Предлагаемое изобретение относится к области технологии сварки и служит для снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки.
При сварке металлов, особенно сталей аустенитного класса, возникают высокие градиенты температур, которые приводят к возникновению остаточных напряжений как термических, так и структурных. Одним из основных источников возникновения остаточных сварных напряжений являются структурные превращения металла шва. Особенно большие остаточные напряжения возникают в тех случаях, когда в металле шва образуются структуры, имеющие высокую температуру превращения аустенита.
Известен способ снятия остаточных напряжений в сварных соединениях путем приложения внешней механической нагрузки. При этом напряжения, вызываемые внешней нагрузкой, складываются с остаточными напряжениями, вызываемыми сваркой, и вызывают местную пластическую деформацию. Пластическая деформация в определенной мере снимает остаточные напряжения или приводит к их перераспределению по поперечному сечению образца [1].
Однако известно, что данный способ снятия остаточных напряжений имеет низкую эффективность и сложность реализации. Установлено, что устранение остаточных напряжений начинается лишь при напряжениях, равных 0,9 предела прочности. При этом возникают новые напряжения, созданные механической нагрузкой.
Известен способ снятия остаточных напряжений в сварных соединениях, включающий применение подогрева при сварке [2]. Подогрев приводит к более равномерному полю напряжений вследствие снижения напряжений растяжения в околошовной зоне. Напряжения выравниваются тем больше, чем выше температура подогрева.
Недостатком данного способа является недостаточная эффективность снятия остаточных напряжений, т.к. для полного снятия напряжений температура подогрева должна быть близкой к температуре плавления металла, что практически невозможно. Кроме того, для снятия остаточных напряжений в процессе сварки, например трубопроводов большого диаметра, требуются электрические индукторы очень большой мощности.
Наиболее близким к предлагаемому способу снятия остаточных напряжений является способ того же назначения, раскрытый в US 4386727 A, 07.06.1983. Согласно данному способу в процессе кристаллизации металла шва на околошовную зону воздействуют внешней вибрацией.
Задачей изобретения является повышение эффективности снятия остаточных напряжений в сварных соединениях сталей аустенитного класса.
Указанная задача решается за счет того, что в способе снятия напряжений в сварных соединениях сталей аустенитного класса, включающем внешнее воздействие на металл околошовной зоны, согласно предложенному способу внешнее воздействие осуществляют в процессе кристаллизации металла введением в околошовную зону ультразвуковых колебаний в диапазоне частот 22,1-22,7 кГц.
Ультразвуковые колебания оказывают воздействие на процесс кристаллизации металла сварного шва, измельчают зерна металла и повышают однородность структуры. Кроме того, ультразвуковые колебания оказывают влияние на температуру металла, устанавливают тепловое равновесие в решетке, а также производят дегазацию расплава, что исключает образование градиентов или центров образования областей остаточных напряжений.
Эти явления приводят практически к полному снятию остаточных напряжений в сварных соединениях металлов.
Схема устройства, реализующего данный способ, представлена на фиг.1. Устройство содержит два ультразвуковых преобразователя 5, подключенных к генератору электрических колебаний 2, режимы работы которого задаются программным образом ЭВМ 3. Преобразователи фиксируются с двух сторон от сварного соединения. Расстояние ультразвуковых преобразователей от сварного шва 4 выбирается исходя из режима сварки. Частота колебаний ультразвукового генератора устанавливается в диапазоне частот 22,1-22,7 кГц, в зависимости от режима сварки.
Устройство работает следующим образом. Ультразвуковой генератор, возбуждающий ультразвуковые преобразователи, включается до начала процесса сварки и выключается после ее завершения.
Для проведения исследований по снятию остаточных напряжений в сварных соединениях были выбраны образцы из аустенитной стали 08Х18Н10Т. Исследования структуры металла проводились на электронном микроскопе OLYMPUS PME3-313UN.
Размер зерен у металла сварного соединения, полученного с применением ультразвука, значительно меньше размера зерен металла, полученного без применения ультразвука. Структура переходной зоны при использовании ультразвука приближается к структуре основного металла.
Для сравнения прочности сварных соединений, выполненных с применением и без применения ультразвука, были проведены испытания образцов толщиной 5 мм и шириной 40 мм из аустенитной стали 08Х18Н10Т на разрыв. Испытания проводились на машине Instron-4483.
Экспериментальные исследования показали, что при воздействии ультразвука частотой колебаний 22,1-22,7 кГц в процессе сварки образцов из аустенитной стали 08Х18Н10Т структура металла в сварном шве и околошовной зоне становится мелкозернистой и однородной. Прочность сварного соединения при воздействии ультразвука повышается на 15-20% по сравнению со сварными соединениями, выполненными без воздействия ультразвука.
Таким образом, воздействие ультразвука в процессе сварки повышает пластичность металла, исключает образование концентраторов напряжений и существенно уменьшает вероятность появления несплошностей в сварных соединениях.
Источники
1. Кудрявцев П.И. Остаточные напряжения и прочность соединений. М.: Машиностроение, 1964 г., стр.66-68.
2. Зелезин В.Н. Деформации и напряжения при сварке конструкционной закаливающейся стали, "автогенное дело", 1952 г., №3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ЦИРКУЛЯЦИОННЫХ ТРУБОПРОВОДОВ АЭС И ТЭС | 2004 |
|
RU2268312C1 |
| СПОСОБ ПОВЫШЕНИЯ ОДНОРОДНОСТИ СТРУКТУРЫ МЕТАЛЛА СВАРНЫХ СОЕДИНЕНИЙ АУСТЕНИТНЫХ СТАЛЕЙ | 2004 |
|
RU2270441C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОВ АУСТЕНИТНОГО КЛАССА В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ СВАРКИ | 2010 |
|
RU2469109C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| Способ ультразвуковой обработки изделий из стеклокерамики | 2019 |
|
RU2719673C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ МЕТАЛЛИЧЕСКИХ ПЛОСКИХ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2022 |
|
RU2794511C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
Изобретение может быть использовано при сварке сталей аустенитного класса. В процессе кристаллизации в околошовную зону вводят ультразвуковые колебания в диапазоне частот 22,1-22,7 кГц. За счет дегазации расплава, установления теплового равновесия в кристаллической решетке и улучшения условий кристаллизации металла шва в полученных сварных соединениях практически полностью отсутствуют остаточные напряжения. 1 ил.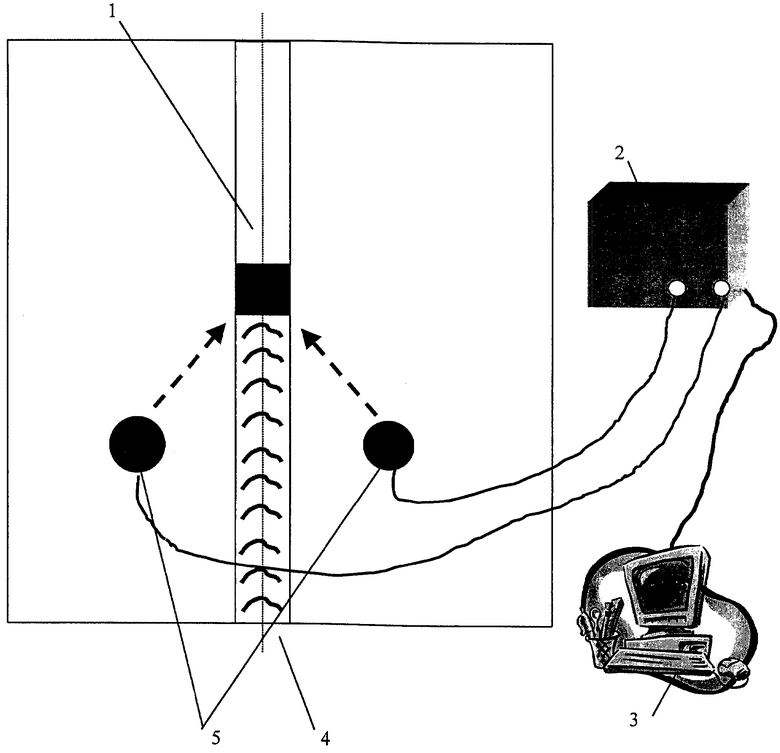
Способ снятия остаточных напряжений в сварных соединениях сталей аустенитного класса, включающий внешнее воздействие на металл в околошовной зоне, отличающийся тем, что внешнее воздействие осуществляют в процессе кристаллизации металла введением в околошовную зону ультразвуковых колебаний частотой 22,1-22,7 кГц.
| US 4386727 А, 07.06.1983 | |||
| Способ ультразвуковой обработки сварных швов | 1977 |
|
SU683873A1 |
| СПОСОБ НАПЛАВКИ ПОКРЫТИЯ | 2001 |
|
RU2212988C2 |
| СПОСОБ НАПЛАВКИ ИЗДЕЛИЙ ИЗНОСОСТОЙКИМИ МАТЕРИАЛАМИ | 1997 |
|
RU2109610C1 |

