Изобретение относится к способам снятия остаточных напряжений, возникающих в сварных соединениях стыков труб, при изготовлении трубопроводов, и может найти применение при строительстве магистральных и технологических трубопроводов больших диаметров, как с большей, так и с малой толщиной стенок преимущественно в нефтедобывающей и газодобывающей промышленности. Способ предусматривает обработку сварных соединений стыков труб поверхностным пластическим деформированием с использованием энергии ультразвуковых колебаний.
В процессе деформирования сварных соединений стыков труб, изготовленных из низколегированных сталей, в результате продольной и поперечной усадки в процессе охлаждения сварочной ванны и околошовной зоны возникают значительные растягивающие напряжения.
Из литературных данных [Сварка в машиностроении: Справочник. В 4-х т. / Редкол: Г.А.Николаев (пред.) и др. - М.: Машиностроение, 1979. - т.3 / Под. Ред. В.А.Винокурова. 1979. 576 с.] известно, что уровень остаточных сварочных напряжений достигает предела текучести основного металла, такое напряженное состояние металла шва и околошовной зоны является опасным.
Остаточные растягивающие напряжения способствуют возникновению микротрещин, значительно снижают усталостную прочность и повышают склонность к хрупкому разрушению сварных соединений.
По результатам исследований полей остаточных напряжений в сварном соединении стыков труб установлено, что наиболее опасные растягивающие напряжения возникают во внутренних поверхностных слоях стыка трубы, в зоне корневого шва. С наружной стороны труб в околошовной зоне наблюдаются в основном напряжения сжатия.
Для предотвращения разрушения и снижения уровня остаточных сварочных напряжений (ОСН) в сварном соединении прибегают к послесварочным способам обработки. И одним из эффективных способов является ультразвуковая ударная обработка (УУО).
В качестве аналога был рассмотрен способ снятия остаточных сварочных напряжений в сварных соединениях металлов в патенте RU №2281192 C2. Данное изобретение направлено на использовании способа ультразвуковой ударной обработки после процесса сварки на расстоянии 50-150 мм от оси сварного соединения (в зависимости от режима сварки), устанавливая ультразвуковой излучатель под углом 10-20 градусов к плоскости сварного соединения. В результате ультразвуковые колебания воздействуют на процесс кристаллизации металла сварного шва, измельчая и упорядочивая его структуру. Кроме того, ультразвуковые колебания оказывают влияние на температуру металла, устанавливают тепловое равновесие в решетке, а также производят дегазацию процесса.
Недостатком данного способа является то, что при этом способе обработка производится с наружной стороны стенки трубы в зоне действия сжимающих остаточных напряжений. При данном способе происходит увеличение уровня растягивающих остаточных напряжений в зоне корневого шва.
Наиболее близким аналогом является способ обработки сварочных соединений металлов ультразвуком с целью снятия остаточных напряжений (Холопов Ю.В. «Сварочное производство», обработка сварных соединений металлов ультразвуком с целью снятия остаточных напряжений, 1973, №12, 20-21) /Д1/. Данный способ относится к области обработки сварных соединений металлов поверхностным пластическим деформированием с использованием энергии ультразвуковых колебаний, включающий снятие остаточных сварочных напряжений.
Недостатком данного способа является то, что при обработке сварного соединения металлов нужен дополнительный стержень привода контактного давления с другой стороны обрабатываемого участка, что требует дополнительных усилий.
Отличительными признаками заявленного изобретения от /Д1/ является то, что осуществляют снятие остаточных растягивающих напряжений путем обработки внутренней стороны стенки трубы в зоне корневого шва на ширину от 30 до 80 мм.
Целью заявленного способа является снижение высоких растягивающих остаточных напряжений, возникающих в сварных соединениях стыков труб при помощи ультразвуковой ударной обработки.
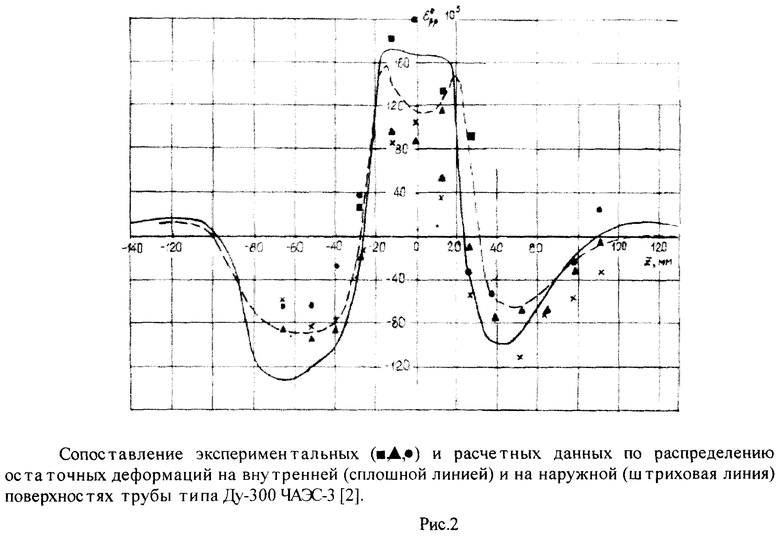
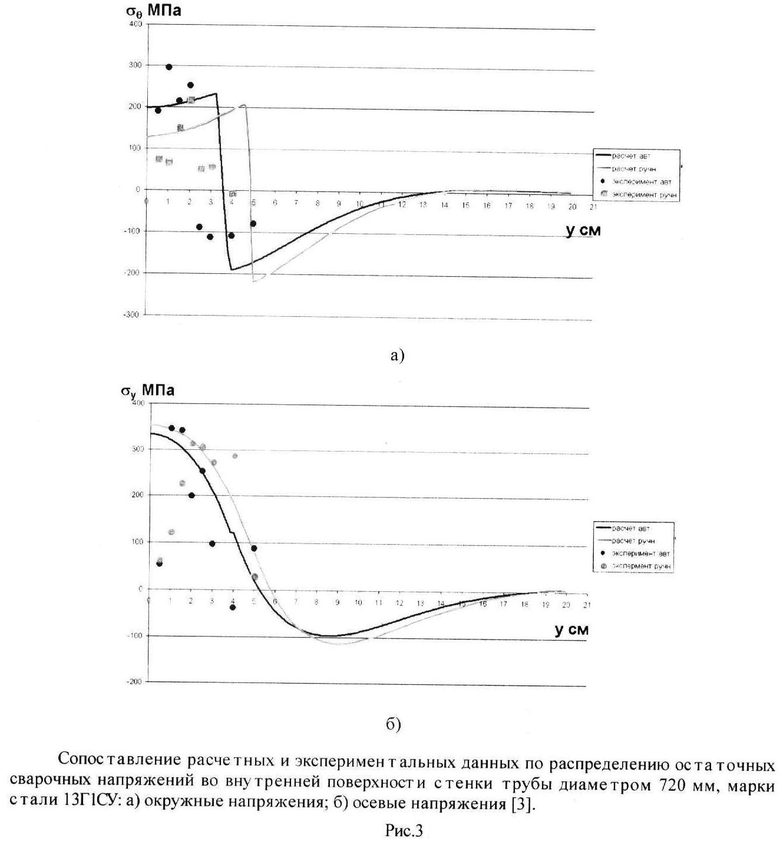
Поставленная цель достигается тем, что ультразвуковая ударная обработка производится с внутренней стороны стенки трубы, в зоне корневого шва, с шириной участка обработки от 30 до 80 мм (рис.1), соответствующей ширине высоких уровней растягивающих напряжений в зоне корневого шва (рис.2, 3) [Махненко В.И., Великоиваненко Е.А. [и др.] Остаточные сварочные напряжения в зоне кольцевых сварных стыков трубопроводов из аустенитной стали // Автоматическая сварка. 1998. №11. С32-39; Родионов А.К., Голиков Н.И. Оценка полей остаточных сварочных напряжений кольцевых стыков трубопроводов / Материалы IV Российской научно-технической конференции РЕСУРС И ДИАГНОСТИКА МАТЕРИАЛОВ И КОНСТРУКЦИЙ (Электронный ресурс). Екатеринбург: ИМАШ УрО РАН, 2009. Электрон, оптич. диск, вкладка «Публикации». Режим доступа: http://www.imach.uran.ru/conf/rdmk/rdmk16.htm.].
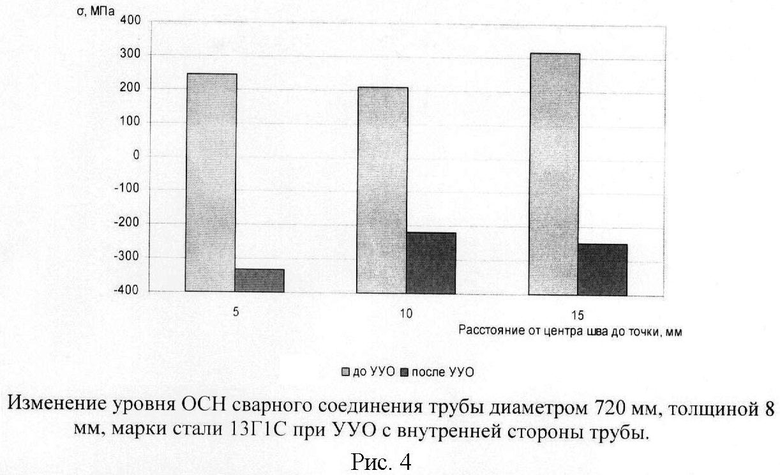
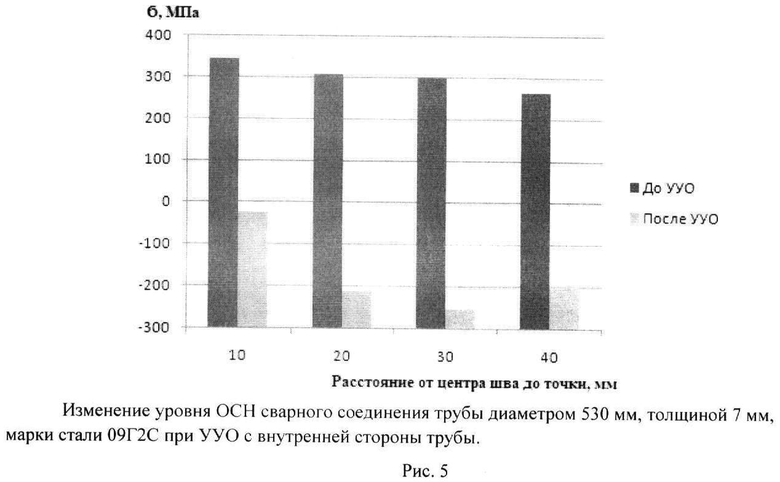
В результате использования заявленного изобретения техническим результатом является то, что ультразвуковая ударная обработка сварного соединения с внутренней стороны стенки трубы на ширине от 30 до 80 мм способствует перераспределению абсолютных значений остаточных сварочных напряжений от 350 до 650 МПа, что обеспечивает формирование напряжений сжатия на внутренней поверхности сварного соединения трубы (рис.4, 5). Также повышается микротвердость, измельчаются размеры зерен и улучшается структура металла в области корневого шва и околошовной зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ определение наличия и координат напряжений в околошовных зонах трубопроводов методом измерения скорости прохождения ультразвуковой волны | 2017 |
|
RU2653955C1 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
Изобретение относится к области ультразвуковой обработки сварных соединений стыков труб трубопроводов. Способ включает ультразвуковую ударную обработку сварных соединений стыков труб с внутренней стороны стенки трубы в зоне корневого шва на ширину от 30 до 80 мм. Техническим результатом изобретения является снижение остаточных растягивающих напряжений в сварных соединениях стыков труб. 5 ил.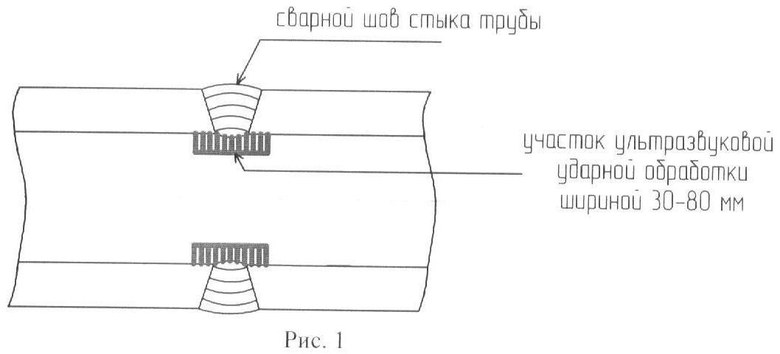
Способ ультразвуковой ударной обработки, включающий снятие остаточных напряжений в сварном соединении стыков труб, отличающийся тем, что снятие остаточных растягивающих напряжений осуществляют путем обработки с внутренней стороны стенки трубы в зоне корневого шва на ширину от 30 до 80 мм.
| ХОЛОПОВ Ю.В | |||
| Обработка сварных соединений металлов ультразвуком с целью снятия остаточных напряжений//Сварочное производство | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ВИБРАЦИОННОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ | 2004 |
|
RU2259406C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2281192C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2354715C1 |

