Область техники, к которой относится изобретение
Изобретение относится к формованной санитарно-технической чаше, например, к кухонной раковине, умывальной чаше или к душевому поддону, а также к способу изготовления такой формованной санитарно-технической чаши.
Уровень техники
Из DE 10 2004 055 365 А1 известна формованная чаша с признаками, указанными в ограничительной части пункта 1 формулы изобретения. Из ЕР 0 361 101 В1 известен соответствующий способ изготовления с применением формованной детали, пригодный, например, для кухонных раковин. Изготовленные таким способом формованные чаши имеют привлекательный внешний вид, а также очень хорошие потребительские свойства, в частности, высокую устойчивость к истиранию и долговременное сохранение внешнего вида.
Крупногабаритные и/или отклоняющиеся от плоской формы большие трехмерные формованные чаши, как, например, кухонная раковина, могут иметь массу, в частности, более 10 кг, в особенности, если они изготовлены из полимеризованного композитного материала, содержащего отвержденное связующее вещество с включенным в него наполнителем, как это описано, например, в ЕР 0 361 101 В1. Поэтому, в частности, при транспортировке, а также при монтаже таких формованных чаш необходимо принимать специальные меры, предупреждающие их поломку, что требует соответствующих расходов и затрудняет работу с ними.
Кроме того, хотя поверхность изготовленных формованных санитарно-технических чаш имеет чрезвычайно высокое качество, однако, при эксплуатации в течение нескольких лет или десятилетий формованные санитарно-технические чаши подвергаются интенсивной нагрузке, не только механической, например, вследствие истирающего действия, царапания или ударов, но также в результате температурных изменений, например, под действием горячей промывной воды или установленной горячей кухонной посуды. В случае изготовления формованных санитарно-технических чаш из композитного материала особое внимание следует уделять тому, чтобы на их поверхности не возникали трещины, вызываемые внутренними напряжениями, что можно обеспечить только при использовании высококачественных смол и трудоемкого процесса изготовления.
Раскрытие изобретения
Таким образом, задачей изобретения являются обеспечение формованной санитарно-технической чаши, а также соответствующего способа ее изготовления, которые позволят дополнительно повысить потребительские свойства формованных санитарно-технических чаш, и, в частности, улучшить внешний вид поверхности.
Эта задача решена при помощи формованной санитарно-технической чаши согласно п. 1 формулы изобретения, а также при помощи способа изготовления, согласно п. 9 формулы изобретения. Другие варианты осуществления изобретения раскрыты в зависимых пунктах формулы изобретения.
В одном варианте осуществления изобретение относится к формованной санитарно-технической чаше, например, в виде кухонной раковины, умывальной чаши или душевого поддона, с корпусом, который определяет форму указанной санитарно-технической чаши и обеспечивает ее механическую прочность, при этом на лицевой стороне, которая при применении образует потребительскую поверхность формованной санитарно-технической чаши, по меньшей мере на плоской части корпуса расположен облицовочный слой, который содержит волокнистую ткань, пропитанную отвержденным связующим веществом.
Корпус может быть изготовлен, например, из композитного материала, содержащего полимеризованное отвержденное связующее вещество и включенный в него наполнитель, как это описано в ЕР 0 361 101 B1 или в DE 10 2004 055 365 A1. В частности, корпус может представлять собой уже формованную чашу, которая и без облицовочного слоя согласно изобретению является готовым товарным продуктом. Альтернативно этому корпус в отличие от пригодной к продаже формованной чаши может иметь несколько меньшую толщину и/или более низкое качество поверхности лицевой стороны, которая в формованной санитарно-технической чаше согласно изобретению образуется путем дополнительного нанесения облицовочного слоя.
Композитный материал корпуса может быть получен, например, из отвержденной смолы, в частности, из акриловой смолы, с включенным в нее неорганическим наполнителем, предпочтительно состоящим из твердых частиц, как, например, песок или кварц. Доля наполнителя предпочтительно составляет от 55 до 85% по массе, в частности, от 60 до 80% по массе и предпочтительно - от 65 до 75% по массе, относительно общей массы корпуса. Размер частиц наполнителя может быть выбран, например, согласно описанию ЕР 0 361 101 B1 ил и DE 10 2004 055 365 A1.
В одном варианте осуществления облицовочный слой полностью покрывает лицевую сторону корпуса формованной санитарно-технической чаши. Кроме того, облицовочный слой может быть нанесен сбоку на кромки формованной санитарно-технической чаши, таким образом, после установки формованной санитарно-технической чаши вся ее видимая поверхность оказывается образованной облицовочным слоем.
В одном варианте осуществления облицовочный слой имеет толщину, которая составляет менее чем 35%, в частности, менее чем 30% и предпочтительно - менее чем 25% толщины корпуса. Так, например корпус может иметь толщину 10 мм, при этом толщина облицовочного слоя составляет всего 1,5 мм. Несмотря на относительно малую в процентном отношении толщину, облицовочный слой, благодаря содержащимся в нем волокнам, которые расположены в виде тканого полотна и предпочтительно проходят перпендикулярно друг другу, имеет высокую прочность покрытия, расположенного поверх волокнистой ткани и состоящего, например, из смолы, что предотвращает, в частности, образование трещин, от внутренних напряжений, возникающих под действием высоких и низких температур. Покрытие может быть, например, выполнено из предпочтительно прозрачной или альтернативно также из окрашенной полиэфирной смолы, или альтернативно этому -из эпоксидной смолы, предпочтительно - с водоотталкивающим слоем на поверхности.
Благодаря наличию волокнистой ткани в облицовочном слое, покрытие, расположенное на поверхности формованной санитарно-технической чаши поверх волокнистой ткани, стабилизируется, и, таким образом, достигается высокая прочность поверхности формованной санитарно-технической чаши, образованной облицовочным слоем, что предотвращает, в частности, образование трещин от внутренних напряжений, возникающих под действием высоких и низких температур. В одном варианте осуществления в облицовочном слое, в частности, в покрытии, при комнатной температуре преобладают напряжения сжатия, которые надежно исключают появление трещин от внутренних напряжений.
В то время как жесткость формованной санитарно-технической чаши уже обеспечивается корпусом, облицовочный слой позволяет получить дополнительное упрочнение поверхности, а также повышение ударной прочности при ударах, которые могут возникнуть, например, при падении предметов кухонной утвари. Кроме того, наличие облицовочного слоя на корпусе открывает дополнительное возможности оформления внешнего вида формованной санитарно-технической чаши, при этом, благодаря применению волокнистой ткани, пропитанной отвержденным связующим веществом, получается внешний вид, который в течение длительного времени удовлетворяет очень высоким эстетическим требованиям.
В одном варианте осуществления волокнистая ткань в облицовочном слое расположена эксцентрично относительно толщины облицовочного слоя и, например, смещена в направлении корпуса. Таким образом, волокнистая ткань может быть расположена на поверхности облицовочного слоя, обращенной к корпусу, или вблизи этой поверхности. Между волокнистой тканью и поверхностью корпуса может быть расположен еще один сравнительно тонкий слой отвержденного связующего вещества, которым пропитана волокнистая ткань, например, толщиной менее чем 0,3 мм, в частности, менее чем 0,2 мм, и предпочтительно - менее чем 0,1 мм. Такая слоистая структура обеспечивает дополнительное повышение стойкости поверхности формованной санитарно-технической чаши к нагрузкам, возникающим вследствие высоких и низких температур. Альтернативно этому волокнистая ткань может быть также смещена от середины облицовочного слоя к поверхности формованной санитарно-технической чаши.
В одном варианте осуществления толщина волокнистой ткани составляет менее чем 20%, в частности, менее чем 15%, и предпочтительно - менее чем 10% толщины корпуса. Толщина волокнистой ткани может составлять менее чем 60%, в частности, менее чем 50%, и предпочтительно - менее чем 40% толщины облицовочного слоя. В одном варианте осуществления толщина волокнистой ткани составляет, например между 0,3 и 0,7 мм, в то время как общая толщина облицовочного слоя составляет более чем 1 мм, и менее чем 2 мм. Толщина корпуса может составлять более чем 7 мм, и менее чем 14 м, в частности, более чем 8 мм, и менее чем 12 мм.
Сравнительно низкая толщина волокнистой ткани является достаточной, чтобы в случае нагрузки, создаваемой высокими/низкими температурами, обеспечивать напряжения, действующие в продольном направлении поверхности.
В одном варианте осуществления облицовочный слой на лицевой стороне формованной санитарно-технической чаши содержит водоотталкивающее покрытие, которое представляет собой, например, тонкий слой полиэфирной смолы. Это в течение длительного времени предотвращает проникновение воды в облицовочный слой.
Температура стеклования и предпочтительно также температура Мартенса облицовочного слоя могут быть сравнительно низкими относительно расположенного под ним корпуса, например, могут только превышать 80°C.
В одном варианте осуществления волокнистая ткань облицовочного слоя содержит углеродные волокна, в частности, волокнистая ткань состоит из углеродных волокон. При этом волокнистые нити или, так называемые, ровницы могут быть сотканы в волокнистую ткань, и при этом волокнистые ровницы основы и утка образуют угол, по существу, равный 90°. Для санитарно-технических формованных деталей особенно предпочтительным видом ткачества является саржевое переплетение. Волокнистые ровницы основы и утка предпочтительно проходят параллельно или перпендикулярно продольному направлению формованной санитарно-технической чаши. Как показали исследования, такая волокнистая ткань обладает особенно высоким сопротивлением к образованию трещин, возникающих вследствие внутренних напряжений.
В одном варианте осуществления масса единицы поверхности волокнистой ткани составляет более чем 50 г/м2, и менее чем 400 г/м2, в частности, более чем 80 г/м2, и менее чем 350 г/м2, и предпочтительно - более чем 100 г/м2, и менее чем 300 г/м2. Ширина ровниц предпочтительно составляет более чем 0,5 мм, и менее чем 5 мм, в частности, более чем 0,7 мм, и менее чем 3,5 мм, и предпочтительно - более чем 1,0 мм, и менее чем 2,0 мм. В одном варианте осуществления волокнистая ткань представляет собой ткань Spread-Tow в виде саржевого или полотняного переплетения. Ширина волокнистой пряди в основе и/или в утке в этом случае составляет более чем 5 мм, и менее чем 15 мм, в частности, более чем 6 мм, и менее чем 12 мм.
Изобретение относится также к способу изготовления формованной санитарно-технической чаши, например, кухонной раковины, умывальной чаши или душевого поддона, с корпусом, который выполнен в виде формованной санитарно-технической чаши и обеспечивает ее механическую прочность, при этом на лицевую сторону формованной санитарно-технической чаши поверх корпуса нанесен облицовочный слой, содержащий волокнистую ткань, пропитанную отвержденным связующим веществом.
Корпус может быть изготовлен из композитного материала, содержащего полимеризованное связующее вещество и включенный в него наполнитель, как описано выше. В одном варианте осуществления корпус и облицовочный слой изготавливаются отдельно. Затем облицовочный слой в виде наружной оболочки может образовывать прочное и неразъемное соединение с корпусом, при этом облицовочный слой накладывается на лицевую сторону соответствующей поверхности корпуса формованной санитарно-технической чаши и соединяется с корпусом. Указанное соединение можно получить при помощи эпоксидного клея, в частности, двухкомпонентного эпоксидного клея.
Уже при изготовлении облицовочного слоя или при нанесении облицовочного слоя на корпус в облицовочном слое могут быть создано напряжение сжатия. Это можно осуществить, если, например, при изготовлении облицовочного слоя или при соединении облицовочного слоя с корпусом использовать температуру, более высокую, чем комнатная температура, таким образом, чтобы при последующем охлаждении вследствие различия коэффициентов теплового расширения, с одной стороны, облицовочного слоя, а с другой стороны, корпуса, облицовочный слой испытывал напряжение сжатия.
Это относится, в частности, к применению углеродных волокон для облицовочного слоя, поскольку углеродные волокна, во всяком случае, местами, имеют отрицательный термический коэффициент линейного расширения, поэтому углеродные волокна при охлаждении удлиняются, в то время как связующее вещество, которым пропитаны углеродные волокна, при охлаждении стремится к сжатию. То же самое относится к корпусу, который при охлаждении сжимается, поэтому в случае применения углеродных волокон для волокнистой ткани при изготовлении формованной санитарно-технической чаши в облицовочном слое, в частности, в слое смолы, расположенном над волокнистой тканью, возникает напряжение сжатия, которое при последующей эксплуатации надежно предотвращает появление трещин, образующихся вследствие внутренних напряжений.
В одном варианте осуществления корпус изготавливается при помощи формования формующей деталью, в частности, в литьевой форме. Это позволяет получать корпуса, в частности, из композитного материала, с высокой однородностью и, следовательно, с хорошими механическими свойствами.
В одном варианте осуществления волокнистая ткань может быть нанесена на часть формующей детали, образующую лицевую сторону формованной санитарно-технической чаши, при этом облицовочный слой из так называемого препрега может быть наложен на формующую деталь в виде заготовки. Альтернативно этому в качестве препрега может быть подготовлена волокнистая ткань, пропитанная связующим веществом, которая при помощи формующей детали соединяется с готовым корпусом, при этом формующая деталь нагревается для отверждения препрега и его соединения с корпусом. При этом для отверждения препрега может использоваться формующая деталь, форма которой соответствует формующей детали, применяемой для изготовления корпуса.
Краткое описание чертежей
Другие достоинства, отличительные признаки и детали изобретения представлены в зависимых пунктах формулы изобретения и приведенном ниже описании, в котором со ссылками на прилагаемые чертежи подробно раскрыт один из примеров осуществления. При этом отличительные признаки, указанные в формуле изобретения и в описании, могут представлять собой существенные признаки изобретения по отдельности или в любой комбинации.
На прилагаемых чертежах показаны:
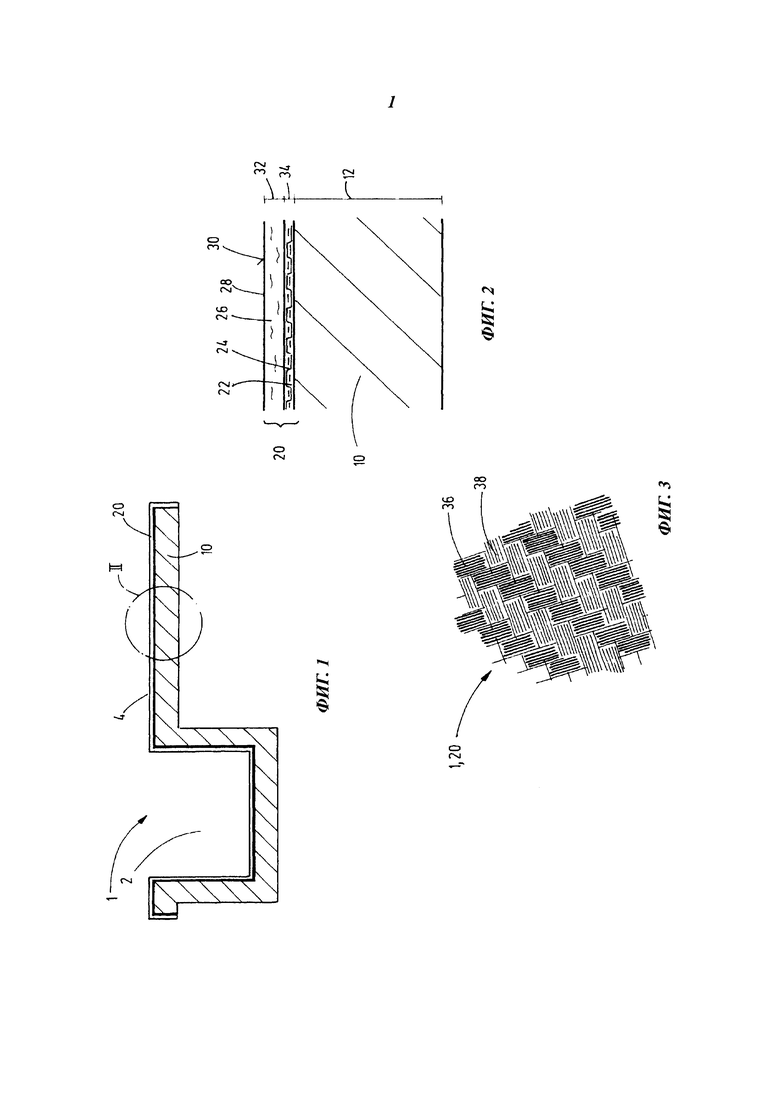
фиг. 1 - вид в разрезе примера осуществления формованной санитарно-технической чаши согласно изобретению в направлении ее продольной оси,
фиг. 2 - вид в увеличенном масштабе фрагмента формованной санитарно-технической чаши с фиг.1 в области сливного крыла, и
фиг. 3 - вид сверху поверхности формованной санитарно-технической чаши.
Осуществление изобретения
На фиг. 1 показан вид в разрезе примера осуществления формованной санитарно-технической чаши 1 согласно изобретению в направлении ее продольной оси. В данном примере осуществления представлена кухонная встраиваемая мойка с раковиной 2 и сливным крылом 4. На фиг. 2 вид в увеличенном масштабе фрагмента формованной санитарно-технической чаши 1 в области сливного крыла.
Формованная санитарно-техническая чаша 1 содержит корпус 10, который полностью определяет форму формованной санитарно-технической чаши 1 и обеспечивает ее механическую прочность и который в данном примере осуществления изготовлен из композитного материала. Композитный материал состоит из отвержденной акриловой смолы с включенным в нее наполнителем, который представляет собой частицы SiO2. Содержание наполнителя SiO2 составляет более чем 65, и менее чем 75% по массе, относительно общей массы корпуса, которая в данном примере осуществления составляет 8 кг. При этом толщина 12 корпуса 10 равна 10 мм.
На лицевой стороне формованной санитарно-технической чаши 1, образующей поверхность 30, на корпусе 10 расположен облицовочный слой 20, который содержит волокнистую ткань 24, пропитанную отвержденным связующим веществом 22. При этом волокнистая ткань 24 расположена на поверхности облицовочного слоя 20, обращенной к корпусу 10, или вблизи этой поверхности, и при этом между волокнистой тканью 24 и корпусом 10 находится дополнительный тонкий слой связующего вещества 22, таким образом, поверхность облицовочного слоя 20, обращенная к корпусу 10, также покрыта связующим веществом 22. Благодаря этому, упрочняющее действие, создаваемое волокнистой тканью 24, полностью передается связующим веществом 22 в облицовочный слой 20. Волокнистая ткань 24 состоит из углеродных волокон. Вид ткачества представляет собой саржевое переплетение. Масса единицы поверхности в данном примере осуществления составляет более чем 100 г/м2, и менее чем 250 г/м2. Связующее вещество представляет собой эпоксидную смолу. Температура Мартенса превышает 80°С.
Над волокнистой тканью 24 облицовочный слой 20 в направлении поверхности 30 формованной санитарно-технической чаши 1 содержит покрытие 26, которое также может состоять из отвержденной полимеризованной смолы, например, из эпоксидной смолы или полиэфирной смолы. На поверхности облицовочный слой 20 содержит водоотталкивающее покрытие 28, которое образует поверхность 30 облицовочного слоя 20 и, следовательно, также формованной санитарно-технической чаши 1. В случае применения подходящих смол для покрытия 26, например полиэфирной смолы, водоотталкивающее покрытие 28 может быть исключено. В одном варианте осуществления облицовочный слой 20 содержит волокнистую ткань 24, пропитанную эпоксидной смолой, и покрытие 26 из полиэфирной смолы.
Толщина облицовочного слоя 20 в данном примере осуществления составляет примерно 1,5 мм, при этом доля 32 покрытия 26 в толщине облицовочного слоя 20 составляет примерно 1 мм, а доля 34 волокнистой ткани 24, пропитанной связующим веществом, в толщине облицовочного слоя 20 составляет около 0,5 мм.
На фиг. 3 показан вид сверху поверхности 30 формованной санитарно-технической чаши 1. В одном примере осуществления покрытие 26 и предпочтительно также связующее вещество 22, которым пропитана волокнистая ткань 24, являются прозрачными или, во всяком случае, просвечивающими, поэтому структура волокнистой ткани 24 является видимой с поверхности 30. В частности, при использовании углеродных волокон для получения волокнистой ткани 24, получаются эстетически привлекательные световые отражения и трехмерный эффект вследствие неплоского расположения ровниц основы 36 и утка 38 в волокнистой ткани 24, в частности, при применении саржевого переплетения для волокнистой ткани 24. Это дополнительно усиливается толщиной 32 покрытия 26 и его коэффициентами преломления.
Кроме того, благодаря несимметричному расположению волокнистой ткани 24 относительно толщины облицовочного слоя 20, на поверхности 30 создается напряжение сжатия, которое эффективно противодействует появлению трещин, возникающих вследствие внутренних напряжений.
| название | год | авторы | номер документа |
|---|---|---|---|
| САНИТАРНО-ТЕХНИЧЕСКИЙ ПРИБОР | 2021 |
|
RU2766257C1 |
| ПРЕПРЕГИ И ПОЛУЧАЕМЫЕ ИЗ НИХ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2010 |
|
RU2540078C2 |
| ОТВЕРЖДАЕМАЯ ЗАЛИВОЧНАЯ МАССА, СОДЕРЖАЩАЯ КЕРАТИНОВЫЕ ВОЛОКНА, И ИЗГОТОВЛЕННОЕ ИЗ НЕЕ КУХОННОЕ ИЛИ САНИТАРНО-ТЕХНИЧЕСКОЕ ИЗДЕЛИЕ | 2010 |
|
RU2542155C2 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ ТЕРМООТВЕРЖДАЕМОЙ ЛИТЕЙНОЙ МАССЫ, И СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ | 2021 |
|
RU2795097C2 |
| КОМПОЗИЦИЯ И ИЗГОТОВЛЕННЫЕ ИЗ НЕЕ ГИПСОВОЕ КОМПОЗИЦИОННОЕ ИЗДЕЛИЕ И ГИПСОВЫЙ МАТЕРИАЛ НА ОСНОВЕ ВЛАЖНЫХ ВОЛОКОН | 2006 |
|
RU2407716C2 |
| ПРЕПРЕГИ И ПОЛУЧАЕМЫЕ ИЗ НИХ ПРИ ПОНИЖЕННОЙ ТЕМПЕРАТУРЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2010 |
|
RU2545066C9 |
| ИЗГОТОВЛЕНИЕ ПРОПИТАННОЙ СМОЛОЙ ЦЕЛЬНОЙ КОМПОЗИТНОЙ ФЕРМОВОЙ КОНСТРУКЦИИ | 2015 |
|
RU2686894C2 |
| СПОСОБ ФОРМИРОВАНИЯ ФОРМОВАННОЙ ЗАГОТОВКИ | 2013 |
|
RU2635623C2 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| САНИТАРНО-ТЕХНИЧЕСКОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ УМЫВАЛЬНИК И ОПОРНЫЙ МЕБЕЛЬНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2593962C2 |
Изобретение относится к формованной санитарно-технической чаше. Техническим результатом является повышение прочности изделия. Технический результат достигается формованной санитарно-технической чашей в виде кухонной раковины, умывальной чаши или душевого поддона с корпусом, который определяет форму формованной санитарно-технической чаши и обеспечивает механическую прочность формованной санитарно-технической чаши. При этом на лицевой стороне формованной санитарно-технической чаши по меньшей мере на плоской части корпуса расположен облицовочный слой, содержащий волокнистую ткань, пропитанную отвержденным связующим веществом. Причем волокнистая ткань облицовочного слоя содержит углеродные волокна, в частности волокнистая ткань состоит из углеродных волокон таким образом, что ровницы сотканы в волокнистую ткань и ровницы основы и утка образуют угол, по существу, равный 90°. При этом связующее вещество является просвечивающим таким образом, что структура волокнистой ткани является видимой с поверхности облицовочного слоя. 2 н. и 8 з.п. ф-лы, 3 ил.
1. Формованная санитарно-техническая чаша (1) в виде кухонной раковины, умывальной чаши или душевого поддона с корпусом (10), который определяет форму формованной санитарно-технической чаши (1) и обеспечивает механическую прочность формованной санитарно-технической чаши (1), при этом на лицевой стороне формованной санитарно-технической чаши (1) по меньшей мере на плоской части корпуса (10) расположен облицовочный слой (20), отличающаяся тем, что облицовочный слой (20) содержит волокнистую ткань (24), пропитанную отвержденным связующим веществом, причем волокнистая ткань (24) облицовочного слоя (20) содержит углеродные волокна, в частности волокнистая ткань (24) состоит из углеродных волокон таким образом, что ровницы сотканы в волокнистую ткань и ровницы основы и утка образуют угол, по существу, равный 90°, при этом связующее вещество является просвечивающим таким образом, что структура волокнистой ткани (24) является видимой с поверхности (30) облицовочного слоя (20).
2. Формованная санитарно-техническая чаша (1) по п. 1, отличающаяся тем, что корпус (10) изготовлен из композитного материала, содержащего полимеризованное отвержденное связующее вещество и включенный в него наполнитель.
3. Формованная санитарно-техническая чаша (1) по п. 1, отличающаяся тем, что облицовочный слой (20) расположен на корпусе (10) на всей поверхности лицевой стороны формованной санитарно-технической чаши (1).
4. Формованная санитарно-техническая чаша (1) по п. 1, отличающаяся тем, что облицовочный слой (20) имеет толщину, которая составляет менее чем 35%, в частности менее чем 30% и предпочтительно менее чем 25% толщины (12) корпуса (10).
5. Формованная санитарно-техническая чаша (1) по п. 1, отличающаяся тем, что волокнистая ткань (24) в облицовочном слое (20) смещена от центра по толщине облицовочного слоя (20).
6. Формованная санитарно-техническая чаша (1) по п. 1, отличающаяся тем, что толщина (34) волокнистой ткани (24) составляет менее чем 20%, в частности менее чем 15% и предпочтительно менее чем 10% толщины (12) корпуса (10).
7. Формованная санитарно-техническая чаша (1) по п. 1, отличающаяся тем, что облицовочный слой (20) содержит на лицевой стороне формованной санитарно-технической чаши (1) водоотталкивающее покрытие (28).
8. Способ изготовления формованной санитарно-технической чаши (1), например кухонной раковины, умывальной чаши или душевого поддона, с корпусом (10), который определяет форму формованной санитарно-технической чаши (1) и обеспечивает механическую прочность формованной санитарно-технической чаши (1), при этом на лицевой стороне формованной санитарно-технической чаши (1) по меньшей мере на плоской части корпуса (10) расположен облицовочный слой (20), содержащий волокнистую ткань (24), пропитанную отвержденным связующим веществом, и при этом корпус (10) и облицовочный слой (20) изготавливаются отдельно, а затем соединяются друг с другом, при этом облицовочный слой (20) наносится на поверхность корпуса (10), соответствующую лицевой стороне формованной санитарно-технической чаши (1), и соединяется с корпусом (10), при этом используется волокнистая ткань (24), состоящая из углеродных волокон таким образом, что ровницы сотканы в волокнистую ткань и ровницы основы и утка образуют угол, по существу, равный 90°, при этом связующее вещество является просвечивающим таким образом, что структура волокнистой ткани (24) является видимой с поверхности (30) облицовочного слоя (20).
9. Способ по п. 8, отличающийся тем, что облицовочный слой (20) в виде неотвержденной заготовки, в частности в виде препрега, накладывается на поверхность корпуса и соединяется с ним, при этом производится также отверждение облицовочного слоя (20).
10. Способ по п. 8 или 9, отличающийся тем, что корпус (10) изготавливается при помощи формования формующей деталью, в частности литьевой формой.
| Неконтролируемое восстановление голоса с использованием модели безусловной диффузии без учителя | 2023 |
|
RU2823017C1 |
| Неконтролируемое восстановление голоса с использованием модели безусловной диффузии без учителя | 2023 |
|
RU2823017C1 |
| ПАРАБОЛИЧЕСКИЙ РЕФЛЕКТОР АНТЕННЫ СПУТНИКОВОГО ТЕЛЕВИДЕНИЯ | 1991 |
|
RU2024130C1 |
| DE 69031130 Т2, 05.03.1998 | |||
| EP 0229262 A2, 22.07.1987 | |||
| US 4209486 A, 24.06.1980 | |||
| WO 1991014557 A1, 03.10.1991. | |||

