ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к горячекатаной стали.
Испрашивается приоритет согласно японской патентной заявке № 2015-205436, поданной 19 октября 2015 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Компоненты для двигателя и компоненты для системы подвески транспортного средства получаются путем формования стали горячей ковкой и произвольной термообработки (в дальнейшем называемой термическим улучшением), такой как закалка и отпуск стали. Далее компонент, подвергнутый термическому улучшению, упоминается как термообработанный компонент, а компонент, не подвергнутый термическому улучшению, упоминается как не термообработанный компонент. В обоих случаях обеспечиваются механические свойства, необходимые для используемого компонента. В последнее время, учитывая экономическую эффективность производства, стали широко использоваться компоненты, получаемые путем исключения термического улучшения, то есть не термообработанные компоненты.
[0003]
В качестве одного примера компонента для двигателя транспортного средства используется шатун. Этот компонент является компонентом, который передает энергию путем преобразования возвратно-поступательного движения поршня во вращательное движение коленчатого вала в двигателе. Шатун имеет головку и стержневую часть, собирается с коленчатым валом путем его закрепления на эксцентрической части коленчатого вала, которая называется шейкой вала, которая располагается между головкой и стержневой частью, и соответственно энергия передается механизмом вращения и скольжения вдоль шейки коленчатого вала.
[0004]
Для того, чтобы улучшить совместимость головки и стержневой части, при производстве типичного шатуна необходимо сглаживать контактирующие поверхности головки и стержневой части. В дополнение к этому, при закреплении шейки вала, расположенной между головкой и стержневой частью, необходимо позиционировать головку и стержневую часть. Таким образом, при производстве типичного шатуна необходимо обеспечить углубления и выступы для позиционирования на контактирующих поверхностях головки и стержневой части. Механическая обработка для сглаживания контактирующих поверхностей и для обеспечения углублений и выступов на контактирующих поверхностях вызывает увеличение времени производства и затрат на производство шатуна. Для того, чтобы исключить механическую обработку для обеспечения углублений и выступов, в последнее время стал широко использоваться шатун c колотым разъемом.
[0005]
Шатун c колотым разъемом представляет собой компонент, получаемый способом формования стали в такую форму, в которой головка и стержневая часть объединены с помощью горячей ковки и т.п., обеспечивая вырез на части, соответствующей границе между головкой и стержневой частью, а затем разрушения раскалыванием. Контактирующие поверхности головки и стержневой части, получаемые этим способом, являются поверхностями разрушения, имеющими углубления и выступы, получающиеся при разрушении раскалыванием. Путем подгонки разрушенных раскалыванием поверхностей разрушения возможно выполнить позиционирование при сборке шатуна с коленчатым валом. Таким образом, при производстве шатуна c колотым разъемом возможно исключить как механическую обработку для увеличения соответствия контактирующих поверхностей, так и механическую обработку для обеспечения углублений и выступов на контактирующих поверхностях для позиционирования. Следовательно, при использовании шатуна c колотым разъемом возможно значительно сократить количество обрабатываемых компонентов и значительно улучшить экономическую эффективность производства.
[0006]
Марка C70S6, производимая в соответствии со стандартом DIN, распространена в Европе и в Америке в качестве стали, используемой для шатуна c колотым разъемом. C70S6 представляет собой высокоуглеродистую не термообработанную сталь, имеющую содержание C 0,7 мас.%, и ее металлографическая структура формируется из структуры перлита, имеющей низкую пластичность и ударную вязкость, для того, чтобы предотвратить изменение размеров во время раскалывания. Сталь C70S6 имеет небольшую величину пластической деформации около поверхности разрушения во время разрушения, и таким образом получаются превосходные свойства разрушения раскалыванием. Свойства разрушения раскалыванием стали представляют собой индекс оценки свойств подгонки между поверхностями разрушения стали, получаемыми путем раскалывания стали. Считается, что сталь, имеющая малую величину искривления около поверхностей разрушения, большую долю площади хрупкого разрушения поверхности разрушения и небольшое количество осколков, образующихся во время разрушения, имеет превосходные свойства разрушения раскалыванием. Однако поскольку структура стали C70S6 является грубой по сравнению со структурой феррит-перлит среднеуглеродистой не термообработанной стали, которая является типичной сталью для шатуна, отношение предела текучести к пределу прочности (предел текучести/прочность при растяжении) является низким, и таким образом сталь C70S6 не может быть использована для высокопрочного шатуна, в котором требуется высокая прочность на продольный изгиб.
[0007]
Для того, чтобы увеличить отношение предела текучести стали к пределу прочности, необходимо поддерживать содержание углерода в стали низким и увеличивать ферритную фазу стали. Однако в том случае, когда ферритная фаза стали увеличивается, пластичность стали улучшается, и величина пластической деформации около поверхности разрушения во время разрушения и расщепления увеличивается. Соответственно, возникают проблемы качества деталей, заключающиеся в том, что увеличивается искривление скользящей части головки шатуна, прикрепляемой к шейке коленчатого вала, и ее круглость уменьшается.
[0008]
В дополнение к этому, благодаря увеличению мощности двигателей из-за распространения мощных дизельных двигателей или турбодвигателей, возникает потребность в предотвращении смещения головки и стержневой части шатуна, то есть, потребность в улучшении свойств подгонки, улучшения силы закрепления и т.п. Среди них улучшение свойств подгонки эффективно осуществляется путем управления структурой стали так, чтобы углубления и выступы на разрушаемых раскалыванием поверхностях (поверхностях разрушения) имели увеличенный размер.
[0009]
Некоторые не термообработанные стали были предложены в качестве стали, подходящей для разрушаемого раскалыванием типа шатуна, имеющего высокую прочность. Патентные документы 1 и 2 раскрывают технологию улучшения свойств разрушения раскалыванием за счет добавления большого количества увеличивающего хрупкость элемента, такого как Si или P, чтобы уменьшить податливость и ударную вязкость материала. Патентные документы 3 и 4 раскрывают технологию уменьшения пластичности и ударной вязкости феррита за счет использования дисперсионного упрочнения частицами второй фазы для улучшения свойств разрушения раскалыванием. В дополнение к этому, Патентные документы 5-7 раскрывают технологию управления формой сульфида Mn в стали для улучшения свойств разрушения раскалыванием.
[0010]
В этих технологиях величина искривления разрушаемых раскалыванием деталей уменьшается, но материалы становятся хрупкими. Соответственно в стали, получаемой с помощью этих технологий, во время разрушения и расщепления или во время подгонки поверхностей разрушения друг к другу образуются осколки. Когда образуются осколки поверхностей разрушения, происходит смещение положения подгоняемой части, и таким образом подгонка не может быть выполнена с превосходной точностью. В частности, если размеры углублений и выступов на поверхностях разрушения увеличиваются, частота образования осколков или трещин во время разрушения увеличивается. Следовательно, требуется сталь, которая может одновременно удовлетворить как требование увеличения размера углублений и выступов поверхностей разрушения, так и требование предотвращения образования осколков и трещин во время разрушения. В качестве решения для предотвращения образования осколков и трещин была предложена технология уменьшения сегрегации V, раскрытая в Патентном документе 8. V является химическим элементом, добавляемым для достижения высокой прочности.
[0011]
Однако в дополнение к сегрегации V есть и другие причины образования осколков и трещин. На практике в том случае, когда размеры углублений и выступов поверхностей разрушения являются чрезмерно увеличенными, частота образования осколков и трещин имеет тенденцию к увеличению. Причина этого заключается в том, что когда формируются углубления и выступы поверхностей разрушения в направлении растяжения, также формируются трещины или углубления, растущие в направлении поверхности разрушения. Считается, что при подгонке поверхностей разрушения друг к другу и применении усилия к поверхностям разрушения для плотного соединения поверхностей разрушения друг с другом трещины или углубления, выросшие в направлении к поверхности разрушения, могут стать местами концентрации напряжений, и небольшое разрушение может произойти в этой части. В то же время для того, чтобы улучшить свойства подгонки между поверхностями разрушения, необходимо, чтобы размеры углублений и выступов поверхностей разрушения были увеличены. Как было описано выше, улучшение свойств подгонки за счет увеличения размеров углублений и выступов поверхностей разрушения и предотвращение образования осколков и трещин противоречат друг другу, и одновременное достижение обоих эффектов не было достигнуто с помощью используемых в настоящее время способов.
[0012]
В дополнение к этому, при производстве шатуна важна обрабатываемость резанием для выполнения сверления и т.п. Улучшение обрабатываемости резанием улучшает эффективность работы, и может быть получен большой экономический эффект за счет повышения производительности. Таким образом, в раскалываемом шатуне необходимо улучшить обрабатываемость резанием без ухудшения механических свойств.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0013]
[Патентный документ 1] Японский патент № 3637375
[Патентный документ 2] Японский патент № 3756307
[Патентный документ 3] Японский патент № 3355132
[Патентный документ 4] Японский патент № 3988661
[Патентный документ 5] Японский патент № 4314851
[Патентный документ 6] Японский патент № 3671688
[Патентный документ 7] Японский патент № 4268194
[Патентный документ 8] Японский патент № 5522321
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0014]
Настоящее изобретение создано с учетом этих обстоятельств, и задача настоящего изобретения состоит в том, чтобы предложить горячекатаную сталь и стальной компонент, в которых величина искривления около поверхности разрушения во время разрушения и раскалывания является небольшой, размеры углублений и выступов на поверхностях разрушения увеличены для улучшения свойств подгонки, количество образующихся на поверхностях разрушения осколков ограничено, а обрабатываемость резанием является превосходной.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0015]
Суть настоящего изобретения заключается в следующем.
[0016]
(1) В соответствии с одним аспектом настоящего изобретения предлагается горячекатаный стальной материал, в котором химический состав включает в себя С: от 0,35 мас.% до 0,45 мас.%, Si: от 0,6 мас.% до 1,0 мас.%, Mn: от 0,60 мас.% до 0,90 мас.%, P: от 0,010 мас.% до 0,035 мас.%, S: от 0,06 мас.% до 0,10 мас.%, Cr: 0,25 мас.% или меньше, V: от 0,20 мас.% до 0,40 мас.%, Zr: от 0,0002 мас.% до 0,0050 мас.%, N: от 0,0060 мас.% до 0,0150 мас.%, Bi: от 0,0001 мас.% до 0,0050 мас.%, Ti: от 0 мас.% до 0,050 мас.%, Nb: от 0 мас.% до 0,030 мас.%, Mg: от 0 мас.% до 0,0050 мас.%, REM: от 0 до 0,0010 мас.%, и остаток из железа и примесей, в котором 90% или больше площади металлографической структуры образованы ферритом и перлитом, и среднечисленная плотность сульфидов Mn, имеющих диаметр эквивалентного круга от 1 до 5 мкм, протяженных вдоль направления прокатки и имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30, измеренная на сечении, параллельном направлению прокатки, составляет 50-200 шт/мм2.
(2) В горячекатаной стали в соответствии с вышеописанным пунктом (1) химический состав может включать в себя один или более элементов, выбираемых из группы, состоящей из Ti: от 0,005 мас.% до 0,050 мас.%, Nb: от 0,005 мас.% до 0,030 мас.%, Mg: от 0,0005 мас.% до 0,0050 мас.%, и REM: от 0,0003 мас.% до 0,0010 мас.%.
(3) В соответствии с другим аспектом настоящего изобретения предлагается стальной компонент, в котором химический состав включает в себя С: от 0,35 мас.% до 0,45 мас.%, Si: от 0,6 мас.% до 1,0 мас.%, Mn: от 0,60 мас.% до 0,90 мас.%, P: от 0,010 мас.% до 0,035 мас.%, S: от 0,06 мас.% до 0,10 мас.%, Cr: 0,25 мас.% или меньше, V: от 0,20 мас.% до 0,40 мас.%, Zr: от 0,0002 мас.% до 0,0050 мас.%, N: от 0,0060 мас.% до 0,0150 мас.%, Bi: от 0,0001 мас.% до 0,0050 мас.%, Ti: от 0 мас.% до 0,050 мас.%, Nb: от 0 мас.% до 0,030 мас.%, Mg: от 0 мас.% до 0,0050 мас.%, REM: от 0 до 0,0010 мас.%, и остаток из железа и примесей, в котором 90% или больше площади металлографической структуры образованы ферритом и перлитом, и среднечисленная плотность сульфидов Mn, имеющих диаметр эквивалентного круга от 1 до 5 мкм, протяженных вдоль направления прокатки и имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30, измеренная на сечении, параллельном направлению прокатки, составляет 50-200 шт/мм2.
(4) В стальном компоненте в соответствии с вышеописанным пунктом (3) в том случае, когда разрушение при растяжении стального компонента выполняется с помощью растяжения, параллельного направлению прокатки, для формирования поверхности разрушения, ступеньки, в которых разница высоты в направлении, параллельном растяжению, равна или больше чем 80 мкм, и угол относительно направления, параллельного растяжению, равен или меньше чем 45 градусов, и которые наблюдаются на сечении, параллельном направлению прокатки, могут быть сформированы на поверхности разрушения со среднечисленной плотностью, равной или больше чем 2,0 единиц на 10 мм, поверхность хрупкого разрушения может составлять 98% или больше от площади поверхности разрушения, и среднечисленная плотность трещин или углублений, в которых угол относительно направления, параллельного растяжению, превышает 45 градусов, которые имеют длину, равную или больше чем 80 мкм, и наблюдаются на сечении, параллельном направлению прокатки, и в которых часть трещин или углублений распространяется к внутренней части стального компонента, может составлять менее 3 единиц на 10 мм на поверхности разрушения.
(5) В стальном компоненте в соответствии с вышеописанными пунктами (3) или (4) химический состав может включать в себя один или более элементов, выбираемых из группы, состоящей из Ti: от 0,005 мас.% до 0,050 мас.%, Nb: от 0,005 мас.% до 0,030 мас.%, Mg: от 0,0005 мас.% до 0,0050 мас.%, и REM: от 0,0003 мас.% до 0,0010 мас.%.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
В горячекатаной стали и в стальном компоненте в соответствии с аспектом настоящего изобретения величина пластической деформации около поверхности разрушения является малой, и количество осколков, образующихся на поверхности разрушения при выполнении разрушения и раскола, уменьшается. Соответственно, в том случае, когда поверхности разрушения подгоняются друг к другу, эти поверхности разрушения могут быть подогнаны друг к другу с превосходной точностью без образования позиционного смещения, и возможно одновременно получить улучшение точности стального компонента и улучшение выхода. В дополнение к этому, горячекатаная сталь и стальной компонент в соответствии с аспектом настоящего изобретения включают в себя очень небольшое количество Bi, и таким образом, имеют высокую обрабатываемость резанием. Кроме того, когда сталь и стальной компонент в соответствии с аспектом настоящего изобретения используются, стряхивание осколков может быть опущено, и производственные затраты могут быть уменьшены. Таким образом, это позволяет улучшить экономическую эффективность в производстве. Горячекатаная сталь в соответствии с одним аспектом настоящего изобретения подходящим образом используется в стальном компоненте, получаемом путем выполнения формования горячей ковкой, и в частности подходящим образом используется путем повторной подгонки поверхностей разрушения после выполнения разрушения и раскалывания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
Фиг. 1A представляет собой вид сверху, показывающий тестовый образец для оценки свойств разрушения раскалыванием.
Фиг. 1B представляет собой вид сбоку, показывающий тестовый образец для оценки свойств разрушения раскалыванием.
Фиг. 2 представляет собой схематическое изображение распространения трещины в стальном компоненте в соответствии с вариантом осуществления.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0019]
Далее будут описаны горячекатаная сталь и стальной компонент в соответствии с вариантами осуществления настоящего изобретения.
[0020]
Авторы настоящего изобретения обнаружили, что возможно с выгодой управлять размером углублений и выступов поверхностей разрушения, получаемых путем разрушения и раскола в направлении, перпендикулярном поверхности разрушения, и при этом ограничить количество осколков, управляя формой сульфида Mn, присутствующего в стали.
[0021]
В соответствии с этими наблюдениями авторов настоящего изобретения формы углублений и выступов поверхностей разрушения зависят от степени растяжения и частоты распределения сульфида Mn. В том случае, когда растяжение сульфидов Mn выполняется чрезмерно (то есть соотношение сторон сульфидов Mn является большим), размеры углублений и выступов в направлении, перпендикулярном поверхности разрушения, значительно увеличиваются. Таким образом, осколки или трещины образуются на поверхностях разрушения во время разрушения и раскалывания или во время подгонки поверхностей разрушения, и зазоры образуются во время подгонки поверхностей разрушения, что ухудшает свойства подгонки. В то же время, когда частота распределения растянутых сульфидов Mn увеличивается, количество углублений и выступов поверхностей разрушения увеличивается, что улучшает свойства подгонки.
[0022]
Авторы настоящего изобретения предполагают, что описанное выше явление происходит благодаря следующей конфигурации. Сульфиды Mn стального компонента растягиваются в направлении прокатки во время горячей прокатки горячекатаной стали, которая является материалом стального компонента. Как показано на Фиг. 2, при выполнении разрушения и раскола стального компонента 10 в направлении, по существу перпендикулярном направлению прокатки, сначала трещина 12 распространяется в направлении, перпендикулярном направлению прокатки, от исходной точки 13 разрушения. Однако считается, что если трещина 12 достигнет сульфида Mn 11, протяженного в направлении прокатки, направление распространения трещины 12 значительно изменится, и трещина 12 станет распространяться по существу параллельно направлению прокатки вдоль границы между сульфидом Mn и первичной фазой стального компонента 10. Если трещина 12 достигает концевой части сульфида Mn 12, направление распространения трещины 12 изменяется в направлении напряжения, и трещина 12 снова распространяется по существу перпендикулярно направлению прокатки. Считается, что когда разрушение и раскалывание продолжаются в то время, как трещина 12 повторно распространяется перпендикулярно к направлению прокатки и параллельно направлению прокатки, на поверхностях разрушения формируются углубления и выступы. Благодаря описанной выше причине авторы настоящего изобретения предполагают, что если количество сульфидов 11 Mn является большим, количество углублений и выступов увеличивается, и если соотношение сторон сульфидов 11 Mn является большим, размеры углублений и выступов в направлении прокатки увеличиваются.
[0023]
В дополнение к этому, авторы настоящего изобретения обнаружили, что добавление от 0,0001 до 0,0050 мас.% Bi к стали улучшает обрабатываемость резанием.
Обрабатываемость резанием является индексом, показывающим легкость резания. Например, сталь, у которой стружка, образующаяся во время резания, является короткой, определяется как сталь, имеющая хорошую обрабатываемость резанием. Если стружка является длиной, она мешает резанию, и таким образом чем короче стружка, тем выше эффективность резания.
[0024]
В обычном уровне техники известно, что Bi улучшает обрабатываемость резанием. Например, приблизительно 0,1 мас.% или больше Bi действует в качестве источника разрушения в области образования стружки, так что сопротивление резанию уменьшается и длина стружки становится малой. Однако считалось, что Bi не проявляет такого эффекта в достаточной степени, если его количество составляет меньше чем приблизительно 0,1 мас.%, поскольку Bi становится трудно действовать в качестве источника разрушения, и количество источников разрушения уменьшается. С другой стороны, Bi является элементом, ухудшающим способность стали к горячей ковке, и таким образом необходимо делать количество Bi как можно более малым, если для иного нет каких-либо оснований. Следовательно, принимая во внимание обычный уровень техники, считается, что количество Bi должно быть максимально уменьшено во время производства стали для горячей ковки, в которой обрабатываемость резанием не является необходимой, и количество Bi должно составлять приблизительно 0,1 мас.% или больше, если Bi используется для улучшения обрабатываемости резанием. В дополнение к этому, нет никаких сведений о попытках одновременного улучшения способности к горячей ковке и обрабатываемости резанием с помощью Bi.
[0025]
Однако авторы настоящего изобретения обнаружили, что очень малое количество Bi, от 0,0001 до 0,0050 мас.%, улучшает обрабатываемость стали резанием. Считается, что очень малое количество Bi по существу не действует в качестве источника разрушения в области образования стружки. Однако авторы настоящего изобретения обнаружили, что очень малое количество Bi сегрегируется в стали на границах кристаллов и на границе между основной фазой и включением (в дальнейшем упоминаемых как «граница»). Сегрегация Bi на границе уменьшает силу связи между кристаллами или силу связи между основной фазой и включением. Следовательно, когда Bi сегрегируется на границе, эта граница действует в качестве источника разрушения, так что сопротивление резанию уменьшается и длина стружки сокращается. В соответствии с наблюдениями авторов настоящего изобретения относительно механизма улучшения обрабатываемости резанием, основанного на очень небольшом количестве Bi, количество Bi в горячекатаной стали согласно данному варианту осуществления устанавливается как 0,0001-0,0050 мас.%, что намного меньше, чем количество Bi, используемое в качестве типичного элемента, придающего обрабатываемость резанием. Соответственно, обрабатываемость резанием горячекатаной стали согласно данному варианту осуществления улучшается без ухудшения способности к горячей ковке.
[0026]
Далее будут описаны химические составы, форма сульфида Mn, и форма поверхностей разрушения, получаемых благодаря разрушению и раскалыванию горячекатаной стали и стального компонента согласно варианту осуществления настоящего изобретения, которые были получены с помощью вышеописанных находок. Химические составы горячекатаной стали не изменяются при горячей обработке. В дополнение к этому, поскольку размер сульфида Mn является очень малым по сравнению с размером искривления вследствие горячей обработки, форма сульфида Mn в горячекатаной стали по существу также не изменяется при горячей обработке. Следовательно, химические составы и форма сульфида Mn стального компонента согласно варианту осуществления, который получается путем выполнения горячей обработки горячекатаной стали согласно варианту осуществления, являются теми же самыми, что и для горячекатаной стали согласно варианту осуществления, который будет описан позже. В дополнение к этому, поскольку форма поверхностей разрушения, получаемых благодаря разрушению и раскалыванию, определяется в соответствии с химическими составами и формой сульфида Mn, горячекатаная сталь согласно варианту осуществления и стальной компонент согласно варианту осуществления имеют одну и ту же форму поверхностей разрушения, получаемых благодаря разрушению и раскалыванию.
[0027]
Горячекатаная сталь варианта осуществления представляет собой сталь, включающую в свой химический состав C, Si, Mn, P, С, Cr, V, Zr, N и Bi с предопределенными процентными содержаниями. Когда горячекатаная сталь варианта осуществления имеет химические составы, которые будут описаны позже, становится возможным управлять пластичностью, улучшить процент поверхности хрупкого разрушения в поверхности разрушения (поверхности разрушения при растяжении), получаемой благодаря растяжению, а также увеличить размер углублений и выступов поверхностей разрушения в направлении, перпендикулярном поверхности разрушения, за счет выделения сульфидов Mn. Соответственно, в горячекатаной стали варианта осуществления поверхности разрушения, получаемые во время разрушения и раскалывания, имеют высокие свойства подгонки. В дополнение к этому, горячекатаная сталь варианта осуществления может произвольно включать в себя один или более элементов из Ti, Nb, Mg и REM.
[0028]
Далее будут описаны причины ограничения химических составов горячекатаной стали и стального компонента варианта осуществления. В дальнейшем причина ограничения химических составов горячекатаной стали является эквивалентной причине ограничения химических составов стального компонента, если явно не указано иное.
[0029]
C: от 0,35 мас.% до 0,45 мас.%
C обладает эффектом обеспечения прочности при растяжении горячекатаной стали и стального компонента варианта осуществления, а также эффектом получения превосходных свойств разрушения раскалыванием за счет уменьшения величины пластической деформации около поверхности разрушения во время разрушения. Поскольку объемная доля структуры перлита увеличивается благодаря увеличению содержания C, прочность при растяжении увеличивается, а ударная вязкость и податливость уменьшаются. Для того, чтобы проявить эти эффекты в максимальной степени, содержание C в стали было установлено равным от 0,35 до 0,45 мас.%. Если содержание C превышает это верхнее предельное значение, фракция перлита горячекатаной стали становится избыточной, и частота образования осколков во время разрушения увеличивается. В дополнение к этому, в том случае, когда содержание C меньше значения нижнего предела, величина пластической деформации около поверхности разрушения горячекатаной стали увеличивается, а свойства подгонки поверхностей разрушения ухудшаются. Предпочтительное значение нижнего предела содержания C составляет 0,36 мас.% или 0,37 мас.%. Предпочтительное верхнее предельное значение содержания C составляет 0,44 мас.%, 0,42 мас.% или 0,40 мас.%.
[0030]
Si: от 0,6 мас.% до 1,0 мас.%
Si упрочняет феррит путем упрочнения раствора для уменьшения пластичности и ударной вязкости горячекатаной стали и стального компонента. Благодаря уменьшению податливости и ударной вязкости величина пластической деформации около поверхности разрушения во время разрушения уменьшается, а свойства разрушения раскалыванием горячекатаной стали и стального компонента улучшаются. Для того, чтобы получить этот эффект, необходимо, чтобы нижний предел содержания Si был установлен равным 0,6 мас.%. В то же время, если содержание Si становится чрезмерным, частота образования осколков поверхностей разрушения увеличивается. Соответственно, верхний предел содержания Si устанавливается равным 1,0 мас.%. Предпочтительное значение нижнего предела содержания Si составляет 0,7 мас.%. Предпочтительное значение верхнего предела содержания Si составляет 0,9 мас.%.
[0031]
Mn: от 0,60 мас.% до 0,90 мас.%
Mn упрочняет феррит путем упрочнения раствора для уменьшения пластичности и ударной вязкости горячекатаной стали и стального компонента. Благодаря уменьшению пластичности и ударной вязкости величина пластической деформации около поверхности разрушения во время разрушения уменьшается, а свойства разрушения раскалыванием горячекатаной стали и стального компонента улучшаются. В дополнение к этому, Mn объединяется с серой, образуя сульфид Mn. При выполнении разрушения и раскалывания стального компонента, полученного из горячекатаной стали варианта осуществления, трещины распространяются вдоль сульфидов Mn, протяженных в направлении прокатки. Соответственно Mn дает эффект увеличения размера углублений и выступов поверхностей разрушения и предотвращения позиционного смещения при подгонке поверхностей разрушения друг к другу. Однако если количество Mn является недостаточным, температура выделения сульфидов Mn падает ниже надлежащего диапазона, то есть диапазона температур кристаллизации, и попадает в диапазон температур выделения. Кристаллизация представляет собой разделение и формирование вещества из жидкой фазы, а выделение представляет собой разделение и формирование вещества из твердой фазы. Сульфиды Mn, образующиеся путем кристаллизации, обычно являются более грубыми, чем сульфиды Mn, образующиеся путем выделения. Если температура выделения сульфидов Mn соответствует диапазону температур выделения, плотность сульфидов Mn, которая распространяет трещину, может стать избыточной, трещины вдоль направления растяжения могут быть отделены, и рост ступенек при растяжении может быть предотвращен. В то же время, в том случае, когда Mn присутствует в чрезмерном количестве, феррит чрезмерно упрочняется, и частота образования осколков во время разрушения увеличивается. С учетом этих эффектов содержание Mn устанавливается равным от 0,60 до 0,90 мас.%. В дополнение к этому, предпочтительное значение нижнего предела содержания Mn составляет 0,65 мас.%, 0,70 мас.% или 0,75 мас.%. Предпочтительное верхнее предельное значение содержания Mn составляет 0,85 мас.%, 0,83 мас.% или 0,80 мас.%.
[0032]
P: от 0,010 мас.% до 0,035 мас.%
P уменьшает пластичность и ударную вязкость феррита и перлита, уменьшая пластичность и ударную вязкость горячекатаной стали и стального компонента. Благодаря уменьшению пластичности и ударной вязкости величина пластической деформации около поверхности разрушения во время разрушения уменьшается, а свойства разрушения раскалыванием горячекатаной стали и стального компонента улучшаются. Однако P вызывает чрезмерное охрупчение границ зерна и облегчает образование осколков поверхностей разрушения. Следовательно, способ для уменьшения пластичности и ударной вязкости за счет добавления P не должен активно использоваться с точки зрения предотвращения образования осколков. С учетом вышеприведенного описания диапазон содержания P устанавливается равным от 0,010 до 0,035 мас.%. Предпочтительное нижнее предельное значение содержания Р составляет 0,012 мас.%, 0,013 мас.% или 0,015 мас.%. Предпочтительное верхнее предельное значение содержания Р составляет 0,030 мас.%, 0,028 мас.% или 0,025 мас.%.
[0033]
S: от 0,06 мас.% до 0,10 мас.%
Сера соединяется с Mn, образуя сульфид Mn. При выполнении разрушения и раскалывания стального компонента, полученного из горячекатаной стали варианта осуществления, трещины распространяются вдоль сульфидов Mn, протяженных в направлении прокатки. Соответственно, сульфид Mn дает эффект увеличения размера углублений и выступов поверхностей разрушения в направлении, перпендикулярном к поверхности разрушения, а также предотвращения позиционного смещения при подгонке поверхностей разрушения друг к другу. Для того, чтобы получить этот эффект, необходимо, чтобы нижний предел содержания S был установлен равным 0,06 мас.%. В то же время, если сера содержится в чрезмерном количестве, величина пластической деформации около поверхности разрушения во время разрушения и раскалывания увеличивается, и свойства разрушения раскалыванием могут ухудшиться. В дополнение к этому, чрезмерное количество серы может способствовать образованию осколков поверхностей разрушения. В соответствии с вышеописанными причинами подходящий диапазон содержания серы устанавливается равным от 0,06 до 0,10 мас.%. Предпочтительное значение нижнего предела содержания серы составляет 0,07 мас.%. Предпочтительное значение верхнего предела содержания серы составляет 0,09 мас.%.
[0034]
Cr: 0,25 мас.% или меньше
Cr упрочняет феррит путем упрочнения раствора для уменьшения пластичности и ударной вязкости горячекатаной стали и стального компонента, тем же самым образом, что и Mn. Уменьшение пластичности и ударной вязкости позволяет уменьшить величину пластической деформации около поверхности разрушения во время разрушения и улучшить свойства разрушения раскалыванием горячекатаной стали и стального компонента. Для того, чтобы получить этот эффект, предпочтительно, чтобы нижний предел содержания Cr был установлен равным 0,02 мас.%. Однако если содержание Cr будет избыточным, расстояние между чешуйками перлита уменьшится, а пластичность и ударная вязкость перлита увеличатся. Соответственно, величина пластической деформации около поверхности разрушения во время разрушения увеличится, а свойства разрушения раскалыванием ухудшатся. В дополнение к этому, если содержание Cr будет избыточным, легко образуется структура бейнита, и свойства разрушения раскалыванием могут значительно ухудшиться. Следовательно, в случае включения Cr его количество устанавливается равным или меньше 0,25 мас.%. Предпочтительное значение нижнего предела содержания Cr составляет 0,05 мас.%, 0,06 мас.%, 0,08 мас.% или 0,10 мас.%. Предпочтительное верхнее предельное значение содержания Cr составляет 0,23 мас.%, 0,20 мас.% или 0,18 мас.%.
[0035]
V: от 0,20 мас.% до 0,40 мас.%
V упрочняет феррит и уменьшает пластичность и ударную вязкость горячекатаной стали и стального компонента главным образом за счет формирования карбида или карбонитрида во время охлаждения после горячей ковки. Уменьшение пластичности и ударной вязкости позволяет уменьшить величину пластической деформации около поверхности разрушения горячекатаной стали и стального компонента во время разрушения и улучшить свойства разрушения раскалыванием горячекатаной стали, произведенной из этого стального компонента. В дополнение к этому, V дает эффект увеличения отношения предела текучести к пределу прочности горячекатаной стали за счет дисперсионного твердения карбида или карбонитрида. Для того, чтобы получить эти эффекты, необходимо, чтобы нижний предел содержания V был установлен равным 0,20 мас.%. Предпочтительное значение нижнего предела содержания V составляет 0,23 мас.% или 0,25 мас.%. В то же время, если содержание V становится чрезмерным, этот эффект насыщается. Следовательно, верхний предел содержания V составляет 0,40 мас.%. Предпочтительное значение верхнего предела содержания V составляет 0,38 мас.% или 0,35 мас.%.
[0036]
Zr: от 0,0002 мас.% до 0,0050 мас.%
Zr формирует оксид, который становится ядром кристаллизации или ядром выделения сульфидов Mn, и эти сульфиды Mn равномерно и тонко диспергируются. Сульфиды Mn, которые равномерно и тонко диспергируются, становятся путями распространения трещин во время разрушения и раскалывания, и дают эффект уменьшения величины пластической деформации около поверхности разрушения и улучшения свойств разрушения раскалыванием горячекатаной стали и стального компонента. Для того, чтобы получить эти эффекты, необходимо, чтобы нижний предел содержания Zr был установлен равным 0,0002 мас.%. Однако, если содержание Zr становится чрезмерным, этот эффект насыщается. Следовательно верхний предел содержания Zr устанавливается равным 0,0050 мас.%. Предпочтительное значение нижнего предела содержания Zr составляет 0,0005 мас.% или 0,0010 мас.%. Предпочтительное значение верхнего предела содержания Zr составляет 0,0045 мас.%, 0,0040 мас.%, 0,0030 мас.% или 0,0029 мас.%.
[0037]
N: от 0,0060 мас.% до 0,0150 мас.%
N главным образом формирует нитриды или карбонитриды V во время охлаждения после горячей ковки и служит в качестве ядра ферритного превращения. Соответственно, N дает эффект предотвращения образования структуры бейнита, которая значительно ухудшает свойства разрушения раскалыванием стального компонента, получаемого из горячекатаной стали. Для того, чтобы получить этот эффект, нижний предел содержания N устанавливается равным 0,0060 мас.%. Если содержание N является чрезмерным, горячая пластичность горячекатаной стали и стального компонента уменьшается, и трещины или дефекты могут легко образовываться во время горячей обработки. Следовательно, нижний предел содержания N устанавливается равным 0,0150 мас.%. В дополнение к этому, предпочтительное значение нижнего предела содержания N составляет 0,0065 мас.%, 0,0070 мас.%, 0,0080 мас.% или 0,0085 мас.%. Предпочтительное верхнее предельное значение содержания N составляет 0,0140 мас.%, 0,0130 мас.% или 0,0120 мас.%.
[0038]
Bi: от 0,0001 мас.% до 0,0050 мас.%
Bi дает эффект уменьшения устойчивости к деформации во время резания за счет сегрегации на границе кристалла и границе между основной фазой и включениями, а также уменьшения силы связи границы. С точки зрения предшествующего уровня техники считается, что для того, чтобы улучшить обрабатываемость резанием за счет самого Bi, который действует в качестве источника разрушения во время деформации резания, необходимо устанавливать содержание Bi равным приблизительно 0,1 мас.% или больше. Однако авторы настоящего изобретения не использовали Bi в качестве источника разрушения во время деформации резания, но использовали Bi в качестве элемента, который охрупчает границу, и обнаружили, что Bi может улучшать обрабатываемость резанием, даже если его содержание составляет 0,0050 мас.% или меньше.
Для того, чтобы получить вышеописанный эффект, нижний предел содержания Bi устанавливается равным 0,0001 мас.%. Однако в качестве предпочтительного диапазона для того, чтобы в достаточной степени проявить этот эффект, содержание Bi может устанавливаться равным 0,0015 мас.% или больше. С другой стороны, если содержание Bi превышает 0,0050 мас.%, горячая ковкость горячекатаной стали и стального компонента могут быть ухудшены. В дополнение к этому, если содержание Bi превышает 0,0050 мас.%, граница может стать чрезмерно хрупкой, и осколки могут легко образовываться на поверхности разрушения. Следовательно, верхний предел содержания Bi устанавливается равным 0,0050 мас.%. Предпочтительно, чтобы содержание Bi составляло 0,0045 мас.% или меньше, 0,0040 мас.% или меньше, 0,0035 мас.% или меньше или 0,0030 мас.% или меньше.
[0039]
Для того, чтобы еще сильнее проявить эффекты настоящего изобретения, горячекатаная сталь согласно варианту осуществления может дополнительно включать один или более элементов, выбираемых из группы, состоящей из Ti: 0,050 мас.% или меньше, Nb: 0,030 мас.% или меньше, Mg: 0,0050 мас.% или меньше, и REM: 0,0010 мас.% или меньше. Однако горячекатаная сталь и стальной компонент согласно варианту осуществления могут решать указанные проблемы даже в том случае, когда Ti, Nb, Mg и/или REM не включаются. Соответственно, значение нижнего предела содержания Ti, Nb, Mg и REM составляет 0 мас.%.
[0040]
Ti: от 0 мас.% до 0,050 мас.%
Ti упрочняет феррит за счет дисперсионного твердения, уменьшая податливость и ударную вязкость горячекатаной стали и стального компонента главным образом путем формирования карбида или карбонитрида во время охлаждения после горячей ковки. Уменьшение податливости и ударной вязкости позволяет уменьшить величину пластической деформации около поверхности разрушения во время разрушения и улучшить свойства разрушения раскалыванием. Однако если содержание Ti становится чрезмерным, этот эффект насыщается. В случае включения Ti для получения описанного выше эффекта предпочтительно, чтобы верхний предел содержания Ti устанавливался равным 0,050 мас.%. Для того, чтобы в достаточной степени проявить эффект Ti, нижний предел содержания Ti предпочтительно устанавливается равным 0,005 мас.%. Более подходящее значение нижнего предела содержания Ti составляет 0,015 мас.%, 0,018 мас.% или 0,020 мас.%. Более подходящее значение верхнего предела содержания Ti составляет 0,040 мас.%, 0,035 мас.% или 0,030 мас.%.
[0041]
Nb: от 0 мас.% до 0,030 мас.%
Nb упрочняет феррит за счет дисперсионного твердения, уменьшая пластичность и ударную вязкость горячекатаной стали и стального компонента главным образом путем формирования карбида или карбонитрида во время охлаждения после горячей ковки. Уменьшение податливости и ударной вязкости позволяет уменьшить величину пластической деформации около поверхности разрушения во время разрушения и улучшить свойства разрушения раскалыванием горячекатаной стали и стального компонента. Однако если содержание Nb становится чрезмерным, этот эффект насыщается. В случае включения Nb для получения описанного выше эффекта предпочтительно, чтобы верхний предел содержания Nb устанавливался равным 0,030 мас.%. Для того, чтобы в достаточной степени проявить эффект Nb, нижний предел содержания Nb предпочтительно устанавливается равным 0,005 мас.%. Более подходящее значение нижнего предела содержания Nb составляет 0,010 мас.%. Более подходящее значение верхнего предела содержания Nb составляет 0,0030 мас.%, 0,028 мас.% или 0,025 мас.%.
[0042]
Mg: от 0 мас.% до 0,0050 мас.%
Mg формирует оксид и становится ядром выделения кристаллов или ядром выделения сульфидов Mn, которое равномерно и тонко диспергирует сульфиды Mn. Сульфиды Mn становятся путями распространения трещин во время разрушения и раскалывания, уменьшают величину пластической деформации около поверхности разрушения и улучшают свойства разрушения раскалыванием горячекатаной стали и стального компонента. Однако если содержание Mg становится чрезмерным, этот эффект насыщается. Следовательно, предпочтительно, чтобы верхний предел содержания Mg устанавливался равным 0,0050 мас.%. Для того, чтобы в достаточной степени проявить этот эффект, нижний предел содержания Mg предпочтительно устанавливается равным 0,0005 мас.%. Более подходящее значение нижнего предела содержания Mg составляет 0,0006 мас.%. Более подходящее верхнее предельное значение содержания Mg составляет 0,0045 мас.%, 0,0040 мас.%, 0,0035 мас.%, 0,0030 мас.%, 0,0025 мас.% или 0,0015 мас.%.
[0043]
REM: от 0 мас.% до 0,0010 мас.%
Редкоземельный металл (REM) формирует оксисульфид и становится ядром выделения кристаллов или ядром выделения сульфидов Mn, которое равномерно и тонко диспергирует сульфиды Mn. Сульфиды Mn становятся путями распространения трещин во время разрушения и раскалывания, уменьшают величину пластической деформации около поверхности разрушения и улучшают свойства разрушения раскалыванием горячекатаной стали и стального компонента. Однако если содержание REM является чрезмерным, возникают проблемы, такие как забивка разливочного стакана, во время литья на стадии производства стали. Следовательно, верхний предел содержания REM устанавливается равным 0,0010 мас.%. Для того, чтобы в достаточной степени проявить этот эффект, нижний предел содержания REM предпочтительно устанавливается равным 0,0003 мас.%. Более подходящее значение нижнего предела содержания REM составляет 0,0004 мас.% или 0,0005 мас.%. Более подходящее значение верхнего предела содержания REM составляет 0,0009 мас.% или 0,0008 мас.%. Термин «REM» означает 17 элементов, включающих в себя Sc, Y и лантаноиды, и термин «содержание REM» означает суммарное содержание этих 17 элементов. В случае использования лантаноидов в качестве REM в производстве они добавляются в форме мишметалла.
[0044]
Остаток химических составов горячекатаной стали и стального компонента согласно варианту осуществления составляют железо и примеси. Примеси являются компонентами, которые примешиваются из сырья, такого как руда или лом, и/или из производственной среды, и которые не влияют на характеристики горячекатаной стали и стального компонента согласно варианту осуществления. В дополнение к компонентам, описанным выше, горячекатаная сталь и стальной компонент согласно варианту осуществления могут включать в себя элементы, отличающиеся от вышеописанного состава. Например, они могут включать в себя от 0 до 0,01 мас.% Те, от 0 до 0,01 мас.% Zn, от 0 до 0,01 мас.% Sn и т.п., поскольку они не ослабляют эффекты горячекатаной стали и стального компонента в соответствии с вариантом осуществления.
[0045]
Металлографическая структура: 90% площади или больше занимают феррит и перлит
Металлографическая структура горячекатаной стали и стального компонента варианта осуществления представляет собой так называемую структуру феррит-перлит. Бейнит и т.п. может быть включен в эту металлографическую структуру, но это не является предпочтительным, потому что бейнит ослабляет свойства разрушения раскалыванием. Следовательно, авторы настоящего изобретения решили, что металлографическая структура горячекатаной стали и стального компонента варианта осуществления должны включать в себя в сумме 90% площади или больше феррита и перлита. При этом количество бейнита ограничено величиной 10% площади или меньше, и свойства разрушения раскалыванием горячекатаной стали и стального компонента являются превосходными. Металлографическая структура горячекатаной стали и стального компонента варианта осуществления может включать в себя в сумме 92% площади или больше феррита и перлита, 95% или больше или 98% или больше.
[0046]
Отношение количеств феррита и перлита особенно не ограничивается, при условии, что суммарное количество феррита и перлита находится в описанном выше диапазоне. Например, даже если количество феррита или перлита составляет 0% площади, превосходные свойства разрушения раскалыванием поддерживаются при условии, что 90% площади или больше металлографической структуры образуют феррит и перлит. В дополнение к этому, конфигурация остатка металлографической структуры особенно не ограничивается, при условии, что суммарное количество феррита и перлита находится в описанном выше диапазоне. Количества феррита и перлита, включенных в металлографическую структуру, определяется путем микрофотографирования отполированного и протравленного поперечного сечения и выполнения анализа изображения этой микрофотографии.
[0047]
(Средняя численная плотность сульфидов Mn, имеющих диаметр эквивалентного круга 1-5 мкм, протяженных вдоль направления прокатки и имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30, измеренная на сечении, параллельном направлению прокатки: 50-200 шт/мм2)
Сульфиды Mn образуются в горячекатаной стали и стальном компоненте варианта осуществления. Сульфиды Mn являются растянутыми вдоль направления прокатки горячекатаной стали. Растянутые сульфиды Mn представляют собой существенные включения для формирования подходящих форм углублений и выступов на поверхностях разрушения, получаемых путем выполнения разрушения при растяжении горячекатаной стали и стального компонента.
[0048]
В горячекатаной стали и стальном компоненте согласно варианту осуществления, 50 или больше и 200 или меньше растянутых сульфидов Mn, имеющих диаметр эквивалентного круга 1-5 мкм и имеющих соотношение сторон, в котором направление прокатки является длинной осью, превышающее 10 и равное или меньше чем 30, являются диспергированными на 1 мм2. Растянутые сульфиды Mn формируют углубления и выступы в направлении растяжения на поверхностях разрушения, формируемых путем выполнения разрушения при растяжении в направлении прокатки, и улучшают свойства подгонки между поверхностями разрушения. Сульфиды Mn, удовлетворяющие вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, могут оптимизировать размеры углублений и выступов в направлении растяжения. В дополнение к этому, в том случае, когда количество сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, составляет 50-200 шт/мм2, количество углублений и выступов может быть оптимизировано.
[0049]
Сульфиды Mn, имеющие соотношение сторон, равное или меньше чем 10, и сульфиды Mn, имеющие диаметр эквивалентного круга меньше чем 1 мкм, не могут в достаточной степени увеличить размеры углублений и выступов поверхностей разрушения в направлении растяжения и не способствуют улучшению свойств подгонки между поверхностями разрушения. Сульфиды Mn, имеющие соотношение сторон, превышающее 30, и сульфиды Mn, имеющие диаметр эквивалентного круга больше чем 5 мкм, формируют значительные углубления и выступы поверхностей разрушения, но увеличивают частоту образования трещин или осколков, и ухудшают свойства подгонки между поверхностями разрушения. Следовательно, предпочтительно, чтобы численная плотность сульфидов Mn, которые не удовлетворяют вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, являлась малой. Однако в том случае, когда численная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, находится в описанном выше диапазоне, и количество Mn и S, которые образуют источники сульфидов Mn, находятся в описанных выше диапазонах, Mn и S в химических составах расходуются на образование сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, и образование сульфидов Mn, которые не удовлетворяют вышеописанным определениям относительно диаметра эквивалентного круга и соотношение сторон, в достаточной степени предотвращается. Соответственно, численная плотность сульфидов Mn, которые не удовлетворяют вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, особенно не ограничивается.
[0050]
В том случае, когда среднечисленная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, меньше, чем значение нижнего предела, количество углублений и выступов поверхностей разрушения уменьшается, и свойства подгонки поверхностей разрушения после разрушения и раскалывания становятся недостаточными. В дополнение к этому, в том случае, когда среднечисленная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, меньше чем значение нижнего предела, численная плотность сульфидов Mn, которые не удовлетворяют вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, может увеличиться, ухудшая свойства разрушения раскалыванием. С другой стороны, нижний предел среднечисленной плотности сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, может составлять 80 шт/мм2, 95 шт/мм2 или 110 шт/мм2.
В том случае, когда среднечисленная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, больше, чем верхнее предельное значение, трещины или осколки образуются на поверхностях разрушения, и в этом случае свойства подгонки поверхностей разрушения также ухудшаются. В дополнение к этому, в том случае, когда среднечисленная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, больше, чем верхнее предельное значение, трещины вдоль направления растяжения могут быть разделены, и рост ступенек при увеличении растяжения может быть предотвращен. С другой стороны, верхний предел среднечисленной плотности сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, может составлять 195 шт/мм2, 180 шт/мм2 или 160 шт/мм2.
[0051]
Способ измерения среднечисленной плотности сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, в горячекатаной стали и стальном компоненте является следующим.
Сначала горячекатаная сталь и стальной компонент режутся параллельно направлению прокатки, и поверхности срезов полируются. Поскольку сульфиды Mn являются протяженными вдоль направления прокатки, направление растяжения сульфидов Mn можно рассматривать как направление прокатки горячекатаной стали и стального компонента при резке горячекатаной стали и стального компонента.
Затем увеличенные изображения поверхностей срезов получаются с помощью оптического микроскопа или электронного микроскопа. Увеличение при этом особенно не ограничивается и предпочтительно составляет приблизительно 100х. Поскольку сульфиды Mn являются по существу равномерно распределенными, площадь для получения изображения особенно не ограничивается.
Путем выполнения анализа полученных изображений возможно получить численную плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, в той области, где получены изображения. Некоторые растянутые сульфиды Mn могут разделяться и распределяться, объединяясь в соединенную подряд форму в направлении прокатки. Однако два сульфида Mn, которые располагаются в направлении растяжения, и зазор между концами которых равен или меньше чем 10 мкм, рассматриваются как один растянутый сульфид Mn. Причина этого заключается в том, что считается, что такие два сульфида Mn проявляют то же самое поведение, что и один сульфид Mn, в точке распространения трещин, образующихся во время разрушения при растяжении горячекатаной стали или стального компонента в направлении растяжения.
Кроме того, получение изображений и анализ повторяются по меньшей мере 10 раз, и получаемая в результате численная плотность усредняется. Соответственно, получается среднечисленная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон.
[0052]
Далее будет описан способ производства горячекатаной стали согласно варианту осуществления.
Способ производства горячекатаной стали согласно варианту осуществления включает в себя:
плавление и непрерывную разливку стали, имеющей те же самые химические составы, что и составы горячекатаной стали согласно варианту осуществления, для того, чтобы получить блюм;
горячую обработку, такую как обжим блюма, для получения заготовки; и
горячую прокатку этой заготовки для того, чтобы получить заготовку круглого сечения,
причем Zr добавляется на начальной стадии вторичной очистки при плавлении,
причем полное относительное сужение при горячей прокатке равно или больше чем 80%, и
причем относительное сужение при горячей прокатке внутри диапазона температур, равных или ниже чем 1000°C, равно или больше чем 50%.
Способ производства стального компонента согласно варианту осуществления включает в себя:
нагрев горячекатаной стали согласно варианту осуществления до 1150°C - 1280°C, горячую ковку и охлаждение воздухом или охлаждение обдувом горячекатаной стали, подвергнутой горячей ковке, до комнатной температуры, или холодную ковку горячекатаной стали согласно варианту осуществления; и
резание охлажденной горячекатаной стали для получения стального компонента, имеющего предопределенную форму.
[0053]
Конкретный способ производства горячекатаной стали согласно варианту осуществления является следующим. Сначала сталь, имеющая те же самые химические составы, что и составы горячекатаной стали согласно варианту осуществления, плавится в конвертерной печи и подвергается непрерывной разливке для получения блюма. Во время плавления в конвертерной печи Zr добавляется в расплавленную сталь перед вторичной обработкой или во время вторичной обработки. Для того, чтобы позволить грубым оксидам Zr в достаточной степени всплыть и отделиться от расплавленной стали и образовать тонко диспергированные сульфиды Mn с использованием оксидов Zr в качестве ядер в расплавленной стали, необходимо добавлять Zr на начальной стадии вторичной очистки (например, перед выполнением дегазирующей обработки расплавленной стали при использовании способа Ruhrstahl-Heraeus (RH), или в пределах 15 мин после начала этой обработки). В том случае, когда Zr добавляется спустя 15 мин после начала дегазирующей обработки при использовании способа RH и т.п., времени для измельчения сульфидов Mn с использованием оксидов Zr становится недостаточно. Таким образом, сульфиды Mn в блюме становятся грубыми. В том случае, когда сульфиды Mn в блюме становятся грубыми, диаметр эквивалентного круга сульфида Mn выходит из предопределенного диапазона, и сульфиды Mn чрезмерно растягиваются во время блюминга, который выполняется позже, так что количество сульфидов Mn, которые не удовлетворяют вышеописанным определениям относительно диаметра эквивалентного круга и соотношения сторон, увеличивается.
[0054]
Полученный блюм превращается в заготовку посредством дополнительного блюминга и т.п. Полученная заготовка превращается в заготовку круглого сечения с помощью дополнительного выполнения горячей прокатки. Таким образом производится горячекатаная сталь варианта осуществления. Относительное сужение при прокатке заготовки для получения заготовки круглого сечения предпочтительно равно или больше чем 80%. Тем самым сульфиды Mn в стали могут быть растянуты. В дополнение к этому, для того, чтобы получить значительное растяжение сульфидов Mn, необходимо выполнять горячую прокатку в таком диапазоне температур, в котором твердость сульфидов Mn при повышенной температуре является относительно низкой по сравнению со сталью, то есть в диапазоне температур, в котором легко выполняется растяжение сульфидов Mn. В частности, необходимо, чтобы относительное сужение при прокатке в диапазоне температур, равных или ниже чем 1000°C, было равно или больше чем 50%. Соответственно, возможно растянуть сульфиды Mn в стали. В том случае, когда эти условия прокатки не удовлетворяются, сульфиды Mn растягиваются в недостаточной степени. Горячекатаная сталь после выполнения горячей прокатки может быть охлаждена до комнатной температуры, или может быть дополнительно подвергнута горячей ковке перед охлаждением.
[0055]
Конкретный способ производства стального компонента согласно варианту осуществления является следующим. Горячекатаная сталь, полученная описанным выше способом, например, нагревается до 1150°C - 1280°C для выполнения горячей ковки, и охлаждается до комнатной температуры с помощью воздушного охлаждения (охлаждения путем оставления стали на открытом воздухе) или охлаждения обдувом (охлаждения путем создания потока воздуха, обдувающего сталь). Путем резания стальной поковки после охлаждения получается стальной компонент, имеющий предопределенную форму. При выполнении ковки горячекатаной стали она не ограничивается горячей ковкой, и может быть выполнена холодная ковка.
[0056]
В горячекатаной стали и стальном компоненте в соответствии с вариантом осуществления в том случае, когда разрушение при растяжении выполняется с помощью растяжения, параллельного направлению прокатки, для формирования поверхности разрушения, ступеньки, в которых разница высоты в направлении, параллельном растяжению, равна или больше чем 80 мкм, и угол относительно направления, параллельного растяжению, равен или меньше чем 45 градусов, и которые наблюдаются на сечении, параллельном направлению прокатки, формируются на поверхности разрушения со среднечисленной плотностью, равной или больше чем 2,0 на 10 мм. Таким образом, среднее количество вышеописанных ступенек на линии, которая является произвольной линией (например, линией, проходящей через центр поверхности разрушения), проведенной на поверхности разрушения, сформированной путем разрушения при растяжении горячекатаной стали и стального компонента варианта осуществления, вызванного растяжением, параллельным направлению прокатки, составляет 2,0 единицы на 10 мм или больше. В дополнение к этому, в горячекатаной стали и стальном компоненте варианта осуществления в том случае, когда разрушение при растяжении выполняется путем растяжения, параллельного направлению прокатки, чтобы сформировать поверхности разрушения, среднечисленная плотность трещин или углублений, в которых угол относительно направления, параллельного растяжению, превышает 45 градусов, которые формируются на длину, равную или больше чем 80 мкм, и наблюдаются на сечении, параллельном направлению прокатки, и в которых часть трещин или углублений распространяется к внутренней части стального компонента, ограничивается величиной меньше чем 3,0 единицы на 10 мм на поверхности разрушения. Кроме того, в горячекатаной стали и стальном компоненте варианта осуществления в том случае, когда разрушение при растяжении выполняется путем растяжения, параллельного направлению прокатки, чтобы сформировать поверхности разрушения, поверхность хрупкого разрушения составляет 98% площади или больше от всей поверхности разрушения.
[0057]
Причина определения таких свойств поверхности разрушения является следующей. Когда поверхности разрушения, сформированные путем растяжения, подгоняются друг к другу, и напряжение применяется к поверхностям разрушения в горизонтальном направлении, это напряжение трехмерным образом рассеивается в горизонтальном направлении и двух перпендикулярных направлениях (в перпендикулярном направлении на плоскости и в направлении, перпендикулярном к поверхностям разрушения) благодаря углублениям и выступам поверхностей разрушения. В этом случае, поскольку размеры углублений и выступов поверхностей разрушения в направлении растяжения являются большими, приложенное напряжение рассеивается сильнее. Авторы настоящего изобретения определили, что в том случае, когда ступеньки, сформированные углублениями и выступами, имеют угол относительно направления, параллельного растяжению, равный или меньше чем 45 градусов, и имеют разницу в высоте в направлении, параллельном растяжению, равную или больше 80 мкм, эти углубления и выступы улучшают свойства подгонки. В дополнение к этому, если осколки поверхностей разрушения не образуются, когда размеры ступенек поверхностей разрушения в направлении растяжения являются большими, возможно более надежно предотвратить смещение положения во время приложения напряжения.
[0058]
Количество образующихся осколков коррелирует с присутствием трещин или углублений в поверхностях разрушения, которые проходят вдоль направления, перпендикулярного направлению растяжения (проходящего вдоль направления поверхности разрушения). Таким образом, по мере увеличения количества трещин в направлении поверхности разрушения или углублений в направлении поверхности разрушения, имеющих размер, равный или больше чем определенный размер, количество образующихся осколков увеличивается. Считается, что при подгонке поверхностей разрушения друг к другу трещины или углубления в направлении поверхности разрушения служат участками концентрации напряжений и разрушаются на мелкие части. Соответственно, при этом образуются осколки. Авторы настоящего изобретения обнаружили, что для того, чтобы ограничить количество осколков, образующихся в поверхностях разрушения, необходимо, чтобы количество трещин или углублений в направлении поверхности разрушения было сведено к минимуму. В частности, авторы настоящего изобретения обнаружили, что для того, чтобы в достаточной степени уменьшить количество образующихся осколков, необходимо, чтобы среднечисленная плотность трещин или углублений, в которых угол относительно направления, параллельного растяжению, превышает 45 градусов, которые формируются с длиной, равной или больше 80 мкм, и наблюдаются на сечении, параллельном направлению прокатки, и в которых часть трещин или углублений распространяется внутрь стального компонента, была меньше чем 3,0 единицы на 10 мм.
[0059]
Поскольку форма и диспергированное состояние сульфидов Mn особенно сильно влияют на форму поверхностей разрушения, важно управлять формой и диспергированным состоянием сульфидов Mn так, чтобы максимизировать углубления и выступы поверхностей разрушения внутри диапазона, в котором не образуются осколки. Более конкретно, растяжение сульфидов Mn, которые становятся путями распространения трещин, в надлежащем диапазоне и диспергирование большого количества сульфидов Mn способствуют увеличению размеров углублений и выступов поверхностей разрушения в направлении растяжения. Следовательно, в горячекатаной стали и стальном компоненте согласно существующему варианту осуществления значительные формы углублений и выступов поверхностей разрушения, которые могут быть экспериментально реализованы внутри диапазона, не образующего осколков поверхности разрушения во время разрушения, были определены как описано выше.
[0060]
В дополнение к этому, в горячекатаной стали и стальном компоненте согласно варианту осуществления химический состав предпочтительно контролируется, 90% площади или больше металлографической структуры составляют феррит и перлит, и сульфиды Mn, имеющие предопределенную форму, диспергируются в их внутренней части. Соответственно, 98% или больше площади поверхностей разрушения, получаемых путем раскалывания горячекатаной стали и стального компонента согласно варианту осуществления с помощью растяжения, параллельного направлению прокатки, становятся поверхностью хрупкого разрушения. Поскольку искривление происходит в поверхности пластического разрушения, поверхность пластического разрушения ухудшает свойства подгонки поверхностей разрушения. В том случае, когда 98% или больше площади поверхностей разрушения представляют собой поверхность хрупкого разрушения, свойства подгонки поверхностей разрушения выгодно поддерживаются.
[0061]
Способ оценки формы поверхностей разрушения является следующим.
Доля площади поверхности хрупкого разрушения относительно всей поверхности разрушения получается путем анализа изображения в соответствии со способом типичного анализа поверхности разрушения, разграничения области, в которой поверхность хрупкого разрушения образуется за счет трещины расслоения по плоскостям спайности, псевдотрещины расслоения по плоскостям спайности или межзерновой трещины, и вычисления процента площади поверхности хрупкого разрушения относительно площади всей поверхности разрушения.
Величина искривления, образующегося благодаря разрушению и раскалыванию, получается путем накладки и скрепления болтами горячекатаной стали или стального компонента после разрушения, измерения разности между внутренним диаметром в направлении разрушения и внутренним диаметром в направлении, перпендикулярном к направлению разрушения, и принятия этой разности в качестве величины искривления, образовавшегося благодаря разрушению и раскалыванию.
Количество осколков, образовавшихся в поверхностях разрушения, получается путем повторения 10 раз операции накладки и скрепления болтами поверхностей разрушения с вращающим моментом 20 Н×м для соединения поверхностей разрушения, а затем ослабления болтов для освобождения поверхностей разрушения, затем измерения общей массы фрагментов, выпавших в результате этой операции, и принятия этой общей массы в качестве количества осколков, образовавшихся на поверхностях разрушения.
Численная плотность ступенек (ступенек в направлении растяжения), в которых разность высоты в направлении, параллельном растяжению, равна или больше 80 мкм, и угол относительно направления, параллельного растяжению, равен или меньше 45 градусов, и которые наблюдаются на сечении, параллельном направлению прокатки, а также численная плотность трещин или углублений (трещин в направлении поверхности разрушения), в которых угол относительно направления, параллельного растяжению, превышает 45 градусов, которые формируются с длиной, равной или больше 80 мкм, и наблюдаются на сечении, параллельном направлению прокатки, и в которых часть трещин или углублений распространяется внутрь стального компонента, оцениваются с помощью следующего способа. Сначала горячекатаная сталь или стальной компонент, в которых сформированы поверхности разрушения, режутся в направлении, параллельном направлению растяжения, для того, чтобы обеспечить наблюдение формы поверхностей разрушения в направлении, перпендикулярном направлению растяжения. Путем выполнения заливки смолой поверхностей разрушения перед резанием формы поверхностей разрушения могут быть сохранены во время резания. Путем наблюдения форм поверхностей разрушения на описанных выше поверхностях реза можно наблюдать углубления и выступы в направлении растяжения и углубления и выступы в направлении поверхности разрушения.
Поверхности реза, используемые для измерения численной плотности ступенек в направлении растяжения и численной плотности трещин в направлении поверхности разрушения, могут быть сформированы в произвольном положении тестового образца, при условии, что они параллельны направлению растяжения, и предпочтительно, чтобы поверхности реза формировались так, чтобы поверхности разрушения на поверхностях реза были настолько большими, насколько это возможно. Наблюдение выполняется в 5 или более произвольных областях наблюдения поверхностей реза. Измеряются численные плотности ступенек в направлении растяжения и трещин в направлении разрушения на 10 мм в каждой области наблюдения, и вычисляются их средние значения. Соответственно получаются численные плотности ступенек в направлении растяжения и трещин в направлении разрушения.
[0062]
Способ разрушения горячекатаной стали и стального компонента в соответствии с вариантом осуществления особенно не ограничивается, и разрушение предпочтительно выполняется путем использования растягивающего напряжения, параллельного направлению прокатки. Поскольку сульфиды Mn горячекатаной стали и стального компонента в соответствии с вариантом осуществления растягиваются в направлении, параллельном направлению прокатки, эффект формирования углублений и выступов благодаря сульфидам Mn максимизируется при приложении растягивающего напряжения, параллельного направлению прокатки, для того, чтобы сформировать поверхности разрушения, по существу перпендикулярные направлению прокатки. Соответственно, эффект формирования углублений и выступов благодаря сульфидам Mn максимизируется. В дополнение к этому, для того, чтобы улучшить свойства разрушения раскалыванием, предпочтительно, чтобы перед приложением растягивающего напряжения была выполнена механическая обработка для формирования выреза в той части, где должна быть сформирована поверхность разрушения. Способ механической обработки для формирования выреза особенно не ограничивается, и механическая обработка для формирования выреза может быть выполнена, например, с помощью прошивки или лазерной обработки.
[0063]
В горячекатаной стали и стальном компоненте варианта осуществления во время разрушения и раскалывания величина пластической деформации около поверхности разрушения является небольшой, и количество осколков, образующихся на поверхностях разрушения, уменьшается. Соответственно в том случае, когда поверхности разрушения подгоняются друг к другу, поверхности разрушения могут быть подогнаны с превосходной точностью без смещения положения, и возможно одновременно получить улучшение точности стального компонента и улучшение выхода. В дополнение к этому, очень небольшое количество Bi, включаемого в сталь, может улучшить обрабатываемость резанием. Кроме того, когда используются горячекатаная сталь и стальной компонент варианта осуществления, стряхивание осколков может быть опущено, и производственные затраты могут быть уменьшены. Таким образом, это позволяет улучшить экономическую эффективность в промышленности.
[Примеры]
[0064]
Далее настоящее изобретение будет описано более подробно со ссылками на Примеры. Эти Примеры предназначены для описания технического значения и эффектов настоящего изобретения, и не ограничивают область охвата настоящего изобретения.
[Пример 1]
[0065]
Блюм был произведен путем выполнения непрерывной разливки каждой из сталей, имеющих составы, показанные в Таблице 1 и Таблице 2, и выплавленных в конвертерной печи, этот блюм был превращен в заготовку, имеющую размер 162 мм × 162 мм, посредством блюминга, и заготовка круглого сечения, имеющая диаметр 56 мм, была получена путем горячей прокатки. При выплавке сталей, отличающихся от стали O1, Zr добавлялся в расплавленную сталь перед выполнением дегазационной обработки расплавленной стали с использованием способа RH или в пределах 15 мин после начала дегазационной обработки. Zr не добавлялся во время выплавки стали O1. При получении заготовки круглого сечения путем выполнения горячей прокатки заготовки полное относительное сужение устанавливалось равным 90%, и относительное сужение в диапазоне температур, равных или ниже 1000°C, устанавливалось равным 80%. Символ «-» в таблицах указывает, что содержание данного элемента не превышает погрешности измерения (то есть находится на том же самом уровне, что и содержание примесей). Температура и время нагрева блюма перед обжатием составляли соответственно 1270°C и 140 мин, и температура и время нагрева заготовки перед горячей прокаткой составляли соответственно 1240°C и 90 мин. Подчеркнутые значения в Таблице 2 не соответствуют диапазонам настоящего изобретения.
[0066]
Среднечисленная плотность сульфидов Mn, имеющих диаметр эквивалентного круга 1-5 мкм, растянутых вдоль направления прокатки и имеющих соотношение сторон, превышающее 10 и равное или меньше 30, в сталях, полученных описанным выше способом, и измеренных с использованием поперечных сечений, параллельных направлению прокатки, вычисляется с помощью следующего способа. Сначала стали были разрезаны в направлении, параллельном направлению прокатки, и поверхности реза были отполированы. Затем увеличенные изображения поверхностей реза сталей были получены с помощью оптического микроскопа или электронного микроскопа. Увеличение в это время составляло 100х. Путем выполнения анализа этих изображений была получена численная плотность сульфидов Mn в области, соответствующей этим изображениям. В дополнение к этому два сульфида Mn, которые располагались в направлении растяжения, и зазор между концами которых был равен или меньше чем 10 мкм, рассматривались как один растянутый сульфид Mn. Кроме того, получение изображений и анализ повторялись по меньшей мере 10 раз, и получаемая в результате численная плотность усреднялась. Соответственно была получена среднечисленная плотность сульфидов Mn в каждой из этих сталей.
[0067]
Суммарные количества феррита и перлита в металлографической структуре сталей, полученных вышеописанным способом, были определены путем резки этих сталей, получения фотографий отполированного и протравленного поперечного сечения с помощью оптического микроскопа и выполнения анализа изображения на этих микрофотографиях. Вышеописанные стадии были повторены 4 раза, и средние значения полученных суммарных количеств феррита и перлита были приняты за суммарное количество феррита и перлита в этих сталях. В результате этого измерения было определено, что 90% или больше площади микроструктуры всех сталей в соответствии с настоящим изобретением занимают феррит и перлит.
[0068]
Затем для того, чтобы проверить свойства разрушения раскалыванием, с помощью горячей ковки были произведены тестовые образцы, соответствующие кованым шатунам. В частности, с помощью описанного выше процесса из этих сталей были получены круглые заготовки, имеющие диаметр 56 мм и длину 100 мм, нагреты до 1150°C - 1280°C, и ковка была выполнена в направлении, перпендикулярном к направлению длины этих заготовок, так, чтобы они имели толщину 20 мм. Поковки были охлаждены до комнатной температуры с помощью воздушного охлаждения (охлаждения путем оставления стали на открытом воздухе) или охлаждения обдувом (охлаждения путем создания потока воздуха, обдувающего сталь). Эти стальные поковки после охлаждения были нарезаны на образцы для испытания на разрыв № 4 в соответствии со стандартом JIS и тестовые образцы для оценки свойств разрушения раскалыванием формы, соответствующей нижней (большей) головке шатуна. Образец для испытания на разрыв № 4 JIS брался вдоль продольного направления в положении 30 мм от боковой поверхности стальной поковки. Тестовый образец для оценки свойств разрушения раскалыванием имел форму пластины с размерами 80 мм × 80 мм толщиной 18 мм, в центральной части которой было сделано отверстие диаметром 50 мм, как показано на Фиг. 1, и на внутренней поверхности отверстия, имеющего диаметр 50 мм, в двух местах, расположенных под углом ± 90 градусов относительно направления длины заготовки перед ковкой, была выполнена механическая обработка для получения V-образных вырезов с глубиной 1 мм, углом при вершине 45 градусов и кривизной переднего конца 0,5 мм. В дополнение к этому сквозное отверстие для болтового соединения, имеющее диаметр 8 мм, было сделано так, чтобы его осевая линия располагалась на расстоянии 8 мм от боковой поверхности образца со стороны V-образных вырезов.
[0069]
Устройство для оценки свойств разрушения раскалыванием конфигурируется разъемной формой и устройством для ударного испытания падающим грузом. Разъемная форма имеет форму, получаемую путем расщепления цилиндра, имеющего диаметр 46,5 мм, сформированного на прямоугольной стали, на две половины вдоль центральной линии. Одна половина фиксируется, а другая движется по рельсу. Клинообразное отверстие было сделано на контактирующих поверхностях двух полуцилиндров. Во время испытания на излом в отверстие тестового образца, имеющее диаметр 50 мм, вставляется цилиндр этой разъемной формы, имеющий диаметр 46,5 мм, для расклинивания, и устанавливается под падающим грузом. Масса падающего груза составляет 200 кг, и он имеет систему падения вдоль направляющей. Когда падающий груз падает, он ударяет по клину, и тестовый образец подвергается раскалыванию на две половины. В дополнение к этому, окружение тестового образца фиксируется путем давления разъемной формы так, чтобы тестовый образец не был изолирован от разъемной формы во время разрушения.
[0070]
Способ измерения доли площади («доли площади хрупкого разрушения») поверхности хрупкого разрушения относительно всей площади разрушения был следующим. Сначала сталь разрушалась при высоте падения 100 мм, и делалась микрофотография поверхности разрушения. Путем анализа микрофотографии в соответствии со способом типичного анализа поверхности разрушения выполнялось разграничение области, в которой поверхность хрупкого разрушения образуется за счет трещины расслоения по плоскостям спайности, псевдотрещины расслоения по плоскостям спайности или межзерновой трещины, и вычислялся процент площади поверхности хрупкого разрушения относительно площади всей поверхности разрушения.
Способ измерения величины искривления, образующегося благодаря разрушению и раскалыванию («величины искривления»), был следующим. Соединение болтами выполнялось путем совмещения тестовых образцов после разрушения, и измерялась разность между внутренним диаметром в направлении разрушения и внутренним диаметром в направлении, перпендикулярном к направлению разрушения. Эта разность рассматривалась как величина искривления, образующегося благодаря разрушению и раскалыванию.
Способ измерения количества осколков, образующихся на поверхностях разрушения («количества осколков»), был следующим. После выполнения описанного выше измерения величины искривления операция совмещения и соединения болтами поверхностей разрушения с вращающим моментом 20 Н×м для сборки поверхностей разрушения, а затем ослабления болтов для освобождения поверхностей разрушения повторялась 10 раз. Измерялась общая масса фрагментов, выпавших благодаря этой операции, и эта общая масса рассматривалась как количество осколков, образовавшихся на поверхностях разрушения.
[0071]
Сталь, имеющая превосходные свойства разрушения раскалыванием, является сталью, в которой морфология разрушения поверхности является хрупкой, величина искривления около поверхности разрушения благодаря разрушению и раскалыванию является небольшой, и количество осколков является малым. Авторы настоящего изобретения определили сталь, в которой доля площади поверхности хрупкого разрушения равна или больше чем 98%, величина искривления около поверхности разрушения равна или меньше чем 100 мкм, и количество произведенных осколков равно или меньше 1,0 мг, как сталь, имеющую превосходные свойства разрушения раскалыванием.
[0072]
Сталь, в которой сформирована поверхность разрушения, в который среднечисленная плотность трещин или углублений («количество трещин в направлении поверхности разрушения»), в которых угол относительно направления, параллельного растяжению, превышает 45 градусов, которые формируются с длиной, равной или больше 80 мкм, и наблюдаются на сечении, параллельном направлению прокатки, и в которых часть трещин или углублений распространяются внутрь стального компонента, ограничена, составляет меньше чем 3,0 на 10 мм, рассматривается как сталь, имеющая превосходные свойства разрушения раскалыванием. Для того, чтобы увеличить свойства подгонки между поверхностями разрушения, необходимо, чтобы размеры углублений и выступов поверхностей разрушения в направлении растяжения (то есть размеры ступенек, образуемых этими углублениями и выступами), были большими, а сами углубления и выступы присутствовали с высокой частотой. Авторы настоящего изобретения рассматривали образец, в котором сформирована поверхность разрушения, в которой среднечисленная плотность ступенек («количество ступенек в направлении растяжения»), в которых разница в высоте в направлении, параллельном растяжению, равна или больше чем 80 мкм, и угол относительно направления, параллельного растяжению, равен или меньше чем 45 градусов, и которые наблюдаются на сечении, параллельном направлению прокатки, равна или больше чем 2,0 на 10 мм, как образец, имеющий высокие свойства подгонки.
[0073]
Численные плотности ступенек в направлении растяжения и трещин в направлении поверхности разрушения измерялись с помощью следующего способа. Сначала тестовый образец вырезался в направлении растяжения, чтобы обеспечить наблюдение формы поверхностей разрушения в направлении, перпендикулярном к направлению растяжения. Путем наблюдения формы поверхностей разрушения на описанных выше поверхностях реза наблюдались углубления и выступы в направлении растяжения и углубления и выступы в направлении поверхности разрушения. Поверхности реза формировались так, чтобы они включали в себя центр поверхности разрушения. Наблюдение выполнялось в 5 или больше произвольных областях наблюдения поверхностей реза. Во время наблюдения измерялись численные плотности ступенек в направлении растяжения и трещин в направлении разрушения на 10 мм в каждой области наблюдения, и вычислялись их средние значения.
[0074]
Как показано в Таблице 3, все примеры в соответствии с настоящим изобретением, то есть производственные №№ 1-29, удовлетворяли вышеописанному критерию приемлемости, имели превосходные свойства разрушения раскалыванием и хорошие свойства подгонки. В производственных №№ 1-29 численная плотность сульфидов Mn, удовлетворяющих вышеописанным определениям диаметра эквивалентного круга и соотношения сторон, была равной или больше чем 50 на 1 мм2.
[0075]
В то же время, в производственных №№ 30-46 количество одного или более элементов из C, Si, Mn, P, С, Cr, V, Zr, N и Bi находилось вне диапазонов настоящего изобретения, как показано в Таблице 2. Они не удовлетворяют условиям настоящего изобретения по следующим причинам, показанным в Таблице 4.
[0076]
В производственных №№ 30, 32, 36, 41 и 44 количества C, Si, P, V и N были меньше нижних пределов диапазонов настоящего изобретения. Соответственно, величина пластической деформации во время разрушения и раскола превышала 100 мкм, то есть не соответствовала условию для получения превосходных свойств разрушения раскалыванием.
В производственных №№ 31, 33, 35 и 37 количество C, Si, Mn и P превышало верхние пределы диапазонов настоящего изобретения, соответственно. Соответственно, количество осколков, образовавшихся во время разрушения и раскола, превышало 1,0 мг.
В производственном № 34 количество Mn было меньше нижнего предела диапазона настоящего изобретения, и температура, при которой формировались сульфиды Mn, была ниже надлежащего диапазона температур. Соответственно, количество кристаллизующихся сульфидов Mn уменьшалось, а количество выделяющихся сульфидов Mn увеличивалось. В результате численная плотность сульфидов Mn, имеющих диаметр эквивалентного круга 1-5 мкм, была больше верхнего предела, трещины вдоль направления растяжения легко разделялись, и рост ступенек в направлении растяжения предотвращался. Следовательно, количество ступенек в направлении растяжения на поверхности разрушения было меньше, чем требует настоящее изобретение.
В производственном № 38 количество S превышало верхний предел диапазона настоящего изобретения. Следовательно, количество осколков, образовавшихся во время разрушения, превысило 1,0 мг, а величина пластической деформации во время разрушения и раскалывания превысила 100 мкм, то есть не соответствовала условию для получения превосходных свойств разрушения раскалыванием.
В производственном № 39 количество S было меньше, чем нижний предел диапазона по настоящему изобретению. Соответственно, объемная доля и степень удлинения сульфида Mn были недостаточными, и количество углублений и выступов было меньше, чем требуется настоящим изобретением.
В производственном № 40 количество Cr превышало верхний предел диапазона настоящего изобретения. Соответственно, величина пластической деформации во время разрушения и раскола превышала 100 мкм, то есть не соответствовала условию для получения превосходных свойств разрушения раскалыванием.
В производственном № 42 Zr не включался, сульфиды Mn диспергировались так, что они имели грубое распределение, количество углублений и выступов поверхностей разрушения не удовлетворяло условиям настоящего изобретения, и величина пластической деформации во время разрушения и раскола превышала 100 мкм, то есть не соответствовала условию для получения превосходных свойств разрушения раскалыванием.
В производственном № 43 количество N превышало верхний предел диапазона настоящего изобретения. Соответственно, большое количество дефектов образовывалось на стадии производства стали, то есть на стадиях литья и горячей прокатки. Следовательно, этот пример не является подходящим в качестве материала для стального компонента.
В производственном № 45 количество Bi было меньше, чем нижний предел диапазона по настоящему изобретению. Хотя свойства разрушения раскалыванием производственного № 45 находились внутри диапазона приемлемости, обрабатываемость резанием, описанная ниже, была недостаточной.
В производственном № 46 количество Bi превышало верхний предел диапазона настоящего изобретения. Соответственно, большое количество дефектов образовывалось на стадии производства стали, то есть на стадиях литья и горячей прокатки. Следовательно, этот пример не является подходящим в качестве материала для стального компонента.
[0077]
Обрабатываемость резанием оценивалась на основе отделяемости стружки, для чего выполнялась горячая ковка вышеописанной горячекатаной стали, имеющей диаметр 56 мм, до диаметра 25 мм, обрезка в длину до 500 мм и обработка на токарном станке с ЧПУ при описанных ниже условиях.
ОТделяемость стружки оценивалась с помощью следующего способа. Вынималась стружка, отделившаяся во время теста обрабатываемости резанием за 10 с. Измерялась длина всех фрагментов вынутой стружки, и выбирались 10 самых длинных фрагментов стружки. Суммарная масса выбранных 10 фрагментов стружки оценивалась как «масса стружки». В том случае, когда стружка была длинной, и общее количество фрагментов стружки было меньше 10, десятикратная средняя масса фрагментов вынутой стружки оценивалась как «масса стружки». Например, если общее количество фрагментов стружки составляло 7, а их общая масса была равна 12,0 г, масса стружки вычислялась как 12,0 г × 10/7=17,1 г.
Резец, используемый для оценки обрабатываемости резанием, был следующим.
- Основной материал: карбид марки Р-20
- Покрытие: отсутствует
Условия резания были следующими.
- Периферийная скорость: 150 м/мин
- Подача: 0,2 мм/об
- Глубина резания: 0,4 мм
- Смазка: растворимое в воде охлаждающее масло
Образец, в котором масса стружки составляла 15 г или меньше, считался имеющим превосходную отделяемость стружки, и такой образец получал оценку «ХОРОШО» в Таблицах 3 и 4. Образец, в котором масса стружки составляла больше чем 15 г, считался имеющим неудовлетворительную отделяемость стружки, и такой образец получал оценку «ПЛОХО» в Таблицах 3 и 4. В сталях, содержащих Bi в диапазоне настоящего изобретения, масса стружки составляла 15 г или меньше. С другой стороны, в производственных №№ 30-33 и № 45, которые не включали в себя Bi, масса стружки была больше чем 15 г, и обрабатываемость резанием была неудовлетворительной.
[0078]
[Таблица 1]
НАЯ ПЛОТ-
НОСТЬ СУЛЬ-
ФИДОВ Mn (шт/мм2)
чания
СООТВЕТСТВИИ С НАС-
ТОЯ-
ЩИМ ИЗОБ-
РЕТЕ-
НИЕМ
[0079]
[Таблица 2]
СУЛЬФИДЫ (шт/мм2)
ме-
ча-
ния
ни-
тель-
ные при-
ме-
ры
[0080]
[Таблица 3]
ВОД-
СТ-
ВЕН-
НЫЙ №
ОБРАБОТКИ И ОХЛАЖДЕНИЯ
ЧЕСТВО СТУ-
ПЕНЕК В
НАПРАВ-
ЛЕНИИ РАСТЯЖЕ-
НИЯ
ЛИ-
ЧИ-
НА ИСК-
РИВ-
ЛЕ-
НИЯ (мкм)
ДИ ХРУПКО-
ГО РАЗРУ-
ШЕНИЯ
(%)
ЧЕ-
СТВО
ОСКОЛ-
КОВ (мг)
ЧЕСТВО ТРЕЩИН В НАПРАВ-
ЛЕНИИ
ПОВЕР-
ХНОСТИ РАЗРУ-
ШЕНИЯ
ТЫВАЕ-
МОСТЬ
РЕЗА-
НИЕМ
чания
ствии с настоя-
щим изо-
бре-
тением
[0081]
[Таблица 4]
ИЗ-
ВОД-
СТ-
ВЕН-
НЫЙ №
СТВО СТУПЕНЕК В НАПРАВ-
ЛЕНИИ РАСТЯЖЕ-
НИЯ
ЧИНА ИСК-
РИВ-
ЛЕ-
НИЯ (мкм)
ЩАДИ ХРУП-
КОГО РАЗ-
РУШЕ-
НИЯ
(%)
ЧЕС-
ТВО ОС-
КОЛ-
КОВ (мг)
ЧЕ-
СТВО ТРЕЩИН
В НАПРАВ-
ЛЕНИИ ПОВЕР-
ХНОСТИ РАЗРУ-
ШЕНИЯ
БАТЫ-
ВАЕ-
МОСТЬ РЕЗА-
НИЕМ
ча-
ния
тель-
ный
пример
[Пример 2]
[0082]
Стали A-2 - A-4, имеющие те же самые химические составы, что и сталь А, показанная в Таблице 1, были произведены при условиях, показанных в Таблице 5, и была измерена среднечисленная плотность сульфидов Mn («численная плотность сульфидов Mn») в этих сталях, удовлетворяющих определениям диаметра эквивалентного круга и соотношения сторон по настоящему изобретению. В Таблице 5 «время до ввода Zr» является временем (мин) до ввода Zr от начала дегазирующей обработки, «полное относительное сужение» является полным относительным сужением (%) горячей прокатки, «относительное сужение в диапазоне температур, равных или ниже чем 1000°C» является полным относительным сужением (%) за период времени при горячей прокатке, в котором температура стали была равна или ниже чем 1000°C, и «численная плотность сульфидов Mn» является численной плотностью (шт/мм2) сульфидов Mn, имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30. Производственные условия, не показанные в Таблице 3, устанавливались теми же самыми, что и в производственных №№ 1-46.
[0083]
[Таблица 5]
(шт/мм2)
(мин)
(%)
[0084]
Как показано в Таблице 1, для стали A все химические составы и производственные условия находились внутри диапазона по настоящему изобретению. Соответственно, численная плотность сульфидов Mn была внутри диапазона по настоящему изобретению. С другой стороны, как показано в Таблице 5, для сталей A-2 - A-4 химические составы находились внутри диапазона по настоящему изобретению, но производственные условия находились вне диапазона по настоящему изобретению. Соответственно, численная плотность сульфидов Mn была меньше, чем диапазон по настоящему изобретению.
Сталь A-2 является примером, в котором Zr был добавлен позже, чем через 15 мин после начала дегазирующей обработки. В результате время для достаточного измельчения сульфидов Mn за счет использования оксидов Zr не было обеспечено. Соответственно, считается, что численная плотность сульфидов Mn в стали A-2 была недостаточной.
Сталь A-3 является примером, в котором полное относительное сужение во время горячей прокатки было меньше 80%, а сталь A-4 является примером, в котором относительное сужение в диапазоне температур, равных или ниже чем 1000°C, в котором сульфиды Mn легко растягиваются, было меньше 50%. В результате сульфиды Mn не были в достаточной степени растянуты во время горячей прокатки. Соответственно, считается, что численная плотность сульфидов Mn в сталях A-3 и A-4 была недостаточной.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0085]
В случае, когда горячекатаная сталь варианта осуществления подвергается горячей ковке, охлаждается на воздухе или с помощью обдува воздухом, а затем разрушается и раскалывается, эта горячекатаная сталь имеет небольшую величину пластической деформации около поверхности разрушения и небольшое количество осколков, то есть эта горячекатаная сталь имеет превосходные свойства разрушения раскалыванием. В горячекатаной стали и стальном компоненте варианта осуществления благодаря тому, что величина пластической деформации поверхности разрушения является небольшой, и количество осколков уменьшено, поверхности разрушения могут быть подогнаны с превосходной точностью без смещения положения во время подгонки поверхностей разрушения, и возможно реализовать увеличение выхода. В дополнение к этому, в горячекатаной стали и стальном компоненте варианта осуществления благодаря вышеописанным характеристикам стряхивание осколков может быть опущено, и производственные затраты могут быть уменьшены. Таким образом, это позволяет улучшить экономическую эффективность в промышленности. Кроме того, компонент, произведенный с помощью горячей ковки горячекатаной стали варианта осуществления, имеет превосходную обрабатываемость резанием, и таким образом эффективность обработки при производстве этого компонента улучшается, и производительность улучшается.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0086]
1: тестовый образец
2: отверстие
3: V-образный вырез
4: отверстие проникновения
10: стальной компонент
11: сульфид Mn
12: трещина
21: трещина в направлении поверхности разрушения
22: ступенька в направлении растяжения
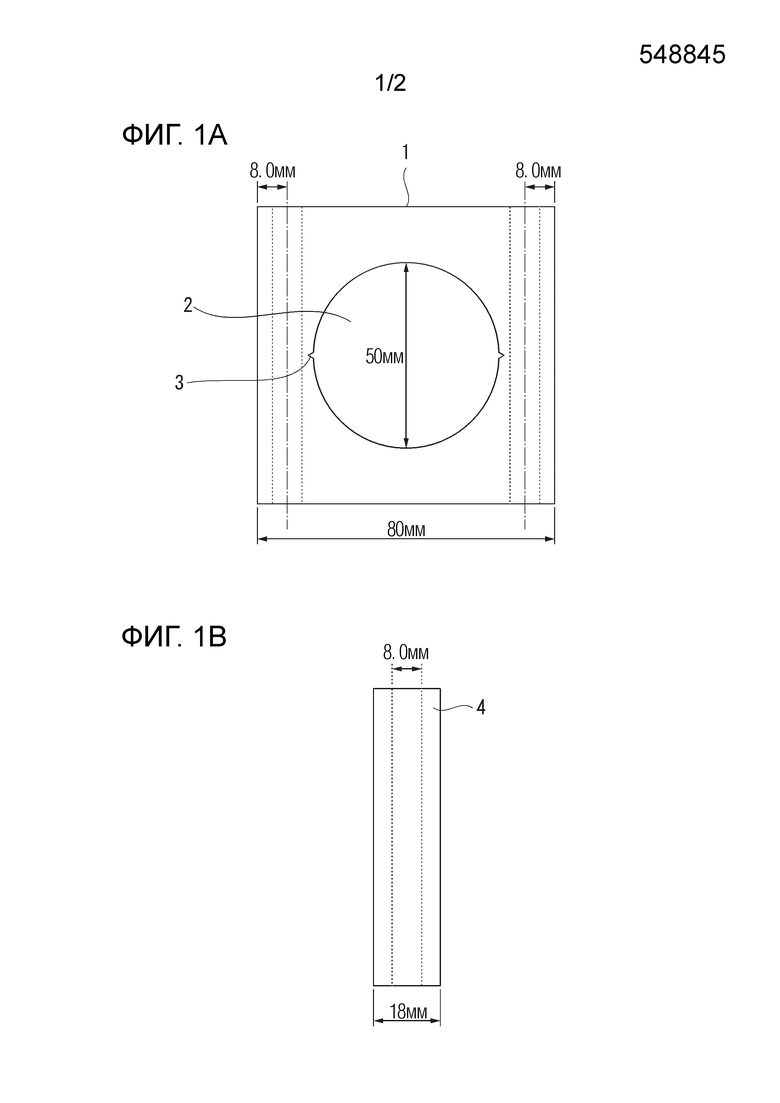
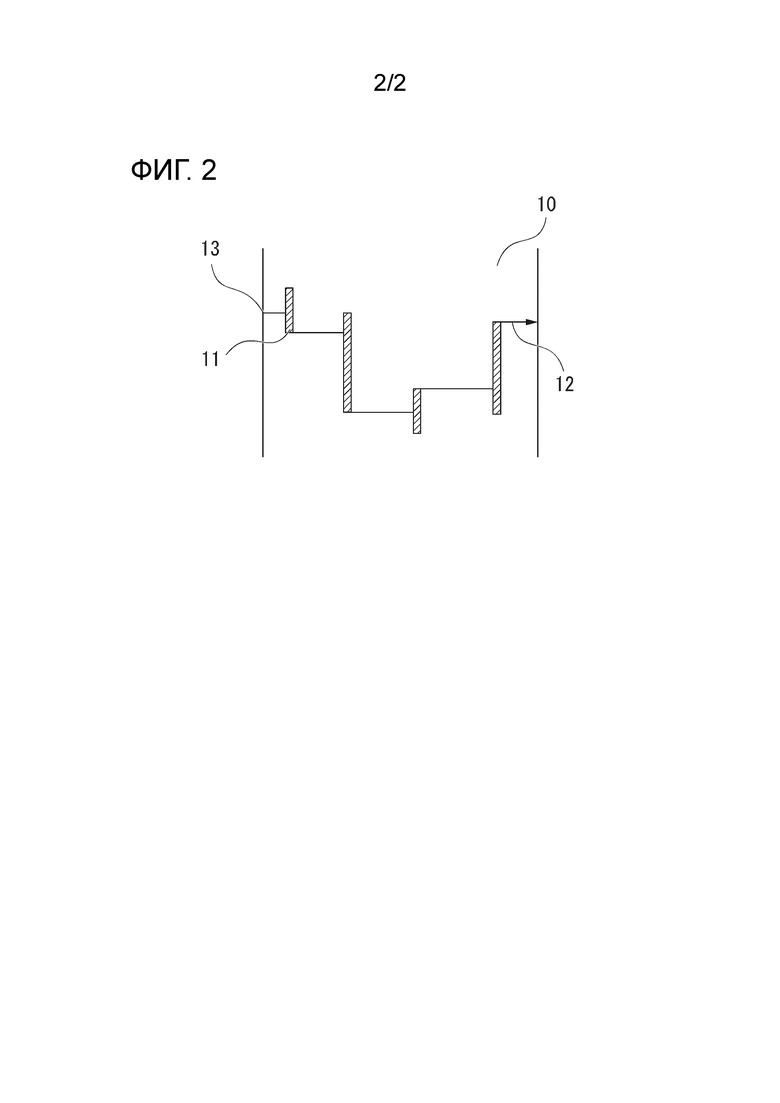
Изобретение относится к области металлургии, а именно к горячекатаной стали, используемой для изготовления компонентов двигателя и системы подвески транспортных средств. Сталь имеет следующий химический состав, мас.%: C: от 0,35 до 0,45, Si: от 0,6 до 1,0, Mn: от 0,60 до 0,90, P: от 0,010 до 0,035, S: от 0,06 до 0,10, Cr: 0,25 или меньше, V: от 0,20 до 0,40, Zr: от 0,0002 до 0,0050, N: от 0,0060 до 0,0150, Bi: от 0,0001 до 0,0050, Ti: от 0 до 0,050, Nb: от 0 до 0,030, Mg: от 0 до 0,0050, REM: от 0 до 0,0010, остаток - железо и примеси. Металлографическая структура на 90% или больше площади образована ферритом и перлитом. Средняя численная плотность сульфидов Mn, имеющих диаметр эквивалентного круга от 1 до 5 мкм, протяженных вдоль направления прокатки и имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30, измеренная на сечении, параллельном направлению прокатки, составляет 50-200 шт/мм2. Сталь имеет высокую обрабатываемость резаньем, небольшую величину пластической деформации около поверхности разрушения и небольшое количество осколков при разрушении. 2 н. и 3 з.п. ф-лы, 2 ил., 5 табл., 2 пр.
1. Горячекатаная сталь,
имеющая следующий химический состав, мас.%:
C: от 0,35 до 0,45,
Si: от 0,6 до 1,0,
Mn: от 0,60 до 0,90,
P: от 0,010 до 0,035,
S: от 0,06 до 0,10,
Cr: 0,25 или меньше,
V: от 0,20 до 0,40,
Zr: от 0,0002 до 0,0050,
N: от 0,0060 до 0,0150,
Bi: от 0,0001 до 0,0050,
Ti: от 0 до 0,050,
Nb: от 0 до 0,030,
Mg: от 0 до 0,0050,
REM: от 0 до 0,0010,
остаток - железо и примеси,
в которой 90% или больше площади металлографической структуры образовано ферритом и перлитом, при этом
средняя численная плотность сульфидов Mn, имеющих диаметр эквивалентного круга от 1 до 5 мкм, протяженных вдоль направления прокатки и имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30, измеренная на сечении, параллельном направлению прокатки, составляет 50-200 шт/мм2.
2. Горячекатаная сталь по п. 1,
в которой химический состав включает в себя один или более элементов, выбранных из группы, состоящей из, мас.%:
Ti: от 0,005 до 0,050,
Nb: от 0,005 до 0,030,
Mg: от 0,0005 до 0,0050 и
REM: от 0,0003 до 0,0010.
3. Стальной компонент,
имеющий следующий химический состав, мас.%:
C: от 0,35 до 0,45,
Si: от 0,6 до 1,0,
Mn: от 0,60 до 0,90,
P: от 0,010 до 0,035,
S: от 0,06 до 0,10,
Cr: 0,25 или меньше,
V: от 0,20 до 0,40,
Zr: от 0,0002 до 0,0050,
N: от 0,0060 до 0,0150,
Bi: от 0,0001 до 0,0050,
Ti: от 0 до 0,050,
Nb: от 0 до 0,030,
Mg: от 0 до 0,0050,
REM: от 0 до 0,0010,
остаток - железо и примеси,
в котором 90% или больше площади металлографической структуры образовано ферритом и перлитом, при этом
средняя численная плотность сульфидов Mn, имеющих диаметр эквивалентного круга от 1 до 5 мкм, протяженных вдоль направления прокатки, имеющих соотношение сторон, превышающее 10 и равное или меньше чем 30, измеренная на сечении, параллельном направлению прокатки, составляет 50-200 шт/мм2.
4. Стальной компонент по п. 3,
в котором при разрушении при растяжении стального компонента, которое выполняется путем растяжения параллельно направлению прокатки для того, чтобы сформировать поверхности разрушения,
ступеньки, в которых разница в высоте в направлении, параллельном растяжению, равна или больше чем 80 мкм, и угол относительно направления, параллельного растяжению, равен или меньше чем 45°, и которые наблюдаются на сечении, параллельном направлению прокатки, формируются на поверхности разрушения со среднечисленной плотностью, равной или больше чем 2,0 единицы на 10 мм,
поверхность хрупкого разрушения составляет 98% площади или больше от всей поверхности разрушения, и
среднечисленная плотность трещин или углублений, в которых угол относительно направления, параллельного растяжению, превышает 45°, которые формируются на длине, равной или больше чем 80 мкм, и наблюдаются на сечении, параллельном направлению прокатки, и в которых часть трещин или углублений распространяется к внутренней части стального компонента, составляет меньше чем 3,0 единицы на 10 мм на поверхности разрушения.
5. Стальной компонент по п. 3 или 4,
в котором химический состав включает в себя один или более элементов, выбранных из группы, состоящей из, мас.%:
Ti: от 0,005 до 0,050,
Nb: от 0,005 до 0,030,
Mg: от 0,0005 до 0,0050 и
REM: от 0,0003 до 0,0010.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ ИЗНОСОСТОЙКОЙ СТАЛИ И ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ СТАЛЬНОЙ ЛИСТ | 2003 |
|
RU2326179C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |

