Область техники
Изобретение относится к области изготовления банок под напитки из алюминиевого сплава, еще известных специалисту под названием « cans » (жестяная банка) или « beverage cans » (банка под напитки), а также металлических баллонов или « bottle-cans » и аэрозольных баллончиков, изготавливаемых штамповкой-протяжкой, т.е. по способу, включающему, в частности, эти две основные стадии.
Изобретение относится, в частности, к способу штамповки, оптимизированному для такого типа применения и обладающему, в частности, преимуществом предотвращать явление образования «зажатых фестонов», хорошо известных специалисту, с риском поломки при последующих протяжках.
Предшествующий уровень техники
Алюминиевые сплавы все больше и больше используются для изготовления банок под напитки, известных еще под названием « cans » (жестяная банка) или « beverage cans » (банка под напитки), а также металлических баллонов или « bottle-cans » и аэрозольных баллончиков в связи с их очень хорошим внешним видом, в частности, по сравнению с пластмассами или сталями и их способностью к рециркуляции и высокой коррозионной стойкостью.
Все алюминиевые сплавы, о которых идет речь ниже, обозначены, если нет иного указания, в соответствии с обозначениями, определяемыми « Aluminum Association » в « Registration Record Series », который регулярно печатается Ассоциацией.
Банки под напитки или canettes, известные еще специалисту под названием « cans » (жестяная банка) или « beverage cans » (банка под напитки) обычно изготовляются штамповкой-протяжкой из листов из сплава типа 3104 в металлургическом состоянии Н19.
Лист подвергается первой операции резки на листовые заготовки и штамповке чашеобразных заготовок или « cups »; точнее, на этой стадии рулон листа подается в пресс, называемый также « cupper » (пресс для получения чашеобразных заготовок), который вырезает диски, называемые листовыми заготовками, и осуществляет первую операцию штамповки для производства чашеобразных заготовок, известных также под названием « cups ». Речь идет о стадии, относящейся в первую очередь к изобретению.
Чашеобразные заготовки после этого направляются ко второму прессу или « bodymaker » (корпусообразующий пресс), где они подвергаются второй штамповке и нескольким последовательным протяжкам; они заключаются в пропускании штампованной заготовки через кольца протяжки для удлинения металла и его утонения.
Таким образом, постепенно получают банки, стенки которых более тонкие, чем дно. Эти банки тогда обрабатываются в машине, которая сообщает им вращательное движение, в то время как ножницы режут их на требуемую высоту.
Банки затем промываются в нескольких ваннах для очистки и ополаскивания, затем просушиваются.
После покрытия банки под напитки направляются затем к месту вытяжки и закатки (или bordurage (отбортовка)), известному еще под названием « necker flanger » (кромкогибочный пресс), где верхняя часть преформы подвергается нескольким последовательным операциям сужения диаметра и отбортовки, предназначенной для последующей установки крышки.
Металлические баллоны и баллончики под аэрозоль или аэрозольные баллончики из алюминиевого сплава обычно изготавливаются посредством ударного прессования из заготовок, получаемых при разливке на колесно-ленточной установке.
Первые баллоны из алюминиевого сплава или « bottle-cans », изготовленные посредством штамповки-протяжки, затем вытяжки или « necking », появились в Японии в 1993 г. и в Европе в 1995 г.
Об этом свидетельствуют заявки на патент JP 7060386 компании Toyo Rikagaku Kenkyusho 1993 г. и EP 0740971 компании Hoogovens с приоритетом 1995 г.
Эти баллоны, тем не менее, не имеют цельную структуру. Действительно, вертикальные стенки и горлышко баллона изготовлены, исходя из днища преформы, а крышка закатывается на верхней части преформы.
Также и в случае заявки на патент WO 0115829 компании Daiwa Can в 2000г. с приоритетом 1999 г., которая патентует баллон из алюминиевого сплава, изготовленный посредством горячей штамповки со сложной оснасткой.
Изготовление банок под напитки, баллонов типа « bottle can » или аэрозольных баллончиков из алюминиевого сплава, главным образом, посредством штамповки-протяжки и вытяжки требует, на самом деле, материала, способного, в частности:
- подвергаться глубокой вытяжке, т.е. образованию чашеобразных заготовок с вертикальными стенками и горизонтальным дном, со значениями степени вытяжки, т.е. отношением диаметра листовой заготовки к диаметру пунсона, до 1,9, даже больше, с повышенными деформациями при вытяжке, чтобы добиться значительного уменьшения диаметра лишь за два пропуска (штамповка и повторная штамповка),
- и особенно, что является предметом настоящего изобретения, поставлять чашеобразные заготовки или « cups » высокого качества, т.е. не имеющие дефектов, известных специалисту под названием « зажатые фестоны », ни складок, для предотвращения любой поломки при последующей протяжке.
Первые баллоны из алюминиевого сплава или « bottle-cans », цельной структуры, изготавливаемые, главным образом, посредством штамповки-протяжки, затем вытяжки или « necking », появились в Японии в 2000 годах. Об этом свидетельствует заявка JP 2003082429 компании Kobe Steel с приоритетом 2001 г.
То же самое с заявкой EP 1870481 с приоритетом 2005 г. той же Kobe Steel.
Такой тип решения также серийно используется, в частности, в США.
Однако, он обладает неудобством, связанным с неоптимальной формуемостью по отношению к штамповке, а также впрочем по отношению к вытяжке или « necking ».
В частности, после штамповки чашеобразных заготовок или « cups », из круглых листовых заготовок, получают неподходящую форму развернутого периметра, известного специалисту под названием «профиль фестонов».
На самом деле, речь идет о профиле с шестью фестонами, два из которых располагаются соответственно под углом 0 и 180° к направлению прокатки, а четыре под углом 45° по обеим сторонам названного направления, в соответствии с фиг.1.
Оказывается, что такая конфигурация из-за фестонов под углом 0 и 180°, приводит к серьезной опасности вызвать явление так называемых «зажатых фестонов», хорошо известное специалистам, с риском поломки в ходе последующих операций протяжки.
Для устранения этой проблемы в известном уровне существует концепция и применение в производстве листовых заготовок некруглой формы для производства банок под напитки. В свете этого целью является компенсация анизотропии металла путем изменения диаметра листовой заготовки в зависимости от ее расположения относительно направления прокатки. Эта технология является очень удачной, так как она повышает соотношение между количеством реально используемого металла в банке под напитки и количеством металла на плоском металле, или полосе.
Такая типичная концепция подробно описана, в частности, в статье « Convolute Cut-Edge Design for an Earless Cup in Cup Drawing », авторы R. E. Dick, J. W. Yoon и F. Barlat, CP778 Volume A, Numishet 2005.
Техническая задача
Применение этого типа листовой заготовки некруглой формыобладает тем главным недостатком, что делает процесс штамповки гораздо более чувствительным к мельчайшим колебаниям анизотропии металла. Действительно, чашеобразная заготовка или « cup », выполненная из некруглой листовой заготовки, имеет теоретически «плоский» профиль, так как полости и выпуклости были компенсированы путем изменений диаметра исходной листовой заготовки. В этом случае любое изменение анизотропии металла неизбежно приведет к образованию профиля, имеющего фестоны таких размера и расположения, которыми невозможно управлять. Так, изменение анизотропии металла по оси прокатки или ортогонально этой оси будет способствовать появлению 2-х диаметрально противоположных фестонов, что благоприятно для явления «зажатых фестонов», которое специалист во чтобы то ни стало стремится избежать.
Так, профиль чашеобразной заготовки всегда имеет полости и фестоны в ущерб соотношению между количеством реально используемого в банке под напитки металла и количеством исходного металла на плоском металле.
Задачей изобретения является устранение вышеуказанных недостатков известного уровня техники и разработка некруглой листовой заготовки, с устранением любой опасности образования зажатого(ых) фестона(ов) в ходе штамповки чашеобразных заготовок или « cups ».
Предмет изобретения
Предметом изобретения является способ изготовления банки под напитки, баллона или баллончика под аэрозоль из алюминиевого сплава посредством штамповки-протяжки с последующей вытяжкой и/или гибкой из некруглой листовой заготовки, в соответствии с которым:
- Полоса металла, из которой отбирается каждая листовая заготовка, делится виртуально на одинаковые правильные шестиугольники, у которых две противоположные стороны почти перпендикулярны направлению прокатки названной полосы и образующие плоскую компактную шестиугольную систему,
- Периметр названной листовой заготовки рассчитывается подгонкой, исходя из концентрической окружности радиусом ниже радиуса вписанной окружности соответствующего шестиугольника, для компенсации в ходе штамповки анизотропии поведения металла, в соответствии с известным специалисту методом, обычно таким, как описанный в статье « Convolute Cut-Edge Design for an Earless Cup in Cup Drawing », авторы R. E. Dick, J. W. Yoon и F. Barlat, CP778 Volume A, Numishet 2005
и отличающийся тем, что
- по меньшей мере, четыре фестона добавляются сверх и начиная от названного периметра, в оставленных свободными зонах шестиугольника, либо главная ось которых образует угол соответственно почти 35°, 145°, 215° и 325° с направлением прокатки, каждый относительной высотой от 0,3 до 0,8% по отношению к названной исходной концентрической окружности и максимальной шириной, с учетом имеющегося пространства, либо обычно соответствующий на полувысоте названного фестона минимальному угловому сектору почти в 25° с вершиной в центре листовой заготовки.
Изобретение касается также листовой заготовки для штамповки банки под напитки, металлического баллона или аэрозольного баллончика, изготовляемой по описанному выше способу.
Предметом изобретения является также банка под напитки или металлический баллон, известная специалисту под соответствующими названиями « can » или « beverage can » и « bottle can » или « bottle типа beverage can », изготавливаемая из листовой заготовки, имеющей вышеуказанные характеристики, включая фасонный металлический баллон, т.е. основные стенки которого не являются строго цилиндрическими.
Предметом изобретения является также аэрозольный баллончик, известный еще специалисту под названием « bombe-aérosol » или же « диспенсер для аэрозоля», изготовляемый из названной листовой заготовки, имеющей вышеуказанные характеристики, включая фасонный баллончик под аэрозоль, т.е. основные стенки которого не являются строго цилиндрическими.
Описание фигур чертежей.
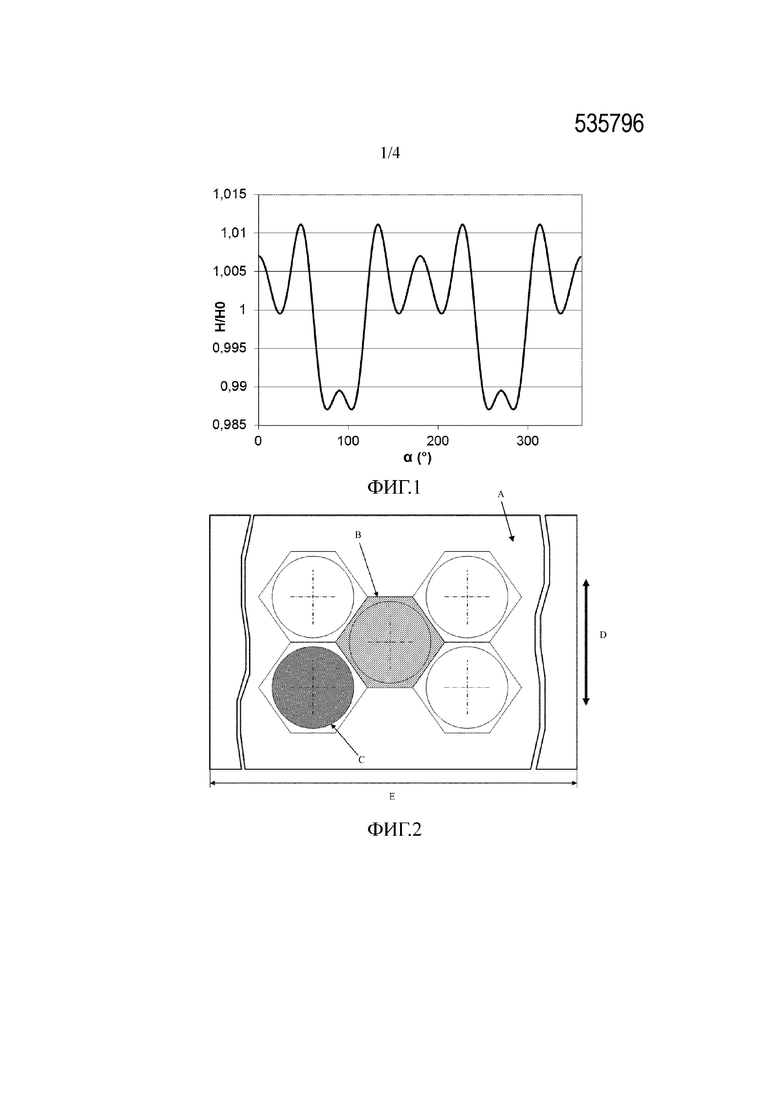
Фиг.1 представляет собой «профиль фестонов», т.е. форму развернутого периметра вершины чашеобразных заготовок после первой штамповки, с отношением высоты фестона к средней высоте чашеобразной заготовки по ординате и углом α относительно направления прокатки по абсциссе.
Такой профиль с фестонами, в частности, при α=0 и 180°, соответствует чашеобразной заготовке известного уровня без оптимизации. Действительно, речь идет о профиле с шестью фестонами, два из которых располагаются соответственно под углом 0 и 180° к направлению прокатки, а четыре под углом 45° по обе стороны названного направления.
На фиг.2 представлена исходная металлическая полоса А, а также ее виртуальная резка на правильные шестиугольники В, из которых отбираются листовые заготовки С.
Направление прокатки обозначено D, а ширина полосы - E.
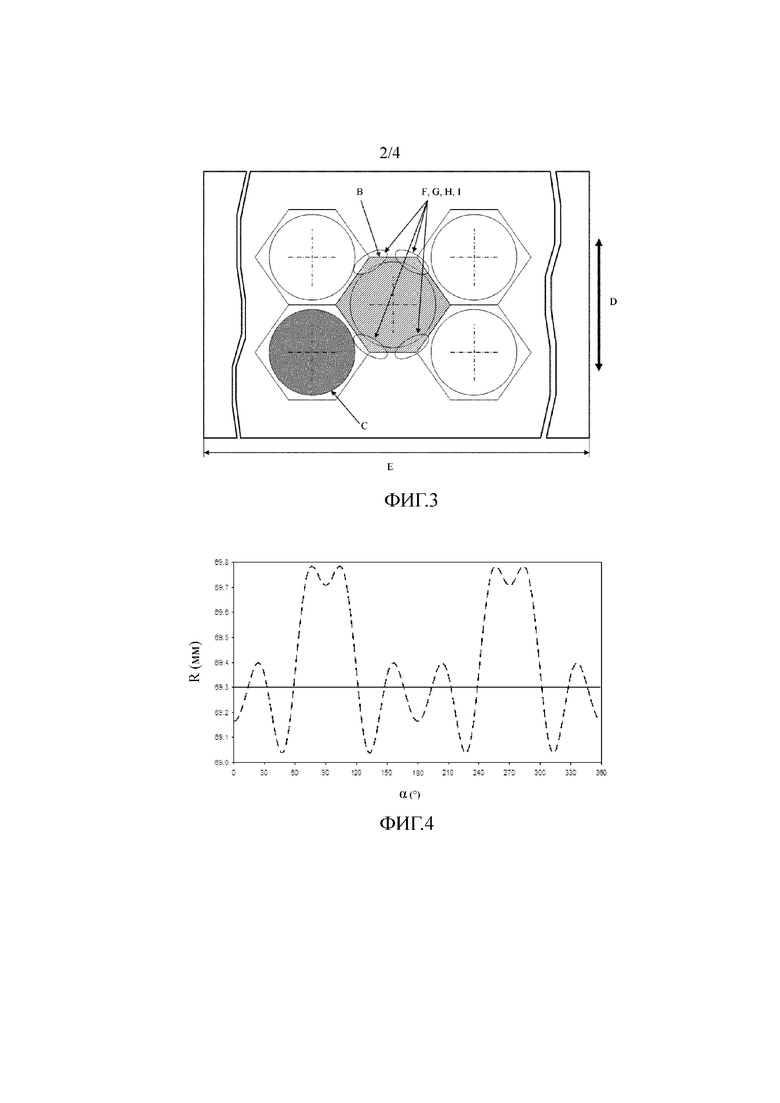
Фиг.3 имеет те же обозначения, с указанием, кроме того, оставленных свободными зон шестиугольника F, G, H и I.
На фиг.4 представлена кривая плоского наружного профиля круглой равномерной листовой заготовки радиусом 69.3 мм (сплошная линия) и оптимизированной некруглой для учета анизотропного поведения металла из известного уровня (кривая пунктирной линией). По ординате, радиус R в мм, а по абсциссе, угол α, образованный с направлением прокатки.
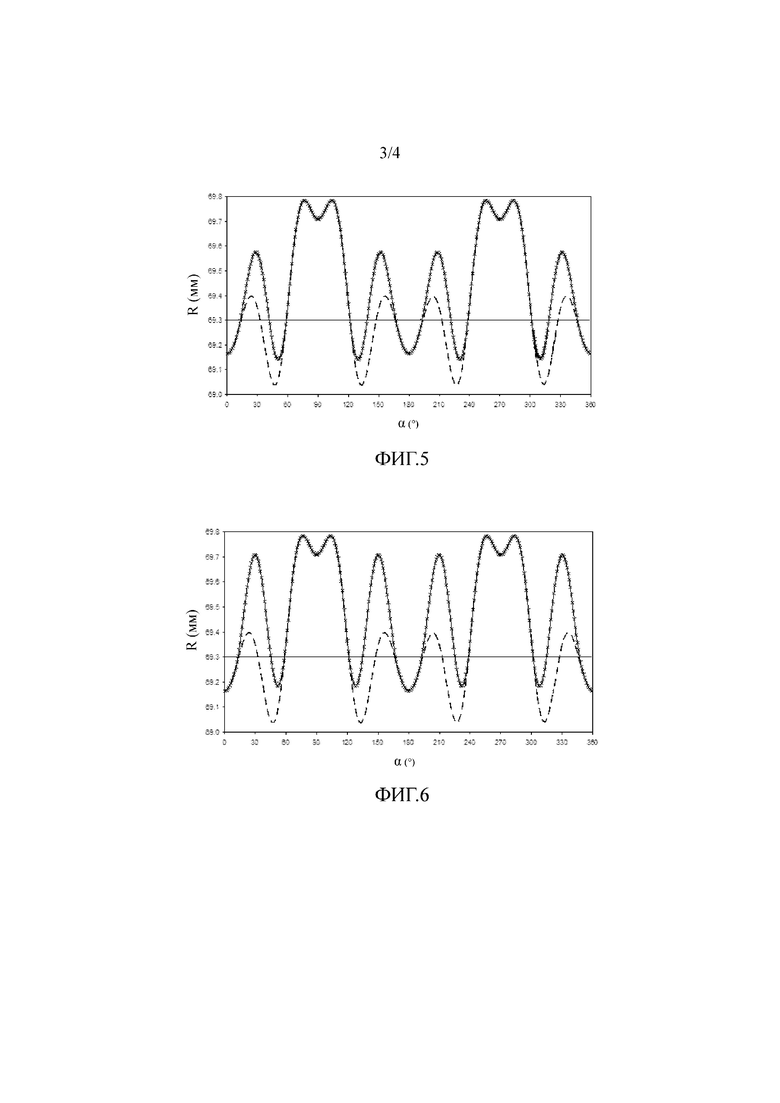
На фиг.5 представлена кривая (непрерывная с продолжением в виде крестиков) плоского наружного профиля некруглой листовой заготовки по изобретению, выполненной с добавлением к предыдущему варианту четырех фестонов относительной высотой, равной 0,35% радиуса названного варианта.
Вариант с постоянным радиусом обозначается здесь, как и раньше, сплошной линией, а листовая заготовка из известного уровня, так называемая оптимальная, обозначается пунктирной линией, как на фиг.4.
На фиг.6 представлена кривая (непрерывная с продолжением в виде крестиков) плоского наружного профиля некруглой листовой заготовки по изобретению, выполненной с добавлением к «оптимизированному» варианту фиг.4 четырех фестонов относительной высотой, равной 0,57% радиуса названного варианта.
Вариант с постоянным радиусом обозначается здесь, как и раньше, сплошной линией, а листовая заготовка из известного уровня, так называемая оптимальная, обозначается пунктирной линией, как на фиг.5.
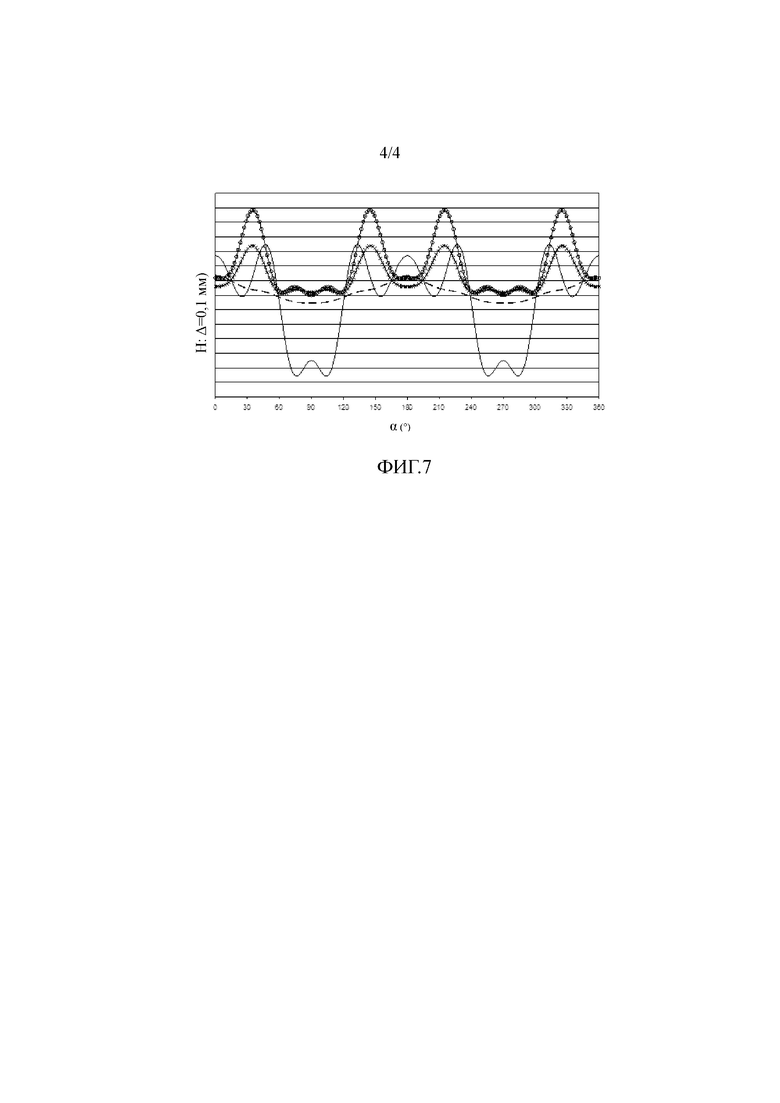
На фиг.7 представлены профильные кривые чашеобразных заготовок, получаемых исходя из 4 вариантов листовых заготовок, с указанием по ординате высоты H чашеобразной заготовки с шагом 0,1 мм, а по абсциссе угла α, образуемого с направлением прокатки:
На сплошной кривой профиль чашеобразных заготовок, получаемых с равномерной круглой листовой заготовкой радиусом, равным 69.3 mm.
На пунктирной кривой профиль чашеобразных заготовок с некруглой листовой заготовкой известного уровня, так называемой «оптимальной»,
На кривой с крестиками профиль чашеобразных заготовок с оптимизированной некруглой листовой заготовкой по изобретению с 4 фестонами с 0,35%,
На кривой с кружками профиль чашеобразных заготовок с оптимизированной некруглой листовой заготовкой по изобретению с 4 фестонами с 0,57%.
Описание изобретения
Изобретение заключается в тщательном подборе концепции некруглой листовой заготовки, оптимизированной за две стадии:
Первая стадия компенсации анизотропии металла из известного уровня: она заключается в компенсации эффекта анизотропии металла за счет изменения диаметра листовой заготовки в зависимости от ее расположения по отношению к направлению прокатки, обычно и схематично, за счет увеличения радиуса листовой заготовки по направлениям, соответствующим полостям на профиле чашеобразной заготовки, связанным с анизотропией поведения металла в ходе первой стадии штамповки, и за счет его снижения по направлениям, соответствующим фестонам или выпуклостям на названном профиле.
Такая типичная концепция прекрасно описана, в частности, в статье « Convolute Cut-Edge Design for an Earless Cup in Cup Drawing » авторов R. E. Dick, J. W. Yoon и F. Barlat, CP778 Volume A, Numishet 2005.
Вторая стадия, в ходе которой добавляют, по меньшей мере, 4 фестона сверх и исходя из названного периметра, увеличивая радиус листовой заготовки в зонах за листовыми заготовками без добавочных фестонов и внутри соответствующего шестиугольника, по четырем симметричным направлением по отношению к направлению прокатки, как указано на фиг.3 (зоны F, G, H и I).
Точнее, если виртуально разложить металлическую полосу, в которой отбирается каждая листовая заготовка, на одинаковые правильные шестиугольники, две противолежащие стороны которых почти перпендикулярны направлению прокатки, образующие тем самым плоскую компактную шестиугольную систему, как показано на фиг.2, то добавляются четыре фестона сверх и исходя из названного периметра, в оставленных свободными зонах шестиугольника, т.е. главная ось которого образует угол соответственно почти
35°, 145°, 215° и 325° с направлением прокатки, как показано на фиг.3, каждый относительной высотой от 0,3 до 0,8% по отношению к названной исходной концентрической окружности, и максимальной шириной с учетом имеющегося свободного пространства, т.е. обычно соответствующей полувысоте названного фестона с минимальным угловым сектором почти в 25°, имеющим вершину в центре листовой заготовки.
Точнее типичная ширина на полувысоте равна длине сегмента, перпендикулярного радиусу, соединяющему центр листовой заготовки и вершину фестона, и ограничена пересечением фестона с угловым сектором почти в 30°, исходящим из центра листовой заготовки.
Заявитель отметил, что такая оптимизация позволяла повторяющимся образом максимально ограничивать риск появления дефектов, известных специалисту под названием «зажатые фестоны», а также складки, с целью предотвращения любой поломки при последующей протяжке.
Более подробно изобретение будет лучше понято с помощью нижеприведенных примеров, не имеющих, тем не менее, ограничительного характера.
Примеры
Отливали посредством непрерывной вертикальной разливки слиток сплава типа 3104.
Слиток скальпировался, затем гомогенизировался при температуре около 580°C в течение приблизительно 3 часов перед горячей прокаткой, затем холодной прокаткой до конечной толщины 0,264 мм, т.е. в металлургическом состоянии H19.
Из этого листа изготовлялись чашеобразные заготовки с диаметром вытяжного пуансона 88,9 мм из листовых заготовок с плоским профилем в соответствии с нижеуказанными вариантами, все вырезанные посредством лазерной резки:
Варианты 1 и 2 вне изобретения:
Вариант 1 соответствует постоянному радиусу листовой заготовки 69,3 мм, как показано сплошной чертой на фиг.4, т.е. круглая листовая заготовка без какой-либо оптимизации.
Вариант 2 соответствует так называемой «оптимальной» листовой заготовке, т.е. «прекрасно» компенсирующей анизотропию поведения металла, по известному специалисту методу, как вышеуказанный метод, приведенный в статье « Convolute Cut-Edge Design for an Earless Cup in Cup Drawing » авторов R. E. Dick, J. W. Yoon и F. Barlat, CP778 Volume A, Numishet 2005.
Он представлен на том же самом фиг.4 пунктирной кривой.
Вариант 3 по изобретению:
Вариант 3 соответствует листовой заготовке по изобретению, выполненной добавлением к предыдущему варианту 2 четырех фестонов под 35°, 145°, 215° и 325°, относительной высотой, равной 0,35% радиуса названного варианта 2 и шириной на полувысоте, соответствующей сектору 30°.
Он представлен на фиг.5 сплошной кривой с добавлением крестиков.
Вариант 1 по-прежнему изображен здесь сплошной чертой, а так называемая оптимальная листовая заготовка из известного уровня - пунктирной линией, как на фиг.4.
Вариант 4 по изобретению:
Вариант 4 соответствует листовой заготовке по изобретению, выполненной добавлением к предыдущему варианту 2 четырех фестонов под 35°, 145°, 215° и 325°, относительной высотой, равной 0,57% радиуса названного варианта 2 и шириной на полувысоте, соответствующей сектору 30°.
Он представлен на фиг.6 сплошной кривой с добавлением крестиков.
Вариант 1 по-прежнему представлен здесь сплошной кривой, а так называемая оптимальная листовая заготовка из известного уровня - пунктирной линией, как на фиг.4.
Результаты:
Исходя из этих четырех вариантов листовых заготовок, были подготовлены чашеобразные заготовки посредством штамповки с диаметром вытяжного пуансона 88,9 мм при средней высоте чашеобразных заготовок 32 мм.
На фиг.7 представлены профильные кривые чашеобразных заготовок, полученных, исходя из 4 вариантов листовой заготовки:
Сплошной кривой, профиль чашеобразных заготовок, полученных с равномерной круговой листовой заготовкой радиусом, равным 69,3 мм.
Пунктирной кривой, профиль чашеобразных заготовок с некруглой так называемой «оптимальной» листовой заготовкой из известного уровня.
Кривой с крестиками, профиль чашеобразных заготовок с оптимизированной некруглой листовой заготовкой по изобретению с 4 фестонами с 0,35% по варианту 3.
Кривой с кружочками, профиль чашеобразных заготовок с оптимизированной некруглой листовой заготовкой по изобретению с 4 фестонами с 0,57% по варианту 4.
При этом недвусмысленно отмечается, что так называемая «оптимальная» листовая заготовка из известного уровня (пунктирная кривая) компенсирует анизотропию металла, так как амплитуда профильной кривой проходит от около 0,9 мм до менее 0,2 мм.
На основе оптимизированных профилей по изобретению, 4 добавочных фестона четко видны на кривых с крестиками и с кружочками. Разница высоты добавочных фестонов правильно связана с разницей значений высоты исходных фестонов.
Отмечается также, что высота искусственных фестонов, в случае профиля фестонов с 0,57% (кривая с кружочками), значительно превышает высоту фестонов, связанных с анизотропией (сплошная кривая), и сходится с ней также в случае фестонов с 0,35% (кривая с крестиками). Таким образом, риск появления системы с 2 фестонами, системы, которая более чувствительна к явлению «зажатых фестонов», явно снизился, в том числе по сравнению со случаем, соответствующим пунктирной кривой оптимизации по известному уровню, а также не обнаружены и отрицательные значения (полость верхнего профиля чашеобразной заготовки).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ МЕТАЛЛИЧЕСКИХ БУТЫЛОК ИЛИ АЭРОЗОЛЬНЫХ БАЛЛОНОВ | 2014 |
|
RU2668357C2 |
| Сплав на основе алюминия и аэрозольный баллон из этого сплава | 2019 |
|
RU2718370C1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| ТОРЦЕВАЯ КРЫШКА КОНТЕЙНЕРА (ВАРИАНТЫ) И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 1994 |
|
RU2121456C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Способ испытания листового металла | 2018 |
|
RU2682127C1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1989 |
|
SU1722655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЕВОГО ЛИСТА ДЛЯ ИЗГОТОВЛЕНИЯ БАНОК | 2021 |
|
RU2829769C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для вытяжки из некруглой листовой заготовки из алюминиевого сплава изделия в виде банки под напитки, баллона или аэрозольного баллончика. Металлическую полосу виртуально делят на одинаковые заготовки в виде правильных шестиугольников, периметр каждой из которой рассчитывают исходя из концентрической окружности, радиусом менее радиуса окружности, вписанной в соответствующий шестиугольник. При этом добавляют по меньшей мере четыре фестона в зонах шестиугольника под углами почти 35°, 145°, 215° и 325° с направлением прокатки. Повышается качество вытянутого изделия за счет компенсации анизотропии. 2 н.п. ф-лы, 7 ил.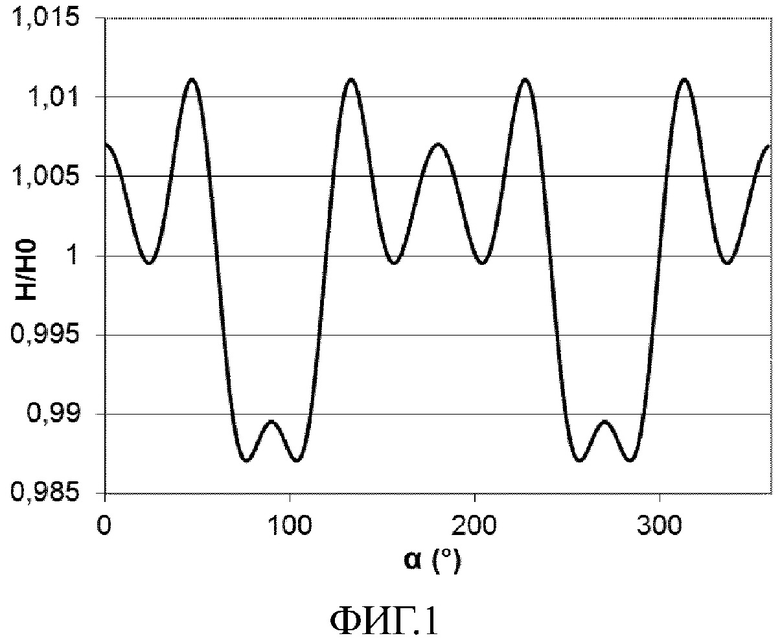
1. Способ изготовления листовой заготовки из алюминиевого сплава под штамповку банки под напитки, металлического баллона или аэрозольного баллончика, включающий виртуальное деление прокатанной металлической полосы на одинаковые правильные шестиугольники, образующие плоскую компактную шестиугольную систему, причем две противоположных стороны шестиугольника перпендикулярны направлению прокатки указанной полосы, при этом для компенсации анизотропии металла периметр каждой листовой заготовки рассчитывают исходя из концентрической окружности радиусом, меньшим радиуса окружности, вписанной в соответствующий шестиугольник, и вырезку листовых заготовок,
отличающийся тем, что при виртуальном делении полосы на правильные шестиугольники каждую листовую заготовку выполняют с добавлением к первоначальной концентрической окружности по меньшей мере четырех фестонов в зонах, в которых главная ось образует соответственно угол почти 35°, 145°, 215° и 325° с направлением прокатки, причем каждый фестон выполняют с относительной высотой от 0,3 до 0,8% радиуса указанной концентрической окружности и максимальной шириной на полувысоте, равной длине сегмента, перпендикулярного радиусу, соединяющему центр листовой заготовки и вершину фестона, и ограничена пересечением фестона с угловым сектором почти 25° и с вершиной в центре листовой заготовки.
2. Листовая заготовка под штамповку банки под напитки, баллона или аэрозольного баллончика, отличающаяся тем, что она изготовлена способом по п.1.
| RU 2056199 C1, 20.03.1996 | |||
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКОГО | 0 |
|
SU390856A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |

