Настоящее изобретение относится к способу раскатки колец для изготовления профилированного кольцевого изделия. Изобретение также относится к вращающейся детали реактивного двигателя, изготовленной из сплава на основе никеля, которая изготавливается данным способом.
Раскатка колец используется в качестве альтернативы горячей штамповке для изготовления колец, в частности также профилированных колец, как способ горячего формования. В то время как при горячей штамповке заготовке, предварительно нагретой до температуры формования, придается желаемая форма внутри формы путем горячего формования, при раскатке колец предварительно нагретая кольцевая заготовка раскатывается до желаемой формы за один или более этап прокатки. По сравнению с процессом горячей штамповки раскатка колец считается гораздо более гибкой для кольцевых изделий, которые формуются кольцераскатной машиной. Для раскатки профилированных колец часто используются радиально-осевые раскаточные узлы. В таких кольцераскатных машинах за один этап раскатки и высота кольца, и толщина стенки кольца одновременно уменьшаются, в частности, путем использования соответствующего желаемого профиля. Чтобы получить желаемое конечное кольцевое изделие из кольцевой заготовки, обычно требуется выполнить процесс раскатки кольца в несколько этапов. Между каждым этапом раскатки кольца кольцевая заготовка нагревается снова или повторно нагревается.
Каждая кольцераскатная машина оборудована устройством управления для управления процессом раскатки. Управление отслеживает заданные параметры технологического процесса, такие как скорость увеличения диаметра кольца, осевое и радиальное усилие раскатки или температура раскатываемой заготовки, во время технологического процесса раскатки. При этом управлении соответственно устанавливается значение для соответствующих параметров технологического процесса. Из-за допусков в геометрии соответствующей кольцевой заготовки и ее поведения во время раскатки, могут появиться ошибки в геометрии кольца и/или текстуре конечного кольцевого изделия. Таким образом, не считается, что раскатка кольца имеет достаточную технологическую безопасность для компонентов с наиболее высокими требованиями. Таким образом, это не используется или используется только в качестве подготовительного этапа для последующего этапа горячей штамповки в сферах применении, когда кольцевое изделие должно иметь жесткие пределы допуска и должно воспроизводимо изготавливаться в пределах этих ограничений допуска. Компоненты, вращающиеся на высоких скоростях, такие как компоненты реактивных самолетов или газовые турбины, свойство профиля формованных изделий должен удовлетворять высоким требованиям к свойствам профиля формованных изделий. По этой причине такие компоненты, как диски турбин реактивных двигателей или аналогичные им, формуются путем горячей штамповки из штампованной заготовки. Из-за небольшого количества параметров технологического процесса по сравнению с раскаткой колец, детали, в частности, когда они должны удовлетворять высоким требованиям при жестких пределах допуска, могут изготавливаться горячей штамповкой воспроизводимым методом, таким образом не включая вмешательство оператора. Из-за инкрементного формования в осевом и радиальном зазоре валков и из-за управления с обратной связью, встроенной в управление раскатным узлом, деформация не является постоянной по всей окружности раскатанного кольца. Это может привести к неравномерной круговой структуре кольца, что может быть причиной неоднородных свойств диска двигателя. В случае больших отклонений отслеживаемых параметров технологического процесса может быть необходимо вмешательство оператора в процесс раскатки кольца. Кроме того, нельзя оценить, действительно ли кольцевые изделия удовлетворяют соответствующим требованиям. По этой причине и из-за возможной необходимости вмешательства оператора, кольцевые изделия, которые должны быть изготовлены с жесткими пределами допусков, не могут считаться достаточно воспроизводимыми.
Даже когда такие вращающиеся детали с высокой нагрузкой, как диски турбин, могут воспроизводимо изготавливаться путем обжатия из сплава на основе никеля, некоторые недостатки необходимо учесть также и в случае обжатия. Недостатком считаются неизбежные задиры на формованном изделии, вызванные горячей штамповкой, которые необходимо удалять после технологического процесса формовки. Для этого требуется дальнейший этап обработки. Типичный материал, используемый для таких деталей, такой как сплав на основе никеля, относительно дорогой. Неизбежные задиры, вызванные горячей штамповкой, которые должны быть впоследствии удалены, таким образом, требуют больших затрат материала в отношении штампованного изделия. Кроме того, из-за требуемой формы обжатого изделия, частый недостаток состоит в том, что конструкция штампованного изделия не соответствует, в некоторых областях, требованиям относительно мелкозернистости, так как в этих областях находят крупные зерна, несмотря на формовку. Это можно обойти только путем утолщения материала, которого, однако, необходимо избегать.
С учетом этого уровня техники, цель изобретения, таким образом, - предложить способ раскатки кольца, с использованием которого можно изготавливать компоненты с наивысшими требованиями по свойствам и пределами допусков, при этом выполняя требование по воспроизводимости, при этом эти детали могут использоваться для применения во вращающихся агрегатах в пределах объема формулы изобретения.
Эта цель достигается в соответствии со способом по изобретению для воспроизводимого изготовления профилированного кольцевого изделия для применения во вращающихся агрегатах с помощью кольцераскатной машины, управляемой с использованием мониторинга технологического процесса, в частности, из металлической кольцевой заготовки такого типа, что оно подвержено растрескиванию, содержащим следующие шаги:
- определение по меньшей мере одного технологического окна, длящегося в течение периода раскатки, по предварительно выбранным параметрам технологического процесса для конкретного кольцевого изделия, которому должна быть придана конечная форма с помощью этой кольцераскатной машины на базе калибровочных образцов, которым эта кольцераскатная машина придала их конечную форму, отличающееся тем, что одно или более технологическое окно параметров технологического процесса, отслеживаемых во время выполнения способа, задается параметрами технологического процесса для этих калибровочных образцов, раскатанное изделие из которых удовлетворяет требованиям, которым должно удовлетворять изготавливаемое кольцевое изделие, при этом предварительно заданные параметры технологического процесса содержат по меньшей мере два из следующих параметров технологического процесса:
 скорость увеличения диаметра кольца,
скорость увеличения диаметра кольца,
осевое усилие раскатки,
радиальное усилие раскатки,
период раскатки,
температура кольцевой заготовки в течение технологического процесса раскатки, и следующим шагом
- раскатка кольцевых заготовок методом профилирования для изготовления кольцевых изделий раскаткой, отличающаяся тем, что выполняется определение текущих параметров раскатки раскатанной заготовки в отношении по меньшей мере двух выбранных параметров технологического процесса, и выполняется оценка, чтобы гарантировать, находятся ли эти параметры технологического процесса в пределах заданного технологического окна, и только те кольцевые изделия, которые были раскатаны с параметрами технологического процесса, которые входят в технологическое окно, пропускаются для дальнейшей работы с ними и/или обработки.
Эта цель также достигается в соответствии со способом по изобретению для воспроизводимого изготовления профилированного кольцевого изделия для применения во вращающихся агрегатах с помощью кольцераскатной машины, управляемой с использованием мониторинга технологического процесса, в частности, из металлической кольцевой заготовки такого типа, что она подвержена растрескиванию, содержащим следующие шаги:
- определение по меньшей мере одного технологического окна, длящегося в течение периода раскатки, в отношении предварительно выбранных параметров технологического процесса для конкретного кольцевого изделия, которому должна быть придана конечная форма с помощью этой кольцераскатной машины на базе калибровочных образцов, которым эта кольцераскатная машина придала их конечную форму, отличающееся тем, что одно или более технологического окно параметров технологического процесса, отслеживаемых во время выполнения способа, задается параметрами технологического процесса для этих калибровочных образцов, раскатанное изделие из которых удовлетворяет требованиям, которым должно удовлетворять изготавливаемое кольцевое изделие, при этом предварительно заданные параметры технологического процесса содержат по меньшей мере два из следующих параметров технологического процесса:
скорость увеличения диаметра кольца,
осевое усилие раскатки,
радиальное усилие раскатки,
период раскатки,
температура кольцевой заготовки в течение технологического процесса раскатки, и следующим шагом,
- раскатка кольцевых заготовок методом профилирования для изготовления кольцевых изделий раскаткой, отличающаяся тем, что по меньшей мере один параметр технологического процесса, влияющий на технологическое окно, используется как пилотная переменная для управления процессом раскатки со стороны машины.
Использование обоих упомянутых способов гарантирует, что кольцевые изделия, сформованные с помощью кольцераскатной машины, могут быть сформованы даже в узких пределах допуска из предварительно заданных кольцевых заготовок без вмешательства оператора и поэтому воспроизводимым образом.
Параметры технологического процесса для управления кольцераскатной машиной получают на базе калибровочных образцов. В связи с этим, используются в точности те кольцевые заготовки, из которых должно изготавливаться последующее кольцевое изделие. Таким образом, параметры технологического процесса также определяются на базе поведения кольцевой заготовки при раскатке, а также материала, используемого для изготовления кольцевой заготовки, в дополнение к поведению при раскатке кольцераскатной машины в период раскатки такой кольцевой заготовки.
Эти параметры технологического процесса получают во время раскатки, так что на задание технологических окон влияют изменения, зависящие от периода раскатки, поведения материала заготовки и/или раскаточной машины. Мониторинг выполняется по меньшей мере по двум параметрам технологического процесса, которые выбираются из группы, содержащей следующие параметры технологического процесса: скорость увеличения диаметра кольца, осевое усилие раскатки, радиальное усилие раскатки, период раскатки и температура кольцевой заготовки во время технологических процессов раскатки. Также можно задать технологические окна для дальнейших параметров технологического процесса. Выбор по меньшей мере двух окон технологического процесса из имеющихся параметров технологического процесса, однако, кажется достаточным. Очевидно, что при большем количестве отслеживаемых параметров технологического процесса, для которых предварительно были заданы технологические окна, качество мониторинга повышается.
На задание технологических окон влияет реакция раскатной машины на изменения в управлении. В такой мере в данном контексте совершенно не релевантно, как определенная раскатная машина реагирует на предварительное управление и последующее управление, так как они управляются посредством калибровочных образцов в отношении желаемого результата раскатки - геометрии и текстуры - и изменяются, пока не будет получено кольцевое изделие с желаемыми характеристиками.
Исходя из параметров технологического процесса, которые определяются для раскатки калибровочных образцов, задаются технологические окна длящиеся весь период раскатки. Для этих технологические окон, которые соответственно ограничиваются нижней кривой заданных значений, используются те параметры технологического процесса, при которых изготавливаются предварительные раскатанные изделия, и которые удовлетворяют требованиям, установленным для последующего кольцевого изделия. Это можно выполнять, например, путем усреднения или определения огибающих кривых параметров технологического процесса, которые влияют на такое технологическое окно. Аналогичным образом, исходя из параметров технологического процесса для калибровочных образцов, заданные предварительно переменные управления, используемые для раскатки фактического кольцевого изделия, могут определяться по-разному. Используя нижнюю и верхнюю кривую заданных значений на базе технологического окна, можно также задать затраты энергии для технологического процесса раскатки на период раскатки.
Если технологические окна и, таким образом, заданные предварительно переменные управления определяются во время раскатки, затем может начаться фактический процесс изготовления, посредством которого кольцевые заготовки раскатываются на множестве этапов в желаемые кольцевые изделия. В случае многоэтапной раскатки, технологические окна задаются для каждого этапа раскатки.
В соответствии с первым предложенным решением отслеживаются параметры технологического процесса, которые влияют по меньшей мере на два предварительно заданных технологических окна. Однако только те кольцевые изделия отправляются на последующую работу с ними и/или обработку, текущие определенные параметры технологического процесса которых находятся в пределах предварительно заданного технологического окна. Кольцевые изделия, в которых определено отклонение в технологическом окне, таким образом, имеют дефекты и не отправляются на последующую работу с ними и/или обработку. Таким образом гарантируется, что только те кольцевые изделия отправляются на последующую работу с ними и/или обработку, которые удовлетворяют требуемым критериям. Здесь также содержится требование для периферийной непрерывной текстуры.
Из-за обычно различающегося поведения материала раскатываемой заготовки во время раскатки и параметров технологического процесса, в которых учитываются изменения в поведении кольцераскатной машины, кольцевые изделия могут изготавливаться в пределах узких диапазонов допусков, в частности, без требования вмешательства оператора в процесс раскатки.
В соответствии со вторым решением можно предвидеть, что кольцераскатная машина управляется во время раскатки при предварительно заданном периоде времени при заданных предварительно переменных управления, которые могут варьироваться в течение периода раскатки. Эти заданные предварительно переменные управления, таким образом, зависят от предварительно заданного технологического окна. Они могут быть отражены на кривой между верхней кривой заданных значений и нижней кривой заданных значений, при этом путь этого управления не обязательно должен соответствовать профилю технологического окна или его верхней и нижней кривой заданных значений. Таким образом, управление кольцераскатной машиной содержит поведение кольцевой заготовки при формовке и поведение машины во время раскатки. Поэтому также возможно воспроизводимо изготавливать кольцевые изделия в пределах узких пределов допусков в отношении геометрии и текстуры.
При разработке этого способа он объединяется с ранее описанным способом.
В этом способе есть особое преимущество в том, что кольцераскатная машина сама не требует сложных и дорогостоящих дополнений для изготовления кольцевых изделий в пределах особенно узких допусков в соответствии с требованиями воспроизводимости. Уже существующее управление кольцераскатной машиной может быть достаточным для мониторинга технологического процесса раскатки при изготовлении воспроизводимых кольцевых изделий. Преимущество также состоит в том, чтобы способ может быть реализован без риска образования крупных зерен. Такой локальный рост зерен можно избежать при соответствующей скорости формовки. И наконец, при раскатке колец на каждом этапе раскатки каждая область в поперечном сечении может обрабатываться с заданной скоростью формовки. При раскатке колец последний этап раскатки, который в процессе горячей штамповки отвечает за создание постоянных крупных зерен, может выполняться так, чтобы все области сечения кольца подвергались деформации, которая достаточна, чтобы эффективно устранить образование любого крупного зерна.
Технологические окна будут устанавливаться в соответствии с типичными параметрами технологического процесса, которые в любом случае отслеживаются со стороны кольцераскатной машины, и из этого выводятся соответствующие заданные предварительно переменные управления. Технологические окна содержат параметры технологического процесса, такие как скорость увеличения диаметра кольца или температура кольцевой заготовки, которые изменяются во время технологического процесса раскатки, как полученные в результате переменные, в то время как другие технологические окна, такими как осевое и/или радиальное усилие раскатки или период раскатки относятся к факторам, влияющим на результат раскатки. Предпочтительно технологические окна задаются параметрами технологического процесса каждой из обеих групп.
Помимо уже описанных преимуществ воспроизводимости, содержащихся в этой концепции раскатки колец, эти способы также имеют преимущество перед горячей штамповкой в том, что количество не используемого материала (отходы материалов) можно снизить до минимума. Также следует здесь отметить, что с этим способом раскатки колец можно получить геометрии, которые нельзя получить горячей штамповкой, такие как кольцевые канавки. По этой причине можно, например, изготавливать в том же процессе раскатки кольцевое изделие, которое содержит множество примеров фактического конечного изделия и, в частности, с зеркальной симметрией друг к другу. Так, одноэтапный процесс раскатки может обеспечить множественные первоначально соединенные кольцевые изделия, при этом после раскатки необходимо только разделить кольцевые изделия на отдельные изделия. Также такие изделия входят в объем данных вариантов осуществления как кольцевые изделия.
Способы, описанные выше, подходят, благодаря описанным свойствам, также для изготовления кольцевых изделий, сделанных из подверженных растрескиванию сплавов, таких как в случае со сплавами на основе никеля, например, такими как UDIMET® 720 или Inconel® 718. Так происходит из-за особой и очень адаптивной настройки этапов раскатки отдельных колец. Таким образом, применение этого способа - это изготовление кольцевых изделий, сделанных из таких сплавов, в частности, если эти кольцевые изделия используются в областях высокой нагрузки, таких как реактивные двигатели, например, в частности также для вращающихся компонентов.
Способы по формуле изобретения объясняются далее посредством схем.
В частности:
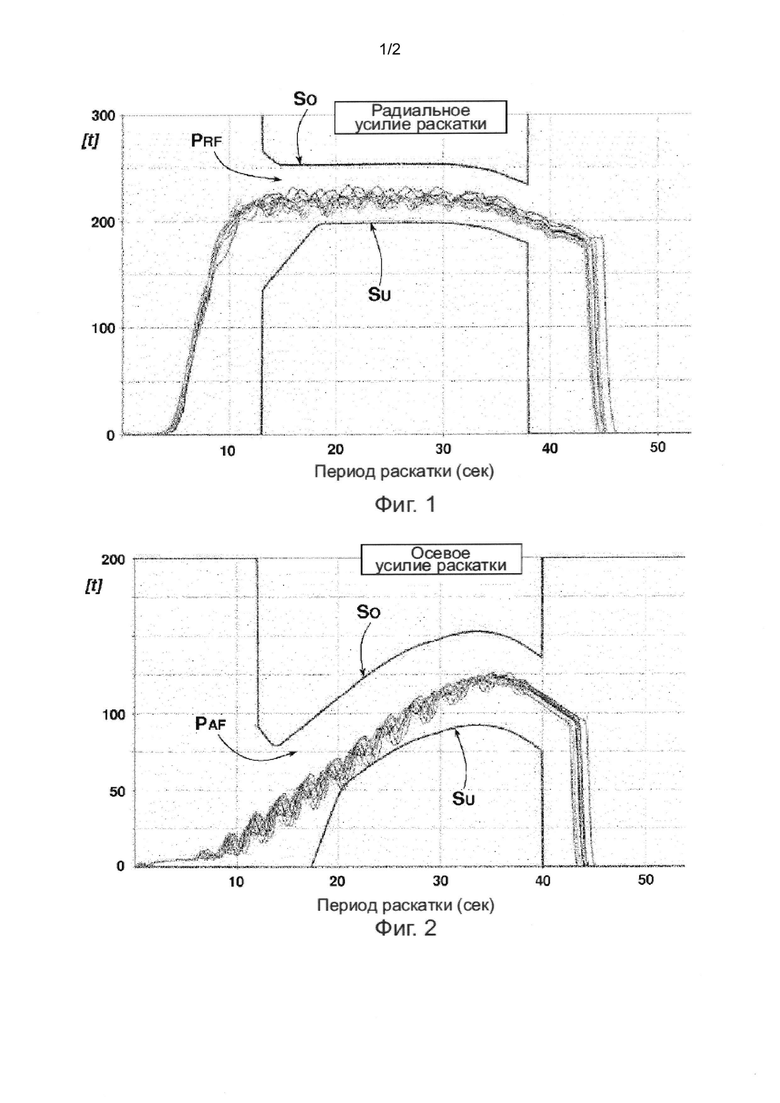
фиг. 1 - схема, показывающая радиальное усилие раскатки в течение периода раскатки,
фиг. 2 - схема, показывающая осевое усилие раскатки в течение периода раскатки,
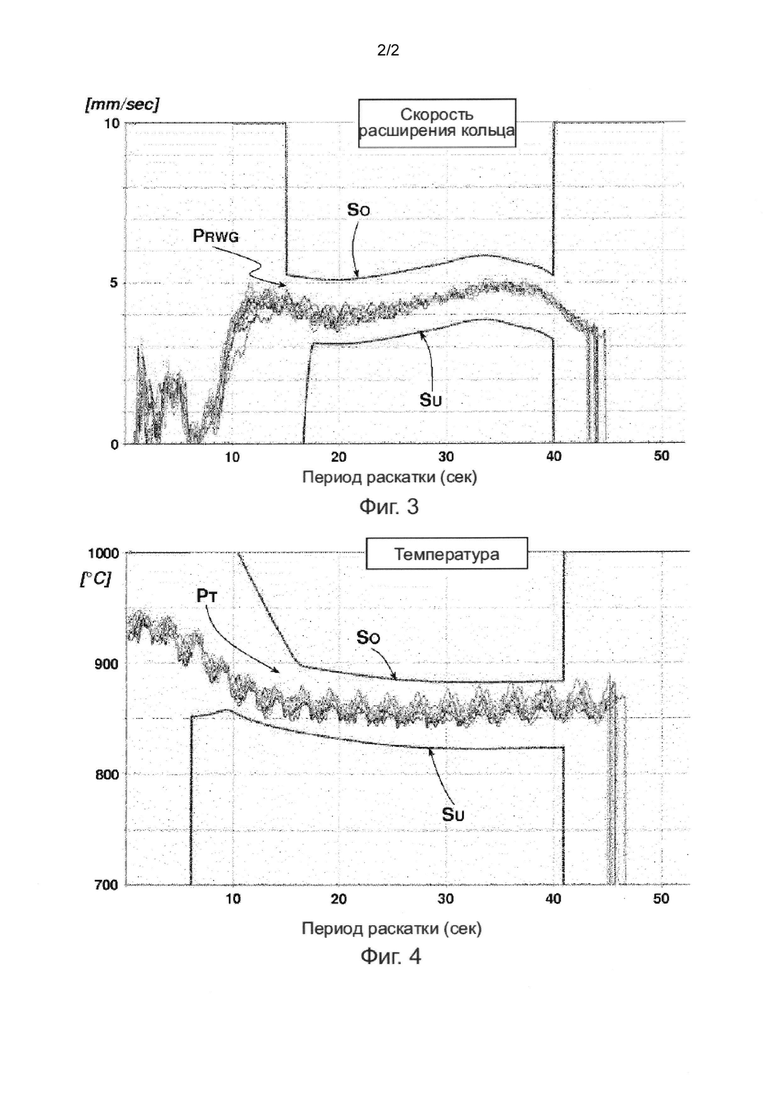
фиг. 3 - схема, показывающая скорость увеличения диаметра кольца в течение периода раскатки, и
фиг. 4 - схема, показывающая температуру заготовки для раскатки в течение периода раскатки.
Параметры технологического процесса для выполнения способа раскатки колец определяются в качестве заданных предварительно переменных управления с помощью калибровочных образцов, которые были получены из кольцевых заготовок, соответствующих тем, из которых также будут получены последующие кольцевые изделия. Для выполнения калибровочного испытания, чтобы сохранить количество калибровочных образцов на невысоком уровне, используются параметры технологического процесса, полученные в предыдущих моделированиях. Из установленного количества калибровочных образцов, раскатанных в кольцераскатной машине, используемой для изготовления кольцевых изделий, определяются параметры технологического процесса, которым необходимо соответствовать, чтобы последующий технологический процесс изготовления желаемых кольцевых изделий выполнялся без вмешательства оператора и в пределах желаемых пределов допусков. Используется радиально-осевая кольцераскатная машина. Выполняется оценка результатов этих калибровочных образцов, с которыми в пределах наблюдаемого этапа раскатки получен желаемый результат раскатки по геометрии и текстуре. Из параметров технологического процесса для калибровочных образцов в отношении определенных параметров технологического процесса были определены нижняя кривая заданных значений и верхняя кривая заданных значений, которые служат границами технологического окна. Каждая кольцевая заготовка, раскатанная при параметрах технологического процесса, которые находятся в пределах этих технологических окон, таким образом удовлетворяет требованиям, установленным для кольцевого изделия, формованного на этом этапе раскатки, в частности, в отношении геометрии и текстуры. Таким образом, только те кольцевые изделия, текущие параметры технологического процесса которых находятся в пределах предварительно заданного технологического окна, отправляются на последующую работу с ними и/или обработку.
На фиг. 1 показано технологическое окно для радиального усилия раскатки, которое находится между нижней кривой Su заданных значений и верхней кривой So заданных значений. Технологическое окно представлено на фиг. 1 со ссылкой на PRL. Кривая технологического окна PRL в течение периода раскатки показывает, что на этом этапе раскатки радиальное усилие раскатки не постоянно, но понижается к концу этапа раскатки, чтобы получить желаемый результат раскатки. Чтобы кольцевое изделие имело желаемые свойства в показанном примере, способ выполняется с учетом множественных технологических окон. Для процессов раскатки кольца для изготовления кольцевых изделий текущие параметры технологического процесса таким образом отслеживаются по предварительно заданным технологическим окнам, и в частности, чтобы удостовериться, что происходит обнаружение отклонений от одного или более технологического окна.
На фиг. 2 показана схема, соответствующая фиг. 1, на которой показано изменение осевого усилия раскатки за период раскатки. Соответствующее технологическое окно PAF, которое ограничивается огибающими кривыми, обусловленными нижней кривой заданных значений Su и верхней кривой заданных значений So, показывает, в отличие от технологического окна PRL, другой профиль в течение периода раскатки. Если для получения желаемых свойств радиальное усилие раскатки должно оставаться постоянным в пределах первого временного интервала вплоть до понижения, осевое усилие раскатки должно повышаться до максимума в течение периода раскатки, чтобы также снизиться на последнем этапе раскатки.
На обеих схемах фиг. 1 и 2 показаны кривые параметров технологического процесса кольцевых заготовок, раскатанных с помощью кольцераскатной машины, при этом кольцераскатная машина управлялась с помощью предварительно заданных переменных управления по радиальному и осевому усилиям раскатки в течение периода раскатки, чтобы кольцевое изделие удовлетворяло желаемым требованиям. Ширина колебаний соответственно наблюдаемых параметров технологического процесса - радиального и осевого усилий раскатки - главным образом является результатом управления с обратной связью со стороны машины для осевого и радиального зазора валков.
На фиг. 3 показана схема, на которой представлено технологическое окно PRGW для скорости увеличения диаметра кольца в течение периода раскатки. Технологическое окно PRGW было определено, как уже описывалось для технологических окон PRL and PAL. Также в отношении параметра технологического процесса скорости увеличения диаметра кольца на фиг. 3 показано, что чтобы получить желаемые качества кольцевого изделия, в этом конкретном примере осуществления увеличения диаметра кольца в течение периода раскатки не постоянно. Обычно для увеличения диаметра кольца существует неустановившийся период, который заканчивается приблизительно через восемь секунд после начала раскатки. Это происходит из-за эксцентриситета и/или неравного распределения материала в кольцевой заготовке. Это компенсируется в первые секунды раскатки.
На фиг. 4 показан требуемый профиль температуры, который должен соблюдаться для кольцевой заготовки, чтобы кольцевое изделие удовлетворяло требованиям, установленным для шага раскатки на схемах на базе технологического окна PT.
Мониторинг дальнейших параметров технологического процесса может осуществляться в дополнение к технологическим окнам PRL, PAL, PRGW и PT на схемах на фиг. 1-4.
Очевидно, что технологические окна, показанные как примеры на фигурах, относятся к конкретной геометрии кольцевой заготовки и кольцевому изделию, полученного из него, и что в случае изменения геометрии и/или материала технологических окон для получения соответствующей конструкции кольцевого изделия имеют другой профиль в течение периода раскатки. В случая кольцевых заготовок, показанных на фиг 1-4, они изготавливаются из сплава на основе никеля (Inconel® 718). Чтобы раскатанное изделие было мелкозернистым в соответствии с желаемыми требованиями, процесс раскатки осуществлялся при температуре δ-Solvus, как также видно в технологическом окне PT.
Также проводились испытания на кольцевых заготовках, сделанных из другого сплава на основе никеля, а именно сплаве UDIMET® 720. Результаты были удовлетворительны также для этого случая.
Далее представлены характеристики использованных для испытаний сплавов:
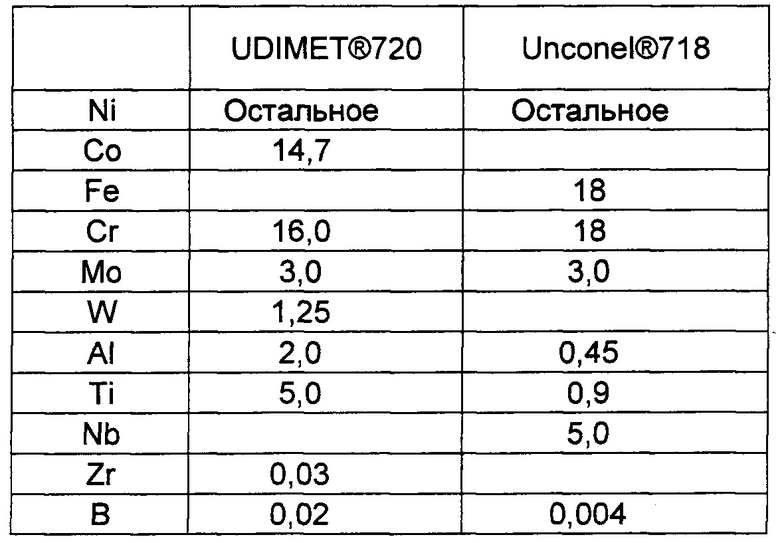
Кольцевые заготовки были получены из сплавов на основе никеля широко известным способом, в частности, дальнейшей обработкой штампованной заготовки, которая на первом этапе была обжата, далее отчеканена и просверлена на третьем этапе. Все технологические этапы были этапами горячей формовки.
Если кольцевые изделия, имеющие особенно мелкозернистую текстуру должны быть образованы из кольцевых заготовок, сделанных из сплава на основе никеля, тогда кольцевая заготовка должна предпочтительно пройти процесс обжатия, как уже сказано, так как в этом случае кольцевая заготовка имеет мелкое зерно в большом объеме.
При использовании технологического процесса раскатки профильных колец можно получить более сложные конструкции кольцевого изделия. В частности, чтобы предотвратить слишком быстрое остывание обнаженных участков, таких как более тонкие сегменты или края, необходимо, чтобы эти участки адаптивно и дополнительно нагревались при раскатке кольца.
Из-за раскатки колец, в частности, возможно сохранять минимальный уровень деформации по всему поперечному сечению раскатываемого изделия, чтобы эффективно подавлять образование крупных зерен.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Автоматическая линия для изготовления кольцевых заготовок | 1978 |
|
SU747596A1 |
| Способ изготовления кольцевых изделий | 2021 |
|
RU2780796C1 |
| Кольцераскатный роторный многошпиндельный автомат | 1976 |
|
SU656718A1 |
| Автоматическая поточная линия для производства заготорок колец крупногабаритных подшипников | 1974 |
|
SU519258A1 |
| Способ изготовления колец | 1989 |
|
SU1696070A1 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Способ управления раскаткой кольцевых заготовок | 1988 |
|
SU1590180A1 |
| Отключающее устройство к кольцераскатной машине | 1975 |
|
SU526435A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2168084C2 |
Изобретение относится к способу для воспроизводимого изготовления профилированного кольцевого изделия для применения во вращающихся агрегатах с помощью кольцераскатной машины, управляемой с использованием мониторинга технологического процесса, в частности, из металлической кольцевой заготовки такого характера, что оно подвержено растрескиванию. Способ содержит следующие шаги: определение по меньшей мере одного технологического окна, распространяющегося на период раскатки, в отношении предварительно выбранных параметров технологического процесса для конкретного кольцевого изделия, которому должна быть придана конечная форма с помощью этой кольцераскатной машины на базе калибровочных образцов, которым была придана конечная форма с помощью этой кольцераскатной машины, причем одно или более окно с технологическими параметрами технологического процесса, отслеживаемыми во время выполнения способа, задается параметрами технологического процесса для этих калибровочных образцов, прокатное изделие из которых удовлетворяет требованиям, которым должно удовлетворять кольцевое изделие, которое должно быть изготовлено, и раскатку кольцевых заготовок профилированным образом для изготовления изделий типа прокатных колец. Предварительно заданные параметры технологического процесса содержат по меньшей мере два из следующих параметров технологического процесса: скорость увеличения диаметра кольца, осевое усилие раскатки, радиальное усилие раскатки, период раскатки, температура кольцевой заготовки в течение технологического процесса раскатки. Также выполняется определение текущих параметров раскатки раскатанной заготовки в отношении по меньшей мере двух выбранных параметров технологического процесса и выполняется оценка, чтобы гарантировать, находятся ли эти параметры технологического процесса в пределах заданного технологического окна, и только те кольцевые изделия, которые были раскатаны с параметрами технологического процесса, которые входят в окно с технологическими параметрами, пропускаются для дальнейшей работы с ними и/или обработки. Также предложен вариант способа. Изобретение позволяет изготавливать детали с наивысшими требованиями по свойствам и пределам допусков при выполнении требования воспроизводимости. 2 н. и 7 з.п. ф-лы, 4 ил., 1 табл.
1. Способ для воспроизводимого изготовления профилированного кольцевого изделия для применения во вращающихся агрегатах с помощью кольцераскатной машины, управляемой с использованием мониторинга технологического процесса, в частности, из металлической кольцевой заготовки такого характера, что оно подвержено растрескиванию, содержит следующие шаги:
определение по меньшей мере одного технологического окна, распространяющегося на период раскатки, в отношении предварительно выбранных параметров технологического процесса для конкретного кольцевого изделия, которому должна быть придана конечная форма с помощью этой кольцераскатной машины на базе калибровочных образцов, которым была придана конечная форма с помощью этой кольцераскатной машины, отличающееся тем, что одно или более окно с технологическими параметрами технологического процесса, отслеживаемыми во время выполнения способа, задается параметрами технологического процесса для этих калибровочных образцов, прокатное изделие из которых удовлетворяет требованиям, которым должно удовлетворять кольцевое изделие, которое должно быть изготовлено, отличающееся тем, что предварительно заданные параметры технологического процесса содержат по меньшей мере два из следующих параметров технологического процесса:
скорость увеличения диаметра кольца,
осевое усилие раскатки,
радиальное усилие раскатки,
период раскатки,
температура кольцевой заготовки в течение технологического процесса раскатки, и следующим шагом
раскатка кольцевых заготовок профилированным образом для изготовления изделий типа прокатных колец, отличающаяся тем, что выполняется определение текущих параметров раскатки раскатанной заготовки в отношении по меньшей мере двух выбранных параметров технологического процесса, и выполняется оценка, чтобы гарантировать, находятся ли эти параметры технологического процесса в пределах заданного технологического окна, и только те кольцевые изделия, которые были раскатаны с параметрами технологического процесса, которые входят в окно с технологическими параметрами, пропускаются для дальнейшей работы с ними и/или обработки.
2. Способ для воспроизводимого изготовления профилированного кольцевого изделия для применения во вращающихся агрегатах с помощью кольцераскатной машины, управляемой с использованием мониторинга технологического процесса, в частности, из металлической кольцевой заготовки такого характера, что оно подвержено растрескиванию, содержит следующие шаги:
определение по меньшей мере одного технологического окна, длящегося в течение периода раскатки, в отношении предварительно выбранных параметров технологического процесса для конкретного кольцевого изделия, которому должна быть придана конечная форма с помощью этой кольцераскатной машины на базе калибровочных образцов, которым эта кольцераскатная машина придала их конечную форму, отличающееся тем, что одно или более окно с технологическими параметрами технологического процесса, отслеживаемыми во время выполнения способа, задается параметрами технологического процесса для этих калибровочных образцов, прокатное изделие из которых удовлетворяет требованиям, которым должно удовлетворять изготавливаемое кольцевое изделие, отличающееся тем, что предварительно заданные параметры технологического процесса содержат по меньшей мере два из следующих параметров технологического процесса:
скорость увеличения диаметра кольца,
осевое усилие раскатки,
радиальное усилие раскатки,
период раскатки,
температура кольцевой заготовки в течение технологического процесса раскатки, и следующим шагом
раскатка кольцевых заготовок профилированным образом для изготовления изделий типа прокатных колец, отличающаяся тем, что по меньшей мере один параметр технологического процесса, влияющий на окно с технологическими параметрами, используется как пилотная переменная для управления процессом раскатки с машинной стороны.
3. Способ по п. 2, отличающийся тем, что текущие параметры раскатки раскатываемой заготовки определяются в отношении по меньшей мере двух выбранных параметров технологического процесса и затем оцениваются, чтобы оценить, находятся ли эти параметры технологического процесса в пределах предварительно заданного технологического окна, и что только те кольцевые изделия отправляются для дальнейшей работы с ними и/или обработки, которые были раскатаны с параметрами технологического процесса, которые входят в окно с технологическими параметрами.
4. Способ по любому из пп. 1-3, отличающийся тем, что кольцевая заготовка в течение периода раскатки кольца имеет температуру, которая только немного ниже ее температуры растворения или которая поддерживается на такой температуре, при которой в течение технологического процесса раскатки кольцевая заготовка нагревается повторно один или множество раз.
5. Способ по любому из пп. 1-4, отличающийся тем, что в течение раскатки кольцевой заготовки области поперечного сечения, которые подвергаются быстрому охлаждению, нагреваются повторно.
6. Способ по любому из пп. 1-5, отличающийся тем, что первые калибровочные образцы раскатываются в кольцераскатной машине с параметрами технологического процесса, полученными из моделирования.
7. Способ по любому из пп. 1-6, отличающийся тем, что кольцевые заготовки изготавливаются из сплава на основе никеля.
8. Способ по п. 7, отличающийся тем, что способ выполняется на кольцевых заготовках, сделанных из сплава UDIMET® 720 или Inconel® 717.
9. Способ по любому из пп. 1-8, отличающийся тем, что из кольцевых заготовок вращающаяся деталь двигателя, такая как диск турбины, изготавливается как кольцевое изделие.
| JP 2000071039 А, 07.03.2000 | |||
| JP 2007301604 А, 22.11.2007 | |||
| JP 54155977 А, 08.12.1979 | |||
| Антифунгальное вещество и способ его получения | 1972 |
|
SU618111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕЦ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2349410C2 |

