/л, при рН=1,1 температуре 45°С и плотности тока 30 А/дм2, после выдерживают в камере соляного тумана в течение 912 часов. Очаги коррозии стальной основы не наблюдаются после коррозионных испытаний в течении 30 суток. Покрытие имеет балл коррозии 3 по десятибалльной шкале коррозионной стойкости металлов, то есть ниже требуемого балла коррозионной стойкости, равного 2.
Пример 3
На стальную основу осаждают подслой меди толщиной 7 мкм из пирофосфатного электролита меднения, содержащего CuSO4 0,24 моль/л, K4P2O7 1,36 моль/л и K2C2O4 0,09 моль/л, при рН 9, температуре 55°С и плотности тока 1 А/дм2. На медный подслой осаждают бронзовый подслой толщиной 7 мкм из триполифосфатного электролита бронзирования, содержащего Na5P3O10 - 0,5 моль/л, CuSO4 - 0,08 моль/л и SnCl2 - 0,05 моль/л, при рН 7, при температуре 22°С и плотности тока 1,4 А/дм2 состав бронзового подслоя - меди 55%, олова 45%. Покрытие демонстрирует меньшую пористость, чем в двух вышеописанных примерах и проявляет себя как весьма стойкое, балл коррозии по десятибалльной шкале оценки коррозионных испытаний 3, очаги коррозии стальной основы также визуально не обнаружены даже на 30 день коррозионных испытаний. Данное значение показателя коррозии не является решением поставленной задачи, так как требуемый балл коррозионной стойкости 2.
Пример 4
Покрытие сплавом кобальт-хром-вольфрам толщиной 15 мкм осаждают из электролита, содержащего из электролита, содержащего 49-51% воды, 49-51% диметилформамида (ДМФА), CrCl3 1,26 моль/л, Na2WO4 0,15 моль/л, CoCl2 0,04 моль/л, при рН 1,9, температуре 35°С, плотности тока 15 А/дм2. Покрытие осаждают на бронзовый подслой толщиной 3 мкм из триполифосфатного электролита, содержащего Na5P3O10 0,4 моль/л, CuSO4 0,06 моль/л и SnCl2 0,03 моль/л, при рН 6, при температуре 20°С и плотности тока 0,8 А/дм2, осаждаемый стальную основу, состав бронзового подслоя - медь 55%, олово 45%. Покрытие пористое, но в отличие от п. 1 проявляет себя как стойкое, и имеет балл коррозии 5 по десятибалльной шкале оценки коррозии металлов. Одного бронзового подслоя недостаточно для удовлетворения заданных требований. Данный результат не является решением поставленной задачи.
Пример 5
Покрытие по п. 2, но с добавкой 0,5 г/л сахарина в электролит для осаждения покрытия сплавом кобальт-хром-вольфрам, покрытие осаждают на медный подслой, осажденный предварительно на стальную основу из пирофосфатного электролита. Покрытие имеет балл коррозии 2 по десятибалльной шкале, проявляется себя как весьма стойкое, имеет более низкую пористость, по сравнению с покрытием по п. 2 и п. 3. Данное покрытие удовлетворяет поставленной задаче.
Пример 6
Покрытие, по п. 3, но с добавкой сахарина 2 г/л в электролит для осаждения покрытия сплавом кобальт-хром-вольфрам. Покрытие осаждают на двойной медно-бронзовый подслой, бронзовый подслой осаждается непосредственно на медный. Покрытие демонстрирует самый лучший результат в отношении пористости, демонстрирует себя как весьма стойкое и имеет балл коррозии 2 по десятибалльной шкале коррозионных испытаний. Данное покрытие полностью удовлетворяет поставленной задаче.
Данные по коррозионным испытаниям исследуемых покрытий в течение 912 часов в камере соляного тумана представлены в таблице 1 (массовые и глубинные показатели коррозии для исследуемых покрытий).
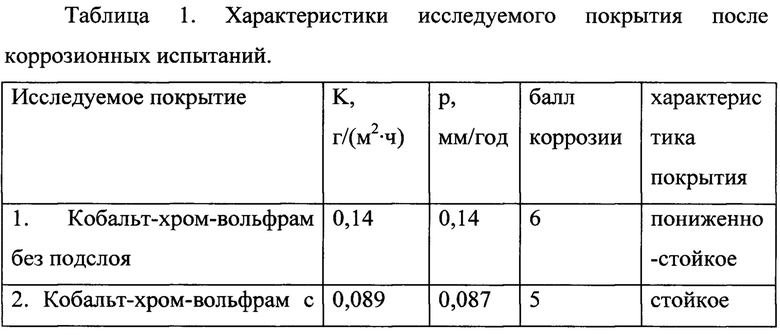
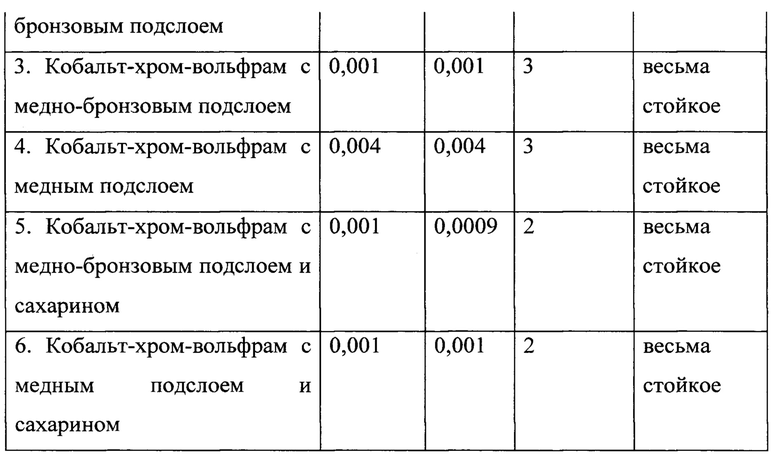
Где K - массовый показатель коррозии, р - глубинный показатель коррозии. Показатели коррозии рассчитаны по формулам - K=Δm/S×t (массовый) и p=8,76×K/ρ (глубинный), баллы коррозионной стойкости рассчитаны из десятибалльной шкалы коррозионной стойкости металлов по глубине коррозии [Стекольников Ю.А., Стекольникова Н.М. Физико-химические процессы в технологии машиностроения: Учеб. пособие.- Елец: Издательство Елецкого государственного университета имени И.А. Бунина, 2008].
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения хромового покрытия, легированного молибденом | 2022 |
|
RU2778529C1 |
| ЭЛЕКТРОЛИТ И СПОСОБ ОСАЖДЕНИЯ МЕДИ НА ТОНКИЙ ПРОВОДЯЩИЙ ПОДСЛОЙ НА ПОВЕРХНОСТИ КРЕМНИЕВЫХ ПЛАСТИН | 2012 |
|
RU2510631C1 |
| ЭЛЕКТРОЛИТ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ СПЛАВОМ ОЛОВО-КОБАЛЬТ | 2008 |
|
RU2377344C1 |
| Электрохимический способ нанесения жаропрочного покрытия, имитирующего стеллит | 2020 |
|
RU2760967C1 |
| Электролит на основе соединений трехвалентного хрома для получения композиционного покрытия | 2021 |
|
RU2760141C1 |
| ЭЛЕКТРОЛИТ И СПОСОБ МЕДНЕНИЯ | 2005 |
|
RU2282682C1 |
| Способ электроосаждения хромовых покрытий из электролита на основе гексагидрата сульфата хрома (III) и формиата натрия | 2023 |
|
RU2814771C1 |
| СОСТАВ ЭЛЕКТРОЛИТА И СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКИХ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ СИСТЕМЫ "НИКЕЛЬ-ФОСФОР-ВОЛЬФРАМ" | 2021 |
|
RU2792096C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2718794C1 |
| Способ электрохимического нанесения хромовых покрытий из саморегулирующегося электролита на основе соединений трехвалентного хрома | 2020 |
|
RU2734986C1 |
Изобретение относится к медицине, конкретно к защитным покрытиям, состоящим из последовательно наносимых слоев меди - толщиной 7-10 мкм, бронзы - толщиной 3-7 мкм и содержащим медь - 55% и олово 45%, и верхнего слоя толщиной 10-15 мкм и представляющего собой сплав, содержащий кобальт (93±0,5%), хром (5±0,5%) и вольфрам (2±0,5%), толщиной 10-15 мкм. Нанесение указанных слоев проводят следующим образом: меди - из пирофосфатного электролита, содержащего CuSO4 0,16-0,24 моль/л, K4P2O7 1,0-1,36 моль/л, K2C2O4 0,06-0,09 моль/л, при рН 8-9, температуре 45-55°С и плотности тока 0,5-1 А/дм2, бронзового слоя - из триполифосфатного электролита, содержащего Na5P3O10 0,4-0,5 моль/л, CuSO4 0,06-0,08 моль/л и SnCl2 0,03-0,05 моль/л, при рН 6-7, температуре 20-22°С и плотности тока 0,8-1,4 А/дм2 и верхнего слоя - из электролита, содержащего 49-51% воды, 49-51% диметилформамида (ДМФА), CrCl3 0,35 -1,26 моль/л, Na2WO4 0,01-0,15 моль/л, CoCl2 0,01-0,05 моль/л, сахарин 0,5-2 г/л при рН 1,1-1,9, температуре 35-45°С и плотности тока 15-30 А/дм2. Покрытие обладает высокой твердостью и износостойкостью и имеет высокую коррозионную стойкость. 2 н.п. ф-лы, 1 табл., 6 пр.
1. Защитное покрытие для медицинских инструментов, включающее последовательно наносимые слои, а именно медный толщиной 7-10 мкм, бронзовый подслой толщиной 3-7 мкм, содержащий медь - 55% и олово 45%, и верхний слой, представляющий собой сплав, содержащий кобальт (93±0,5%), хром (5±0,5%) и вольфрам (2±0,5%), толщиной 10-15 мкм.
2. Способ нанесения защитного покрытия для медицинских инструментов по п. 1, включающий получение медного слоя электрооосаждением из пирофосфатного электролита, содержащего CuSO4 0,16-0,24 моль/л, K4P2O7 1,0-1,36 моль/л, K2C2O4 0,06-0,09 моль/л, при рН 8-9, температуре 45-55°С и плотности тока 0,5-1 А/дм2, получение бронзового слоя электроосаждением из триполисосфатного электролита, содержащего Na5P3O10 0,4-0,5 моль/л, CuSO4 0,06-0,08 моль/л и SnCl2 0,03-0,05 моль/л, при рН 6-7, температуре 20-22°С и плотности тока 0,8-1,4 А/дм2 и получение верхнего слоя, содержащего сплав кобальта, хрома и вольфрама путем осаждения из электролита, содержащего 49-51% воды, 49-51% диметилформамида (ДМФА), CrCl3 0,35-1,26 моль/л, Na2WO4 0,01-0,15 моль/л, CoCl2 0,01-0,05 моль/л, сахарин 0,5-2 г/л при рН 1,1-1,9, температуре 35-45°С и плотности тока 15-30 А/дм2.
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ ЧЕРНОГО ХРОМОВОГО ПОКРЫТИЯ | 1994 |
|
RU2083729C1 |
| АУСТЕНИТНЫЙ ЖЕЛЕЗО-НИКЕЛЕВО-ХРОМОВО-МЕДНЫЙ СПЛАВ | 2008 |
|
RU2456366C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ, СНАБЖЕННОЕ ПОКРЫТИЕМ | 2007 |
|
RU2467092C2 |

