Изобретение относится к устройству для изготовления сырых автомобильных покрышек.
Кроме того, изобретение относится к способу изготовления сырых покрышек с использованием соответствующего изобретению сборочного станка для покрышек.
В пределах сборочного станка для покрышек предусмотрены слоезагрузчики для загрузки, по меньшей мере, одного каркасного барабана компонентами для сырых покрышек, причем сборочный станок для покрышек включает в себя, по меньшей мере, одно линейно перемещаемое в горизонтальном направлении укладочное устройство для подачи компонентов материала к каркасному барабану.
Изготовление покрышки, например, для транспортных средств, таких как автомобили или мотоциклы, является в высшей степени трудоемким процессом, который состоит из множества производственных и технологических шагов. Причиной этого является сложная, состоящая из значительного числа различных отдельных компонентов конструкция покрышки. Кроме того, это множество компонентов должно соединяться друг с другом под воздействием давления и температуры, при так называемой вулканизации.
Не только готовая покрышка в виде конечного продукта процесса изготовления покрышек, но и уже сырая покрышка является весьма сложным и состоящим из множества полуфабрикатных элементов конструктивным элементом. Вследствие многослойной конструкции отдельные компоненты должны сначала и перед процессом вулканизации соединяться друг с другом, то есть компоненты покрышки разделяются по размерам и подаются в точном слое, с точным положением и ориентацией к каркасному барабану, который находится в пределах сборочного станка для покрышек. Таким образом, сырая покрышка изготовляется и подготавливается к последующей вулканизации.
Многие из компонентов покрышки имеются в виде лентообразных и/или дугообразных полуфабрикатов. Применение находят различные резиновые смеси и композитные материалы на основе каучука, текстильные ткани или текстильный корд, ткани с металлокордным брекером и покрытые каучуком бортовые проволочные кольца. Для того чтобы эти лентообразные и/или дугообразные полуфабрикаты подавать к каркасному барабану, в пределах сборочного станка для покрышек частично используются слоезагрузчики.
При использовании сборочных станков для покрышек со слоезагрузчиками и каркасными барабанами из-за необходимой кинематики движений возникают существенные проблемы координирования друг относительно друга. Для того чтобы была возможность реализовывать в пространстве отдельные последовательности движений слоезагрузчиков и каркасных барабанов, необходимы соответствующие установочные расстояния, для того чтобы предотвращать столкновения при соответствующих линейных, поворотных и поступательных движениях перед, во время и после того, как компоненты покрышки были разделены по размерам и поданы в точном слое, с точным положением и ориентацией к каркасному барабану.
Проблемы возникают в первую очередь в том случае, если используются двухбарабанные каркасные машины. Говоря о двухбарабанных каркасных машинах, речь идет о двух каркасных машинах, которые расположены с возможностью поворота в горизонтальном направлении на поворотном столе. Вследствие поворотных движений возникает дополнительная потребность в пространстве, так как пространство кинематического движения двухбарабанной каркасной машины должно удерживаться свободным от столкновений. Ввиду больших необходимых монтажных поверхностей установки этого типа являются очень затратными, кроме того установочные расстояния отрицательно сказываются на скорости производства.
Задача изобретения состоит в сокращении необходимого монтажного пространства сборочных станков для покрышек и тем самым в сокращении инвестиционных расходов. Также должна повышаться скорость производства.
Согласно изобретению отдельные компоненты сборочного станка для покрышек соответствующим образом конфигурируются, позиционируются, и их кинематики движений управляются во время процесса производства. Цель изобретения заключается в повышении тактовой частоты посредством поддержания движений без столкновений, в частности при использовании двухбарабанной каркасной машины. Двухбарабанная каркасная машина и один или несколько брекерозагрузчиков, соответственно, слоезагрузчиков располагаются друг около друга непосредственно и в чрезвычайно тесном пространстве, для того чтобы минимизировать пути перемещения и вследствие этого повышать такты выхода сырых покрышек.
Расположение выполняется настолько плотным, что и внешние контуры задействованных устройств, и области перемещения соответствующих элементов частично перекрываются. Согласно данному изобретению кинематика задействованных конструктивных элементов управляется таким образом, что обеспечена и высокая скорость производства, и исключение столкновений.
Для предотвращения столкновений укладочное устройство слоезагрузчиков и при необходимости также динамические упорные прикаточные ролики выполняются с возможностью линейного перемещения в горизонтальном направлении. Согласно изобретению дополнительно или альтернативно предусмотрено то, что укладочное устройство может осуществлять линейное или поворотное движение в вертикальном направлении, в частности предусмотрено то, что при использовании нескольких укладочных устройств нижнее укладочное устройство поворачивается вниз, и что верхнее укладочное устройство откидывается вверх. Вследствие этого двухбарабанная каркасная машина может при подаче материала проворачиваться сквозь откинутые вверх, соответственно, вниз конструктивные элементы.
Как правило, используются три или четыре подвода материала. По меньшей мере, предусмотрено использование двух подводов материала в виде слоезагрузчиков, однако также использование лишь одного слоезагрузчика является возможным и целесообразным в зависимости от количества полуфабрикатных компонентов сырой покрышки. Для каждого из подводов материала используется, по меньшей мере, одно укладочное устройство.
Координирование поворотных движений может осуществляться, например, с использованием, по меньшей мере, одного дискового кулачка или с использованием, по меньшей мере, одного серводвигателя. Использование серводвигателя делает возможной простую реализацию контроля положения.
Наибольшее преимущество соответствующей изобретению конструкции, а также соответствующего изобретению способа заключается в том, что обе каркасные машины могут ориентироваться независимо друг от друга. Сверх этого, обе каркасные машины могут по отдельности и независимо друг от друга устанавливаться в исходное положение, так называемое "нулевое положение".
Хороший компромисс между компактной конструкцией и хорошей доступностью достигается вследствие того, что обе каркасные машины своими продольными осями расположены по существу параллельно друг к другу, частично перекрывая друг друга в продольном направлении и указывая своими каркасными барабанами в противоположных друг другу направлениях.
На чертежах схематично изображены примеры осуществления изобретения. Показано:
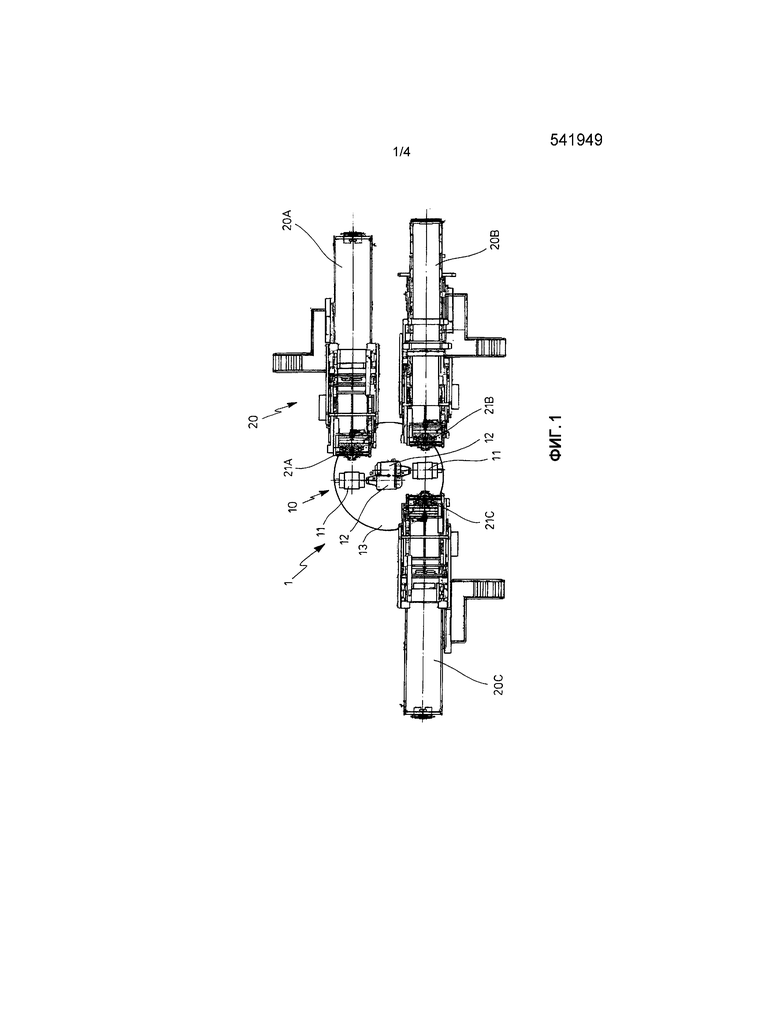
фиг.1 - схематичное изображение соответствующего изобретению сборочного станка 1 для покрышек в первом примере осуществления на виде сверху;
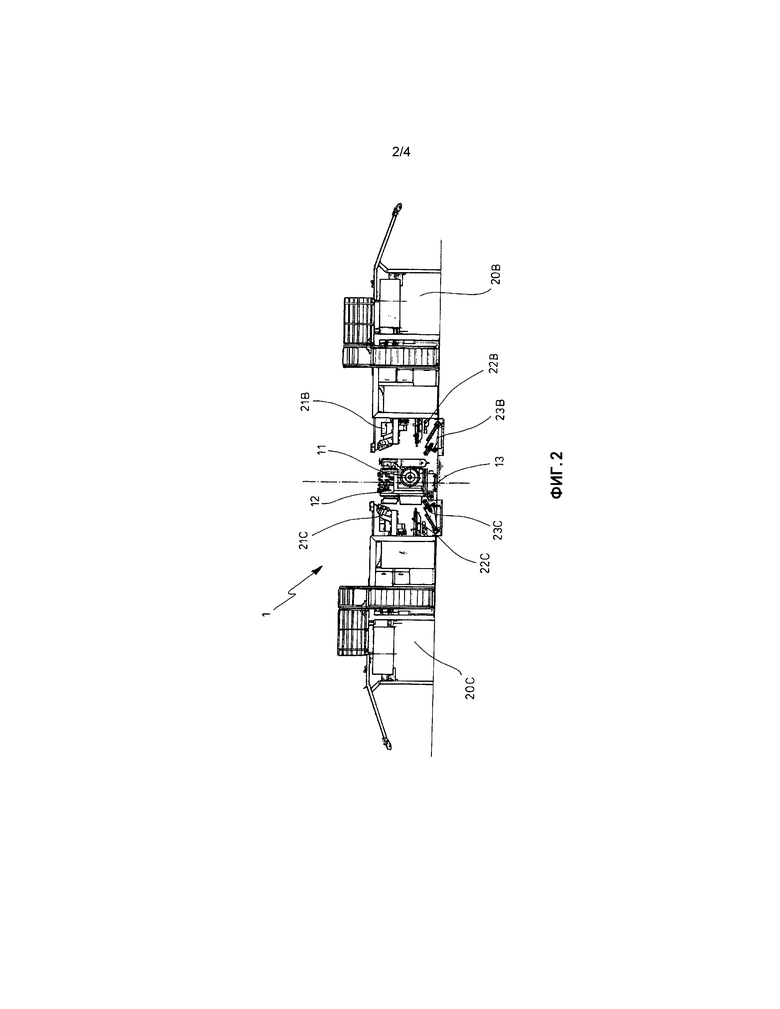
фиг.2 - схематичное изображение соответствующего изобретению сборочного станка 1 для покрышек в первом примере осуществления на виде спереди;
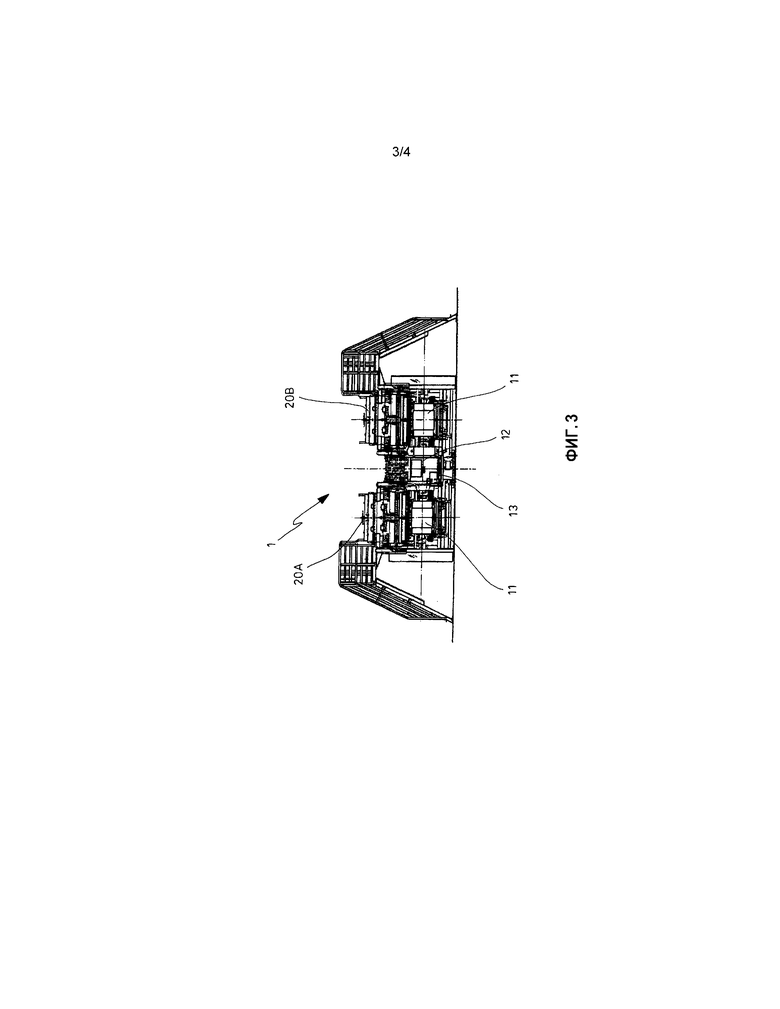
фиг.3 - схематичное изображение соответствующего изобретению сборочного станка 1 для покрышек в первом примере осуществления на виде сбоку; и
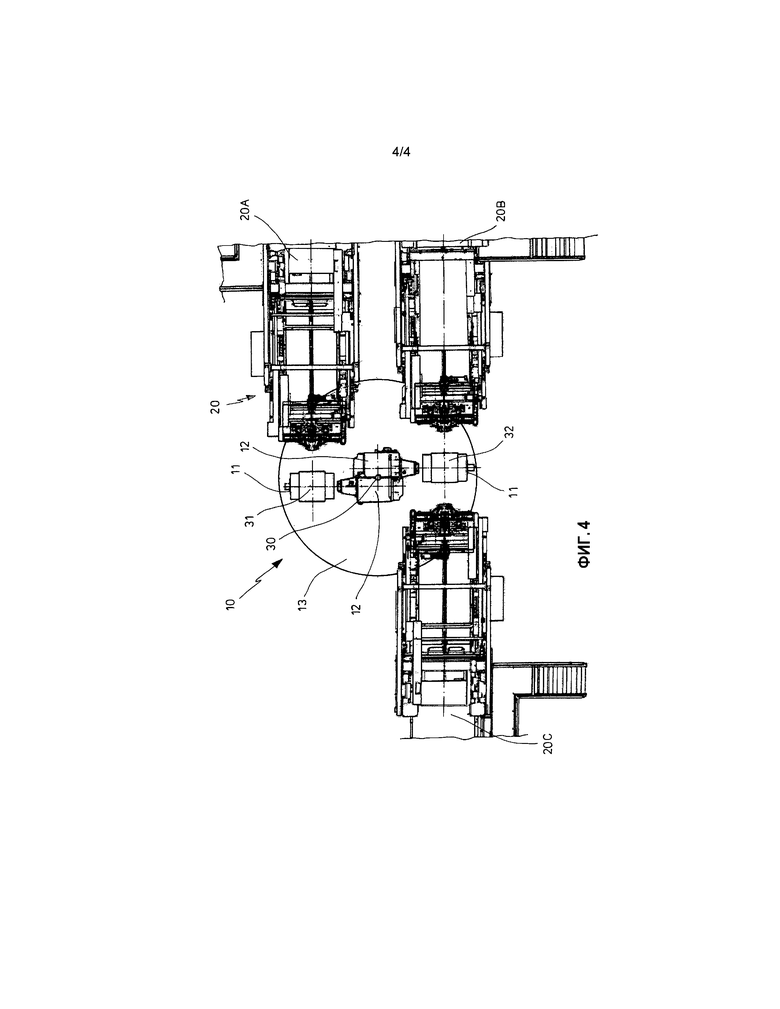
фиг.4 - схематичное изображение двух каркасных машин, которые совместно расположены на одной поворотной плите, проходят своими продольными осями по существу параллельно друг к другу и указывают согласованными каркасными барабанами в противоположных друг другу направлениях.
Фиг.1 показывает схематичное изображение соответствующего изобретению сборочного станка 1 для покрышек в первом примере осуществления на виде сверху. Вокруг расположенной по центру двухбарабанной каркасной машины 10 сгруппированы три слоезагрузчика 20A, 20B, 20C.
Говоря о двухбарабанной каркасной машине 10, речь идет о двух каркасных машинах 12 с согласованными каркасными барабанами 11, которые расположены на поворотном столе 13 с возможностью поворота вокруг вертикальной оси в горизонтальной плоскости. Поворотное движение может останавливаться в любом положении, в частности в одном или нескольких положениях загрузки для загрузки (подачи) двухбарабанной каркасной машины 10 компонентами для сырых покрышек. Каркасные барабаны 11 смонтированы на каркасных машинах 12 с возможностью вращения.
Три слоезагрузчика 20A, 20B, 20C относительно положения загрузки поворотного стола 13 двухбарабанной каркасной машины 10 и получающегося из этого положения оси поворота каркасных машин 12 расположены таким образом, что каркасные барабаны 11 каркасных машин 12 могут одновременно и/или с задержкой по времени загружаться невулканизированным резиновым материалом или другими лентообразными или дугообразными полуфабрикатными материалами для изготовления сырых покрышек.
Фиг.2 показывает схематичное изображение соответствующего изобретению сборочного станка 1 для покрышек в первом примере осуществления на виде спереди. Слоезагрузчики 20A, 20B, 20С имеют на своей обращенной к двухбарабанной каркасной машине 10 стороне верхние укладочные устройства 21A, 21B, 21C, нижние укладочные устройства 22A, 22B, 22C и динамические упорные прикаточные ролики 23, которые расположены под нижними укладочными устройствами 22A, 22B, 22C слоезагрузчиков 20A, 20B, 20C.
Фиг.3 показывает схематичное изображение соответствующего изобретению сборочного станка 1 для покрышек в первом примере осуществления на виде сбоку посредством изображения в разрезе вдоль положения оси поворота каркасных машин 12 согласно фиг.1.
Согласно изобретению, по меньшей мере, два слоезагрузчика 20A, 20B, 20С расположены пространственно настолько плотно к двухбарабанной каркасной машине 10, насколько это возможно, и выполнены "открывающимися".
"Настолько плотно, насколько это возможно" означает, что верхние укладочные устройства 21A, 21B, 21C, нижние укладочные устройства 22A, 22B, 22C и динамические упорные прикаточные ролики 23 слоезагрузчиков 20A, 20B, 20C, по меньшей мере, частично вдаются в своем соответствующем положении загрузки в пространство кинематического движения двухбарабанной каркасной машины 10 и занимают положение столкновения, если поворотный стол 13 поворачивает двухбарабанную каркасную машину 10 из ее положения загрузки.
При помощи открывающегося исполнения обозначена возможность выполнять верхние укладочные устройства 21A, 21B, 21C и/или нижние укладочные устройства 22A, 22B, 22C и/или динамические упорные прикаточные ролики 23 слоезагрузчиков 20A, 20B, 20С с возможностью линейного перемещения в горизонтальном направлении и дополнительно или альтернативно с возможностью линейного перемещения в вертикальном направлении и/или с возможностью поворота, так что вдающиеся в пространство кинематического движения двухбарабанной каркасной машины 10 элементы могут выходить из своего положения столкновения, если поворотный стол 13 поворачивает двухбарабанную каркасную машину 10 из ее положения загрузки.
Если выполняется вертикальное, линейное или поворотное движение подвижных компонентов, то имеется в виду, в частности, то, что нижние укладочные устройства 22A, 22B, 22C могут перемещаться вниз, а верхние укладочные устройства 21A, 21B, 21C могут перемещаться вверх. Вследствие этого двухбарабанная каркасная машина 10 во время фазы производства, в которой полуфабрикатный материал не подается, может свободно поворачиваться в освобожденном в этом случае пространстве кинематического движения, без того чтобы это приводило к столкновениям.
Согласно изобретению открывающиеся слоезагрузчики 20A, 20B, 20C создают условия для своего расположения пространственно как можно ближе к двухбарабанной каркасной машине 10 и таким образом способствуют уменьшенной потребности в площади и пространстве для сборочного станка 1 для покрышек и повышают производительность посредством сокращения тактового времени и тем самым выхода готовой продукции.
Реализованную во время эксплуатации устройства кинематику можно понять в частности при рассмотрении комбинации изображений на фиг.1 и фиг.2. На фиг.1 можно видеть, что поворотный стол 13 поворачивается вокруг вертикальной оси, и вследствие этого расположенные на поворотном столе 13 каркасные машины 12 со своими соответствующими каркасными барабанами 11 также перемещаются в горизонтальном направлении вдоль круговых траекторий. Для осуществления прохождения каркасных барабанов 11 через укладочные устройства 21, 22 эти укладочные устройства 21, 22 открываются посредством, по меньшей мере, одного вертикального движения. Благодаря этому движению открытия укладочные устройства 21, 22 имеют в области движения каркасных барабанов 11 промежуток между собой.
Фиг.4 наглядно показывает на увеличенном изображении фрагмента с фиг.1 расположение обеих каркасных машин 12 на поворотном столе 13. Поворотный стол 13 имеет уже упомянутую вертикальную ось 30 поворота.
Продольные оси 31, 32 каркасных машин 12 расположены со смещением друг относительно друга и относительно оси 30 поворота. В направлении продольных осей 31, 32 каркасные машины 12 расположены, по меньшей мере, некоторыми областями друг около друга. Соответствующие каркасные барабаны 11 каркасных машин 12 указывают в противоположных друг другу направлениях.
Описанное выше расположение каркасных машин 12 на поворотном столе 13 сочетает компактное расположение с хорошей доступностью как при загрузке каркасных барабанов 11, так и при проведении сервисных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Станок для сборки покрышек пневматических шин | 1978 |
|
SU766886A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| "Установка для сборки покрышек пневматических шин типа "Р" | 1990 |
|
SU1810294A1 |
| СПОСОБ ДЛЯ ПРОВЕРКИ ПРАВИЛЬНОГО ФОРМИРОВАНИЯ БОРТОВ В ПРОЦЕССЕ И УСТАНОВКЕ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2638856C2 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1720888A1 |
| Линия для сборки покрышек пневматических шин | 1990 |
|
SU1729788A2 |
Изобретение относится к сборочному станку для покрышек. Техническим результатом является сокращение необходимого монтажного пространства сборочных станков для покрышек и повышение скорости производства. Технический результат достигается сборочным станком для покрышек с устройством для загрузки по меньшей мере одного каркасного барабана (11) компонентами для сырых покрышек. Причем указанное устройство имеет линейно подвижное в горизонтальном направлении укладочное устройство (21, 22) для подачи компонентов материала к каркасному барабану (11). Причем укладочное устройство (21, 22) является подвижным в вертикальном направлении так, что дополнительно или альтернативно к горизонтальному движению поддержано вертикальное движение, и вследствие этого слоезагрузчик (20) выполнен открывающимся. При этом укладочное устройство (21, 22) образовано верхним укладочным устройством (21) и нижним укладочным устройством (22). Причем сборочный станок (1) для покрышек служит для изготовления сырых покрышек и имеет расположенную с возможностью поворота на поворотном столе (13) двухбарабанную каркасную машину (10) и слоезагрузчик (20) для загрузки двухбарабанной каркасной машины (10). Причем слоезагрузчик (20) выполнен открывающимся и расположен таким образом, что в каждом случае укладочное устройство (21, 22) в положении загрузки вдается в пространство кинематического движения двухбарабанной каркасной машины. 2 н. и 17 з.п. ф-лы, 4 ил.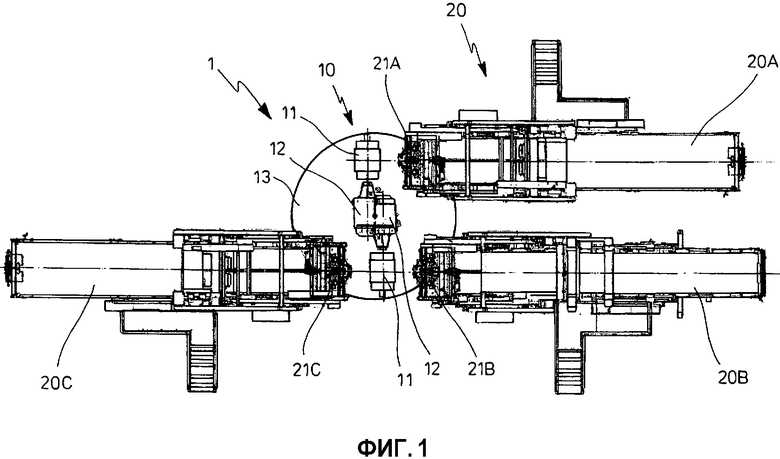
1. Сборочный станок для покрышек с устройством для загрузки по меньшей мере одного каркасного барабана (11) компонентами для сырых покрышек, причем указанное устройство имеет по меньшей мере одно линейно подвижное в горизонтальном направлении укладочное устройство (21, 22) для подачи компонентов материала к каркасному барабану (11), причем указанное по меньшей мере одно укладочное устройство (21, 22) является подвижным в вертикальном направлении так, что дополнительно или альтернативно к горизонтальному движению укладочного устройства (21, 22) поддержано вертикальное движение, и вследствие этого слоезагрузчик (20) выполнен открывающимся, отличающийся тем, что упомянутое, по меньшей мере, укладочное устройство (21, 22) образовано верхним укладочным устройством (21) и нижним укладочным устройством (22), причем сборочный станок (1) для покрышек служит для изготовления сырых покрышек и имеет расположенную с возможностью поворота на поворотном столе (13) двухбарабанную каркасную машину (10) и по меньшей мере один слоезагрузчик (20) для загрузки двухбарабанной каркасной машины (10), причем указанный по меньшей мере один слоезагрузчик (20) выполнен открывающимся и расположен таким образом, что в каждом случае по меньшей мере одно укладочное устройство (21, 22) в положении загрузки вдается в пространство кинематического движения двухбарабанной каркасной машины (10).
2. Станок по п.1, отличающийся тем, что вертикальная подвижность указанного по меньшей мере одного укладочного устройства (21, 22) обеспечивается посредством линейного или поворотного движения.
3. Станок по п.1, отличающийся тем, что подвижность указанного по меньшей мере одного укладочного устройства (21, 22) обеспечивается посредством комбинированного горизонтального и вертикального движения.
4. Станок по п.1, отличающийся тем, что подвижность указанного по меньшей мере одного укладочного устройства (21, 22) обеспечивается посредством подъемных цилиндров, серводвигателей или дискового кулачка.
5. Станок по п.1, отличающийся тем, что нижнее укладочное устройство (22) выполнено с возможностью перемещения вниз и что верхнее укладочное устройство (21) выполнено с возможностью перемещения вверх.
6. Станок по п.1, отличающийся тем, что двухбарабанная каркасная машина (10) имеет две каркасные машины (12) в каждом случае с каркасным барабаном (11).
7. Станок по п.1, отличающийся тем, что три слоезагрузчика (20A, 20B, 20C) расположены с обеих сторон от двухбарабанной каркасной машины (10).
8. Станок по любому из пп.1-7, отличающийся тем, что указанный по меньшей мере один слоезагрузчик (20) расположен с возможностью открытия в горизонтальном направлении.
9. Станок по любому из пп.1-8, отличающийся тем, что обе каркасные машины (12) двухбарабанной каркасной машины (10) расположены своими продольными осями (31, 32), по существу, параллельно друг к другу на поворотном столе (13).
10. Станок по любому из пп.1-9, отличающийся тем, что каркасные машины (12) расположены со смещением относительно друг друга в направлении продольных осей (31, 32).
11. Станок по любому из пп.1-10, отличающийся тем, что каркасные машины (12) расположены, указывая своими каркасными барабанами (11) в противоположных друг другу направлениях.
12. Станок по любому из пп.1-11, отличающийся тем, что поворотный стол (13) имеет вертикальную ось (30) поворота.
13. Способ изготовления сырых покрышек при помощи сборочного станка (1) для покрышек по любому из пп.1-12, включающий в себя этапы способа:
a) загрузка указанного по меньшей мере одного каркасного барабана (11) двухбарабанной каркасной машины (10) компонентами для сырых покрышек в первом положении загрузки двухбарабанной каркасной машины (10) и слоезагрузчика (20),
b) поворот двухбарабанной каркасной машины (10) из первого положения загрузки во второе положение загрузки,
c) загрузка указанного по меньшей мере одного каркасного барабана (11) двухбарабанной каркасной машины (10) компонентами для сырых покрышек во втором положении загрузки двухбарабанной каркасной машины (10) и слоезагрузчика (20),
отличающийся тем, что
в каждом случае по меньшей мере одно укладочное устройство (21, 22) вдается в первом положении загрузки в пространство кинематического движения двухбарабанной каркасной машины (10) и освобождает это пространство движения после окончания загрузки, так что двухбарабанная каркасная машина (10) может поворачиваться из первого положения загрузки во второе положение загрузки.
14. Способ по п.13, отличающийся тем, что указанное по меньшей мере одно укладочное устройство образовано в каждом случае посредством верхнего укладочного устройства (21A, 21B, 21C) и/или нижнего укладочного устройства (22A, 22B, 22C), причем пространство движения двухбарабанной каркасной машины (10) освобождается после окончания загрузки вследствие того, что верхнее укладочное устройство (21A, 21B, 21C) перемещается вверх и/или нижнее укладочное устройство (22A, 22B, 22C) перемещается вниз.
15. Способ по п.13 или 14, отличающийся тем, что указанное по меньшей мере одно укладочное устройство (21, 22) освобождает пространство движения двухбарабанной каркасной машины (10) после окончания загрузки посредством линейного движения в вертикальном направлении.
16. Способ по п.13 или 14, отличающийся тем, что указанное по меньшей мере одно укладочное устройство (21, 22) освобождает пространство движения двухбарабанной каркасной машины (10) после окончания загрузки посредством поворотного движения в горизонтальном или вертикальном направлении.
17. Способ по п.13 или 14, отличающийся тем, что указанное по меньшей мере одно укладочное устройство (21, 22) освобождает пространство движения двухбарабанной каркасной машины (10) после окончания загрузки посредством комбинированного линейного и поворотного движения в горизонтальном и/или вертикальном направлении.
18. Способ по п.13 или 14, отличающийся тем, что поворотное движение двухбарабанной каркасной машины (10) из первого во второе положение загрузки и движение для освобождения пространства кинематического движения двухбарабанной каркасной машины (10) по меньшей мере одним укладочным устройством (21, 22) происходят частично параллельно во времени и согласованы таким образом, что столкновение предотвращается.
19. Способ по п.13 или 14, отличающийся тем, что этапы a)-c) способа однократно или многократно повторяются.
| WO 2007088455 А2, 09.08.2007 | |||
| JP 2006062251 А1, 09.03.2006 | |||
| DE 102011001559 А1, 27.09.2012 | |||
| US 4769104 А, 06.09.1988 | |||
| WO 2007093905 А1, 23.08.2007 | |||
| DE 19938151 С2, 17.01.2002 | |||
| Прибор для игры типа рулетки | 1928 |
|
SU25461A1 |

