ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству для получения композитной пленки из многоэлементного сплава и, в частности, к устройству для получения композитной пленки из многоэлементного сплава в области технологии нанесения нанопокрытий.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Современные режущие инструменты, абсолютно необходимые для развития обрабатывающей промышленности, стали одним из ключевых факторов повышения технологического уровня обрабатывающей промышленности. В настоящее время прилагают большие усилия для того, чтобы достичь таких целей процесса обработки металлов резанием, как высокая скорость, высокая производительность, применение интеллектуальных систем и защита окружающей среды. Постоянно улучшаемые эксплуатационные характеристики высокопрочных материалов, высокопластичных материалов и труднообрабатываемых материалов, таких как высокотемпературные сплавы и титановые сплавы, предъявляют более высокие требования к режущим инструментам. Современная технология обработки металлов резанием включает широкий спектр предметных областей, среди которых технология модификации поверхности (нанесения покрытий) режущих инструментов является одной из современных технологий обработки металлов резанием, разработанных для удовлетворения запросов рынка. Ее в настоящее время широко используют в авиационно-космической, автомобильной, энергетической, судостроительной и энергогенерирующей отраслях промышленности как одну из ключевых технологий в обрабатывающей промышленности.
Режущие инструменты должны иметь не только хорошие механические характеристики при комнатной температуре, такие как прочность, ударная вязкость и твердость, но и выдающиеся термические характеристики, такие как химическое сродство, диффузионная способность, растворимость, сопротивление термическому удару и механические свойства при высокой температуре для высокоскоростного резания, сухого резания и твердого резания.
Как одна из технологий модификации поверхности современных режущих инструментов, технология нанесения покрытий может химическими или физическими способами обеспечивать пленки микронной или нанометровой толщины, обладающие такими свойствами, как высокая твердость, хорошие смазывающие свойства и превосходные высокотемпературные характеристики. Обработка посредством нанесения покрытия как важный подход для улучшения общих характеристик режущих инструментов может продлить срок службы режущих инструментов, повысить производительность и точность машинной обработки и помочь осуществить высокоскоростное резание, сухое резание, твердое резание и прецизионное резание.
В процессе высокоскоростной обработки или сухого резания температура резания является ключевым фактором, влияющим на срок службы режущих инструментов с покрытием. Поэтому «горячей точкой» становится разработка технологии физического осаждения из паровой фазы (PVD; от англ.: physical vapor deposition) для улучшения высокотемпературных характеристик пленок и обеспечения твердости режущих инструментов с покрытием при температуре красного каления. Повышение содержания Al в пленках из TiAlN является одним из эффективных способов улучшения эксплуатационных характеристик покрытия. Твердость и высокотемпературные характеристики пленок повышаются при повышении содержания Al. Однако повышается и внутреннее напряжение, снижается ударная вязкость пленок и повышается сродство к материалам на основе железа, так что при этом образуются края с наплывами материала. Поэтому в прикладных задачах общие свойства таких режущих инструментов с покрытием фундаментально не улучшаются. Исходя из последних разработок, необходимо разработать технологию композитных пленок из многоэлементных сплавов. Базовый подход для улучшения общих свойств твердых пленок состоит в разнообразии состава пленок. Одной из основных идей всегда является разработка многоэлементных и супертвердых пленок посредством обеспечения максимальной согласованности общих показателей качества и характеристик различных элементов. Проблемы, существующие в способах высокоскоростного и высокотемпературного резания, можно решить за счет изменения состава материалов пленок, например - добавление Cr и Y в стандартные TiN, TiAlN и AlCrN сплавы может улучшить окисляемость; добавление Zr, V, В и Hf может повысить сопротивление истиранию, а добавление Si может повысить твердость и сопротивление диффузии химических веществ.
Наиболее распространенные способы PVD можно разделить на три категории, такие как вакуумное испарение (VE; от англ.: vacuum evaporating), магнетронное распыление (MS; от англ.: magnetron sputtering) и катодно-дуговое ионное осаждение (AIP; от англ.: cathodic arc ion plating).
Что касается вакуумного испарения, то скорость испарения материалов пленок и факторы влияния на нее тесно связаны с давлением их насыщенного пара. Поэтому способ вакуумного испарения зависит от характеристик материала, и испарение материалов сплава может привести к сегрегации композиции.
По сравнению со способом катодно-дугового ионного осаждения, магнетронное распыление имеет низкую эффективность осаждения, низкую скорость ионизации атомов и большое напряжение в полученной структуре пленки; при этом при магнетронном распылении плохими являются эксплуатационные характеристики при спиральном нанесении покрытий и сила сцепления.
Что касается катодно-дугового ионного осаждения, то некоторые металлические частицы и крупные капли, генерируемые источниками катодной дуги, легко включаются в пленки или оседают на поверхностях пленок, что, с одной стороны, может неблагоприятно влиять на уплотненность и снижать срок службы пленок, а, с другой стороны, может придавать шероховатость поверхности пленок; состав пленок является относительно простым.
Поэтому простого технического оснащения на предшествующем уровне техники недостаточно для удовлетворения различных требований из-за его плохой адаптируемости; поскольку общие эксплуатационные характеристики полученных пленок являются плохими, с использованием существующих способов невозможно получить композитные пленки из многоэлементных сплавов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема, которую нужно решить в настоящем изобретении, состоит в обеспечении устройства для получения композитной пленки из многоэлементного сплава, которое смогло бы значительно улучшить общие эксплуатационные характеристики режущего инструмента с покрытием из этой пленки.
Устройство для получения композитной пленки из многоэлементного сплава, обеспеченное настоящим изобретением для решения технических проблем, включает нагревательную систему, систему подачи воздуха, систему охлаждения, вакуумную систему, вакуумную камеру, держатель, подъемный механизм, тигельный источник 23 испарения, магнетронный источник распыления, источник катодной дуги, генератор электромагнитного поля и систему электрического управления; вакуумная система соединена с вакуумной камерой; подъемный механизм соединен с держателем через трансмиссию; система подачи воздуха соединена с вакуумной камерой; система электрического управления электрически соединена с тигельным источником 23 испарения, магнетронным источником распыления, источником катодной дуги, генератором электромагнитного поля и нагревательной системой; тигельный источник 23 испарения, магнетронный источник распыления и источник катодной дуги расположены в вакуумной камере; расстояние «мишень-субстрат» источника катодной дуги лежит в диапазоне от 160 мм до 230 мм; расстояние «мишень-субстрат» магнетронного источника распыления лежит в диапазоне от 50 мм до 75 мм.
Кроме того, устройство содержит источник ионов в виде нити накала; этот источник ионов в виде нити накала расположен в вакуумной камере; источник ионов в виде нити накала электрически соединен с системой электрического управления.
Кроме того, система электрического управления содержит источник питания источника ионов, источник питания плазменного поля, источник питания магнетронного источника распыления, источник питания источника катодной дуги и источник напряжения сеточного смещения; источник питания плазменного поля соединен с источником питания источника ионов и источником ионов в виде нити накала; источник питания магнетронного источника распыления соединен с магнетронным источником распыления, и источник питания источника катодной дуги соединен с источником катодной дуги.
Кроме того, нагревательная система содержит внутреннюю систему нагрева электронным лучом, расположенную в центре вакуумной камеры, и внешнюю систему радиационного нагрева, расположенную вокруг стенки печи вакуумной камеры.
Кроме того, магнетронный источник распыления симметрично размещен на внутренней стенке вакуумной камеры; источник катодной дуги спирально размещен на внутренней стенке вакуумной камеры, если принять центр вращения вакуумной камеры за ось симметрии.
Кроме того, вакуумная камера содержит молекулярный насос, вакуумный насос Рутса, механический насос и насос поддержания давления; молекулярный насос соединен с вакуумной камерой; насос поддержания давления соединен с воздуховыпускным отверстием, которое соединено с молекулярным насосом; вакуумный насос Рутса соединен с воздуховыпускным отверстием молекулярного насоса, и механический насос соединен с воздуховыпускным отверстием вакуумного насоса Рутса.
Кроме того, устройство также содержит защитный кожух; защитный кожух установлен на стороне источника катодной дуги, обращенной к держателю; кроме того, на стороне защитного кожуха за источником катодной дуги расположен отражатель (экранирующая перегородка).
Другая техническая проблема, которую нужно решить в настоящем изобретении, состоит в обеспечении способа получения композитной пленки из многоэлементного сплава, который может значительно улучшить общие эксплуатационные характеристики режущего инструмента, покрытого такой пленкой.
Способ получения композитной пленки из многоэлементного сплава, использованный в настоящем изобретении для решения указанной технической проблемы, состоит во включении монометаллических элементов с помощью магнетронного источника распыления при одновременном осаждении ионов материалов многоэлементного сплава с помощью источника катодной дуги с получением композитной пленки многоэлементного сплава.
Кроме того, происходит испарение металлических элементов из тигельного источника испарения и последующая имплантация других элементов из магнетронного источника распыления при одновременном осаждении металлического соединения на поверхности обрабатываемого изделия; соответственно, на поверхности обрабатываемого изделия формируется композитная пленка из многоэлементного сплава.
Полезные эффекты настоящего изобретения заключаются в следующем: устройство для получения композитной пленки из многоэлементного сплава по настоящему изобретению может обеспечить получение композитной пленки из многоэлементного сплава за счет комбинированного способа катодно-дугового ионного осаждения (AIP) и магнетронного распыления (MS) и способа с двойным источником испарения, объединяющего вакуумное испарение (VE) и магнетронное распыление (MS); соответственно, можно точно регулировать внутреннюю структуру всех видов пленок за счет своевременного изменения композиции покрытия; в то же время он включает монометаллические элементы во время осаждения ионов посредством катодно-дугового осаждения (AIP), за счет чего значительно улучшаются эксплуатационные характеристики пленок, и, соответственно, получают многоэлементную пленку с выдающимися общими свойствами, такими как высокая твердость, низкое внутреннее напряжение, высокая сила сцепления, низкая шероховатость и хорошее сопротивление истиранию; кроме того, высокой является скорость осаждения во время получения пленки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
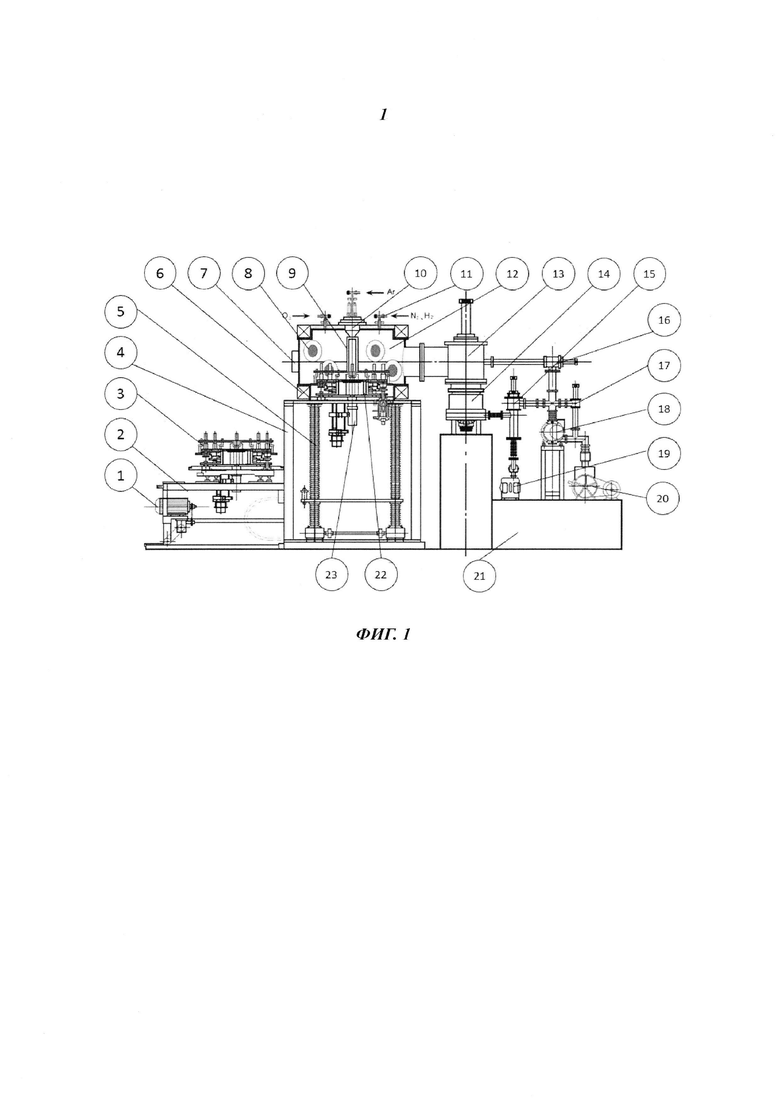
Фиг. 1 является чертежом общего вида устройства по настоящему изобретению;
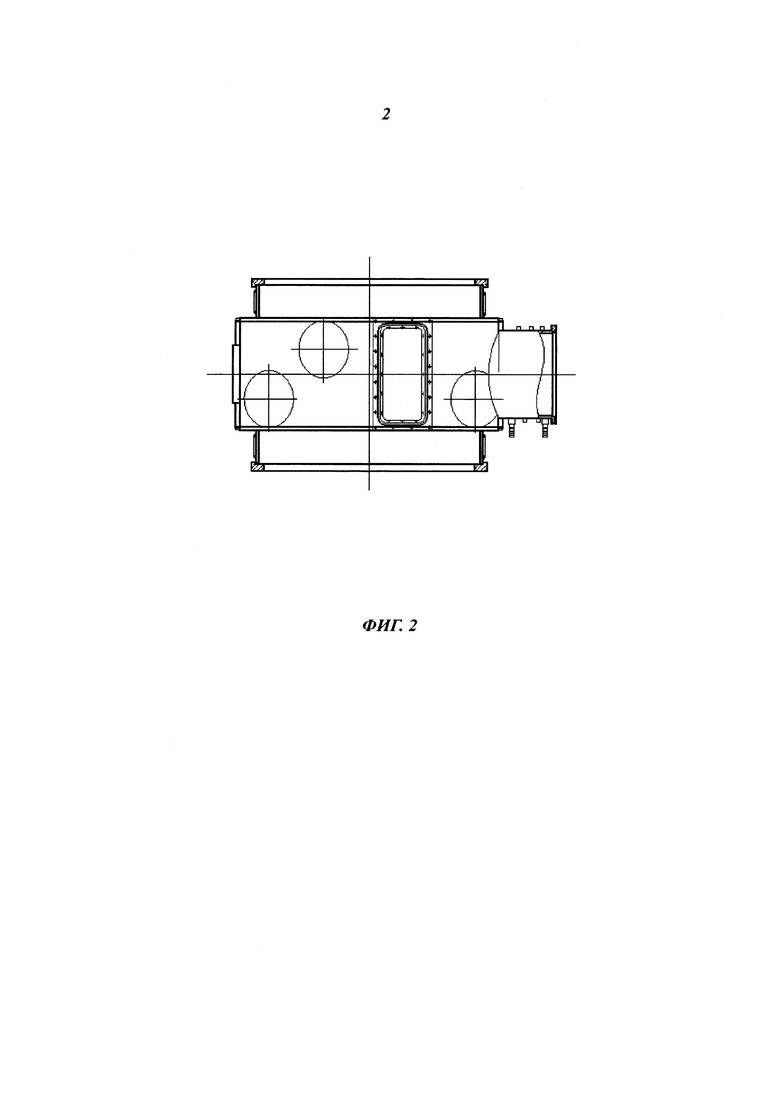
Фиг. 2 является структурной схемой вакуумной камеры по настоящему изобретению;
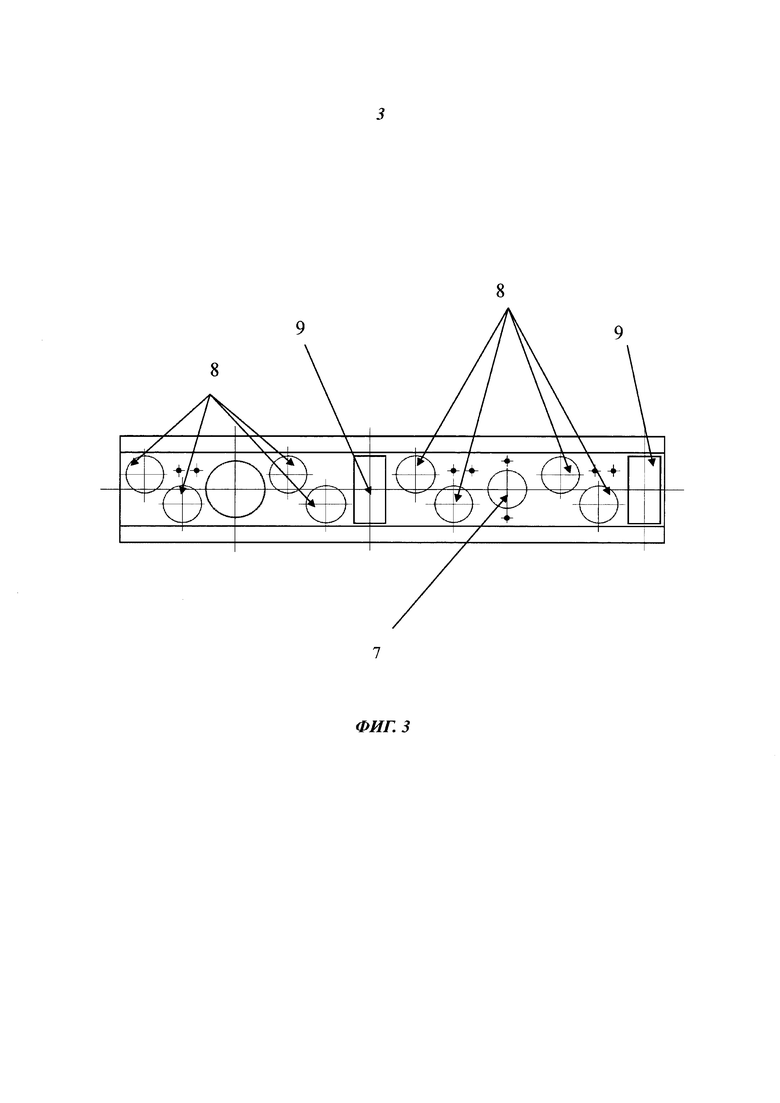
Фиг. 3 является развернутым видом сверху вакуумной камеры;
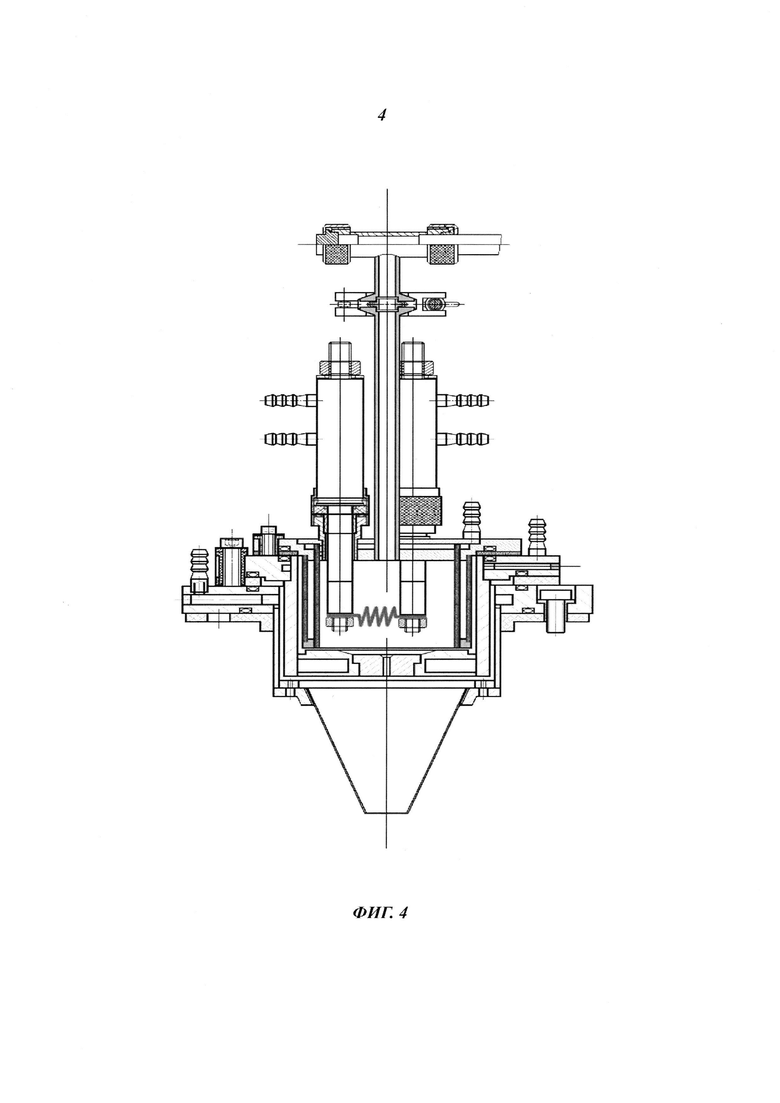
Фиг. 4 является структурной схемой источника ионов в виде нити накала;
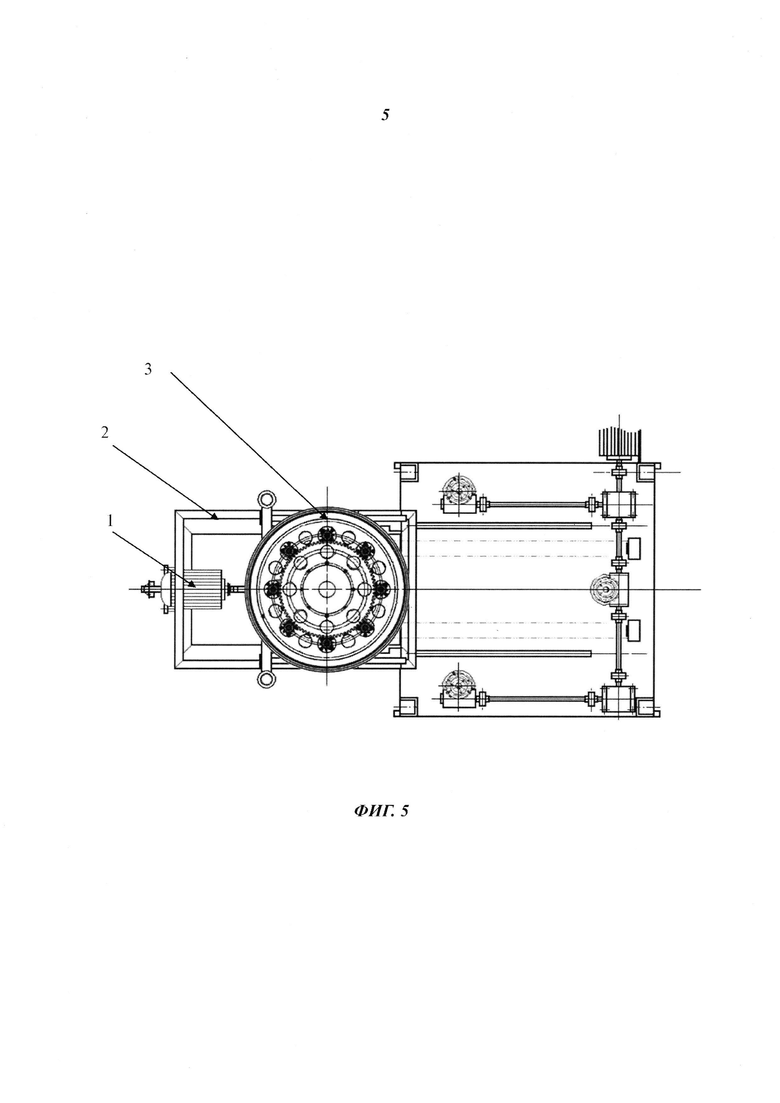
Фиг. 5 является структурной схемой держателя;
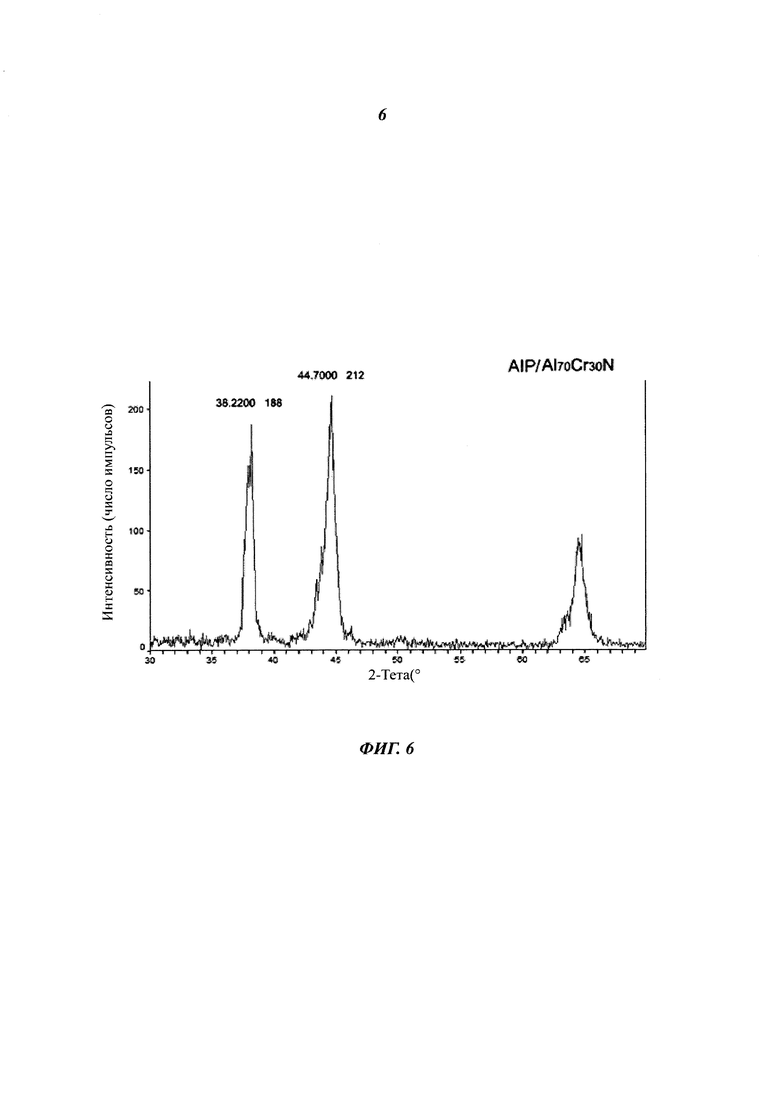
Фиг. 6 является дифракционным рентгеновским (XRD; от англ.: Х-ray diffraction) спектром AlCrN пленки, полученной с использованием только катодной дуги;
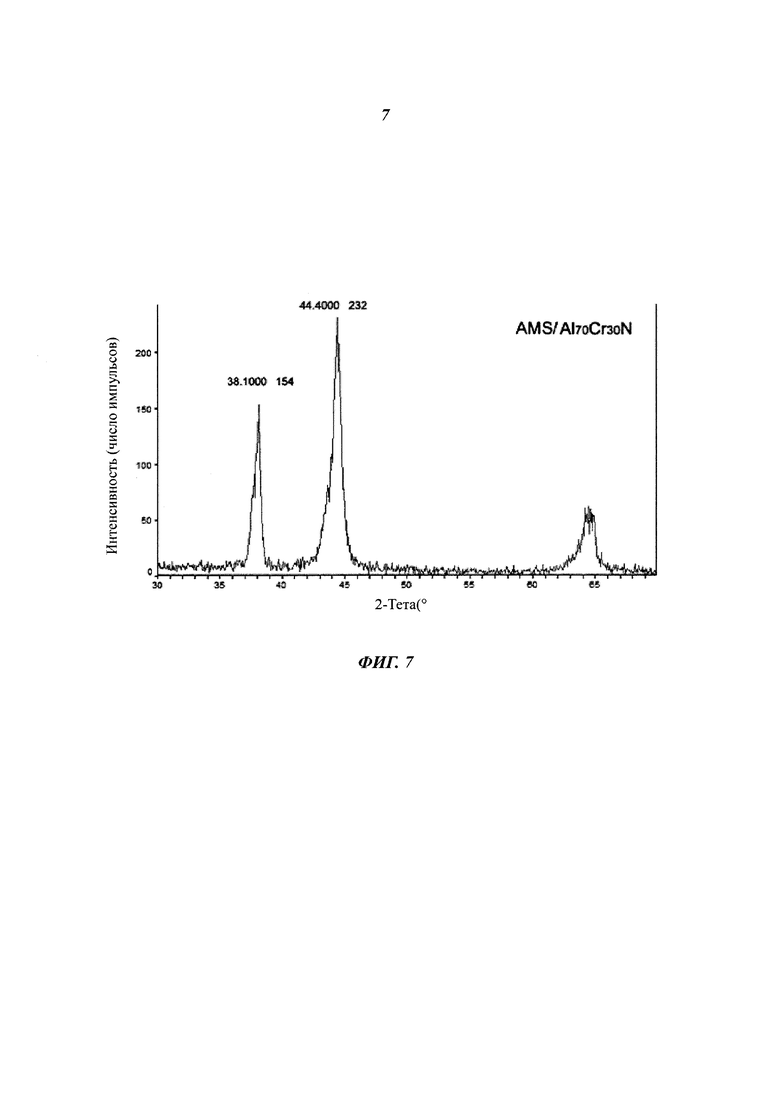
Фиг. 7 является дифракционным рентгеновским спектром AlCrN пленки, полученной AMS-способом с использованием устройства по настоящему изобретению;
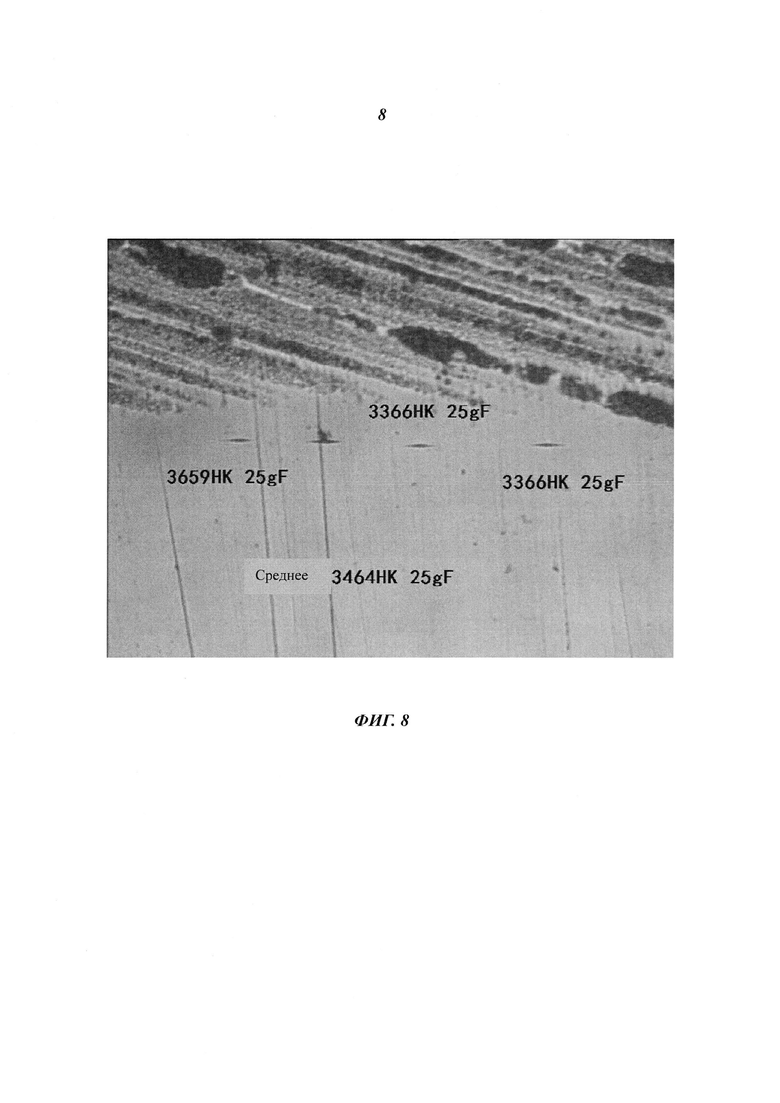
Фиг. 8 является диаграммой твердости AlCrN пленки, полученной с использованием только катодной дуги;
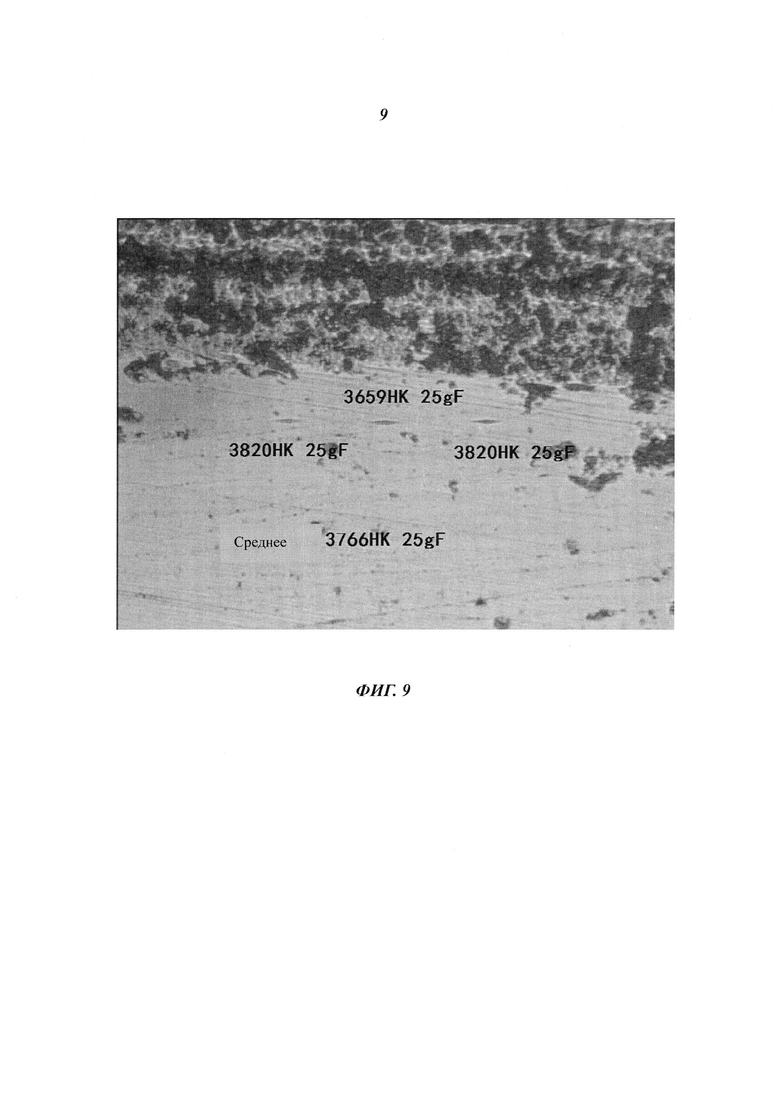
Фиг. 9 является диаграммой твердости AlCrN пленки, полученной AMS-способом с использованием устройства по настоящему изобретению;
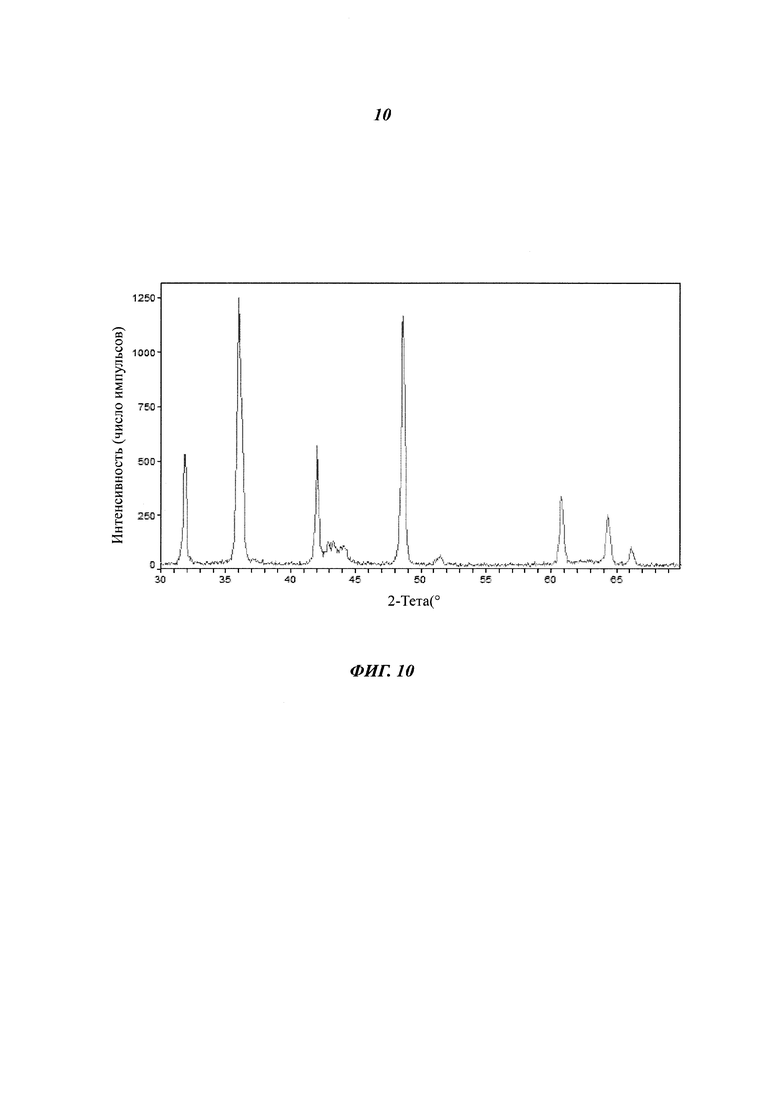
Фиг. 10 является дифракционным рентгеновским спектром TiAlN пленки, полученной с использованием только катодной дуги;
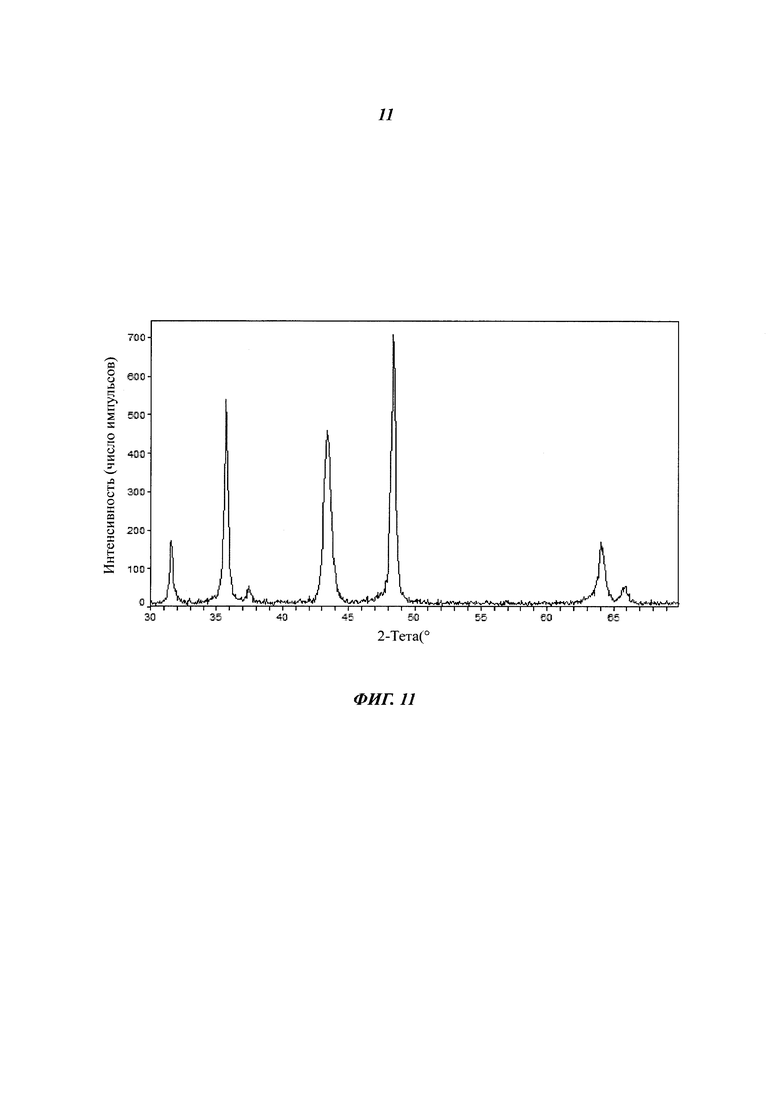
Фиг. 11 является дифракционным рентгеновским спектром TiAlN пленки с включенными в нее элементами и Al67Ti33N структурой, отрегулированной AMS-способом с использованием устройства по настоящему изобретению;
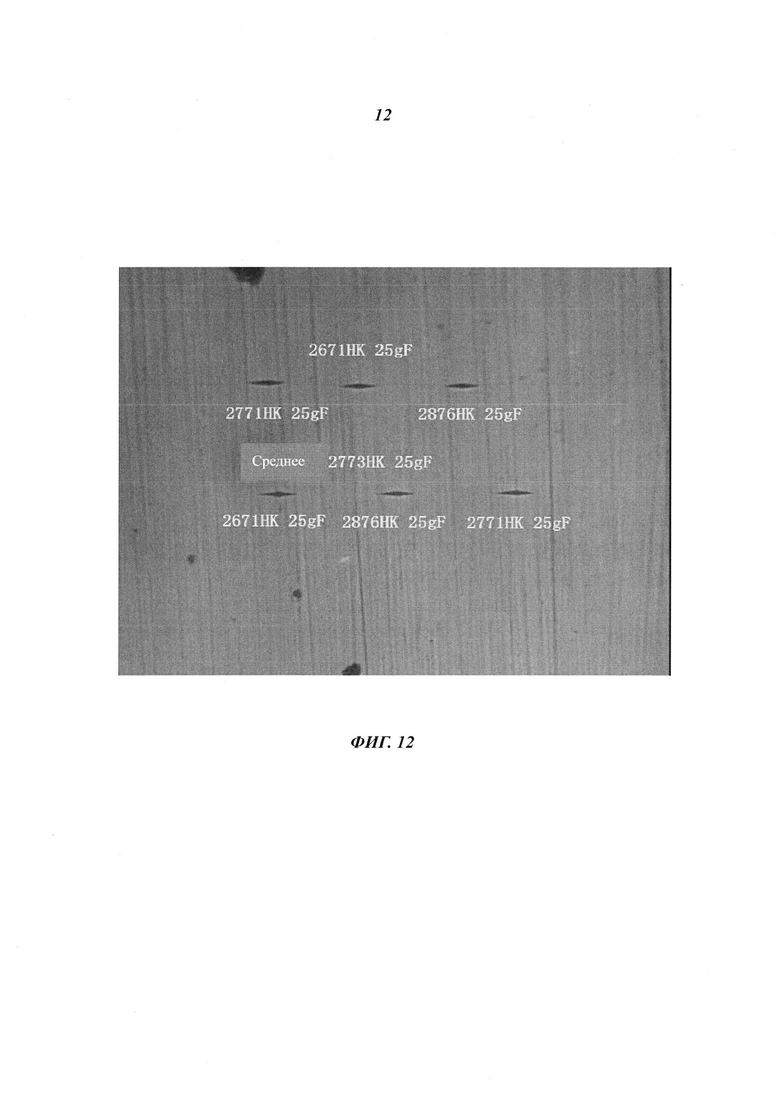
Фиг.12 является диаграммой твердости TiAlN пленки, полученной с использованием только катодной дуги;
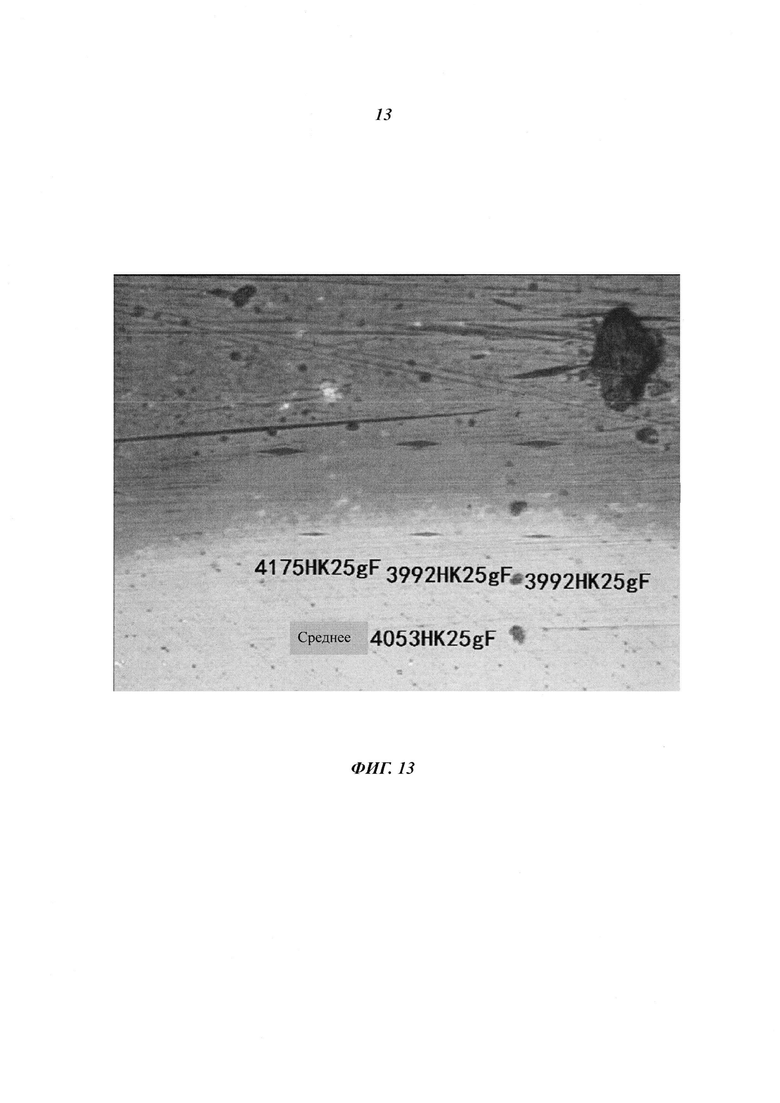
Фиг. 13 является диаграммой твердости TiAlN пленки с включенными в нее элементами и Al67Ti33N структурой, отрегулированной AMS-способом с использованием устройства по настоящему изобретению;
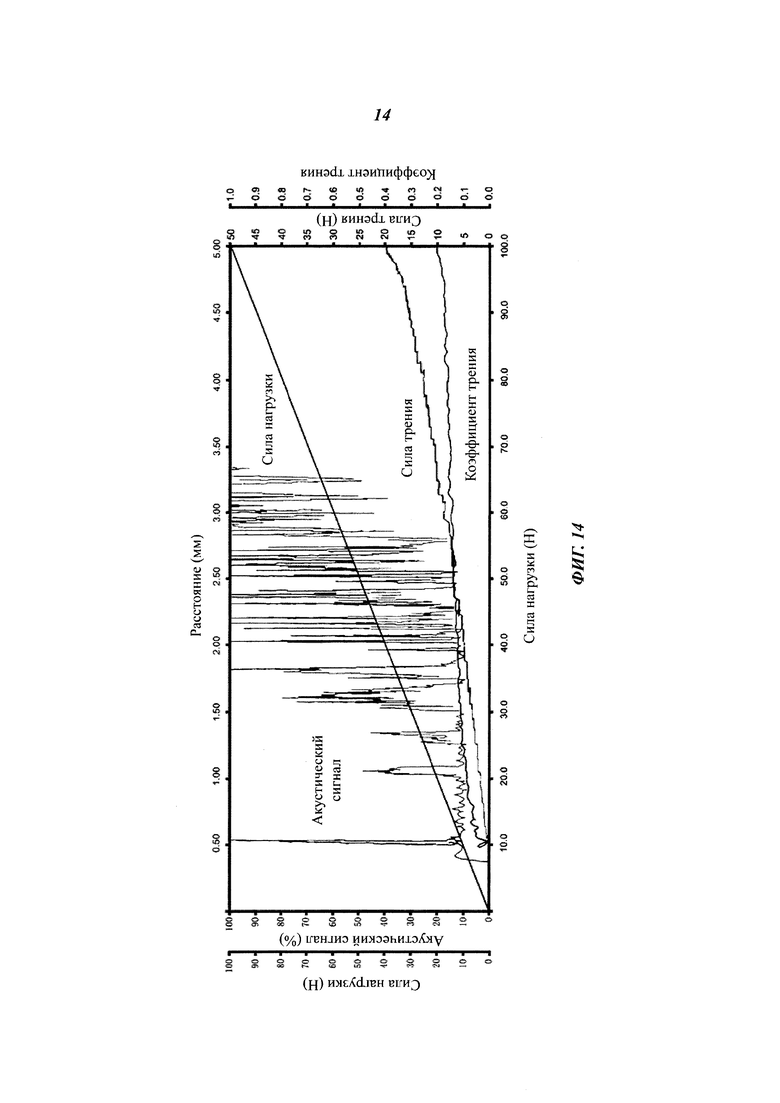
Фиг. 14 является диаграммой акустических сигналов из эксперимента с растрескиванием AlCrN пленок, полученных согласно предшествующему уровню техники;
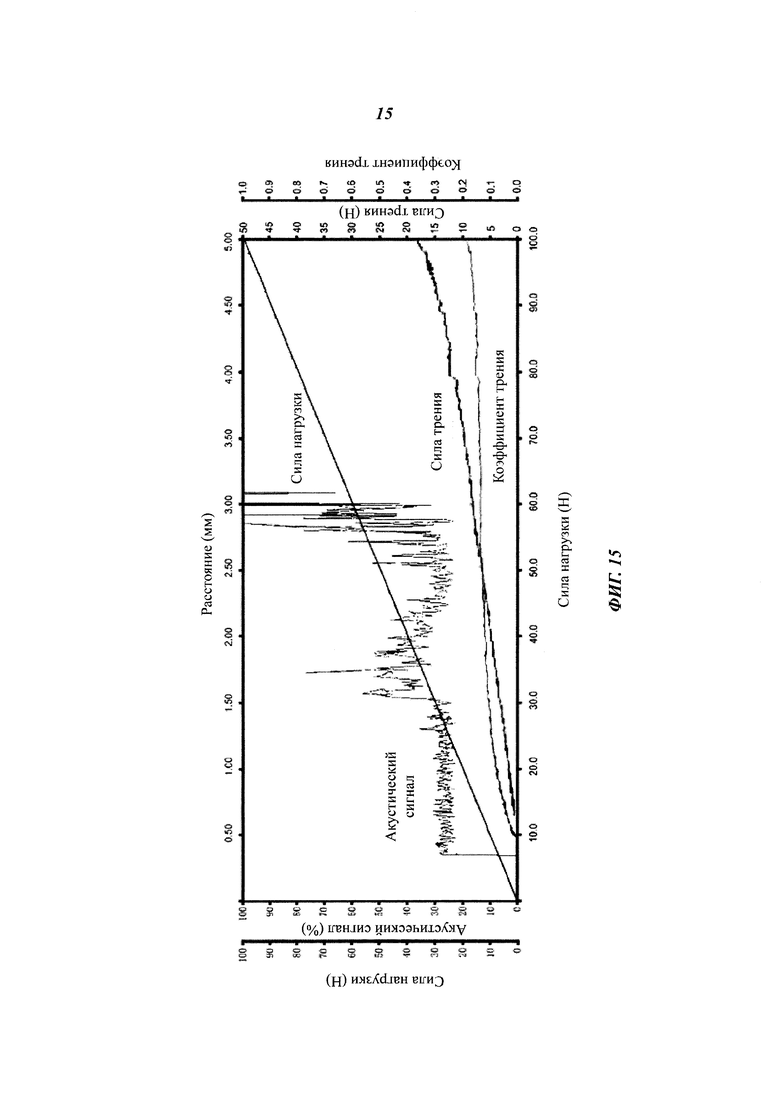
Фиг. 15 является диаграммой акустических сигналов из эксперимента с растрескиванием пленки, полученной посредством имплантации моноплазматического элемента Мо при одновременном осаждении соединения AlCrN посредством AIP;
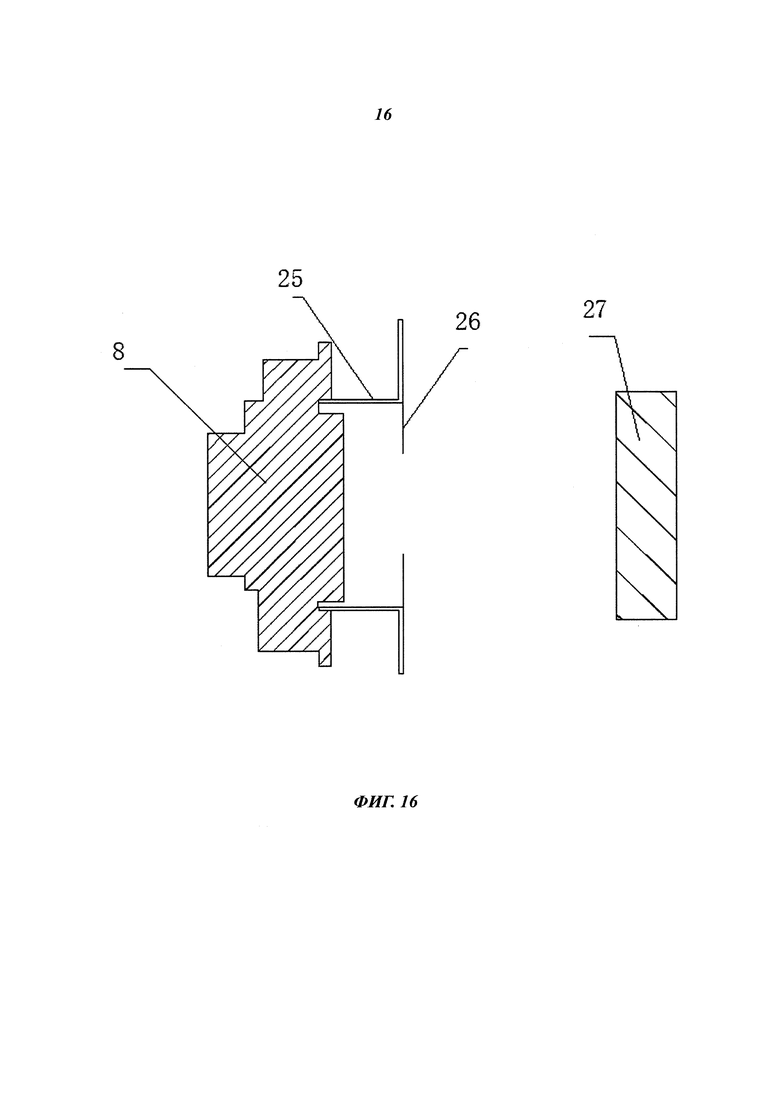
Фиг. 16 является структурной схемой источника катодной дуги по настоящему изобретению;
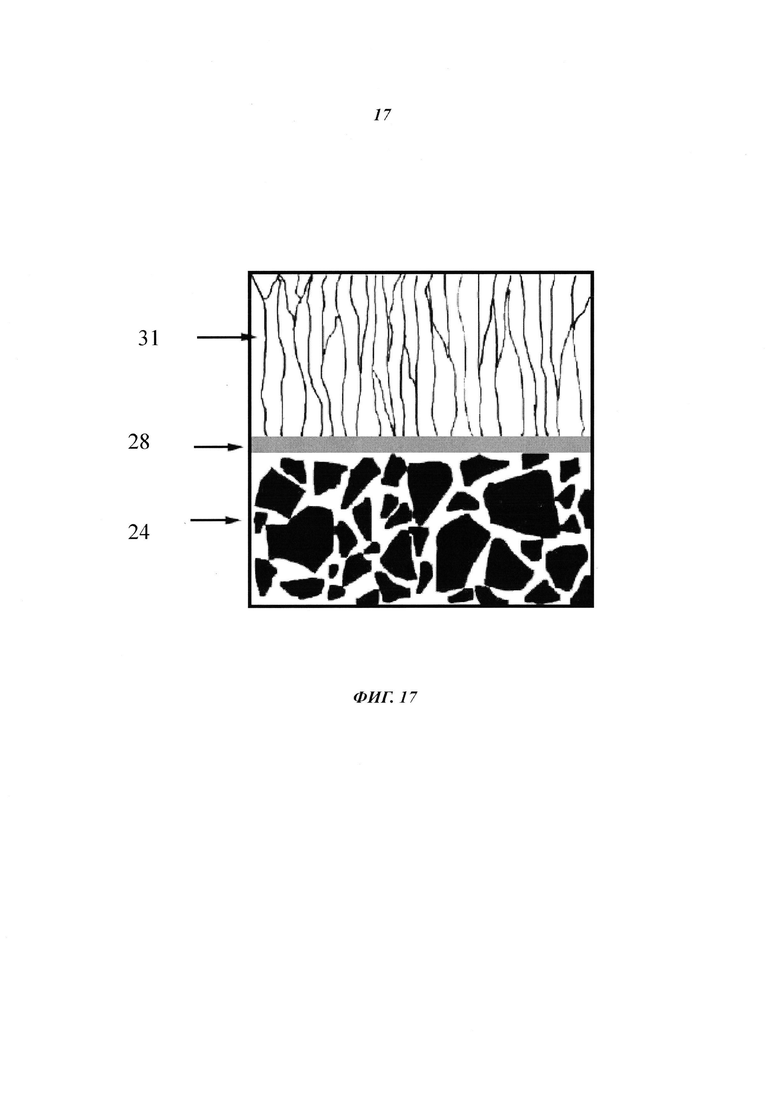
Фиг. 17 является схемой микроструктуры пленки, полученной с использованием только AIP;
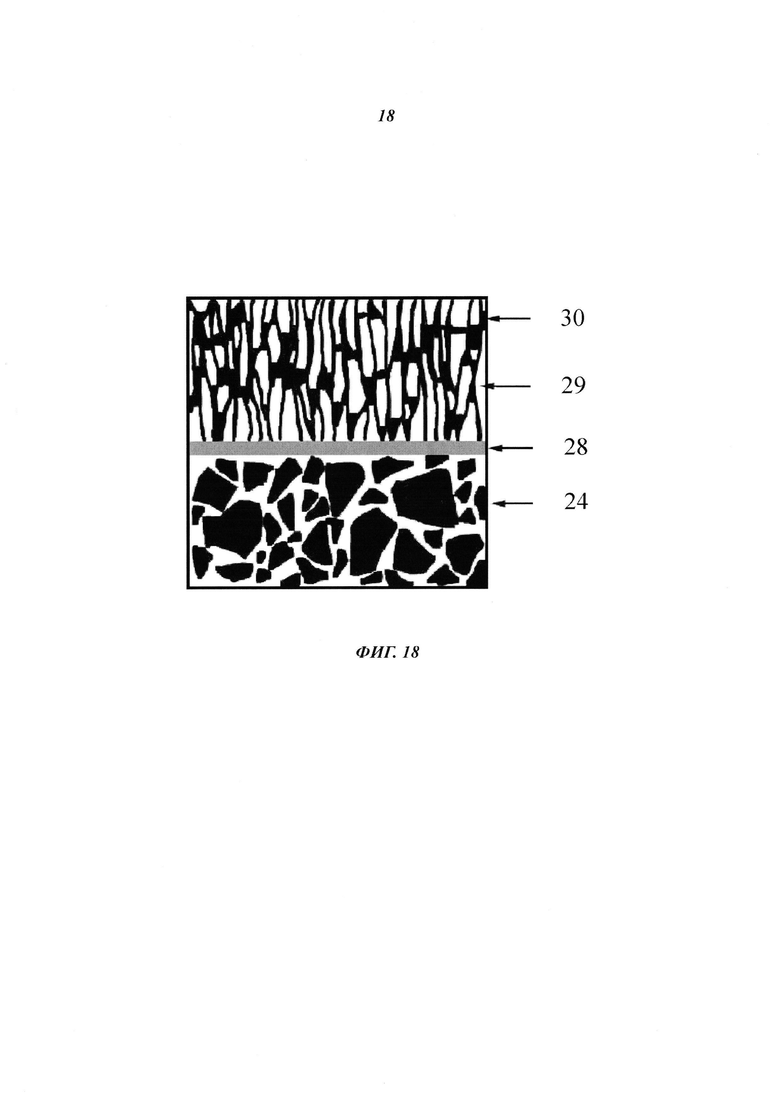
Фиг. 18 является схемой микроструктуры пленки, полученной посредством имплантации элемента Me посредством MS при одновременном использовании AIP.
Основные детали и соответствующие номера на графических материалах являются следующими: мотор 1 несущей тележки; несущая тележка 2; держатель 3; кронштейн 4 вакуумной камеры; подъемный винт 5; катушка 6; смотровое окно 7; источник 8 катодной дуги; магнетронный источник 9 распыления; источник 10 ионов в виде нити накала; поверхность 11 раздела газового потока; вакуумное пространство 12; высоковакуумный клапан 13; молекулярный насос 14; форвакуумный клапан 15; клапан 16 предварительной откачки; обводной (байпасный) клапан 17; насос 18 Рутса; насос 19 поддержания давления; механический насос 20; кронштейн 21 вакуумной системы; вспомогательный анод 22; тигельный источник 23 испарения; субстрат 24; защитный кожух 25; отражатель 26; обрабатываемая деталь 27; промежуточный слой 28; композиция AlCrMeN 29; композиция MeNx 30; композиция AlCrN 31.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее настоящее изобретение описано в сочетании с графическими материалами следующим образом.
Как показано на Фиг. 1 и Фиг. 2, устройство для получения композитной пленки из многоэлементного сплава по настоящему изобретению включает нагревательную систему, систему подачи воздуха, систему охлаждения, вакуумную систему, вакуумную камеру, держатель 3, подъемный механизм, тигельный источник 23 испарения, магнетронный источник 9 распыления, источник катодной дуги (CAE-источник), генератор электромагнитного поля и систему электрического управления; вакуумная система соединена с вакуумной камерой; подъемный механизм соединен с держателем 3 через трансмиссию; система подачи воздуха соединена с вакуумной камерой; система электрического управления электрически соединена с тигельным источником 23 испарения, магнетронным источником 9 распыления, источником 8 катодной дуги, генератором электромагнитного поля и нагревательной системой; тигельный источник испарения 23, магнетронный источник 9 распыления и источник 8 катодной дуги расположены в вакуумной камере; расстояние «мишень-субстрат» источника 8 катодной дуги лежит в диапазоне от 160 мм до 230 мм; расстояние «мишень-субстрат» магнетронного источника 9 распыления лежит в диапазоне от 50 мм до 75 мм.
Вакуумная система откачивает воздух из вакуумной камеры с образованием вакуумного пространства 12, так что композитную пленку из многоэлементного сплава можно получить в вакуумной среде, которая соответствует технологическому стандарту. Как показано на Фиг. 5, держатель 3 используют для фиксации режущего инструмента, на который должно быть нанесено покрытие, и обеспечения возможности перемещения режущего инструмента в двухмерной плоскости, а подъемный механизм используют для перемещения держателя 3. При этом двухмерное перемещение держателя 3 и перемещение вверх подъемного механизма можно осуществить с использованием винтовой передачи, которую широко используют в области механического машинного оборудования. В конкретном варианте осуществления настоящего изобретения также можно добавить мотор 1 несущей тележки и несущую тележку 2; подъемный винт 5 используют в качестве подъемного механизма; кронштейн 4 вакуумной камеры используют в качестве опоры для вакуумной камеры, и над вакуумной камерой расположена катушка 6.
Тигельный источник 23 испарения используют для нанесения покрытия из композитов TiN, CrN и ZrN во время получения пленки и обеспечения газового ионного травления в качестве приемного анода вспомогательного источника ионизации. Кроме того, тигельный источник испарения 23 может очищать вакуумную камеру за счет испарения с низкими эксплуатационными расходами и хорошей дифракцией и обеспечивать стабильность непрерывной работы, что особенно важно при получении непроводящей пленки в течение длительного времени.
Источник 8 катодной дуги используют в процессе, ориентированном на AIP-осаждение, во время получения композитной пленки из многоэлементного сплава и в процессе включения многих элементов из материалов многоэлементных сплавов.
Магнетронный источник 9 распыления используют в процессе имплантации микроэлементов во время получения композитной пленки из многоэлементного сплава.
Нагревательную систему используют для нагрева вакуумной камеры во время получения композитной пленки из многоэлементного сплава, так что в процессе получения поддерживается стабильная температура окружающей среды.
Систему охлаждения используют для своевременного охлаждения вакуумной камеры для удовлетворения требований процесса охлаждения во время получения композитной пленки из многоэлементного сплава.
Систему подачи газов в основном используют для накачки газов, таких как Ar, N2, Н2 и O2, в вакуумную камеру с точным контролем их количества. В настоящем изобретении предпочтительно использовать 6-канальную систему регулирования массового расхода с максимальным расходом, лежащим в диапазоне от 300 см3/с до 1000 см3/с.
Генератор электромагнитного поля устройства используют для генерации переменного электрического поля, обеспечивающего не только быстрое движение активных пятен дуги по круговому кольцу, но и их движение вперед и назад вдоль радиального направления под действием переменного электромагнитного поля, так что скорость движения активных пятен дуги выше, а их размер больше; (за счет переменного электромагнитного поля скорость движения и размеры активных пятен дуги увеличиваются более чем на 30% по сравнению с активными пятнами, не приводимыми в движение переменным электромагнитным полем); кроме того, плазму, образующуюся вблизи поверхности испаряемых материалов, можно протолкнуть переменным электромагнитным полем в область покрытия (на расстояние, превышающее 300 мм), что может значительно повысить плотность плазмы в вакуумной камере, улучшить среду и условия для нанесения покрытия из участвующих в реакции ионов и за счет этого значительно повысить качество покрытия из участвующих в реакции ионов.
С использованием устройства для получения композитной пленки из многоэлементного сплава по настоящему изобретению можно осуществить следующие способы нанесения покрытия для улучшения общих эксплуатационных свойств обрабатываемого изделия 27, на которое необходимо нанести покрытие.
На предшествующем уровне техники обычно используют лишь одну из таких технологий, как VE, MS и AIP; или вначале используют AIP для получения нижней части пленки, а затем MS для получения верхней части пленки, то есть AIP и MS используют раздельно. При использовании указанного способа материалы отдельных пленок не сплавлены друг с другом, а покрывают поверхность обрабатываемого изделия 27 слоями с раздельными характеристиками; выдающиеся эксплуатационные свойства многих материалов невозможно использовать как единое целое, соответственно общие свойства полученной пленки остаются низкими.
Поскольку в устройстве по настоящему изобретению источник катодной дуги и магнетронный источник 9 распыления объединены в вакуумной камере и оптимизирована схема их пространственного расположения, расстояние «мишень-субстрат» источника 8 катодной дуги лежит в диапазоне от 160 мм до 230 мм, а расстояние «мишень-субстрат» магнетронного источника 9 распыления лежит в диапазоне от 50 мм до 75 мм. При этом расстояние «мишень-субстрат» означает расстояние от источника 8 катодной дуги или магнетронного источника 9 распыления до поверхности обрабатываемого изделия 27, на которое необходимо нанести покрытие. Соответственно, с использованием устройства по настоящему изобретению можно осуществить комбинированный способ AIP и MS; за счет имплантации микроэлементов посредством MS и одновременного осаждения ионов посредством AIP можно в конечном итоге получить пленку с материалами многоэлементного сплава и монометаллическими элементами, объединенными в одном слое. Поскольку эксплуатационные характеристики пленки дополнительно улучшаются за счет включения монометаллических элементов, пленка, полученная таким способом, может иметь такие общие эксплуатационные характеристики, как высокая твердость, низкое внутреннее напряжение, высокая сила сцепления, низкая шероховатость, хорошее сопротивление истиранию и высокая скорость осаждения.
В устройстве по настоящему изобретению в первую очередь используют AIP осаждение и материалы многоэлементного сплава для получения композитной многоэлементной пленки с помощью источника 8 катодной дуги (CAE), тогда как техническую схему MS (комбинацию AIP и MS кратко называют AMS) используют для имплантации микроэлементов, относительное содержание которых составляет менее 1%. При этом можно точно контролировать физическую структуру пленки, и можно получить физическую структуру с оптимальными механическими характеристиками. На Фиг. 17 показана структура пленки в случае, когда ток Me на мишени равен 0 А, то есть пленка получена с использованием только AIP; в нижней части рисунка показан субстрат 24, после субстрата 24 расположен промежуточный слой 28, и композиция 31 AlCrN расположена после промежуточного слоя 28. На Фиг. 18 показана структура пленки при повышении тока Me на мишени, то есть пленки, которая получена посредством MS, и в которую имплантирован элемент Me; такая структура характеризуется формой короткостолбчатой структуры. В нижней части рисунка показан субстрат 24, после субстрата 24 расположен промежуточный слой 28, и композиция 29 AlCrMeN и композиция 30 MeNx расположены после промежуточного слоя 28. Из сравнения Фиг. 7 и Фиг. 8 можно видеть, что, если ток Me на мишени равен 0 А, то покрытие нарастает в форме колончатого кристалла; если же ток Me на мишени возрастает, часть атомов Me проникает в кристалл MeNx, замещая атомы Cr для твердорастворного упрочнения покрытия; другая часть атомов Me образует мелкие зерна MeNx среди кристаллов AlCrN, ингибируя дальнейший рост кристаллов AlCrN с целью упрочнения.
Способ с двойным источником испарения, сочетающий VE и MS, можно осуществить в устройстве по настоящему изобретению, то есть металлические элементы испаряются в тигельном источнике испарения, а затем другие элементы имплантируются за счет магнетронного источника распыления во время осаждения металлических соединений на поверхности обрабатываемого изделия; таким образом на поверхности обрабатываемого изделия образуется композитная пленка из многоэлементного сплава; в конкретном варианте осуществления настоящего изобретения элемент Ti испаряется за счет источника 23 электронного пучка в газовую смесь N2 и Ar с образованием традиционной TiN пленки; затем имплантируют элемент X с помощью магнетронного источника 9 распыления во время осаждения TiN пленки, чтобы нанести слой покрытия (TiX, Me1-X)N на поверхность заготовки обрабатываемого изделия; элемент X является по меньшей мере одним или более из Al, Cr и Sr. TiN - это идеальная пленочная система, имеющая широкую основу для получения; например, такие способы, как AIP, MS и VE могут удовлетворить требования промышленного производства. TiN, как идеальный материал покрытия для низкоскоростных режущих инструментов, обладает выдающимися физическими и химическими свойствами, такими как высокая твердость, низкий коэффициент трения и благоприятная совместимость с химическими веществами. В связи со способностью снижать адгезию между режущим краем и обрабатываемым материалом и увеличивать срок службы и технологическую эффективность режущего инструмента, TiN остается одним из пленочных материалов, широко используемых в настоящее время. Однако традиционный TiN имеет низкую твердость и низкие износостойкость и термостабильность, что ограничивает возможности его более широкого использования. Усовершенствование TiN пленки в основном связано с аспектами новых сплавов на основе TiN и многоэлементных композитных слоев. Кроме того, бинарные нитриды и карбиды переходных металлов всегда являются взаиморастворимыми. Добавление определенных элементов в TiN пленку может привести к образованию композитного соединения азота, которое может фундаментально изменить эксплуатационные характеристики TiN пленки и, соответственно, повысить износостойкость и термостабильность. Многоэлементный сплав, основой которого является TiN, может изменять и регулировать физическую структуру пленки и позволить получить так называемую (TiX, Me1-X)N пленку. Элементы многоэлементного сплава включают С, Si, Cr, Al, Mo, W, V, Zr, Y и La, и т.п.
С использованием устройства, ориентированного на AIP-осаждение, можно осуществить получение изолирующих оксидных пленок. AIP способствует ионизации, но скорость осаждения покрытия является высокой; если имеется избыток O2 или изменяется исходное электрическое поле, O2 с большей вероятностью будет реагировать на поверхности катодной мишени и генерировать оксиды, что приведет к прекращению катодного разряда и невозможности выхода необходимых элементов. В настоящее время оксид при PVD в основном является оксидом алюминия. Поскольку материалы на основе Al и AITi с большей вероятностью реагируют с O2, добавление некоторого количества Cr в материалы на основе Al обычно может эффективно прекратить окисление поверхности мишени. Однако оксид хрома, обладающий низкой стабильностью, изменит эксплуатационные характеристики пленок. Поэтому для предшествующего уровня техники характерно, что, несмотря на высокую скорость осаждения посредством AIP, с использованием AIP невозможно получить высококачественную изолирующую оксидную пленку. Однако переменное электромагнитное поле, которое генерируется генератором электромагнитного поля и системой управления при использовании устройства по настоящему изобретению, может вызвать смещение O2 к обрабатываемому изделию 27, на которое необходимо нанести покрытие, от объекта-мишени, что предотвращает образование оксидов за счет реакции O2 на поверхности катодной мишени. Соответственно, можно получить оксидную пленку с высокими эксплуатационными характеристиками и преодолеть недостатки технологии согласно предшествующему уровню техники, состоящие в том, что AIP невозможно использовать для получения оксидной изоляции.
Как показано на Фиг. 4, устройство дополнительно содержит источник ионов в виде нити накала; этот источник ионов в виде нити накала находится в вакуумной камере; источник ионов в виде нити накала электрически соединен с электрической системой управления. Источник ионов в виде нити накала, по-новому использованный в настоящем изобретении, может значительно усилить эффект газового травления. Для покрытий режущих инструментов вакуумное травление и активация имеют большое значение. В устройстве по настоящему изобретению использована не традиционная для газового травления высокопороговая бомбардировка металла, а низкопороговое травление ионами газов, которое обеспечивает более равномерный и интегральный очищающий эффект и гарантирует цельность лезвия режущего инструмента. Кроме того, источник ионов в виде нити накала, по-новому использованный в настоящем изобретении, может дополнительно играть роль во внутреннем нагреве, повышая интенсивность ионизации и способствуя осаждению, а также повышая количество плазмы во время ионного осаждения с раздельным испарением.
Система электрического управления включает источник питания источника ионов, источник питания плазменного поля, источник питания магнетронного источника распыления, источник питания источника катодной дуги и источник напряжения сеточного смещения; источник питания плазменного поля соединен с источником питания источника ионов и источником ионов в виде нити накала; источник питания магнетронного источника распыления соединен с магнетронным источником распыления, источник питания источника катодной дуги соединен с источником 8 катодной дуги, и источник напряжения сеточного смещения соединен с обрабатываемым изделием 27, на которое должно быть нанесено покрытие во время эксплуатации устройства. При этом источник питания источника ионов подает питание на источник ионов в виде нити накала; источник питания плазменного поля подает питание дуги на источник ионов в виде нити накала; источник питания магнетронного источника распыления подает питание на магнетронный источник 9 распыления и источник питания катодной дуги подает питание на источник 8 катодной дуги. Источник напряжения сеточного смещения обеспечивает электрическое поле для управления движением заряженных ионов. Система электрического управления преимущественно подает питание с регулируемыми параметрами к соответствующим электрическим компонентам устройства; при этом параметры напряжения и тока вышеуказанных источников питания можно регулировать с использованием уже существующих способов регулирования в соответствии с требованиями процесса; соответственно, устройство может контролировать процесс за счет регулирования параметров каждого источника питания; кроме того, параметры источников питания можно регулировать с использованием аппаратной схемы или комбинации программного обеспечения и аппаратного обеспечения.
Нагревательная система содержит внутреннюю систему нагрева электронным лучом, расположенную в центре вакуумной камеры, и внешнюю систему радиационного нагрева, расположенную вокруг стенки печи вакуумной камеры. Конструкция, сочетающая внутренний нагрев и внешний нагрев, по настоящему изобретению повышает целостность нагрева и эффективно поддерживает равномерность температурного поля во время работы AMS-системы, что соответствует требованиям процесса осаждения. В конкретном варианте осуществления настоящего изобретения в устройстве использован источник ионов в виде нити накала в качестве внутреннего нагревательного блока и внешняя система радиационного нагрева на основе нагрева источника ионов в виде нити накала.
Как показано на Фиг. 3, магнетронный источник 9 распыления симметрично размещен на внутренней стенке вакуумной камеры; источник 8 катодной дуги спирально размещен на внутренней стенке вакуумной камеры, если принять центр вращения вакуумной камеры за ось симметрии. Схема спирального размещения может обеспечить полное использование пространства, соответственно, количество источников (мишеней) катодной дуги можно увеличить до 8 и более, значительно повысив способность устройства регулировать и контролировать композиции пленок, что позволяет с помощью устройства получать пленки с более сложным составом и выдающимися общими эксплуатационными характеристиками.
Вакуумная камера содержит молекулярный насос 14, вакуумный насос 18 Рутса, механический насос 20 и насос 19 поддержания давления; молекулярный насос 14 соединен с вакуумной камерой; насос 19 поддержания давления соединен с воздуховыпускным отверстием, которое соединено с молекулярным насосом 14; вакуумный насос 18 Рутса соединен с воздуховыпускным отверстием молекулярного насоса 14, и механический насос 20 соединен с воздуховыпускным отверстием вакуумного насоса 18 Рутса. Форвакуумный клапан 15, клапан 16 предварительной откачки и обводной (байпасный) клапан 17 могут быть установлены в трубопроводе вакуумной системы. При этом молекулярный насос 14 используют для задания конечного давления в вакуумной камере, рабочего давления, времени создания высокого вакуума и обеспечения стабильности давления при нанесении покрытия без откачки масла или необходимости дополнительного времени для запуска и отключения. Механический насос 20 используют для откачки воздуха из вакуумной камеры до значения давления, удовлетворяющего требованиям молекулярного насоса в отношении воздуховпускного и воздуховыпускного отверстий. Он определяет время, необходимое для создания низкого вакуума. Насос 19 поддержания давления используют для поддержания выходного давления в воздуховыпускном отверстии молекулярного насоса 14 и поддержания нормальной работы вакуумной камеры в условиях, когда открыт основной насос. Насос 19 поддержания давления может быть центробежным лопастным насосом. Вакуумная система жестко смонтирована на кронштейне 21 вакуумной системы.
Смотровое окно 7 установлено на вакуумной камере. Расположение смотрового окна 7 может помочь операторам оценивать в реальном времени ситуацию в вакуумной камере. Поверхность 11 раздела газового потока также расположена на вакуумной камере, так что в камеру можно закачивать соответствующий газ во время работы устройства.
Как показано на Фиг. 16, устройство также содержит защитный кожух 25; этот защитный кожух 25 установлен на стороне источника 8 катодной дуги, обращенной к держателю 3; кроме того, на стороне защитного кожуха 25 за источником 8 катодной дуги расположен отражатель 26. AIP способствует ионизации, но скорость осаждения покрытия является высокой; если имеется избыток O2 или изменяется исходное электрическое поле, O2 с большей вероятностью будет реагировать на поверхности катодной мишени и генерировать оксиды, что приведет к прекращению катодного разряда и невозможности выхода необходимых элементов. В настоящее время оксид при PVD в основном является оксидом алюминия. Поскольку материалы на основе Al и AlTi с большей вероятностью реагируют с O2, добавление некоторого количества Cr в материалы на основе Al обычно может эффективно прекратить окисление поверхности мишени. Однако оксид хрома, обладающий низкой стабильностью, изменит эксплуатационные характеристики пленок. Поэтому для предшествующего уровня техники характерно, что, несмотря на высокую скорость осаждения посредством AIP, с использованием AIP невозможно получить высококачественные изолирующие оксидные пленки. В настоящем изобретении вышеуказанная структура использована для эффективной защиты поверхности мишени, предотвращения проникновения O2 в поверхность катодной мишени и может обеспечить смещение O2, который течет вокруг поверхности мишени, к обрабатываемой детали 27, на которую необходимо нанести покрытие, от поверхности мишени, что препятствует образованию оксидов из-за реакции O2 на поверхности катодной мишени. Соответственно, можно получить оксидную пленку с высокими эксплуатационными характеристиками и преодолеть недостатки технологии согласно предшествующему уровню техники, состоящие в том, что AIP невозможно использовать для получения оксидов.
Вакуумная камера оборудована блоком измерения температуры и блоком измерения вакуума. Благодаря дополнительному блоку измерения температуры и блоку измерения вакуума, можно измерять температуру и уровень вакуума в вакуумной камере, соответственно, эти два параметра можно точно регулировать в процессе нанесения покрытия.
Система охлаждения является многоканальной системой охлаждения с циркуляцией воды. Многоканальная система охлаждения с циркуляцией воды может обеспечить приемлемый эффект охлаждения и за счет этого сэкономить ресурсы и расходы.
Способ получения композитной пленки из многоэлементного сплава по настоящему изобретению предназначен для включения монометаллических элементов с помощью магнетронного источника 9 распыления во время осаждения ионов материалов многоэлементного сплава с помощью источника 8 катодной дуги с получением композитной пленки из многоэлементного сплава. В способе нанесения покрытия согласно предшествующему уровню техники AIP или MS используют по отдельности, поэтому невозможно объединить преимущества двух способов, и полученные пленки не могут одновременно обладать многими выдающимися эксплуатационными характеристиками. В противоположность этому, в настоящем изобретении монометаллические элементы включают с помощью магнетронного источника 9 распыления во время осаждения ионов материалов многоэлементного сплава с помощью источника 8 катодной дуги с получением композитной пленки из многоэлементного сплава. Соответственно, можно точно контролировать металлургическую структуру пленок, и эксплуатационные характеристики пленочного покрытия можно оптимизировать и отрегулировать в соответствии с потребностями; кроме того, во время получения пленки можно получить высокую скорость осаждения, так что полученная пленка имеет более высокие технические характеристики, чем пленки согласно предшествующему уровню техники.
Способ получения композитной пленки из многоэлементного сплава с использованием устройства по настоящему изобретению является следующим:
A. AIP и MS
(1) Предварительная обработка:
Поместить режущий инструмент в камеру для нанесения покрытия после его просушивания после очистки в стандартном слабощелочном моющем средстве и дегидратации спиртом под действием ультразвуковых волн перед нанесением покрытия;
(2) Подготовительные мероприятия перед нанесением покрытия:
- Провести аэрацию вакуумной камеры и открыть дверцу печи;
- При необходимости заменить материалы мишеней источника катодной дуги и магнетронного источника распыления и заменить стекло смотрового окна;
- Очистить все детали корпуса печи пневматическим устройством высокого давления при давлении воздуха, равном 0,6 МПа;
- Выбрать соответствующий зажим для фиксации обрабатываемой детали 27 (режущего инструмента); убедиться в том, что движение зажима является правильным;
- Проверить состояние изоляции источника ионов в виде нити накала, источника 8 катодной дуги, магнетронного источника распыления, вспомогательного анода 22 и зажима 27 для обрабатываемой детали; значение сопротивления должно быть больше 100 КОм;
- Закрыть испарительную камеру и перекрыть вентиляционный клапан.
(3) Вакуумирование (до 5×10-2 Па) и предварительный нагрев
- Включить блок водяного охлаждения;
- Открыть механический насос 20, вакуумный насос 18 Рутса и клапан 16 предварительной откачки;
- Включить составной вакуум-манометр, включить термопарный вакуумметр 1 для измерения вакуума в форвакуумной линии; давление вакуума должно быть меньше 5 Па;
- Включить молекулярный насос 14;
- Если молекулярный насос 14 работает нормально, и давление вакуума в вакуумной камере меньше 5 Па, закрыть клапан 16 предварительной откачки и открыть форвакуумный клапан 15 и клапан 13 высокого вакуума;
- Если значение вакуума меньше 5×10-2 Па, закачать 40-60 см3/мин Ar и включить вспомогательный нагрев (5 кВт);
- Привести обрабатываемую деталь 27 во вращательное движение и отрегулировать частоту до 15 Гц;
- Войти в фазу смешанного нагрева через 40 мин.
(4) Нагрев электронным лучом
- Отрегулировать давление в вакуумной камере до 2,5×10-1 Па, а поток Ar -до 90-120 см3/мин;
- Включить источник питания источника ионов в виде нити накала и медленно увеличить ток до 170-230 А;
- Включить магнитное поле и отрегулировать ток до 12-20 А;
- Включить источник питания плазменного поля и переключить его в положение для нагрева;
- Зажечь дугу и постепенно увеличить ток до 180 А;
- Время смешанного нагрева: 40-70 мин.
(5) Газоплазменное травление
- Поддерживать ток через нить накала на уровне 170-230 А;
- Снизить ток источника питания плазменного поля до 100-120 А;
- Снизить ток магнитного поля до 6-8 А;
- Отрегулировать давление в вакуумной камере до 2×10-1 Па, поток Ar - до 50-65 см3/мин и поток Н2 - до 12-20 см3/мин;
- Включить источник напряжения сеточного смещения и постепенно повысить напряжение до 2-200В и импульсное напряжение - до 300-500В;
- Время ионного травления равно примерно 80-150 мин.
(6) Нанесение покрытия
- Слой Ti, Cr и Zr: поток Ar: 80-140 см3/мин; напряжение смещения: 800-1000В; включить 2 источника катодных дуг (Ti, Cr, Zr); ток мишени дуги: 70-100А; период: 180-600 с;
- Слой TiN, CrN и ZrN: поток Ar: 480-680 см3/мин; напряжение смещения: 150В; включить 2 источника катодной дуги (Ti, Cr, Zr); ток мишени дуги: 100-100А; период: 180-600 с;
- Слой TiAl: поток Ar: 540-900 см3/мин; напряжение смещения: 100-120В; включить 4 источника катодной дуги (TiAl); ток мишени дуги: 100-120А; период: 3600-7200 с;
- Включить 2 магнетронных источника 9 распыления; ток распыления: 1-3 А; период: 3600-7200 с; поток N2: 540-900 см3/мин; напряжение смещения: 80-100В;
- Выключить 4 источника катодной дуги (TiAl); включить 2 источника катодной дуги (TiAl); ток мишени дуги: 100-120 А; период: 1800-3600 с; поток N2: 540-900 см3/мин; поток O2: 30-100 см3/мин;
- Выключить источник катодной дуги, магнетронный источник распыления и источник напряжения сеточного смещения;
- Выключить источник нагрева, источники N2 и O2; отключить молекулярный насос 14; включить насос 19 поддержания давления и закачать 80-120 см3/мин N2;
- Закачать Ar до 30 Па.
(7) Охлаждение: длительность процесса: 60-120 мин.
В. VE и MS
(1) Предварительная обработка:
Поместить режущий инструмент из высокоскоростной стали или твердого сплава (специальной полировальной обработки не требуется) в камеру для нанесения покрытия после очистки в стандартном слабощелочном моющем средстве и дегидратации спиртом под действием ультразвуковых волн перед нанесением покрытия;.
(2) Инспекция устройства:
- Провести аэрацию камеры и открыть дверцу печи;
- При необходимости заменить материалы мишени магнетронного источника распыления и заменить стекло смотрового окна;
- Вернуть на место источник испарения и добавить новые испаряющиеся материалы в количестве 20-30 г (Ti);
- Очистить все детали корпуса печи пневматическим устройством высокого давления при давлении воздуха, равном 0,6 МПа;
- Выбрать соответствующий зажим для фиксации обрабатываемой детали 27 (режущего инструмента); убедиться в том, что движение зажима является правильным;
- Проверить состояние изоляции электронной пушки, источника испарения 23, магнетронного источника распыления, вспомогательного анода 22 и зажима 27 для обрабатываемой детали; значение сопротивления должно быть больше 100 КОм;
- Поднять опорную плиту, закрыть испарительную камеру и перекрыть вентиляционный клапан.
(3) Вакуумирование и предварительный нагрев
- Включить блок водяного охлаждения;
- Открыть механический насос 20, вакуумный насос 18 Рутса и клапан 16 предварительной откачки;
Включить композитный вакуум-манометр, включить термопарный вакуумметр 1 для измерения вакуума в форвакуумной линии; давление вакуума должно быть меньше 5 Па;
- Включить молекулярный насос 14;
- Если молекулярный насос 14 работает нормально, и давление вакуума в вакуумной камере меньше 5 Па, закрыть клапан 16 предварительной откачки и открыть форвакуумный клапан 15 и клапан 13 высокого вакуума;
- Если значение вакуума меньше 1×10-2 Па, закачать 40-60 см3/мин Ar и включить вспомогательный нагрев (5 кВт);
- Привести обрабатываемую деталь 27 во вращательное движение и отрегулировать частоту до 20 Гц;
- Войти в фазу смешанного нагрева через 40 мин.
(4) Нагрев электронным лучом
- Отрегулировать давление в вакуумной камере до 2,5×10-1 Па, а поток Ar - до 90-110 см3/мин;
- Включить источник питания источника ионов в виде нити накала и медленно увеличить ток до 170-230 А;
- Включить магнитное поле и отрегулировать ток до 12-20 А;
- Включить источник питания плазменного поля и переключить его в положение для нагрева;
- Зажечь дугу и постепенно увеличить ток до 180 А;
- Время смешанного нагрева: 40-100 мин.
(5) Газоплазменное травление
- Поддерживать ток источника ионов в виде нити накала на уровне 170-230 А;
- Снизить ток источника питания плазменного поля до 100-120 А;
- Снизить ток магнитного поля до 6-8 А;
- Отрегулировать давление в вакуумной камере до 2×10-1 Па и поток Ar - до 50-65 см3/мин;
- Включить источник напряжения сеточного смещения и постепенно повысить напряжение до 2-200В и импульсное напряжение - до 300-500В;
- Время ионного травления равно примерно 50-90 мин.
(6) Нанесение покрытия
- Поддерживать ток источника ионов в виде нити накала на уровне 170-230 А;
- Отрегулировать поток Ar до 23-35 см3/мин;
- Отрегулировать ток поля до 25-35 А;
- Отрегулировать напряжение смешения до 0-200 В и импульсное напряжение - до 300-500В;
- Повысить ток источника плазменного поля до 200 А (5 мин);
- Нанести переходный слой металлического Ti в течение 5-20 мин;
- Закачать N2 со скоростью 80-120 см3/мин;
- Отрегулировать напряжение смещения до 180В (10 мин);
- Включить источник питания мишени магнетронного источника распыления; 1,0-2,0 A (AlTiCr, С, Cr, Zr и Si, и т.п.);
- Отрегулировать напряжение смещения до 100-150В (10 мин);
- Время нанесения покрытия: 20-50 мин;
- Выключить источник питания мишени магнетронного источника распыления, источник питания нити накала, источник питания магнитного поля, источник нагрева и источник N2; отключить молекулярный насос 14 и включить насос 19 поддержания давления;
- Закачать Ar до 30 Па.
(7) Охлаждение: длительность процесса: 60-120 мин.
Сравнение результатов испытаний:
Что касается сравнения AlCrN покрытия, полученного только посредством AIP, и AlCrN покрытия, полученного посредством AMS с использованием устройства по настоящему изобретению, то, как показано на Фиг. 6 и Фиг. 7, два покрытия имеют разницу в дифракционных пиках (111) и (200); добавление микроэлемента Мо увеличивает интенсивность дифракции AlCrN (200). Как показано на Фиг. 8 и Фиг. 9, твердость пленки AlCrN покрытия, полученного посредством AMS с использованием устройства по настоящему изобретению, увеличилась на 10% при добавлении Мо.
Как показано на Фиг. 10 и Фиг. 12, в случае TiAlN покрытия, полученного посредством только AIP, интенсивность дифракции TiN (200) выше, интенсивность дифракции TiAlN (200) ниже, и твердость пленки лежит в диапазоне от примерно 2400 до 3000 HV (твердость по Викерсу).
Как показано на Фиг. 11 и Фиг. 13, в случае TiAlN покрытия, полученного посредством AMS с использованием устройства по настоящему изобретению, после добавления элементов и установления структуры Al67Ti33N, интенсивность дифракции TiAlN (200) значимо изменилась, и твердость пленки повысилась до примерно 3500-4000 HV.
Фиг. 14 и Фиг. 15 являются диаграммами акустических сигналов, обнаруженных по акустической энергии в процессе образования трещин, вызванных в экспериментах с растрескиванием, проведенных на пленках, полученных способом согласно предшествующему уровню техники, и пленках, полученных способом по настоящему изобретению посредством имплантации монометаллических элементов во время AIP осаждения ионов. Из графических материалов можно видеть, что акустическая энергия в процессе образования трещин, вызванных в пленках, полученных по настоящему изобретению, значимо ниже по сравнению с пленками, полученными согласно предшествующему уровню техники, что свидетельствует о том, что твердость пленки, полученной по настоящему изобретению, значимо выше по сравнению с пленкой, полученной согласно предшествующему уровню техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| НИЗКОТЕМПЕРАТУРНОЕ ИОННО-ДУГОВОЕ НАПЫЛЕНИЕ | 2012 |
|
RU2634101C2 |
| Газоразрядное распылительное устройство на основе планарного магнетрона с ионным источником | 2020 |
|
RU2752334C1 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| Способ создания прозрачных проводящих композитных нанопокрытий (варианты) | 2016 |
|
RU2661166C2 |
| Устройство для синтеза и осаждения покрытий | 2015 |
|
RU2620845C1 |
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| ВАКУУМНАЯ ИОННО-ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ВНУТРИСОСУДИСТЫХ СТЕНТОВ, ПРЕИМУЩЕСТВЕННО ИЗ ОКСИНИТРИДА ТИТАНА | 2019 |
|
RU2705839C1 |
| СПОСОБ СИНТЕЗА КОМПОЗИТНЫХ ПОКРЫТИЙ TiN-Cu И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2649355C1 |
Изобретение относится к устройству для получения композитной пленки из многоэлементного сплава. Устройство содержит нагревательную систему, систему подачи воздуха, систему охлаждения, вакуумную систему, вакуумную камеру, держатель, подъемный механизм, тигельный источник испарения, магнетронный источник распыления, источник катодной дуги и систему электрического управления. Устройство обеспечивает получение композитной пленки из многоэлементного сплава за счет комбинирования осаждения ионов с помощью катодной дуги и магнетронное распыление, и использования двойного источника испарения, объединяющего вакуумное испарение и магнетронное распыление. Устройство позволяет контролировать внутреннюю структуру всех типов пленок и получать многоэлементную пленку с выдающимися общими свойствами, такими как высокая твердость, низкое внутреннее напряжение, высокая сила сцепления, низкая шероховатость и благоприятная износостойкость, а также получение пленки с высокой скоростью осаждения. 4 з.п. ф-лы, 18 ил.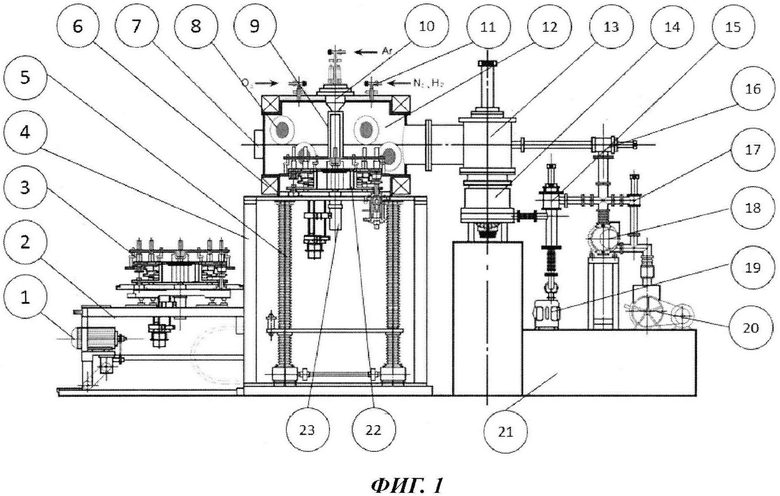
1. Устройство для получения композитной пленки из многоэлементного сплава, содержащее нагревательную систему, систему подачи воздуха, систему охлаждения, вакуумную систему, вакуумную камеру, держатель (3) обрабатываемой детали, подъемный механизм, тигельный источник (23) испарения, магнетронный источник (9) распыления, источник (8) катодной дуги, защитный кожух (25), генератор электромагнитного поля и систему электрического управления, при этом вакуумная система соединена с вакуумной камерой, подъемный механизм соединен с держателем (3) обрабатываемой детали через трансмиссию, система подачи воздуха соединена с вакуумной камерой, система электрического управления электрически соединена с тигельным источником (23) испарения, магнетронным источником (9) распыления, источником (8) катодной дуги, генератором электромагнитного поля и нагревательной системой, при этом тигельный источник (23) испарения, магнетронный источник (9) распыления и источник (8) катодной дуги расположены в вакуумной камере, а расстояние от источника (8) катодной дуги до поверхности обрабатываемого изделия (27) от 160 мм до 230 мм, расстояние от магнетронного источника (9) распыления до поверхности обрабатываемого изделия (27) от 50 мм до 75 мм, причем защитный кожух (25) установлен на стороне источника (8) катодной дуги, обращенной к держателю (3) обрабатываемой детали, а на стороне защитного кожуха за источником (8) катодной дуги расположен отражатель (26).
2. Устройство по п. 1, отличающееся тем, что оно дополнительно содержит источник (10) ионов в виде нити накала, который расположен в вакуумной камере и электрически соединен с системой электрического управления.
3. Устройство по п. 2, отличающееся тем, что система электрического управления содержит источник питания источника ионов, источник питания плазменного поля, источник питания магнетронного источника распыления, источник питания источника катодной дуги и источник напряжения сеточного смещения, причем источник питания плазменного поля соединен с источником питания источника ионов и источником (10) ионов в виде нити накала, источник питания магнетронного источника распыления соединен с магнетронным источником (9) распыления и источник питания источника катодной дуги соединен с источником (8) катодной дуги.
4. Устройство по п. 1, отличающееся тем, что нагревательная система содержит внутреннюю систему нагрева электронным лучом, расположенную в центре вакуумной камеры, и внешнюю систему радиационного нагрева, расположенную вокруг стенки печи вакуумной камеры.
5. Устройство по п. 1, отличающееся тем, что вакуумная камера содержит молекулярный насос (14), вакуумный насос Рутса (18), механический насос (20) и насос (19) поддержания давления, при этом молекулярный насос (14) соединен с вакуумной камерой, насос (19) поддержания давления соединен с воздуховыпускным отверстием, которое соединено с молекулярным насосом (14), вакуумный насос (18) Рутса соединен с воздуховыпускным отверстием молекулярного насоса (14), а механический насос (20) соединен с воздуховыпускным отверстием вакуумного насоса (18) Рутса.
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2379378C2 |
| Механизм непрерывной штанговой подачи и привода вращения сбоечно-буровых и других горных машин | 1957 |
|
SU118311A1 |
| Механический молоток | 1930 |
|
SU23891A1 |
| Установка карусельного типа для магнетронного напыления многослойных покрытий и способ магнетронного напыления равнотолщинного нанопокрытия | 2015 |
|
RU2606363C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2265078C1 |
| УСТАНОВКА ДЛЯ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2009 |
|
RU2425173C2 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МУЛЬТИСЛОЙНЫХ ВАКУУМНО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1995 |
|
RU2087585C1 |

