Изобретение относится к машинам для экструдирования материалов и может быть использовано для компактирования материала с различными физико-механическими свойствами в строительной, химической, пищевой и других отраслях промышленности.
Известна конструкция прессового гранулятора (экструдера) с плоской матрицей (патент на изобретение RU 2527998, B01J 2/20, опубликовано 10.09.2014 Бюл. №25), содержащего корпус, в котором установлены перфорированная матрица с профилированными каналами, прокатывающие ролики, укрепленные на вертикальном приводном валу посредством втулки с упругим элементом, и патрубки для загрузки исходного сырья и выгрузки гранул, причем матрица выполнена разъемной из двух скрепленных между собой перфорированных дисков с пазами в нижнем диске и снабжена гибкими нагревательными элементами.
Недостатком этой конструкции является ее низкая эффективность, вызванная отсутствием возможности быстрой замены матрицы в случае необходимости изменения геометрических параметров фильер, что сужает спектр прессуемых материалов, а также ремонтосложность матрицы, т.к. она состоит из единого диска.
Наиболее близким к предлагаемому изобретению техническим решением, принятым за прототип, является конструкция пресс-гранулятора (экструдера) для изготовления гранул (патент на изобретение RU 2564185, B30B 11/28, опубликовано 27.09.2015 Бюл. №27). Пресс-гранулятор содержит обкатывающие матрицу ролики (прессующие валки) с приводным устройством и разборную матрицу с множеством отверстий (цилиндрических фильер). Матрица состоит из радиально расположенных и поддерживаемых опорным устройством матричных сегментов (съемных формующих элементов).
С существенными признаками изобретения совпадает следующая совокупность признаков прототипа: разборная матрица с цилиндрическими фильерами, съемные формующие элементы, расположенные радиально и поддерживаемые опорным устройством, прессующие валки с приводным устройством.
Недостатками этой конструкции являются: ее низкая эффективность вследствие плохих условий захвата и нагнетания в фильеры материала, износа рабочей поверхности из-за проскальзывания слоя материала относительно сегментов, возможность попадания металлических включений в перерабатываемый продукт, высокие энергозатраты вследствие отсутствия возможности регулирования направления силовых воздействий со стороны прессующих валков, высокая теплопроводность конструкции.
Задачей предлагаемого изобретения является уменьшение энергоемкости процесса экструдирования и износа рабочей поверхности за счет увеличения эффективности экструдера.
Это достигается тем, что пресс-валковый экструдер со съемными формующими элементами содержит установленную в нем разборную матрицу с цилиндрическими фильерами и прессующие валки с приводным устройством. Матрица состоит из съемных формующих элементов, которые расположены радиально и поддерживаются опорным устройством. Валки выполнены составными из съемных Н-образных металлокерамических элементов, сопряженных с прорезиненными крепежными вставками. Прорезиненные крепежные вставки углублены и жестко закреплены на металлической основе. Съемные формующие элементы матрицы образованы из смежно установленных парами металлокерамических элементов. На наружной рабочей поверхности съемных формующих элементов выполнены полуокружностные углубления. Ось полуокружностных углублений съемных формующих элементов расположена перпендикулярно беговой дорожке валков. Диаметр фильер равен dф=(0,2÷0,6)Dф.э., где Dф.э. - диаметр полуокружностных углублений.
Для экструдирования материала с различными физико-механическими свойствами пресс-валковый экструдер снабжен элементами, которые установлены ниже съемных формующих элементов и сопряжены с ними по дугообразной поверхности с обеспечением возможности отклонения съемных формующих элементов от вертикального положения на угол не более 7°.
Для обеспечения надежного крепления съемных формующих элементов матрицы с возможностью поворота относительно вертикальной оси фильер, формующие элементы могут иметь цилиндрические выступы, которыми они установлены в пазы металлического составного бандажа.
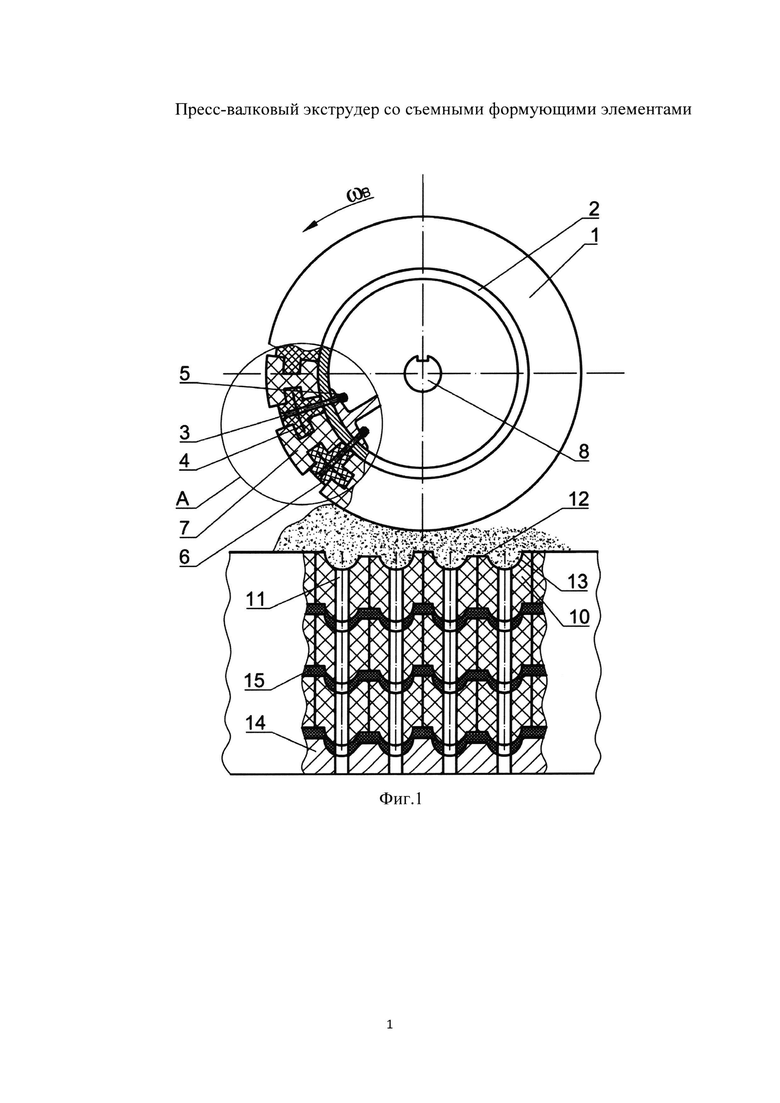
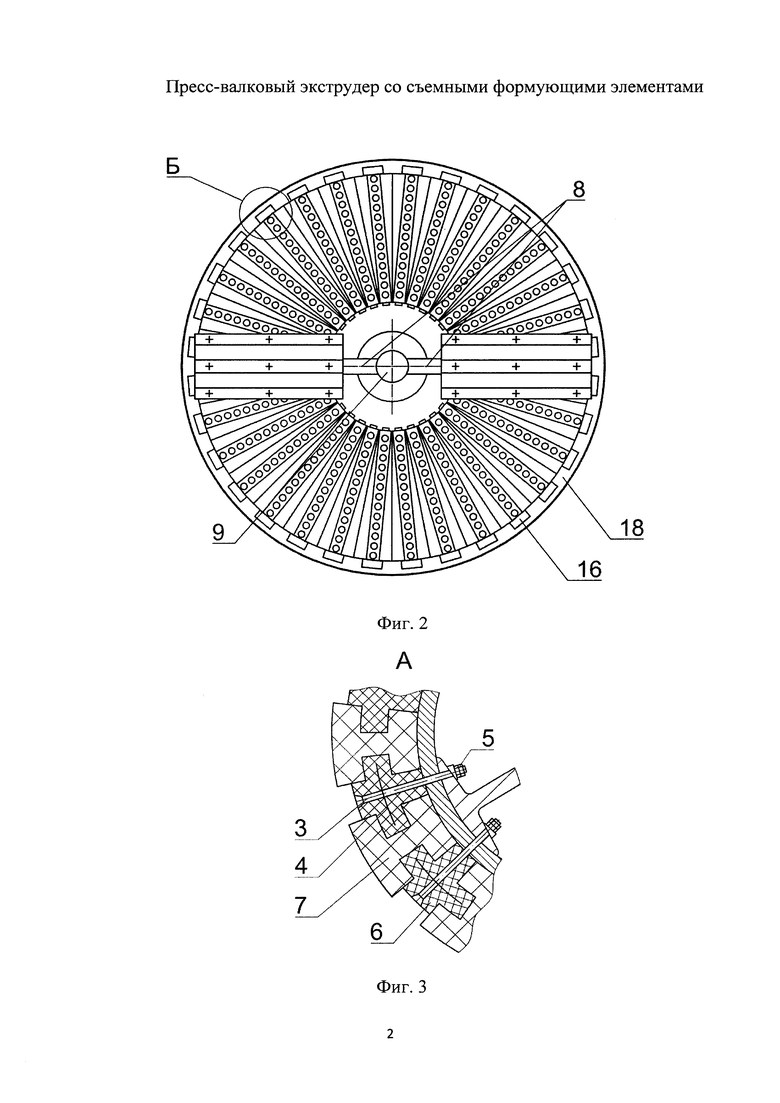
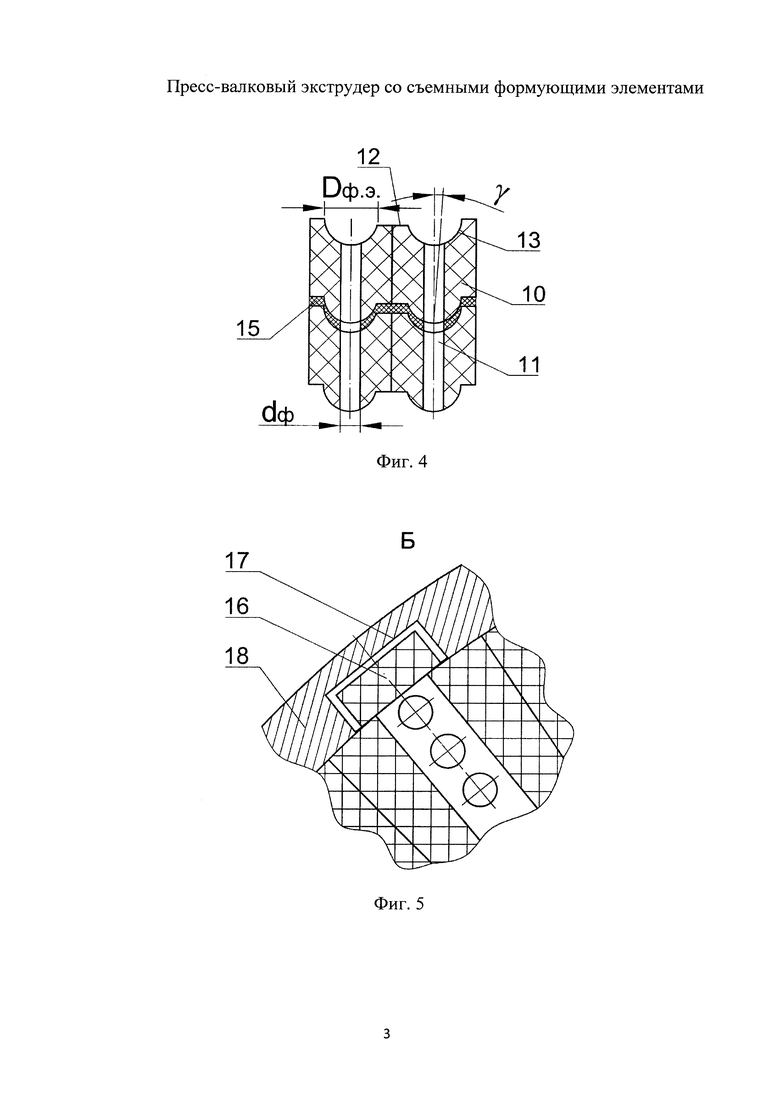
Изобретение поясняется чертежом, где на фиг. 1 изображен общий вид матрицы и валков пресс-валкового экструдера; на фиг. 2 - вид сверху; на фиг. 3 - вид А фиг. 1 (составные части прессующего валка); на фиг. 4 - блок матрицы, состоящий из съемных формующих элементов и резиновых прокладок; на фиг. 5 - вид Б фиг. 2 (крепление формующих элементов).
Пресс-валковый экструдер со съемными формующими элементами содержит прессующие валки 1. Они состоят из металлической основы 2, на которой жестко закреплены, например с помощью болтов 3, металлических пластин 4 и гаек 5, прорезиненные крепежные вставки 6, сопряженные с Н-образными металлокерамическими элементами 7. Валки 1 закреплены на горизонтальных водилах 8 с возможностью вращения. Водила установлены на вертикальном валу 9, расположенном в центре неподвижной разборной матрицы. Матрица состоит из смежно установленных парами съемных формующих металлокерамических элементов 10, в которых выполнены цилиндрические фильеры 11. На наружной рабочей поверхности формующих элементов изготовлены перемычки 12 и полуокружностные углубления 13,
расположенные перпендикулярно беговой дорожке валков. Съемные формующие элементы 10 расположены радиально и поддерживаются опорным устройством 14.
Диаметр фильер 11 dф=(0,2÷0,6)Dф.э., где Dф.э - диаметр полуокружностных углублений 13. При таком соотношении угол, образованный верхними кромками фильер 11 и полуокружностных углублений 13, отвечает оптимальным условиям захвата и нагнетания материала. При большем соотношении материал будет скользить по поверхности матрицы, при меньшем - забиваться в углублениях. Для экструдирования материала с различными физико-механическими свойствами, а также для уменьшения энергозатрат процесса экструдирования путем улучшения условий захвата и нагнетания материала в фильеры 11, съемные формующие элементы 10 матрицы чередуются по вертикали с резиновыми прокладками 15 и имеют сопряжения с установленными ниже элементами по дугообразной поверхности с обеспечением возможности отклонения съемных формующих элементов от вертикального положения на угол γ не более 7°. Допустимое значение угла поворота γ зависит от геометрических параметров съемных формующих элементов. При значении γ>7° может произойти заклинивание системы, а также будет наблюдаться интенсивный износ элементов. Формующие элементы имеют цилиндрические выступы 16 на своей боковой поверхности, которыми они установлены в пазы 17 металлического составного бандажа 18.
Устройство работает следующим образом: на рабочую поверхность съемных формующих металлокерамических элементов 10, поддерживаемых опорным устройством 14, подается экструдируемый материал, например ЦБО, и сжимается набегающими прессующими валками 1, состоящими из металлической основы 2, на которой жестко закреплены, например, с
помощью болтов 3, металлических пластин 4 и гаек 5, прорезиненные крепежные вставки 6, сопряженные с Н-образными металлокерамическими элементам 7. Крепление на металлической основе прорезиненных вставок, чередующихся с Н-образными металлокерамическими элементами, позволяет обеспечить надежное соединение элементов валков, создать развитую рабочую поверхность, что улучшит условия захвата и нагнетания материала в фильеры. Использование прорезиненных вставок обеспечивает устранение концентрации напряжений при возникновении перегрузок, а также самоочищение валков. Вертикальный вал 9, вращаясь, приводит в движение прессующие валки 1, с помощью горизонтальных водил 8. Пока давление на материал в зоне прессования не превышает противодавления со стороны фильер 11, над перемычками 12 и над фильерами 11 действует одинаковое усилие прессования. При дальнейшем уплотнении материал, находящийся над фильерами 11, проталкивается в последние, а материал над перемычками 12 сжимается и за счет оптимального соотношения, при котором dф=(0,2÷0,6)Dф.э., выдавливается по наклонным поверхностям полуокружностных углублений 13 в фильеры 11, где формуется в гранулы. Наличие полуокружностных углублений на рабочей поверхности съемных формующих элементов позволяют улучшить условия захвата и нагнетания материала в фильеры, исключая его проскальзывания по поверхности матрицы, тем самым уменьшая энергозатраты процесса экструдирования. При необходимости, съемные формующие элементы, поворачиваясь относительно оси цилиндрических выступов 16 в пазах 17 составного бандажа 18, скользят по резиновым прокладкам 15 и отклоняются от вертикального положения на угол γ.
Использование пресс-валкового экструдера с предложенными съемными формующими элементами позволяет улучшить условия захвата и нагнетания материала в фильеры, что снизит энергоемкость процесса экструдирования, уменьшит интенсивность износа поверхности матрицы, а, следовательно, повысит эффективность и увеличит долговечность экструдера.
Использование съемных металлокерамических формующих элементов позволит значительно упростить проведение ремонта, что снизит его стоимость и металлоемкость конструкции.
Использование пресс-валкового экструдера со съемными формующими элементами обеспечивает следующие преимущества:
1. Улучшение условий захвата и нагнетания в фильеры экструдируемого материала.
2. Повышение износостойкости рабочей поверхности матрицы.
3. Снижение металлоемкости, стоимости и ремонтосложности матрицы, уменьшение массы конструкции.
4. Уменьшение теплопроводности и возможности термоэкструдирования техногенных композиционных смесей с органическим связующим.
5. Расширение диапазона экструдируемых материалов за счет использования съемных формующих элементов из композиционных металлокерамических материалов (методами прессования или литья).
6. Обеспечение возможности использования прессующих валков с формующей поверхностью сопряженной с упругим материалом, обеспечивающих при экструдировании реализацию создаваемых напряжений.
7. Исключение попадания металлосодержащих материалов в перерабатываемый продукт.
8. Обеспечение возможности экструдирования материалов с различными физико-механическими характеристиками и реологическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ВАЛКОВЫЙ ЭКСТРУДЕР | 2002 |
|
RU2207247C1 |
| Валковый пресс для брикетирования порошкообразных материалов | 1978 |
|
SU742133A1 |
| ЭЛЕКТРОПРОВОДНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА И УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПРОФИЛИРОВАННЫХ ЭЛЕМЕНТОВ, ВЫПОЛНЕННЫХ ЭЛЕКТРОПРОВОДНЫМИ | 1999 |
|
RU2225299C2 |
| УСТРОЙСТВО И СПОСОБ ПЕРЕРАБОТКИ ТЕХНОГЕННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ ДЛЯ ПОЛУЧЕНИЯ ФИБРОНАПОЛНИТЕЛЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2692624C1 |
| РОТОРНО-ЦЕНТРОБЕЖНЫЙ АГРЕГАТ КОМБИНИРОВАННОГО ДЕЙСТВИЯ ДЛЯ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ И МИНЕРАЛЬНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2724667C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473421C1 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 1998 |
|
RU2133673C1 |
| ПРЕСС-ЭКСТРУДЕР | 2008 |
|
RU2353522C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕМЕНТА ПНЕВМАТИЧЕСКОЙ ШИНЫ НА ОСНОВЕ КАУЧУКОВЫХ СМЕСЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2254239C2 |
Изобретение относится к машинам для экструдирования и может быть использовано для компактирования материалов с различными физико-механическими свойствами. Пресс-валковый экструдер содержит установленную разборную матрицу с цилиндрическими фильерами и прессующие валки с приводным устройством. Матрица состоит из съемных формующих элементов, которые расположены радиально и поддерживаются опорным устройством. Валки выполнены составными из съемных Н-образных металлокерамических элементов, сопряженных с прорезиненными крепежными вставками. Вставки углублены и жестко закреплены на металлической основе. Съемные формующие элементы матрицы образованы из смежно установленных парами металлокерамических элементов. На наружной рабочей поверхности указанных элементов выполнены полуокружностные углубления. Ось углублений расположена перпендикулярно беговой дорожке валков. В результате обеспечивается уменьшение энергоемкости процесса экструдирования и износа его рабочей поверхности. 2 з.п. ф-лы, 5 ил.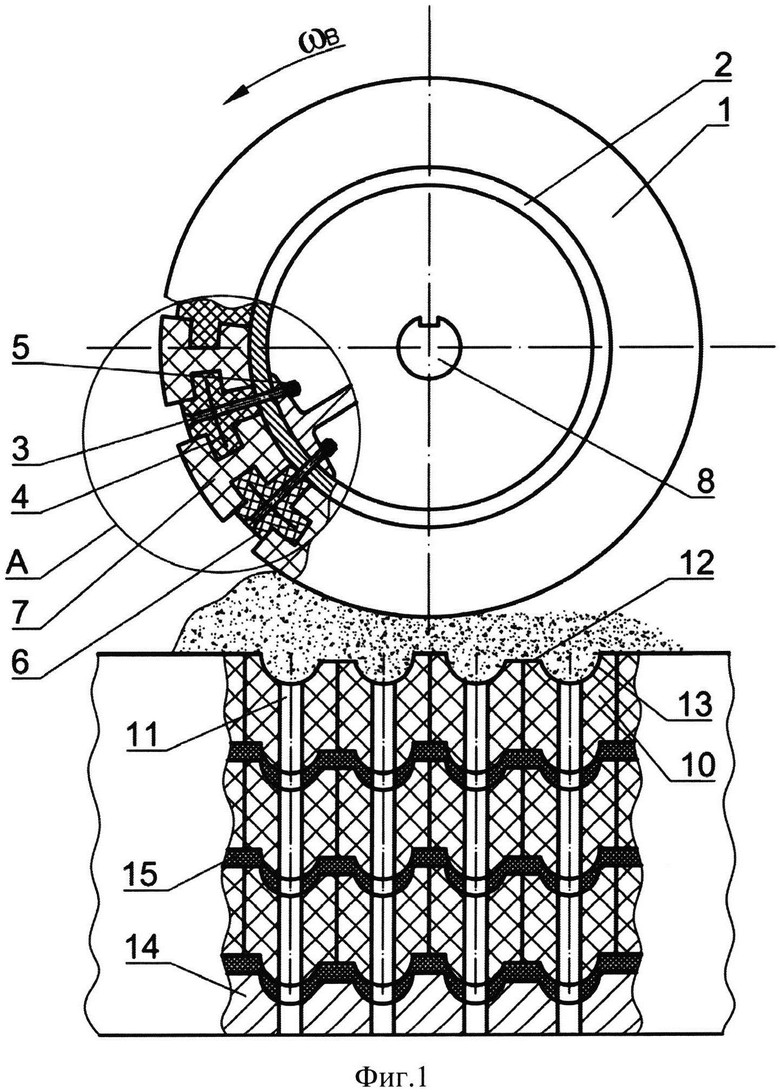
1. Пресс-валковый экструдер со съемными формующими элементами, содержащий установленную в нем разборную матрицу с цилиндрическими фильерами, состоящую из съемных формующих элементов, расположенных радиально и поддерживаемых опорным устройством, и прессующие валки с приводным устройством, отличающийся тем, что прессующие валки выполнены составными из съемных Н-образных металлокерамических элементов, сопряженных с прорезиненными крепежными вставками, которые углублены и жестко закреплены на металлической основе, съемные формующие элементы матрицы образованы из смежно установленных парами металлокерамических элементов с выполненными на своей наружной рабочей поверхности полуокружностными углублениями, которые расположены перпендикулярно беговой дорожке валков, диаметр фильер равен dф=(0,2÷0,6)Dф.э., где Dф.э. - диаметр полуокружностных углублений.
2. Пресс-валковый экструдер по п. 1, отличающийся тем, что он снабжен элементами, установленными ниже съемных формующих элементов и сопряженными с ними по дугообразной поверхности с обеспечением возможности отклонения съемных формующих элементов от вертикального положения на угол не более 7°.
3. Пресс-валковый экструдер по п. 1, отличающийся тем, что съемные формующие элементы разборной матрицы имеют цилиндрические выступы, которыми они установлены в пазы металлического составного бандажа.
| ПРЕСС-ГРАНУЛЯТОР ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ | 2010 |
|
RU2564185C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО МНОГОКОМПОНЕНТНОГО УДОБРЕНИЯ | 2001 |
|
RU2226124C2 |
| ПРЕСС-ГРАНУЛЯТОР ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ | 2010 |
|
RU2568549C2 |
| JP 59059240 A, 05.04.1984 | |||
| JP 61120627 A, 07.06.1986. | |||

