Изобретение относится к металлургической промышленности, более конкретно к способам производства сварных труб больших диаметров.
Известен способ изготовления труб с формированием их из листов изгибом, см. патент Японии 62-50018, 87.03.04 (заявка 2-20328). Отдельные участки листа изгибают в первой стадии процесса в различных направлениях. Но точность труб при этом весьма низкая.
Известен также способ изготовления «продольно-сварных труб», см. патент ФРГ 3841795, В21С 37/03, от 1990 г. В гибочной клети создают кривизну, равную кривизне трубы, а в сварочном агрегате соединяют кромки трубы сваркой. Но именно после сварки возникают отклонения формы трубы от цилиндрической, и ее точность низкая. Известен способ калибровки и правки труб согласно патенту США №4926667, МКИ В21С 23/00, В21D 3/00 (НКИ 72-256), от 1990 г. Способ предусматривает операции установки в трубу конической оправки и реализацию ее движения вдоль длины трубы с ее экспандированием (расширением). Но силы трения между оправкой и стенкой трубы будут весьма большими, и для труб больших диаметров этот способ неприменим. Известное устройство по патенту ФРГ №2953046, МКИ В21D 26/10, предусматривает осуществление способа электромагнитной раздачи труб, но этот способ очень сложно реализовать для стальных труб больших диаметров. Известен также способ, описанный в монографии В.Н. Шинкина «Сопротивление материалов для металлургов», М., Изд. Дом МИСиС, 2013, 655 с. Способ предусматривает формовку труб из листа изгибом, сварку, например, четырехдуговой сваркой сначала внутреннего шва, а потом наружного, и экспандирование, т.е расширение трубы движением ряда сегментов в радиальных направлениях, см. указанную монографию, стр. 575, 599-600.
Этот способ сейчас наиболее распространен и часто применяется, однако при экспандировании хотя обеспечивается повышение точности размеров трубы, но неизбежно создается волнистость трубы с малыми длинами волн, а такие волны являются гораздо более опасными, чем волнистость со значительными длинами волн.
Из-за разрушений нефтепроводов в РФ ежегодно вытекает 10-15 млн. тонн нефти, что приводит к убыткам до 270 млн. долларов в год (см. указанную монографию В.Н. Шинкина, стр. 638).
Наиболее близким аналогом данного изобретения является способ экспандирования по авторскому свидетельству СССР №822952 от 1981 г.
Данный способ включает введение в трубу экспандера с размещенными на осях сегментами, расположенными относительно трубы с зазором, перемещение всех сегментов в радиальных направлениях и деформацию расширением сегментами ее стенок.
Этот способ обеспечивает повышение точности по длине трубы, но колебания кривизны по периметру сечений остаются значительными, а точность низкой.
Предлагаемый способ имеет целью уменьшить колебания кривизны и величин напряжений в трубах, повысить их надежность при эксплуатации.
Указанная цель достигается тем, что в процессе экспандирования деформацию трубы расширения осуществляют циклами, на каждом из которых перемещают все сегменты в радиальных направлениях и осуществляют деформацию расширением стенок трубы, а затем отводят их от трубы с образованием зазора относительно ее стенки и поворачивают на угол, равный половине угла между осями соседних сегментов, после чего сегменты перемещают в радиальных направлениях и осуществляют деформацию расширением участков стенки трубы с минимальным диаметром, полученном в предыдущем цикле.
Кроме того, предусмотрена реализация способа, в котором поворот сегментов на угол, равный половине угла между осями соседних сегментов, осуществляют посредством их возвратно-вращательного движения. Кроме того, деформацию расширением осуществляют только концевых участков трубы длинами, равными 1,5-2,0 их диаметра.
Именно указанные отличительные признаки обеспечивает решение поставленной задачи: уменьшение колебаний кривизны, а также величин напряжений по периметру труб, а следовательно, повышение их надежности в процессе эксплуатации.
Пример реализации способа иллюстрируется чертежами, приведенными на фиг. 1, 2, 3, 4, 5, 6, 7 и 8.
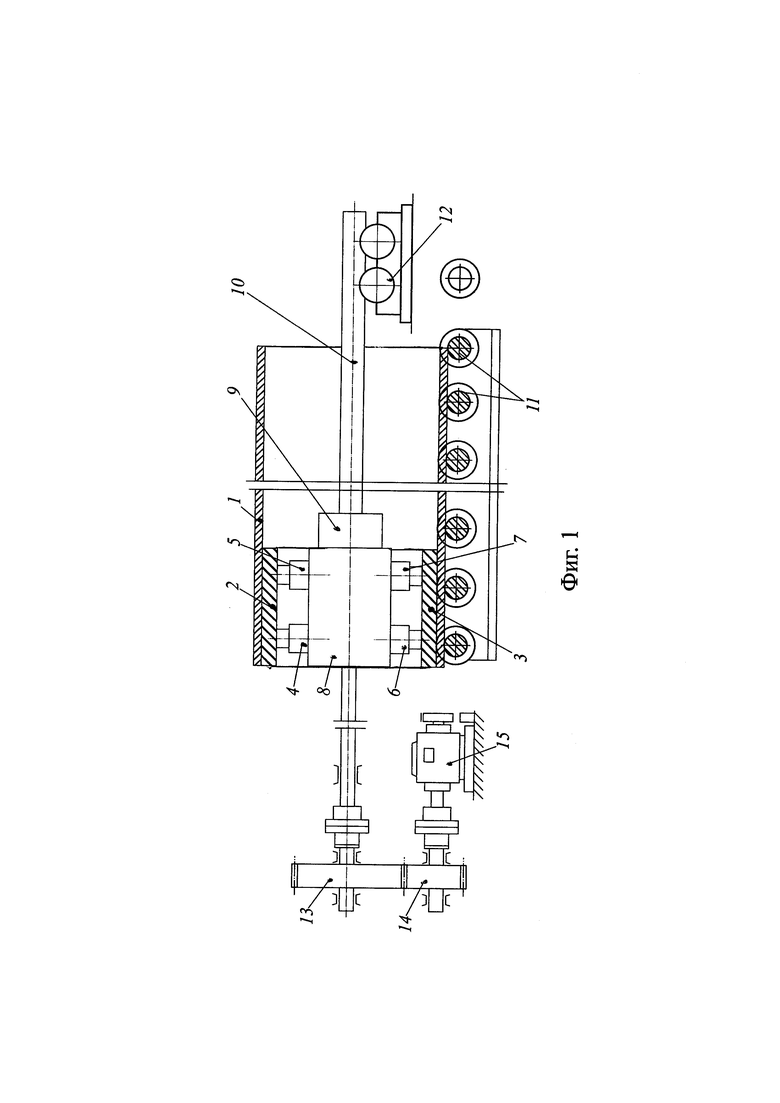
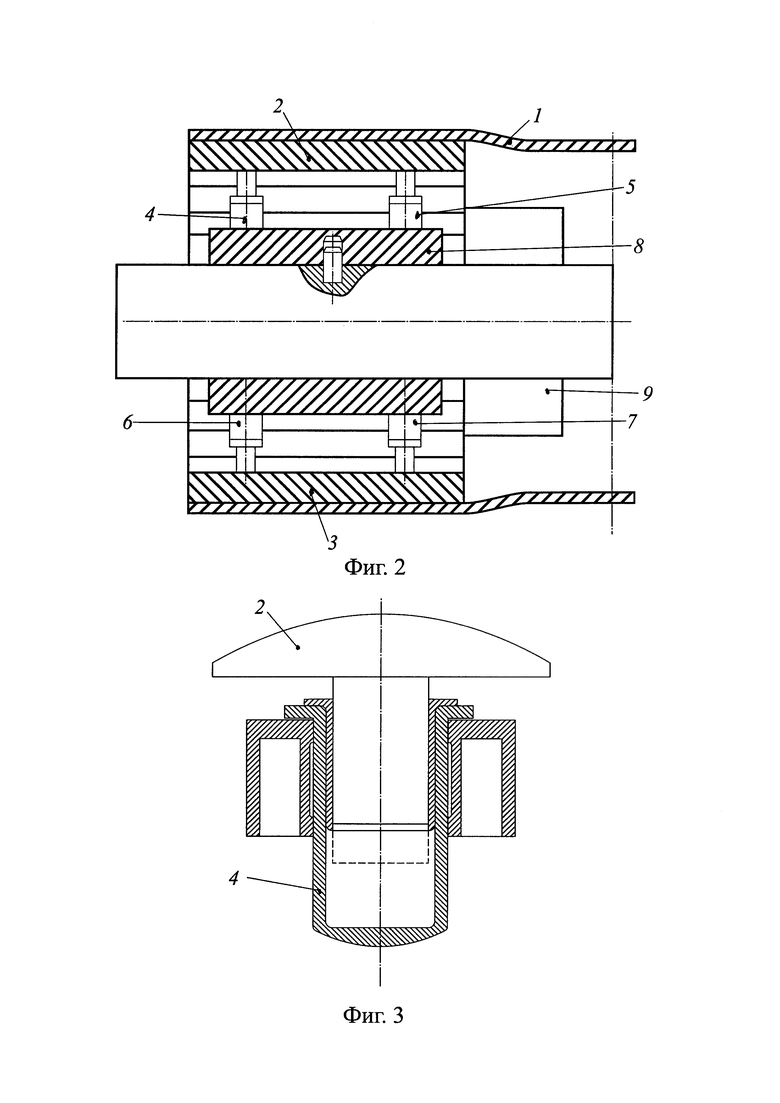
На фиг. 1 показана схема реализации процесса экспандирования трубы, на фиг. 2 - силовая головка экспандера, а на фиг. 3 - один из сегментов, соединенных с гидравлическим цилиндром, осуществляющим его перемещение.
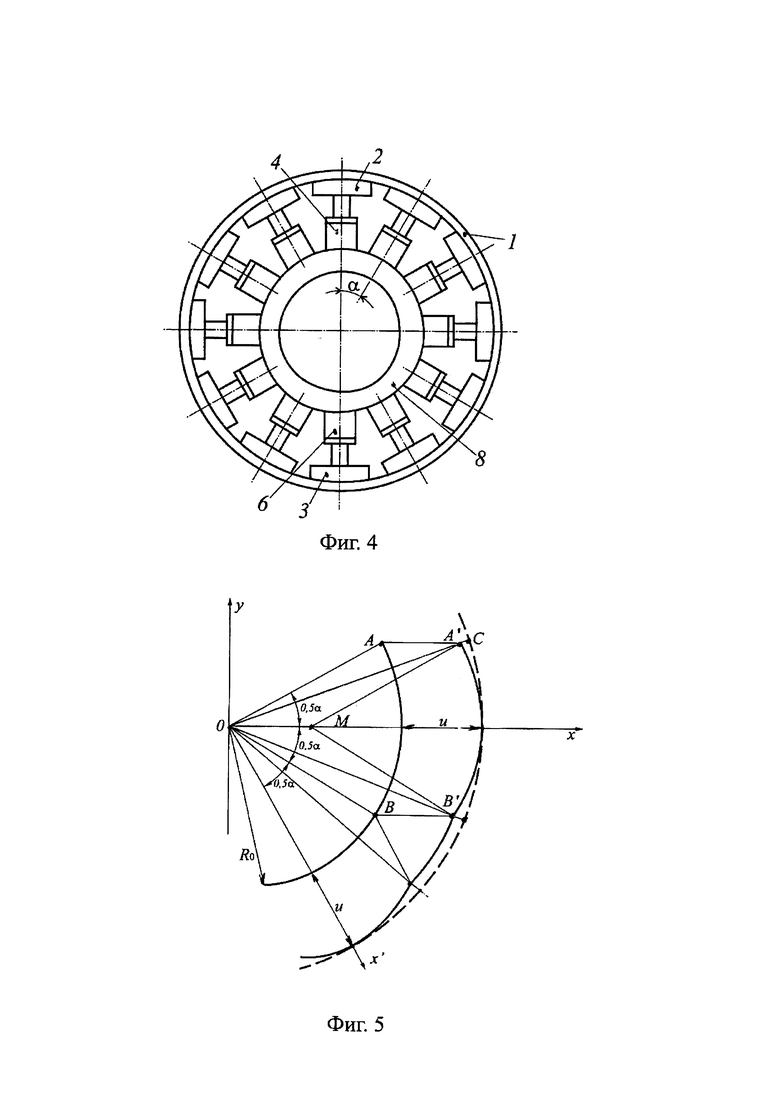
На фиг 4 показано общее расположение 12 силовых гидравлических цилиндров, а на фиг. 5 - схема расчета величин колебаний радиуса трубы, возникающих в процессе экспандирования.
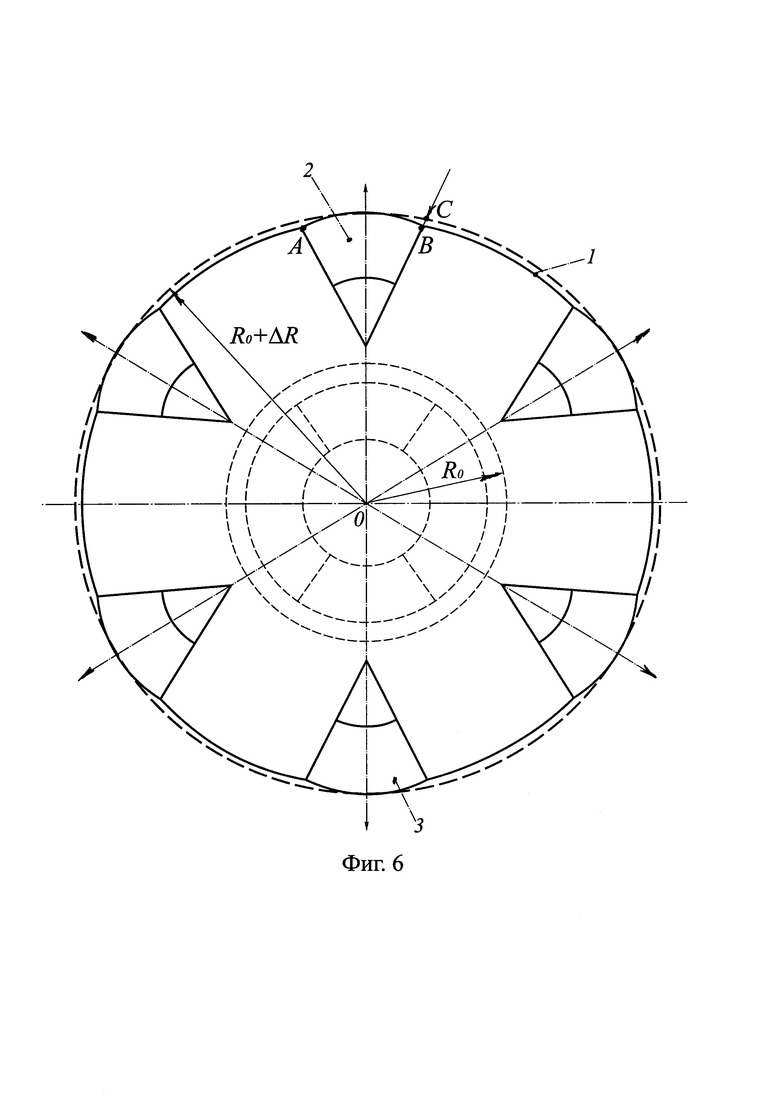
На фиг. 6 показаны сравнительные схемы идеальной круглой трубы и ее реальной конфигурации после завершения процесса экспандирования.
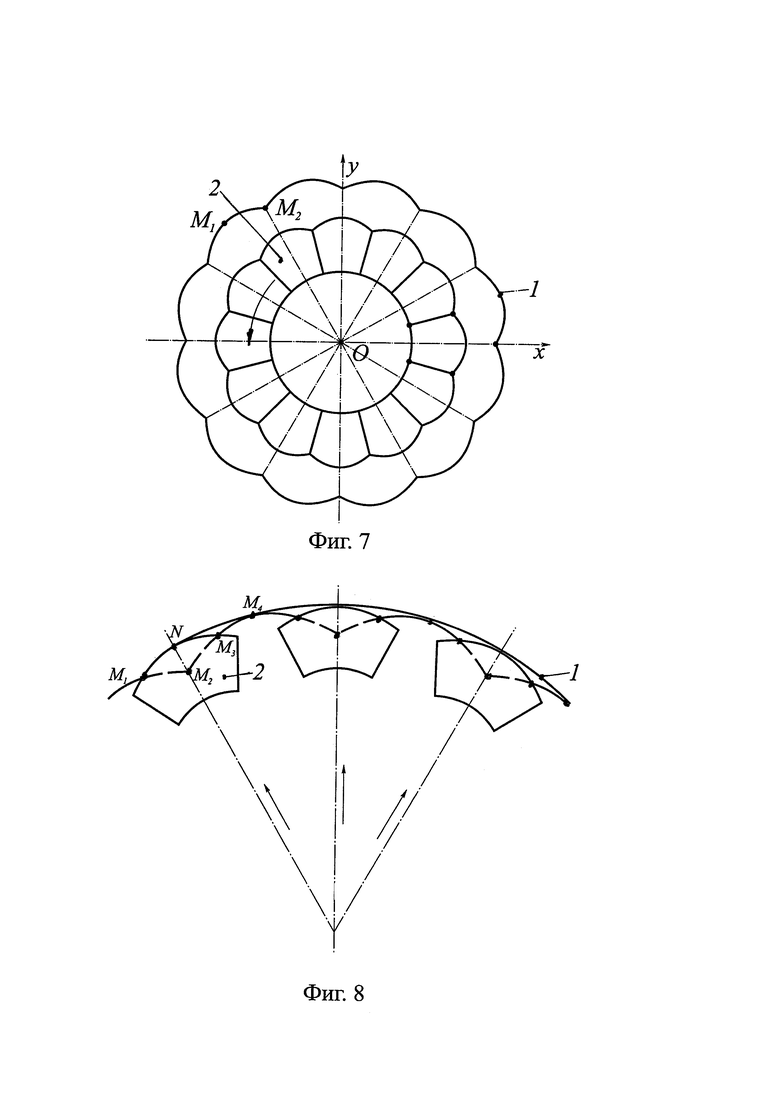
На фиг. 7 показано положение сегментов после завершения первого цикла расширения трубы, отвода их от поверхности трубы и поворота на угол, равный половине угла между осями соседних сегментов.
На фиг. 8 показана схема деформации трубы при реализации второго цикла экспандирования.
На указанных чертежах приняты следующие обозначения.
Труба 1 подвергается давлению со стороны сегментов 2, 3 и т.д., совершающих движения в радиальных направлениях под воздействием гидравлических цилиндров 4, 5 и 6, 7, при этом форма трубы, искаженная в процессах вальцовки и сварки, приближается к конфигурации круглого цилиндра.
Гидравлические цилиндры установлены в опорном цилиндре 8, с которым соединен блок гидравлических приводов 9. Опорный цилиндр установлен на валу 10, а труба оперта на приводной рольганг 11 с роликами, имеющими круглые калибры. Имеется переносная опора вала 12.
Головка экспандера в виде опорного цилиндра и блока гидравлических приводов снабжена приводом ее вращения (поворота) в виде шестерен 13, 14 и гидравлического двигателя 15. Возможно, конечно, использование в качестве привода электродвигателя.
Приведем пооперационное описание способа.
Первая операция состоит в том, что трубу 1 укладывают на рольганг 11 с профилированными роликами и подают по рольгангу влево так, что узел экспандера вводится внутрь трубы. При этом сегменты 2, 3 и другие цилиндрами 4, 5, 6 и 7, фиг. 1, отведены, так что диаметр экспандера уменьшен и между сегментами 2, 3 и трубой 1 имеется зазор.
Вторая операция состоит в подводе подвижной опоры 12 и ее регулировании по высоте до контакта с валом 10 круглого сечения. На роликах опоры 12 предусмотрены круглые калибры.
При реализации третьей операции осуществляют деформацию расширения стенки трубы движением сегментов 2, 3 и других в радиальных направлениях воздействием гидравлических цилиндров 4, 5 и 6, 7, установленных на опором цилиндре 8 (с котором соединены блок цилиндров 9 и вал 10).
Предусмотрена возможность использования для перемещения сегментов автономного гидравлического привода, в котором нет внешнего подвода, рабочей жидкости (масла), см. статью «Автономный модуль перемещения с электрогидравлическим приводом». / Приходько Б.А., Бровман М.Я. // «Вестник машиностроения», 1996. №4. С. 44-45. Весь объем рабочей жидкости находится в полостях гидравлических цилиндров и в блоке 9, поэтому при движении поршней цилиндров рабочая жидкость перемещается из одной полости цилиндра в другую, а также в блок 9, а при изменении направления движениях сегментов - в обратных направлениях. Благодаря этому нет необходимости подвода к экспандеру рабочей жидкости и применения системы шлангов (подводится только провод для питания двигателей насосов в блоке 9, но можно использовать для этой цели и аккумуляторы).
Четвертая операция заключается в том, что после деформации расширения участка трубы все сегменты (2, 3 и т.д.) цилиндрами 4, 5, 6, 7 отводят в исходное положение так, что между сегментами и поверхностью трубы образуется зазор. Положение сегментов перед началом процесса их отвода от поверхности трубы 1 показано на фиг. 2.
На фиг. 3 показан отдельно сегмент 2 с приводом его перемещения в виде гидравлического цилиндра 4.
На фиг. 4 показано расположение всех сегментов, в настоящее время чаще всего используют их число, равное 12, поэтому угол между осями отдельных сегментов (4 цилиндров) равен
После завершения этой операции диаметр трубы увеличен, но его форма не соответствует дуге окружности, что иллюстрирует фиг. 5. Поверхность одного экспандера соответствует линии АВ, а при движении экспандера вдоль оси х (вдоль Ох) и его перемещении на величину  его поверхность соответствует линии А' В'.
его поверхность соответствует линии А' В'.
Соседний сегмент движется под углом α к линии Ох вдоль оси Ох'.
Поверхность трубы начальным радиусом R0, фиг. 5, соответствует не окружности радиусом  , показанной на фиг. 5 пунктиром, а линии А'В', при этом наибольшее отклонение профиля трубы от окружности постоянного радиуса
, показанной на фиг. 5 пунктиром, а линии А'В', при этом наибольшее отклонение профиля трубы от окружности постоянного радиуса  равно отрезку А'С, фиг. 5.
равно отрезку А'С, фиг. 5.
На фиг. 6 показана форма трубы при использовании шести сегментов (и величине угла α=60°).
Здесь, как и на фиг. 5, форма окружности постоянного радиуса, равного  , которую желательно реализовать, показана пунктиром (на фиг. 6 также показано пунктиром начальное положение сегментов при радиусе трубы R0). На фиг. 5 и фиг. 6 величины перемещений сегментов показаны для наглядности в увеличенном масштабе.
, которую желательно реализовать, показана пунктиром (на фиг. 6 также показано пунктиром начальное положение сегментов при радиусе трубы R0). На фиг. 5 и фиг. 6 величины перемещений сегментов показаны для наглядности в увеличенном масштабе.
Из фиг. 6 , что реальная форма трубы (вдоль АВ и далее), показанная сплошной линией при шести сегментах, отличается существенно от окружности (радиусом  ), показанной пунктиром.
), показанной пунктиром.
Пятая операция, соответствующая отличительному признаку данного изобретения, заключается в том, что после отвода сегментов от стенок трубы все сегменты поворачивают относительно оси экспандера на угол, равный половине угла между соседними сегментами, т.е. на угол 0,5α.
Поворот осуществляют приводом через шестерни 13, 14 от гидравлического двигателя 15. При этом происходит вращение вала 10 и узлов 8, 9 с гидравлическими цилиндрами и сегментами.
Положение сегментов после поворота детали 8 со всеми цилиндрами и сегментами показано на фиг. 7. Здесь же стрелкой показано направление вращения. После поворота участки максимальных расстояний от центра О до максимального радиуса на поверхности сегментов совпадают в радиальных направлениях с участками минимального диаметра трубы, полученного в предыдущем цикле ее расширения. Точка максимального радиуса сегмента 2 находится после поворота на одном и том же радиусе с точкой поверхности трубы М2, имеющей минимальный радиус.
Шестая операция состоит в том, что вновь перемещают все сегменты (2, 3 и другие) с помощью гидроцилиндров (4, 5, 6, 7 и других) в радиальных направлениях и повторяют операцию расширения трубы 1. Положение сегментов после реализации шестой операции показано на фиг. 8.
Положение стенки трубы до операции здесь показано пунктиром, и на сегменте 2 оно соответствует линии М1М2М3. Давление на стенку трубы 1 со стороны сегмента 2 начнется в точке ее минимального радиуса: М2. Профиль трубы после реализации этой операции будет соответствовать уже не линии М1М2М3, а линии М1NМ3М4, и колебание величины радиуса будет уменьшено в 4 раза (по сравнению с величиной, достигнутой после реализации первого расширения трубы). На этой стадии процесса осуществляют деформацию расширения участков трубы, имеющих минимальные диаметры.
Далее эти операции можно повторять, реализуя третий, четвертый и т.д. циклы деформации расширения трубы давлением сегментов после их реверса и последующего поворота перед каждым новым циклом нагружения перемещением сегментов в радиальных направлениях.
Но, как показывают расчеты, как правило, двух циклов расширения трубы (с поворотом между их реализацией) оказывается достаточно.
Седьмая операция состоит в том, что после отвода сегментов от стенки трубы 1 трубу 1 перемещают рольгангом 11 (влево) на расстояние, равное (0,85-0,90) длины сегментов (2, 3 и других), и вновь повторяют циклы деформации расширения трубы с поворотами между циклами деформации.
Эти операции повторяют последовательно вдоль длины трубы.
Можно реализовать не вращение головки 8 с гидроцилиндрами и сегментами в одном и том же направлении (между циклами деформации расширения трубы), а возвратно-вращательное движение сегментов между циклами деформации трубы.
В этом случае направление вращения головки 8 изменяют после реализации каждого цикла деформации расширения трубы. В ряде случаев достаточно осуществлять радиальные перемещения сегментов и последующие их повороты (после разгрузок) только на концевых участках труб длинами, равными (1,5-2,0) их диаметров.
Это обеспечит возможность качественной сварки труб по длине трубопровода, а на других участках отклонения радиусов трубы будут иметь большую длину «волн» (колебаний радиуса по периметру), а такие «длинные волны» (соответствующие овальности, эллиптичности) оказывают гораздо меньшее влияние на прочность трубы, чем колебания профиля трубы с малыми длинами волн.
При длине концевых участков, подвергаемых деформации расширения (экспандирования), меньшей 1,5 диаметра, не будет обеспечена близость конфигурации концевых участков соседних труб, что затруднит их сварку. При длине данного участка, превышающей два диаметра, будет излишне увеличена зона деформации. Это подтверждает оптимальность указанного интервала.
Известно, что в трубе с толщиной стенки h при воздействии внутреннего давления газа или жидкости p возникают напряжения
где - К - кривизна, величина, обратная радиусу кривизны.
Особенность этих формул в том, что напряжения зависят не только от функций, описывающих форму детали (трубы), но и от кривизны, т.е. от первых двух производных этих функций. При отклонении х величин, входящих в формулу (1), на Δp, Δh и ΔК отклонение величины напряжений
Колебания кривизны наименее точно определены и могут вызвать случайные колебания напряжений, что вынуждает увеличивать запас прочности и толщину стенок трубы, увеличивая массу труб (и их стоимость), чаще всего третье слагаемое в (2) дает наибольший вклад в величину погрешности.
Если принять, что форма поверхности трубы описана уравнением

где r и  - полярные координаты, е, n - постоянные, характеризующие отклонения радиуса трубы от постоянной (номинальной) величины радиуса R0, то в результате расчетов можно определить кривизну в виде
- полярные координаты, е, n - постоянные, характеризующие отклонения радиуса трубы от постоянной (номинальной) величины радиуса R0, то в результате расчетов можно определить кривизну в виде
где ƒ1, ƒ2 - функции е, n, которые при изменении от  до
до  дают интервал возможных колебаний величины кривизны
дают интервал возможных колебаний величины кривизны
Отсюда следует важный вывод: относительные колебания кривизны, согласно формуле (2) напряжений, возрастают с увеличением  .
.
Если, например,  и при
и при  , то при n=12 (как чаще всего при использовании 12 сегментов)
, то при n=12 (как чаще всего при использовании 12 сегментов)  и при e=10-3
и при e=10-3  .
.
Колебания кривизны в пределах ±0,286 могу быть опасными для долговечности трубы трубопроводов.
Известные методы экспандирования при n=12 создают колебания кривизны с малыми длинами волн, а это может быть опасным для труб.
Если число сегментов равно «n», а их перемещение за один цикл нагружения -  , то реализуется величина
, то реализуется величина
 ,
,
а при малых величинах 
 ,
,
где α в радианах.
Разность величин радиусов равна S=eR0.
После поворота на угол 0,5α и второго цикла нагружения эти величины снижаются в 4 раза.
Приведем пример реализации способа.
Трубу диаметром 1420 мм изготовляют из стального листа классов прочности K38 - K65 изгибом, и после сварки разность величин радиусов равна 7-10 мм. После экспандирования согласно формуле (5) при реализации первого цикла расширения трубы сегментами и при величинах  ,
,  ,
,  может возникнуть величина
может возникнуть величина
 .
.
Согласно формуле (5) такая величина "е" приведет к колебаниям кривизны

(по формуле (4)).
Но после отвода сегментов от трубы, их поворота на 15° и второго цикла нагружения величины "е" и  уменьшатся в четыре раза – до
уменьшатся в четыре раза – до
 ,
,
и такие колебания в пределах ±10% можно считать допустимыми.
Таким образом, использование экспандирования - расширения трубы давлением жестких сегментов с разгрузками, поворотами сегментов и повторными операциями нагружения трубы после поворота сегментов - позволяет значительно повысить точность кривизны поверхности труб и, следовательно, уменьшить диапазон возможных колебаний величин напряжений, что повысит надежность и долговечность труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2653381C1 |
| Способ изготовления трубопровода сваркой труб | 2016 |
|
RU2647063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДОВ | 2017 |
|
RU2683099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2016 |
|
RU2635035C1 |
| МАШИНА ДЛЯ ПРАВКИ КРИВОЛИНЕЙНЫХ ЗАГОТОВОК В ФОРМЕ ДУГИ ОКРУЖНОСТИ ПУТЕМ ЗНАКОПЕРЕМЕННОГО УПРУГОПЛАСТИЧЕСКОГО ИЗГИБА | 2015 |
|
RU2593545C1 |
| Способ экспандирования труб | 2019 |
|
RU2763079C2 |
| Способ экспандирования сварных труб | 2024 |
|
RU2840419C1 |
| Способ контактной стыковой сварки труб | 1987 |
|
SU1479233A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2601844C2 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 2003 |
|
RU2260159C2 |
Изобретение относится к металлургической промышленности, а именно к способам производства сварных труб больших диаметров. Способ предусматривает экспандирование расширением труб движением жестких сегментов в радиальных направлениях. После перемещения их на определенное расстояние их отводят от трубы и поворачивают на угол, равный половине угла между осями соседних сегментов, после чего вновь перемещают сегменты в радиальных направлениях с расширением трубы. Операции с поворотами сегментов осуществляют после каждого цикла нагружения и последующей разгрузки при их возвратно-вращательном движении с поворотами сегментов на углы, равные половине угла между осями соседних сегментов. Также предусмотрено, что операцию экспандирования с радиальными перемещениями сегментов, разгрузками, последующими их поворотами и повторными расширениями трубы осуществляют только на концевых участках труб. 2 з.п. ф-лы, 8 ил.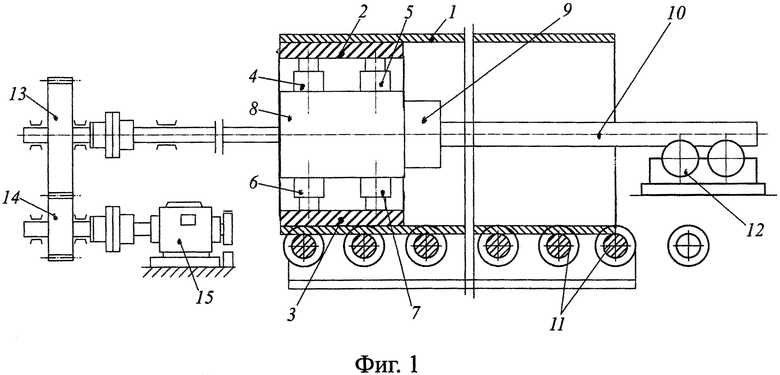
1. Способ экспандирования сварной трубы большого диаметра, изготовленной изгибом из листа и сваркой продольным швом, включающий введение в трубу экспандера с размещенными на его оси сегментами, расположенными относительно нее с зазором, перемещение в радиальных направлениях всех сегментов и деформацию расширением ее стенки сегментами, отличающийся тем, что деформацию трубы расширением осуществляют циклами, на каждом из которых перемещают все сегменты в радиальных направлениях и осуществляют деформацию расширения стенки трубы с образованием участков с максимальными и минимальными диаметрами, а затем отводят их от трубы с образованием зазора относительно ее стенки и поворачивают на угол, равный половине угла между осями соседних сегментов, после чего сегменты перемещают в радиальных направлениях и осуществляют деформацию расширением участков стенки трубы с минимальным диаметром, полученным в предыдущем цикле.
2. Способ по п. 1, отличающийся тем, что поворот сегментов на угол, равный половине угла между осями соседних сегментов, осуществляют посредством их возвратно-вращательного движения.
3. Способ по п. 1, отличающийся тем, что деформацию расширением осуществляют только концевых участков трубы, длина которых равна 1,5-2,0 их диаметра.
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| Инструмент для калибровки труб | 1985 |
|
SU1299635A1 |
| Способ получения сернистого синего красителя | 1939 |
|
SU55850A1 |
| US 4491001 A1, 01.01.1985. | |||

