Изобретение относится к строительству трубопроводов и может быть использовано как при строительстве магистральных трубопроводов для транспортировки нефти и природного газа, так и для межпромысловых линий.
Известен способ изготовления трубопроводов из труб, полученных сваркой продольными швами, см. Патент ФРГ №3841795 В21С 37/03 от 1990 г. Он предусматривает формовку труб изгибом листов с последующей сваркой, но при этом точность труб низкая, что существенно снижает качество трубопровода.
Известен также способ, описанный в монографии В.Н. Шинкина «Сопротивления материалов для металлургов», Москва, изд. дом МИСиС, 2013 г. - 665 с. Способ предусматривает формовку труб изгибом из одного листа в форме цилиндра, или из двух листов в форме двух половин цилиндров, с последующей сваркой продольными сварными швами и соединением труб в линию трубопровода кольцевыми сварными швами. После сварки каждую трубу подвергают пластической деформации операцией экспандирования - давлением на внутреннюю поверхность трубы жесткими сегментами, тем самым осуществляют увеличение ее диаметра. Это повышает точность размеров каждой из труб, но не может исключить появления «ступенек» на границах соседних труб, которые являются концентраторами напряжений. Также «ступеньки» вызывают турбулентность при течении газов или жидкостей по данным трубам. Это не только увеличивает гидравлическое сопротивление трубопровода, но и создает пульсации давления, иногда сопровождаемые шумом, вибрацией и существенно снижает долговечность и надежность трубопроводов. Как указано в данном аналоге (монографии В.Н. Шинкина) из-за аварий трубопроводов ежегодно вытекает 10…15 млн. тонн нефти (4…5% от всей нефти, добываемой в РФ). Экономический ущерб (только от потерь нефти) достигает 270 млн. долларов в год (стр. 638 указанной монографии В.Н. Шинкина).
Ближайшим аналогом заявляемого способа является способ, предложенный в заявке «Способ изготовления сварных трубопроводов» 2016149937/02(080218) от 19.12.2016. Способ отличается тем, что сварку каждой пары соседних труб кольцевыми швами осуществляют после совместной деформации концов указанной пары труб в нагруженном с помощью экспандера состоянии, с последующей разгрузкой после сварки. Данный способ позволяет существенно повысить точность трубопроводов. Следует, однако, отметить сложность реализации процесса сборки при соединении двух труб для последующей сварки.
Данное изобретение имеет целью упростить процесс соединения каждой пары соседних труб и повысить их точность. Указанная цель достигается за счет того, что на одну из соединяемых труб надевают втулку с продольными пазами на определенной части ее длинны, после чего вводят в данную втулку вторую трубу, осуществляют ее стыковку с первой трубой и их совместное экспандирование, а потом соединяют указанные трубы сварными швами сначала в пределах указанных продольных пазов, затем выводят втулку из контакта зоны сварного шва ее перемещение вдоль оси труб и завершают после этого соединение обеих труб кольцевым поперечным сварным швом. Кроме того, сварку в пределах продольных пазов втулки осуществляют при нагружении обеих труб усилиями со стороны экспандера, а после этого разгружают экспандер, выводят его из труб и завершают сварку кольцевым швом. Именно указанные отличительные признаки обеспечивают решение технической задачи. Они являются существенными.
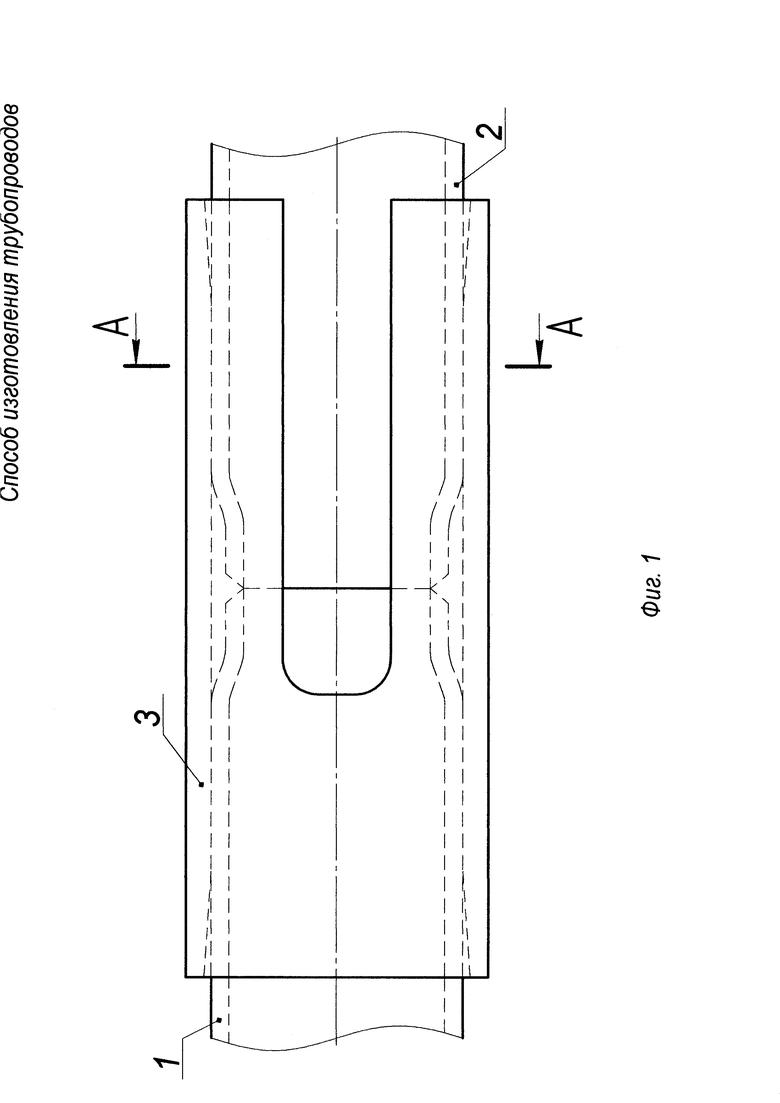
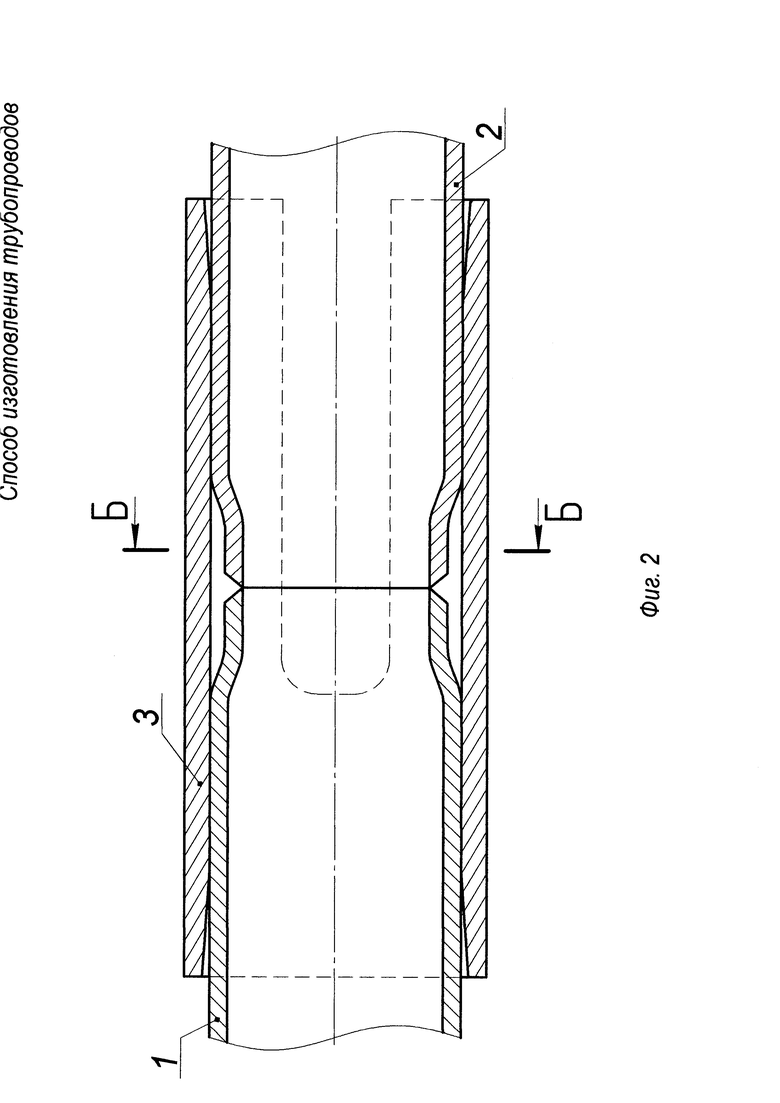
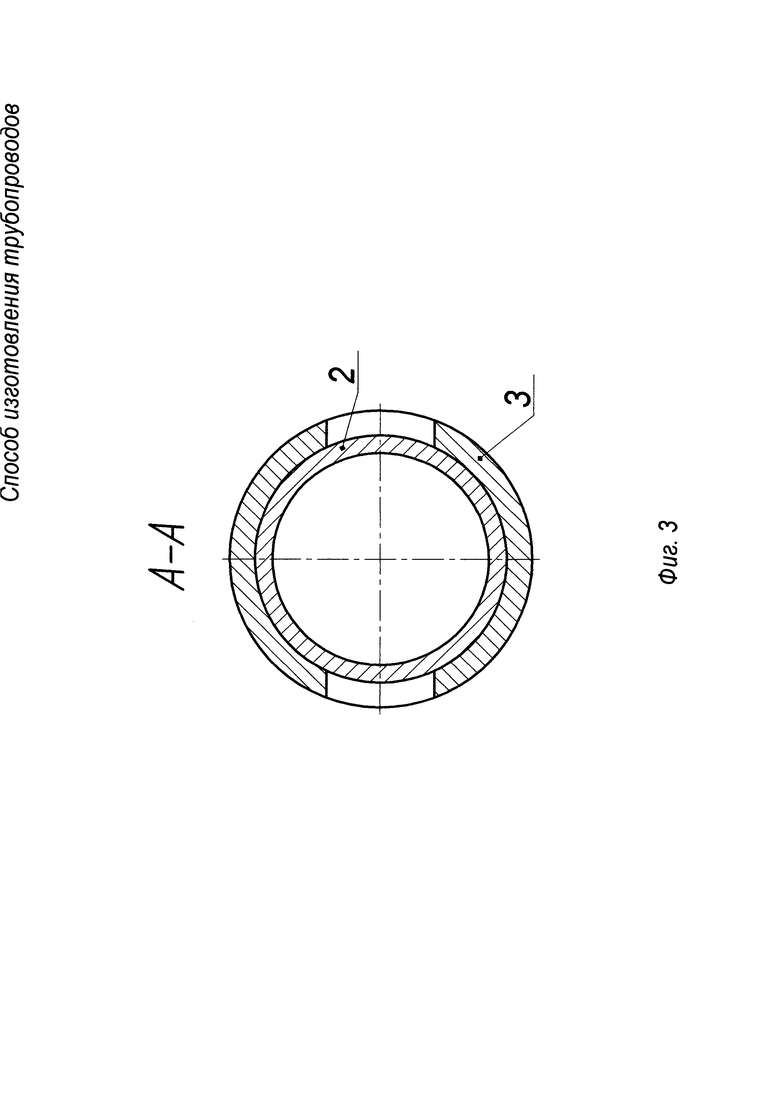
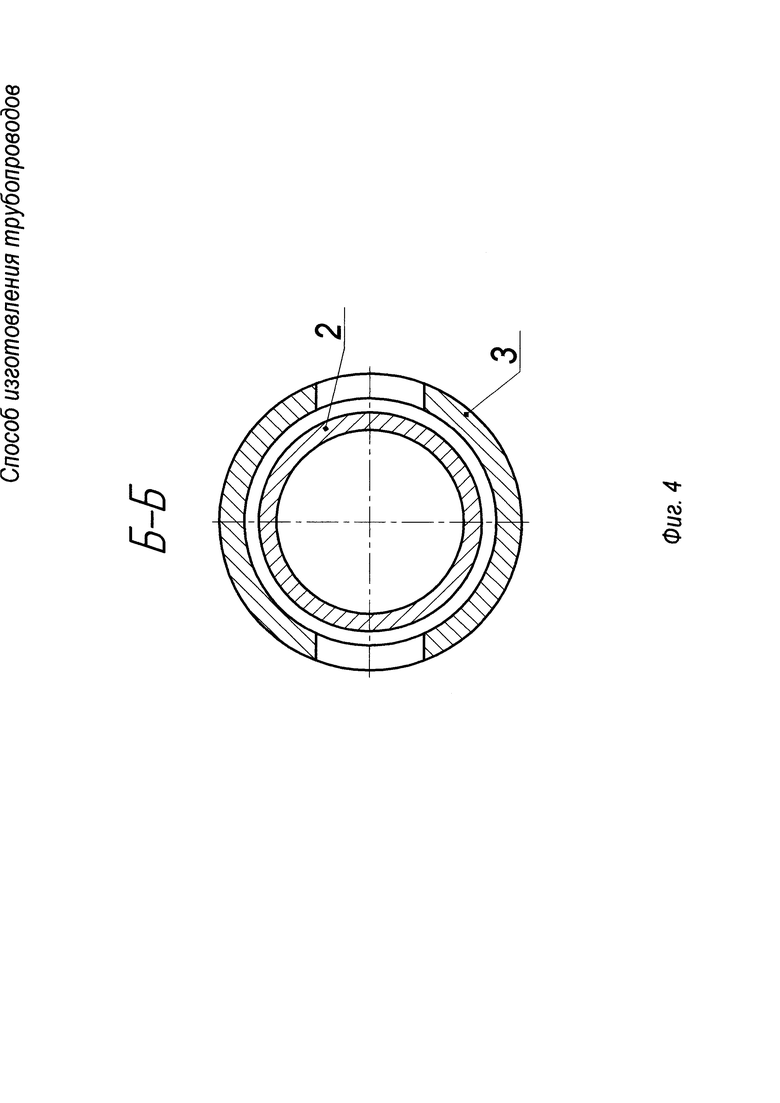
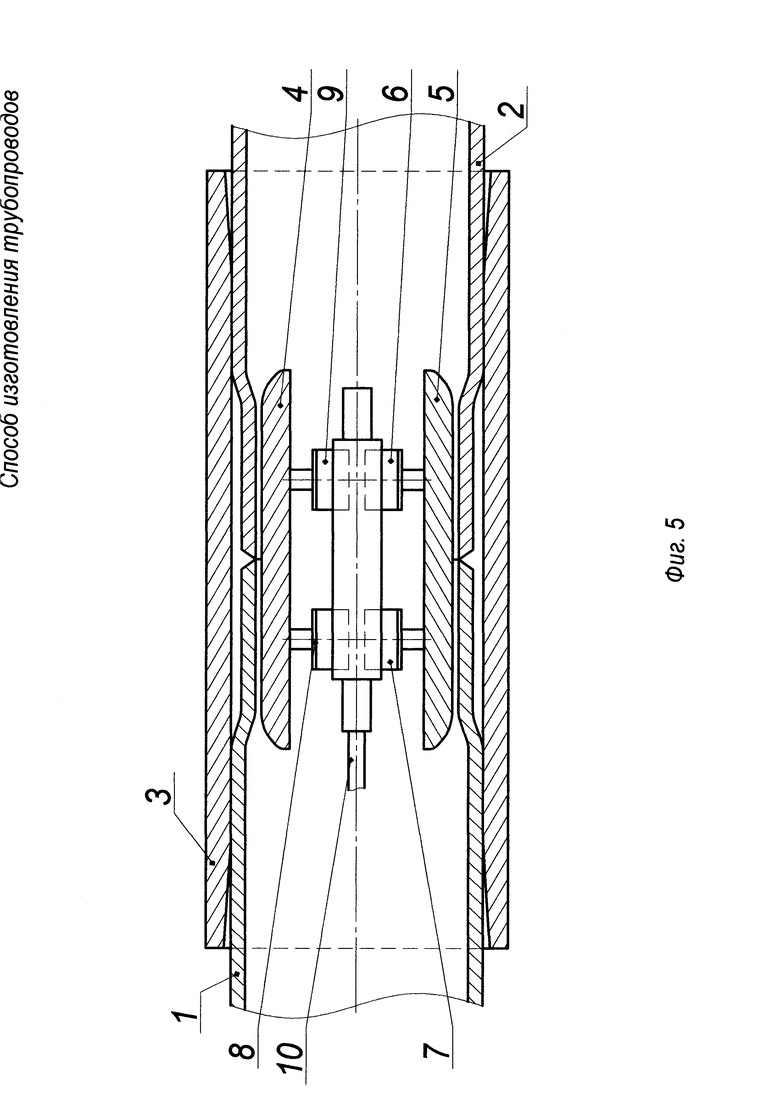
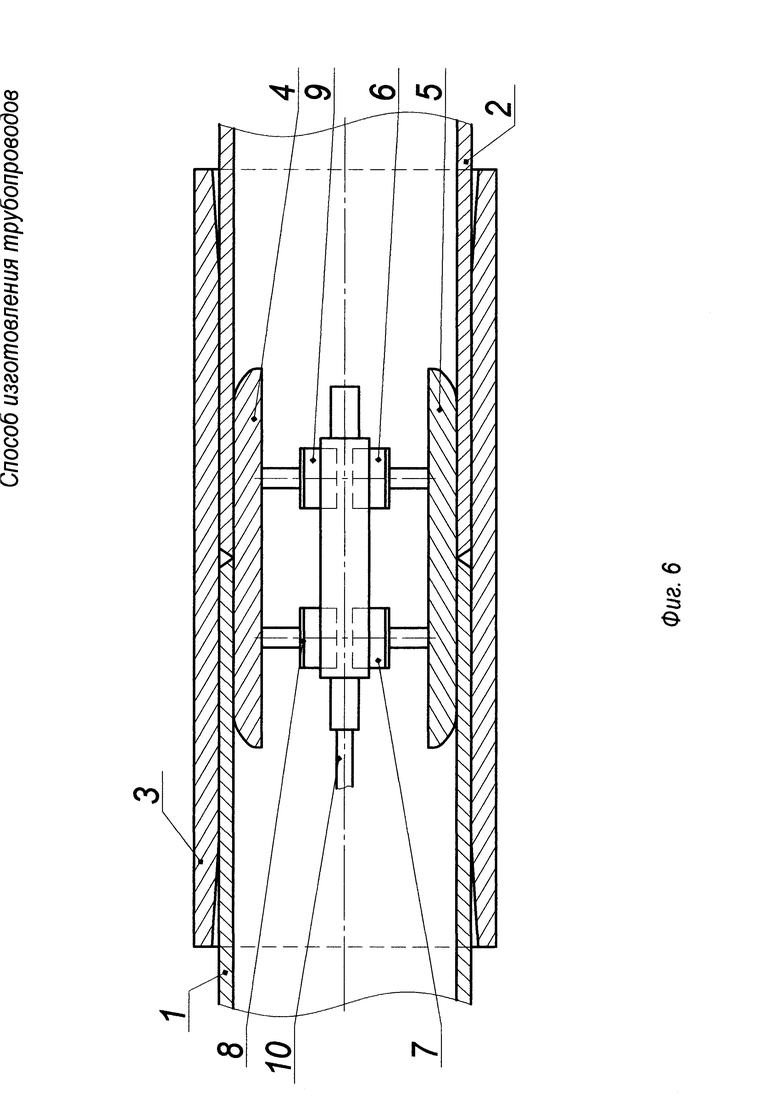
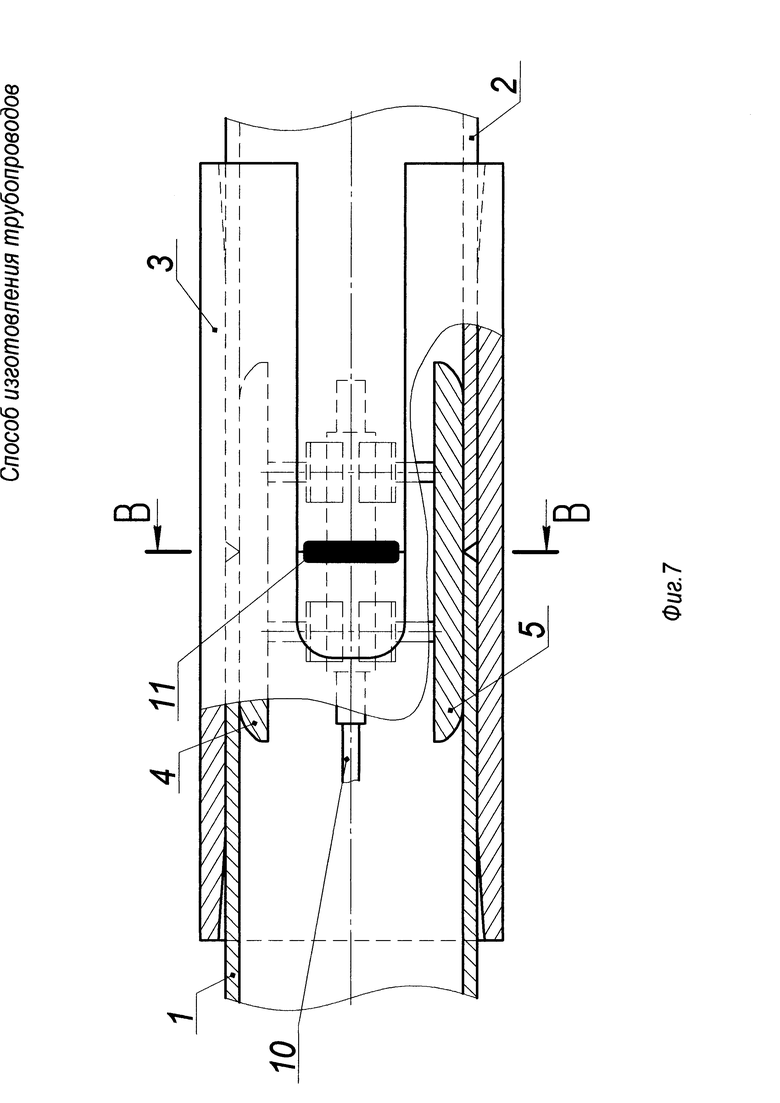
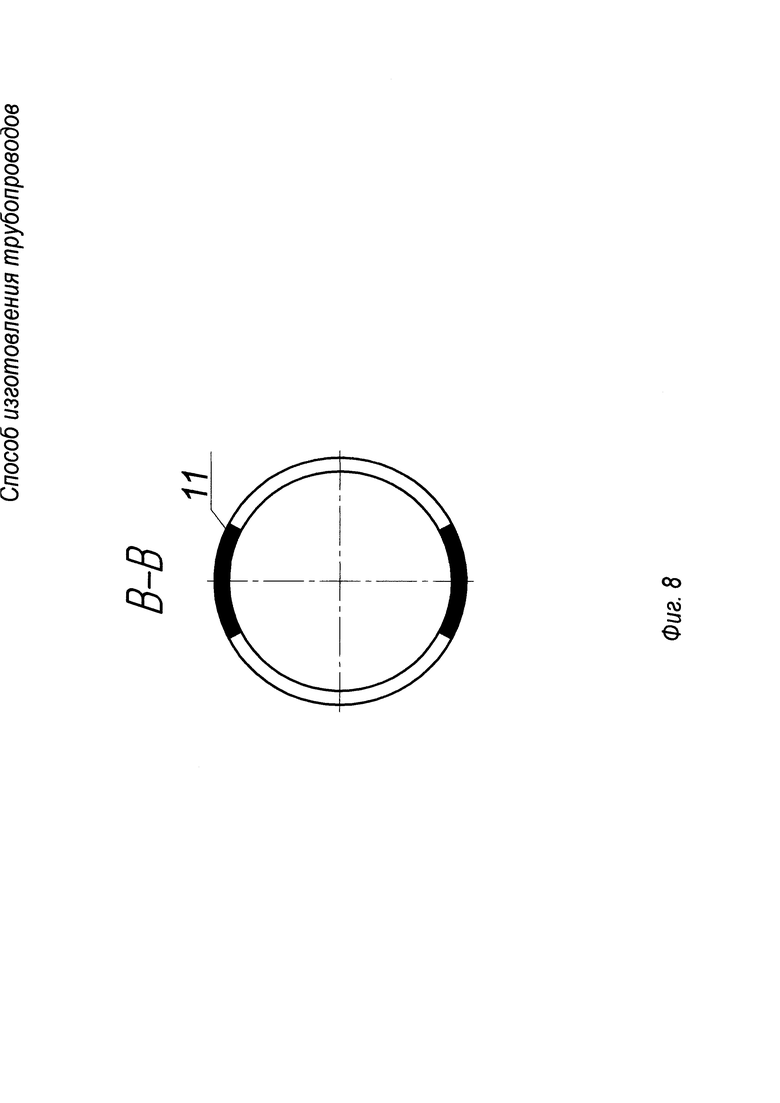
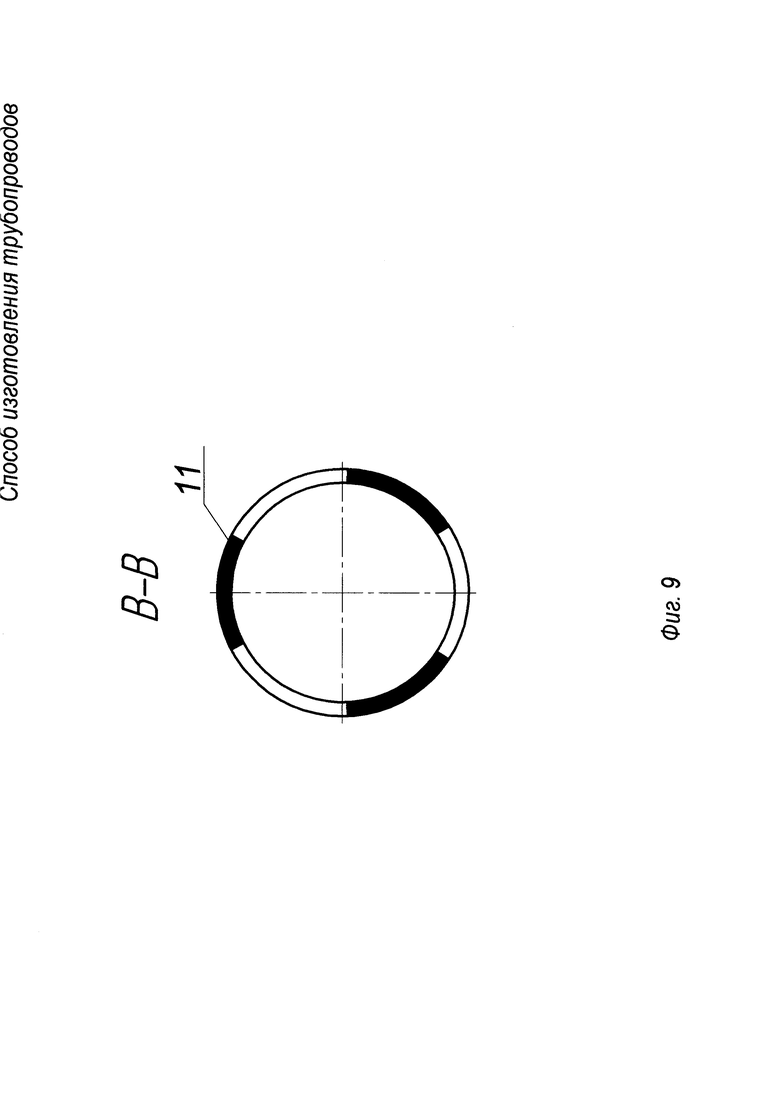
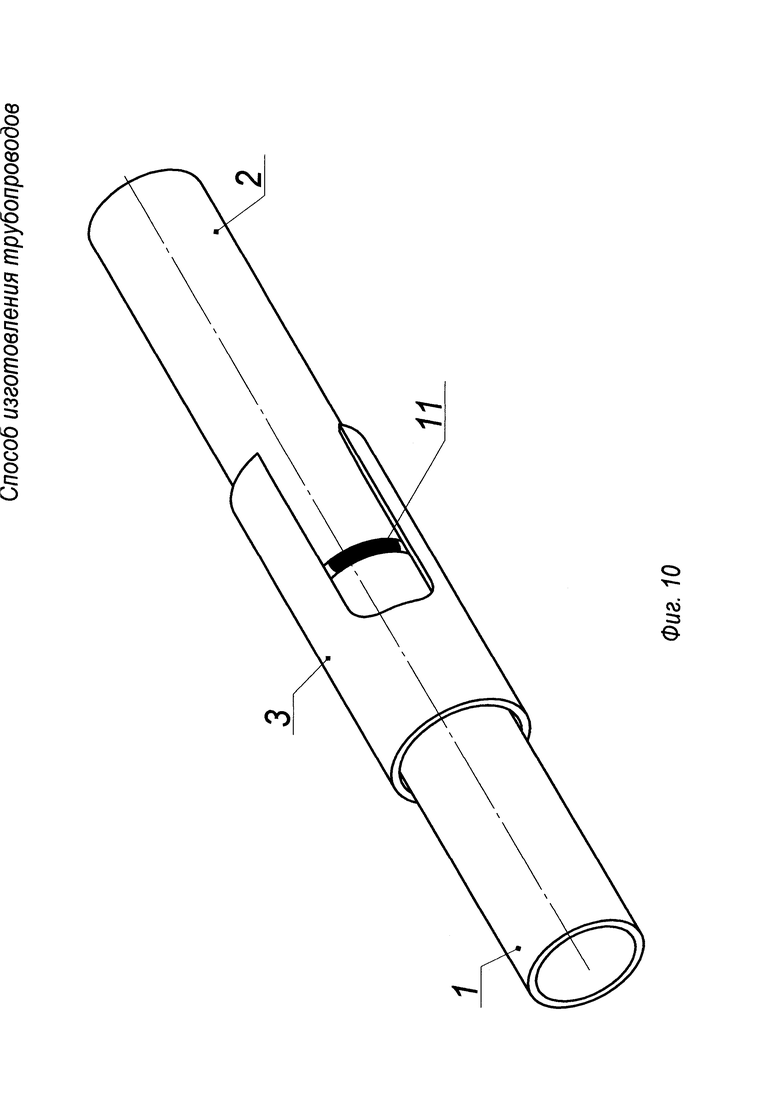
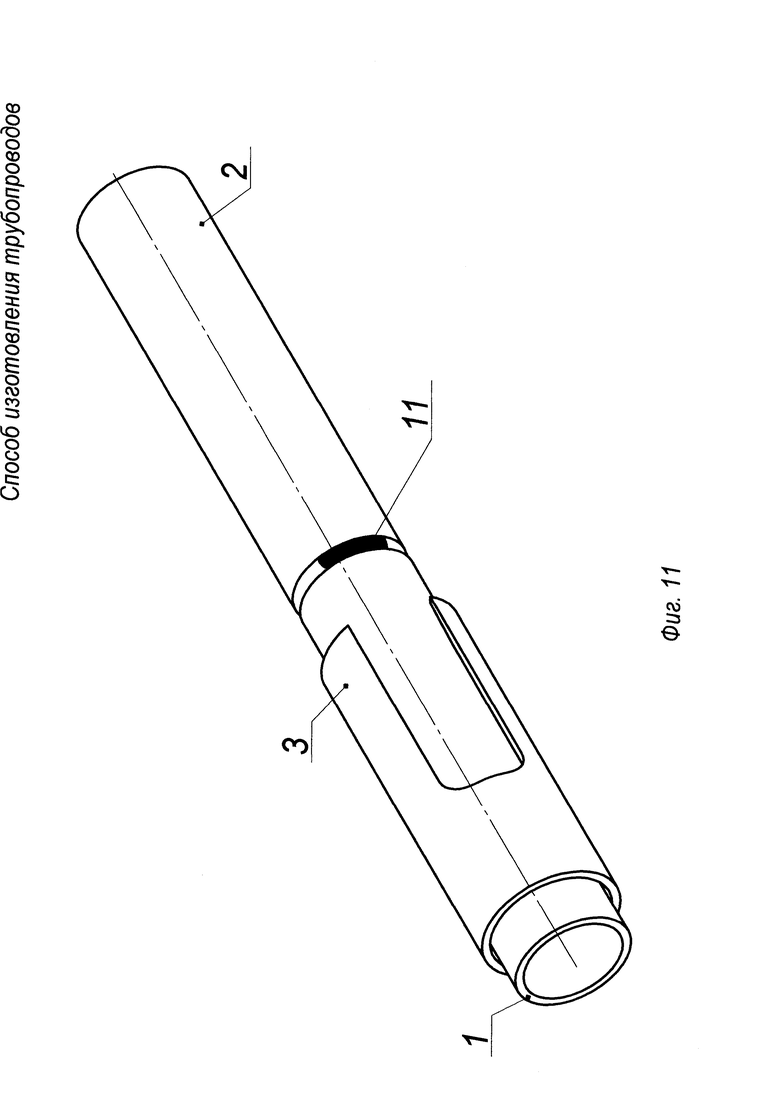
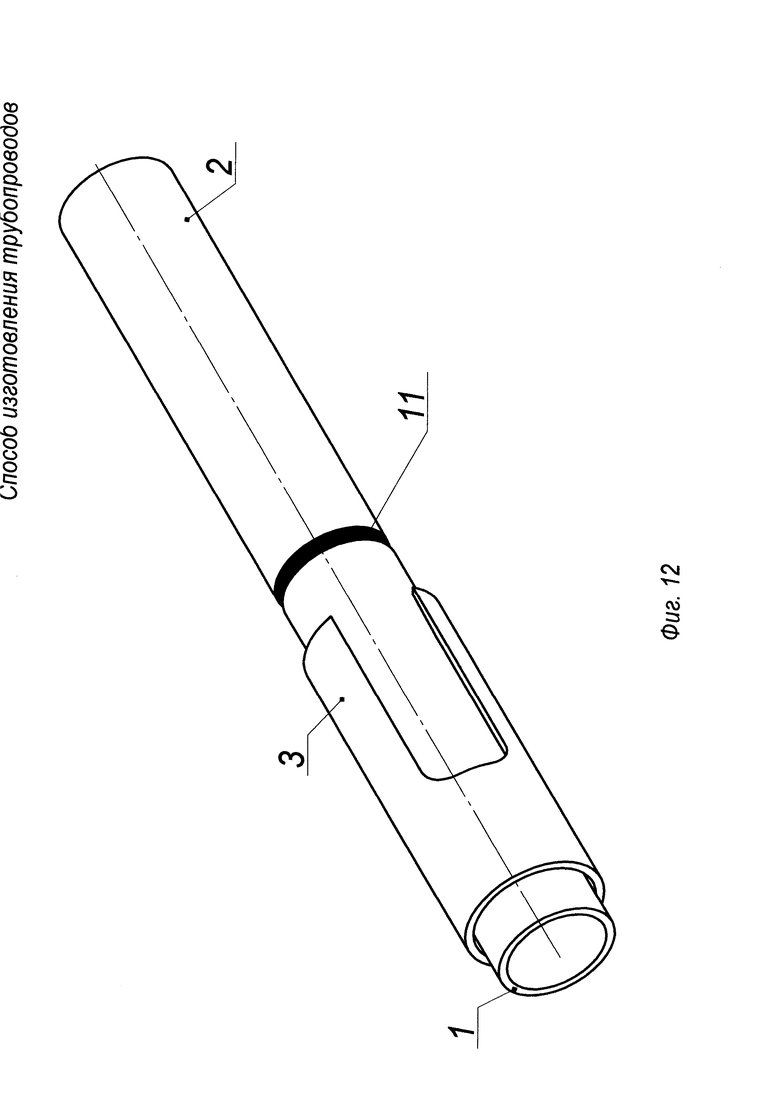
Способ иллюстрируется чертежами фиг. 1 - фиг. 12, причем на фиг. 1 показаны две соединяемые трубы 1 и 2 с втулкой 3, а на фиг. 2 - эти же детали в продольном разрезе вдоль оси труб. На фиг. 3 и 4 показаны разрезы в сечениях А-А и Б-Б. На фиг. 5 показано положение двух труб во втулке до начала экспандирования, но после ввода экспандера в трубу. На фиг. 6 показано это же сечение, но после осуществления операции экпандирования совместно двух труб 1 и 2. На фиг. 7 показано положение двух труб после соединения их сваркой в пределах продольных пазов во втулке и расположение сварного шва. На фиг. 8 показан разрез в сечении В-В при использовании втулки с двумя продольными пазами. На фиг. 9 показан разрез в сечении В-В при использовании втулки с тремя продольными пазами. На фиг. 10 показано в аксонометрии положение двух труб после соединения их сваркой в пределах продольных пазов втулки. Фиг. 11 иллюстрирует схему расположения труб после сдвига втулки в сторону трубы, соединяемой с линией трубопровода, а на фиг. 12 кольцевой сварной шов после завершения сварки двух труб кольцевым наружным швом.
На чертежах принято следующее обозначение: трубу 1 необходимо соединить с трубой 2 уже, расположенной в линии трубопровода. Поэтому трубу 1 вводят во втулку 3 с продольными пазами на определенной части ее длины. В обе труб вводят экспандер с сегментами 4 и 5, перемещаемыми гидравлическими цилиндрами 6, 7 и 8, 9, на чертежах показаны только два противоположных сегмента 4 и 5, обычно их число принимают равным двенадцати. Все сегменты расположены на центральном опорном стержне 10 (опорные ролики, которые катятся по внутренней поверхности труб, не показаны). Кольцевой сварной шов обозначен позицией 11.
Приведем пооперационное описание способа. Первая операция состоит в стыковке трубы 1 с уже закрепленной, установленной в линии трубопровода, трубой 2 (опоры трубы 2 не показаны). Для этого на трубу 2 надевают втулку 3 на участке ее длины, равной не менее трех-четырех диаметров, а в остальной участок втулки той же длины вводят трубу 1, перемещаемую предусмотренным манипулятором. Положение труб во втулке 3 видно из фиг. 1 и 2. Оно также поясняется двумя сечениями по трубе 2 и втулке 3, фиг. 3 и 4. Трубы изготовлены как обычно изгибом листа и сваркой его продольным сварным швом. При последующем экспандировании трубы расширяют с увеличением диаметров. Участки труб (l…l,5) D, при этом выполняют меньших диаметров, чем диаметры по остальной длине, они выравниваются при последующем совместном экспандировании краевых участков обеих труб (как в прототипе). Вторая операция заключается в том, что в трубы 1 и 2 вводят слева экспандер, снабженный сегментами 4 и 5 (и другими), имеющими возможность радиальных перемещений от гидравлических приводов - цилиндров 6, 7 и 8, 9, установленных на опорном стержне 10. Третья операция - это расширение краевых участков труб 1 и 2, расположенных во втулке 3 в положение, показанное на фиг. 6. После этого реализуют четвертую операцию - сварку обеих труб сварными швами 11 в пределах продольных пазов во втулке 3. Число пазов в нашем примере равно двум, но можно использовать и другое число пазов, например, три или четыре, расположенных по периметру под углами 120° или 90°, соответственно. Пятая операция состоит в том, что втулку 3 быстро перемещают влево - в сторону трубы 1, и разгружают экспандер и выводят его из труб. Шестая операция - это окончательное формирование кольцевого сварного шва, сварные швы 11, полученные при сварке труб 1 и 2 в пределах пазов втулки 3 фиг. 8 и фиг. 9, продолжают по всему периметру стыка труб. Если толщина стенок труб превышает 25…30 мм, то необходимо реализовать седьмую операцию - дополнительную сварку внутренним кольцевым швом. После этого следуют обычные операции по зачистке поверхностей сварных швов, их промывки (например, смесью воды и индустриального масла), дефектоскопия - контроль сварных швов, покраска или нанесение защитных покрытий. В некоторых случаях также осуществляют термообработку (отпуск) в зонах вблизи кольцевых сварных швов. После завершения этого цикла операций, регулируют положение опор трубы 1, чтобы избежать ее изгиба, далее отделяют трубу 1 от манипулятора, которым берут следующую трубу для установки ее в линию трубопровода.
Приведем конкретный пример реализации способа. Трубопровод собирают из стальных труб с содержанием углерода 0,06%, легированных марганцем и в малом количестве (0,02%) ниобием, диаметром 1020 мм, длинной 12 м, с толщиной стенки 16 мм. Трубу 1 манипулятором доставляют к трубе 2, установленной уже стационарно в линии трубопровода. Общая длина втулки 3 равна 8 м, из которых на длине 4 м она надета на трубу 2, а второй четырехметровый участок является консолью. В этот консольный участок втулки 3 вводят трубу 1 до соприкосновения с трубой 2. Внутреннюю поверхность втулки 3 можно покрыть слоем полимерного материала, чтобы не повредить наружную поверхность труб 1 и 2. Диаметры участков труб 1 и 2 на длинах 1 м выполнены равными 1010 мм (это на 10 мм меньше чем на остальной длине). Их подвергают совместной деформации экспандирования с увеличением диаметров до 1020 мм. После этого в пазах втулки 3 (при двух пазах с углами 45° длинами 360 мм) выполняют два симметричных сварных шва. Длина обоих швов по 350 мм во избежание приварки к поверхности трубы втулки 3. После этого прекращают сварку, разгружают экспандер и быстро выводят его из труб, а также смещают втулку 3 в сторону трубы 1. Далее завершают кольцевой сварной шов, соединяющий труб 1 и 2. Можно провести его дефектоскопию, например, с помощью ультразвука, зачистку и окраску поверхности. Способ обеспечивает повышение качества трубопроводов за счет увеличения точности соединений труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2653381C1 |
| Способ изготовления трубопровода сваркой труб | 2016 |
|
RU2647063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2016 |
|
RU2635035C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ СВАРНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА, ИЗГОТОВЛЕННОЙ ИЗГИБОМ ИЗ ЛИСТА И СВАРКОЙ ПРОДОЛЬНЫМ ШВОМ | 2016 |
|
RU2647062C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2601844C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128560C1 |
Изобретение относится к строительству трубопроводов для транспортировки газов и жидкостей, в основном нефти. Способ изготовления трубопроводов включает операцию совместной деформации экспандирования краевых участков соседних труб. На трубу, установленную в линии трубопровода, надевают втулку с продольными пазами на часть ее длины и вводят в указанную втулку вторую трубу до соединения с первой трубой. Затем реализуют деформацию экспандирования концевых участков обеих труб и соединяют их сварными швами в пределах указанных продольных пазов. После этого смещают втулку в сторону вновь присоединенной трубы и завершают формирование сварного шва по всему периметру соединяемых труб. Также предусмотрено разгружение эспандера и вывод его из зоны соединения труб после формирования сварных швов в пределах пазов втулки. Техническим результатом изобретения является повышение качества трубопроводов и точности участков соединений соседних труб. 12 ил.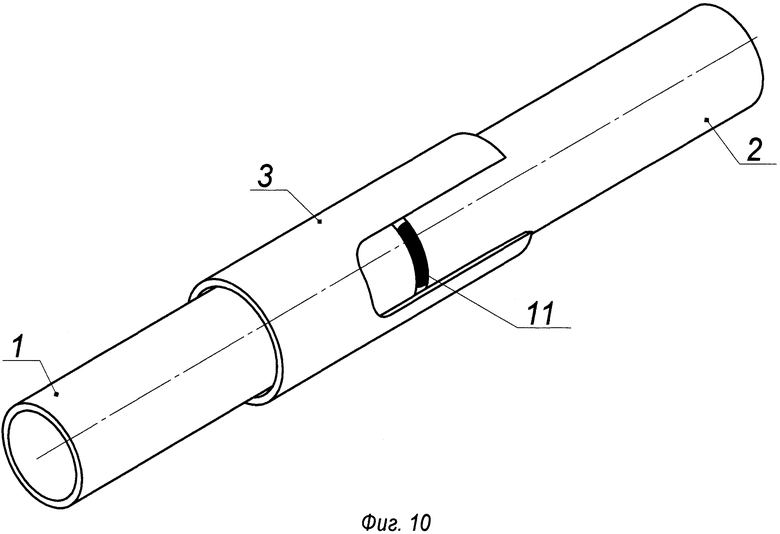
Способ изготовления трубопроводов, включающий стыковку каждой пары соседних труб, их совместную деформацию экспандирования и сварку, отличающийся тем, что на одну из соединяемых труб надевают втулку с продольными пазами на части ее длины, после чего вводят в данную втулку вторую трубу, осуществляют ее стыковку с первой из труб и их совместное экспандирование, а потом соединяют указанные трубы сварными швами, сначала в пределах указанных продольных пазов при нагружении обеих труб усилиями со стороны экспандера, затем разгружают экспандер и выводят экспандер из труб и втулку из контакта с зоной сварного шва ее перемещением вдоль оси труб, и завершают после этого процесс соединения труб кольцевым поперечным швом.
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2545967C2 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2201854C1 |
| US 3777502 A, 11.12.1973 | |||
| WO 2015200325 A1, 30.12.2015. | |||

