Штамп относится к инструментам для обработки металлов давлением, в частности к оснастке для листовой штамповки. Штамп применяется в производстве тонкостенных оболочек.
В производстве тонкостенных оболочек известны аналоговые вырубные штампы (Руднев Ю.М. Листовые штампы. М., Машиностроение, 1968 г., Кухтарев В.И. Штампы для холодной листовой штамповки. М., Машгиз, 1960 г., Звароно Б.П. Расчет и конструкция штампов для холодной штамповки. Вырезные и пробивные штампы. М., Машгиз, 1949 г., Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. Конструкция и расчеты. М., Машиностроение, 1972 г., Беренфельд В.В. Изготовление штампов. М., Машиностроение, 1984 г.), элементами конструкции которых являются: пуансон с режущей кромкой, закрепленный на верхней плите, матрица с режущей кромкой и рабочим окном, отверстие для удаления вырубленного участка заготовки, расположенные на нижней плите, съемник, закрепленный, как правило, на верхней плите штампа. В зависимости от конструкции могут присутствовать дополнительные каналы для подачи смазки, направляющие пуансонов, добавочные матрицы и пуансоны, а также элементы крепления сборочных единиц штампа.
Недостатки аналоговых вырубных штампов заключаются в следующем: отсутствует возможность ориентации рабочего инструмента относительно ленты с учетом ее анизотропии и происходит вырубка заготовок круглого профиля, вытяжка которых приводит к образованию фестонов и необходимости включения в техпроцесс операции обрезки.
Прототипом предложенного штампа является штамп для вырубки (SU 1175593 A1, B21D 28/14, 30. 08. 1985), содержащий верхнюю плиту с пуансонодержателями и закрепленными в них пуансонами с режущей кромкой, нижнюю плиту с блоком матриц, в котором смонтированы матрицы с режущей кромкой и рабочим окном, блок с отверстиями для удаления заготовок и направляющие пуансонов.
Недостатки этого штампа по сравнению с предложенным изобретением заключаются в том, что отсутствует возможность ориентации рабочего инструмента относительно ленты с учетом ее анизотропии и происходит вырубка заготовок круглого профиля, вытяжка которых приводит к образованию фестонов и необходимости включения в техпроцесс операции обрезки.
Задача изобретения - увеличение производительности путем сокращения операции обрезки фестонов в процессе производства тонкостенных оболочек.
Сущность изобретения: штамп для вырубки, содержащий верхнюю плиту с пуансонодержателями и закрепленными в них пуансонами с режущей кромкой, нижнюю плиту с блоком матриц, в котором смонтированы матрицы с режущей кромкой и рабочим окном, блок с отверстиями для удаления заготовки и направляющие пуансонов, причем дополнительно введены до пяти пуансонов, направляющих пуансонов и матриц, которые выполнены с профилем переменного радиуса, при этом матрицы, пуансоны с пуансонодержателями и направляющие пуансонов установлены с возможностью поворота и снабжены поворотными шестернями и фиксаторами угла поворота, поворотные шестерни пуансонов закреплены на верхней части последних, а фиксаторы углов поворота пуансонов расположены на пуансонодержателях, отградуированные шкалы угла поворота пуансонов, направляющих пуансонов с поворотными шестернями и матриц с поворотными шестернями нанесены на направляющие пуансонов.
На фигуре 1 представлен общий вид предложенного штампа для вырубки. На фигуре 2 представлен вид сверху предложенного штампа для вырубки. На фигуре 3 представлены профиль и расчетные размеры вырубаемой заготовки.
На верхней плите 1 установлены поворотные шестерни пуансонов 2, пуансонодержатели 3 и закрепленные в них пуансоны 4. Крышка 5 предусмотрена для закрывания блока направляющих пуансонов 6. В блоке направляющих пуансонов 6 предусмотрены направляющие пуансонов с поворотными шестернями 7. Ниже блока направляющих пуансонов 6 расположены направляющие ленты 8. В блоке матриц 9 смонтированы матрицы с поворотными шестернями 10. Ниже блока матриц 9 расположен блок с отверстиями для удаления заготовки 11. Блок матриц 9 и блок с отверстиями для удаления заготовки 11 установлены на нижней плите 12.
Матрицы с поворотными шестернями 10, пуансонодержатели 3 и направляющие пуансонов с поворотными шестернями 7 снабжены фиксаторами углов поворота 13. Направляющие пуансонов с поворотными шестернями 7 снабжены отградуированными шкалами угла поворота 14.
Штамп работает следующим образом. Предварительно материал ленты испытывается на растяжение с целью определения коэффициентов анизотропии в различных направлениях относительно прокатки. Отмечаются такие углы относительно прокатки, где имели место максимальный и минимальный коэффициенты анизотропии. Далее, по формулам (1) и (2) рассчитывается, а затем вычерчивается профиль заготовки, показанный на фигуре 3.


где RХ - радиус, определяющий положение точки К в направлении образования фестонов;
RМ - радиус матрицы;
К - степень вытяжки;
 ;
;
 ;
;
RK - текущее значение радиуса контура заготовки;
RЗ - радиус круглой заготовки;
θ - угол, образованный радиус-вектором точки контура заготовки и направлением прокатки.
В соответствии с полученным профилем заготовки изготавливаются пуансоны 4, направляющие пуансонов с поворотными шестернями 7 и матрицы с поворотными шестернями 10, а также ключ для поворота пуансонов 4, направляющих пуансонов с поворотными шестернями 7 и матриц с поворотными шестернями 10.
Лента заправляется в штамп и фиксируется направляющими ленты 8. Верхняя плита штампа 1 совместно с поворотными шестернями пуансонов 2, пуансонодержателями 3 и закрепленными в них пуансонами 4 опускается вниз до полного контакта пуансонов 4 с лентой. Пуансоны 4 посредством вращения поворотных шестерней пуансонов 2, а также направляющие пуансонов с поворотными шестернями 7 и матрицы с поворотными шестернями 10 при помощи ключа, изготовленного по профилю заготовки и надеваемого поочередно на пуансоны 4, ориентируются относительно ленты. Ориентация происходит таким образом, чтобы в направлении минимального коэффициента анизотропии ленты располагалась часть профильной заготовки большего радиуса (выступ), а в направлении максимального коэффициента анизотропии ленты располагалась часть профильной заготовки меньшего радиуса (впадина). Отградуированные шкалы угла поворота 14, нанесенные на направляющие пуансонов с поворотными шестернями 7, необходимы для выставления угла поворота относительно оси прокатки ленты пуансонов 4, направляющих пуансонов с поворотными шестернями 7 и матриц с поворотными шестернями 10.
Один градус на отградуированных шкалах угла поворота 14 соответствует одному щелчку при повороте пуансонов 4, направляющих пуансонов с поворотными шестернями 7 и матриц с поворотными шестернями 10. При достижении нужного угла фиксаторы угла поворота 13 стопорят дальнейшее движение пуансонов 4, направляющих пуансонов с поворотными шестернями 7 и матриц с поворотными шестернями 10.
За один ход штамп вырубает пять заготовок. При ходе ползуна пресса вниз пуансоны 4, закрепленные в пуансонодержателях 3, проходят сквозь отверстие в крышке 5 и блок направляющих пуансонов 6, скользят по внутренним поверхностям направляющих пуансонов с поворотными шестернями 7. При контакте пуансонов 4 с лентой режущие кромки пуансонов 4 и матриц с поворотными шестернями 10, установленных в блоке матриц 9, производят вырубку заготовок. Вырубленные заготовки попадают в блок с отверстиями для удаления заготовок 11, предусмотренный на нижней плите 12. При ходе ползуна пресса вверх лента смещается на некоторый участок для вырубки следующей партии заготовок.
Экономический эффект от внедрения изобретения заключается в повышении коэффициента использования материала ленты за счет более компактного раскроя ленты и сокращении операции обрезки за счет отсутствия фестонов на вытяжных полуфабрикатах, полученных из заготовок, вырубленных предложенным штампом. Экономический эффект от внедрения изобретения составляет 2-2,5 раза по отношению к существующему технологическому процессу производства тонкостенных оболочек с применением обычных вырубных штампов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ4'У;-и, ^• | 1971 |
|
SU415067A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
Штамп относится к инструментам для обработки металлов давлением и может быть использован при производстве тонкостенных оболочек. Штамп содержит верхнюю и нижнюю плиты. В верхней плите имеются пуансонодержатели, в которых закреплены пуансоны с режущей кромкой. Нижняя плита содержит блок матриц, блок с отверстиями для удаления заготовки и направляющие пуансонов. В блоке матриц смонтированы матрицы с режущей кромкой и рабочим окном. Штамп содержит до пяти пуансонов и матриц. Матрицы, пуансоны с пуансонодержателями и направляющие пуансонов имеют возможность поворота и снабжены поворотными шестернями и фиксаторами угла поворота. Поворотные шестерни пуансонов закреплены на верхней части пуансонов. Фиксаторы углов поворота пуансонов расположены на пуансонодержателях. Отградуированные шкалы угла поворота пуансонов, направляющих пуансонов с поворотными шестернями и матриц с поворотными шестернями нанесены на направляющие пуансонов. В результате обеспечивается увеличение производительности путем сокращения операции обрезки фестонов в процессе производства тонкостенных оболочек. 3 ил.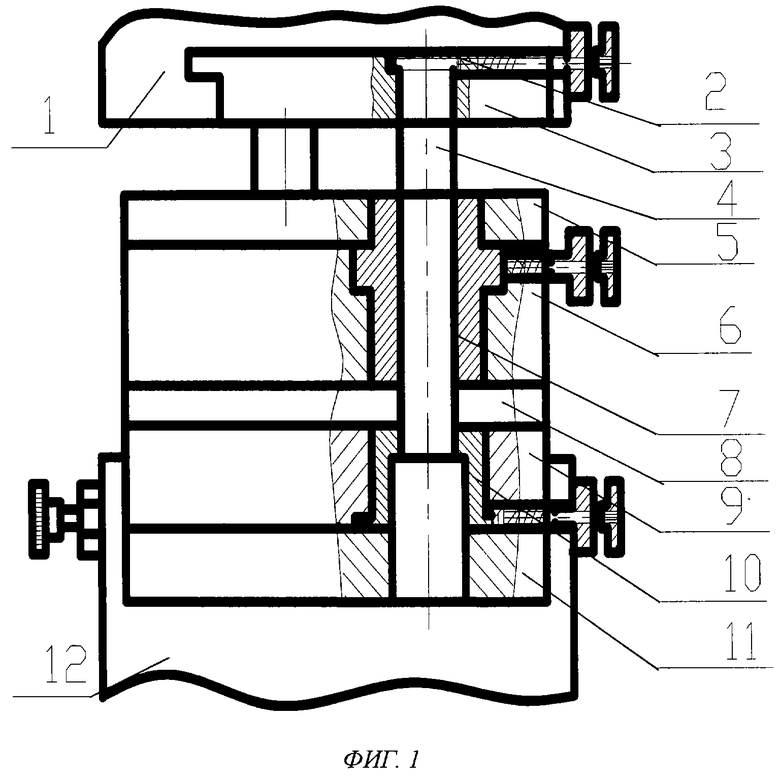
Штамп для вырубки, содержащий верхнюю плиту с пуансонодержателями и закрепленными в них пуансонами с режущей кромкой, нижнюю плиту с блоком матриц, в котором смонтированы матрицы с режущей кромкой и рабочим окном, блок с отверстиями для удаления заготовки и направляющие пуансонов, отличающийся тем, что содержит до пяти пуансонов, направляющих пуансонов и матриц, которые выполнены с профилем переменного радиуса, при этом матрицы, пуансоны с пуансонодержателями и направляющие пуансонов установлены с возможностью поворота и снабжены поворотными шестернями и фиксаторами угла поворота, поворотные шестерни пуансонов закреплены на верхней части последних, фиксаторы углов поворота пуансонов расположены на пуансонодержателях, а отградуированные шкалы угла поворота пуансонов, направляющих пуансонов с поворотными шестернями и матриц с поворотными шестернями нанесены на направляющие пуансонов.
| Способ последовательной многорядной малоотходной вырубки и штамп для его осуществления | 1984 |
|
SU1175593A1 |
| Штамп для чистовой вырубки | 1983 |
|
SU1204298A1 |
| Штамп для вырубки деталей | 1985 |
|
SU1248700A1 |
| Штамп для вырубки | 1977 |
|
SU650698A1 |
| 1971 |
|
SU410573A1 | |
| СПОСОБ ПОЛУЧЕНИЯ СУХИХ БАКТЕРИАЛЬНЫХ ПРЕПАРАТОВ | 2020 |
|
RU2738396C1 |

