ЛИТЕЙНАЯ УСТАНОВКА
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к литейному оборудованию.
УРОВЕНЬ ТЕХНИКИ
[0002] Патентная литература 1 и 2 раскрывает гравитационные литейные устройства с наклонными формами. Устройства включают в себя верхнюю и нижнюю формы, которые могут быть разомкнуты, сомкнуты и наклонены, и которые выполняют литье изделия путем заливки расплавленного металла в верхнюю и нижнюю формы под действием силы тяжести, при этом поворачивая и наклоняя сомкнутые верхнюю и нижнюю формы. Устройства применяют способ откидывания верхней формы, в котором верхняя форма открывается под углом приблизительно 90 градусов так, что верхняя форма переходит из горизонтального положения в вертикальное положение. Устройство для реализации способа откидывания верхней формы снабжено исполнительным механизмом в каждом из откидного механизма, фиксатора для смыкания форм, механизма наклона, механизма смыкания форм, механизма удаления форм для каждой из верхней и нижней форм и т.п.
СПИСОК ПРОТИВОПОСТАВЛЕННЫХ ДОКУМЕНТОВ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003] Патентная литература 1: Выложенная заявка на патент Японии № 05-318090
Патентная литература 1: Выложенная заявка на патент Японии № 2003-205359
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004] Поскольку описанный выше откидной механизм принимает большую нагрузку во время смыкания форм, удаления форм и выемки изделия, откидной механизм использует высокопрочный элемент с достаточной прочностью. В дополнение, поскольку в каждом из откидного механизма, фиксатора, механизма наклона механизма смыкания форм, механизма удаления форм для каждой из верхней и нижней форм и т.п. обеспечен исполнительный механизм, множество исполнительных механизмов во всем устройстве образует сложную конструкцию. Соответственно, при применении способа откидывания верхней формы вес и размер устройства увеличиваются. В результате имеется вероятность того, что для литейного оборудования, включающего в себя устройство в соответствии со способом откидывания верхней формы, может потребоваться большое пространство для установки устройства.
[0005] Таким образом, в данной области техники необходимо уменьшить пространство, занимаемое литейным оборудованием.
РЕШЕНИЕ ПРОБЛЕМЫ
[0006] Литейное оборудование в соответствии с одним аспектом настоящего изобретения включает в себя: литейное устройство, которое образует отливку с использованием верхней формы и нижней формы, которые могут быть разомкнуты, сомкнуты и наклонены, в которые заливается расплавленный металл под действием силы тяжести; раздаточную печь, которая вмещает расплавленный металл для использования в литейном устройстве; и заливочное устройство, которое переносит расплавленный металл к литейному устройству из раздаточной печи и заливает расплавленный металл в литейное устройство, причем литейное устройство включает в себя: верхнюю раму, к которой прикреплена верхняя форма; нижнюю раму, к которой прикреплена нижняя форма; механизм смыкания форм, который обеспечен в верхней раме для перемещения верхней формы вверх и вниз, или который обеспечен в нижней раме для перемещения нижней формы вверх и вниз; пару основных рычагов, каждый из который имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней и нижней рамами соответственно так, чтобы быть расположенными противоположно друг другу, и имеет центральный участок, который обеспечен поворотным валом; пару вспомогательных рычагов, расположенных параллельно соответственным основным рычагам, и каждый из который имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней и нижней рамами соответственно так, чтобы быть расположенными противоположно друг другу, и имеет центральный участок, который обеспечен поворотным валом; и приводное средство, которое обеспечено для соединения с поворотным валом одного из пары основных рычагов, и которое наклоняет верхнюю форму и нижнюю форму или горизонтально перемещает формы друг от друга, причем верхняя рама, нижняя рама, основной рычаг и вспомогательный рычаг образуют параллельный рычажный механизм.
[0007] В литейном устройстве литейного оборудования верхняя рама, к которой прикреплена верхняя форма, и нижняя рама, к которой прикреплена нижняя форма, соединены друг с другом парой левого и правого основных рычагов и вспомогательных рычагов для образования параллельного рычажного механизма, и поворотный вал обеспечен на центральном участке каждого из основного рычага и вспомогательного рычага. Таким образом, приводное средство для наклона верхней формы и нижней формы или горизонтального перемещения форм друг от друга обеспечено для соединения с поворотным валом одного из пары основных рычагов. В дополнение, верхняя форма или нижняя форма перемещается вверх и вниз механизмом смыкания форм. Соответственно, на этапе смыкания форм верхняя форма и нижняя форма смыкаются механизмом смыкания форм, а на этапе наклона сомкнутые верхняя форма и нижняя форма наклоняются приводным средством и параллельным рычажным механизмом, а также на этапе удаления форм или на этапе выталкивания изделия верхняя форма и нижняя форма, разомкнутые механизмом смыкания форм, горизонтально перемещаются друг от друга приводным средством и параллельным рычажным механизмом. Таким образом, этап литья, например, смыкание форм, удаление форм и выталкивание изделия, выполняется в верхней и нижней рамах, соединенных параллельным рычажным механизмом. В дополнение, усилие, прикладываемое во время смыкания форм, удаления форм или выталкивания изделия, должно быть принято параллельным рычажным механизмом. В результате по сравнению с устройством в соответствии со способом откидывания верхней формы конструкция для обеспечения прочности каждого из элементов упрощается, обеспечивая уменьшение веса и упрощение элементов. В дополнение, тогда как в устройстве в соответствии со способом откидывания верхней формы при размыкании форм и т.п. большое усилие переносится на несущую раму, поддерживающую устройство, в литейном устройстве литейного оборудования усилие принимает параллельный рычажный механизм, в результате чего возможно уменьшение усилия, переносимого на несущую раму, поддерживающую устройство. Соответственно, несущая рама также может быть упрощена и иметь меньший вес. Таким образом, уменьшение размера литейного устройства обеспечивает уменьшение пространства, занимаемого литейным оборудованием.
[0008] В одном варианте выполнения литейное устройство может дополнительно включать в себя ковш, прикрепленный к нижней форме, включающий в себя секцию хранения, образованную внутри ковша для хранения расплавленного металла, и заливочный канал, соединенный с приемным каналом нижней формы, причем заливочное устройство может заливать расплавленный металл в ковш, когда верхняя форма и нижняя форма сомкнуты механизмом смыкания форм для перехода в состояние сомкнутых форм. В этом случае, поскольку расплавленный металл заливается в ковш при переходе верхней формы и нижней формы в состояние сомкнутых форм, возможно сокращение времени от начала заливки расплавленного металла в ковш до начала заливки расплавленного металла в верхнюю форму и нижнюю форму наклонным образом, в то время как верхняя форма и нижняя форма наклонены, по сравнению со случаем, когда расплавленный металл заливается в ковш до перехода верхней формы и нижней формы в состояние сомкнутых форм.
[0009] В другом варианте выполнения заливочное устройство и литейное устройство могут быть коммуникационно связаны друг с другом, и литейное устройство может выводить информацию, отражающую состояние сомкнутых форм, в заливочное устройство, когда верхняя форма и нижняя форма находятся в состоянии сомкнутых форм, и, таким образом, заливочное устройство не заливает расплавленный металл в ковш, не приняв информацию от литейного устройства. Таким образом, поскольку заливочное устройство не предназначено для заливки расплавленного металла в ковш, когда верхняя форма и нижняя форма не находятся в состоянии сомкнутых форм, для повышения безопасности соблюдается процедура, при которой заливочное устройство заливает расплавленный металл в состоянии (положении), в котором литейное устройство готово к приему расплавленного металла.
[0010] В еще одном варианте выполнения литейное устройство может дополнительно включать в себя ковш, прикрепленный к нижней форме, включающий в себя секцию хранения, образованную внутри ковша для хранения расплавленного металла, и заливочный канал, соединенный с приемным каналом нижней формы, и в литейном устройстве после размыкания верхней формы и нижней формы механизмом смыкания форм заливочное устройство может заливать расплавленный металл в ковш при перемещении верхней формы в направлении от заливочного устройства и перемещении нижней формы в направлении к заливочному устройству приводным средством для перехода в первое состояние разделения, в котором верхняя форма и нижняя форма горизонтально отдалены друг от друга. В первом состоянии разделения ковш приближается к заливочному устройству, при перемещении нижней формы в направлении к заливочному устройству. Таким образом, поскольку расстояние, на которое заливочное устройство переносит расплавленный металл, сокращается, нагрузка на заливочное устройство снижается.
[0011] В еще одном варианте выполнения заливочное устройство и литейное устройство могут быть коммуникационно связаны друг с другом, и литейное устройство может выводить информацию, отражающую первое состояние разделения, в заливочное устройство, когда верхняя форма и нижняя форма находятся в первом состоянии разделения, и, таким образом, заливочное устройство не заливает расплавленный металл в ковш, не приняв информацию от литейного устройства. Таким образом, поскольку заливочное устройство не предназначено для заливки расплавленного металла в ковш, когда верхняя форма и нижняя форма не находятся в первом состоянии разделения для повышения безопасности соблюдается процедура, при которой заливочное устройство заливает расплавленный металл в состоянии (положении), в котором литейное устройство готово к приему расплавленного металла.
[0012] В еще одном варианте выполнения ковш может быть прикреплен к нижней форме под наклоном в направлении наклона, в котором наклоняются верхняя форма и нижняя форма. В этом случае, при заливке расплавленного металла в верхнюю форму и нижнюю форму из ковша наклонным образом всасывание воздуха и образование оксидной пленки почти не происходит, что позволяет повысить качество отливки.
[0013] В еще одном варианте выполнения заливочное устройство может начинать перенос расплавленного металла до того, как литейное устройство готово к приему расплавленного металла. В этом случае, производительность по сравнению со случаем, когда заливочное устройство переносит и заливает расплавленный металл в литейное устройство после перехода верхней формы и нижней формы в состояние сомкнутых форм или перехода в первое состояние разделения, улучшается.
[0014] В еще одном варианте выполнения литейное оборудование может включать в себя множество литейных устройств, выполненных так, чтобы позволять заливочному устройству переносить и заливать расплавленный металл из раздаточной печи в каждое из множества литейных устройств. Как описано выше, поскольку размер каждого из литейных устройств уменьшен, возможно размещение каждого из литейных устройств с уменьшенным интервалом между ними. Соответственно, нагрузка на заливочное устройство может быть снижена. Например, в случае, когда оператор работает с каждым из литейных устройств, например, в случае, когда оператор устанавливает стержень, возможно снижение нагрузки на оператора, который перемещается между каждым из литейных устройств.
[0015] В еще одном варианте выполнения заливочное устройство может включать в себя приемный блок, который принимает отливку из верхней формы. После размыкания верхней формы и нижней формы механизмом смыкания форм приемный блок может принимать отливку из верхней формы при перемещении нижней формы в направлении от заливочного устройства и перемещении верхней формы в направлении к заливочному устройству приводным средством для перехода во второе состояние разделения, в котором верхняя форма и нижняя форма горизонтально отдалены друг от друга. В этом случае, поскольку заливочное устройство включает в себя приемный блок, а также служит в качестве приемного средства, возможно дополнительное уменьшение пространства, занимаемого литейным оборудованием, по сравнению со случаем, когда приемное средство обеспечено отдельно.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016] Множество аспектов и вариантов выполнения настоящего изобретения позволяет уменьшить пространство, занимаемое литейным оборудованием.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
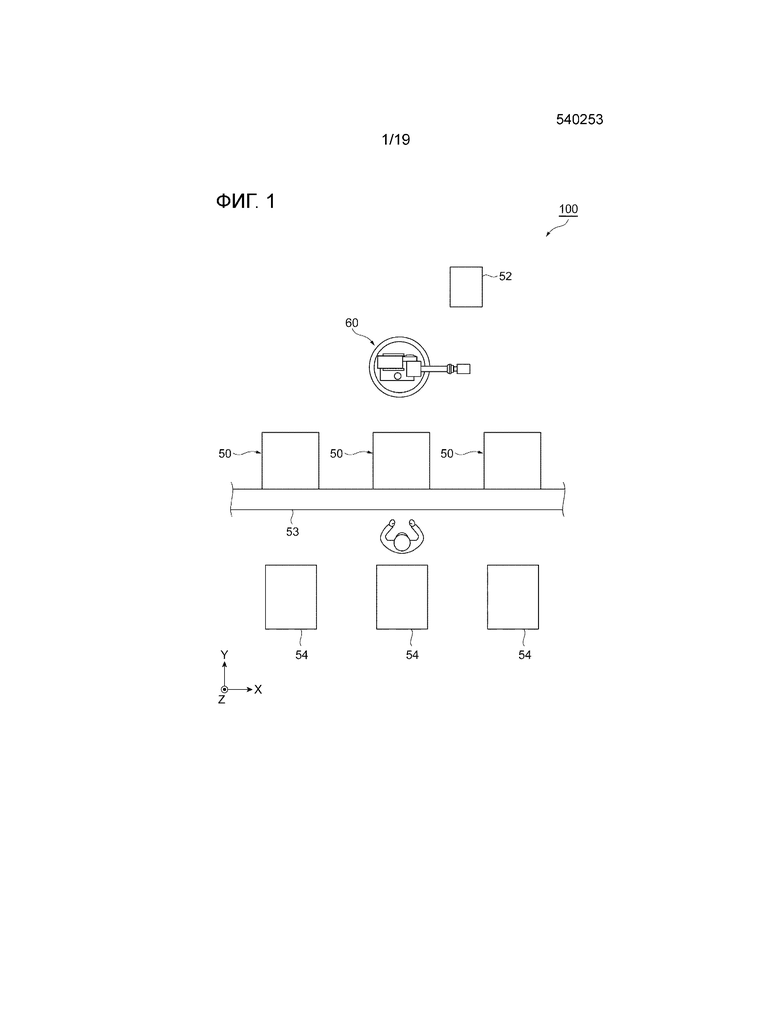
[0017] Фигура 1 представляет собой вид в плане литейного оборудования в соответствии с первым вариантом выполнения.
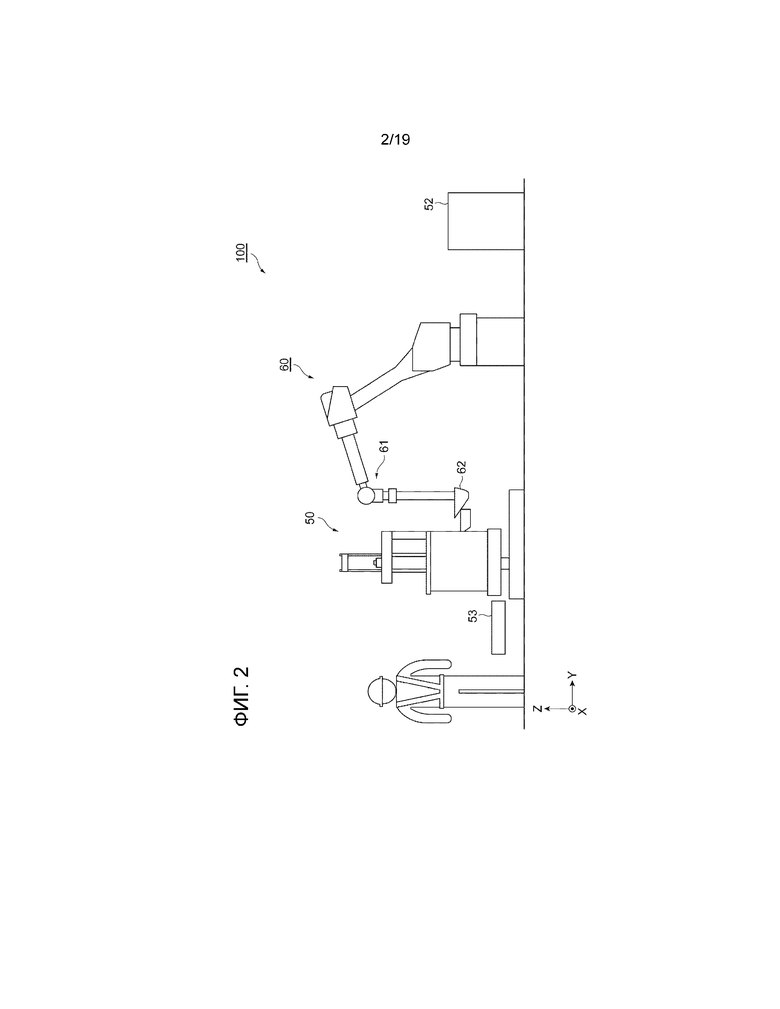
Фигура 2 представляет собой вид сбоку части литейного оборудования, показанного на Фигуре 1.
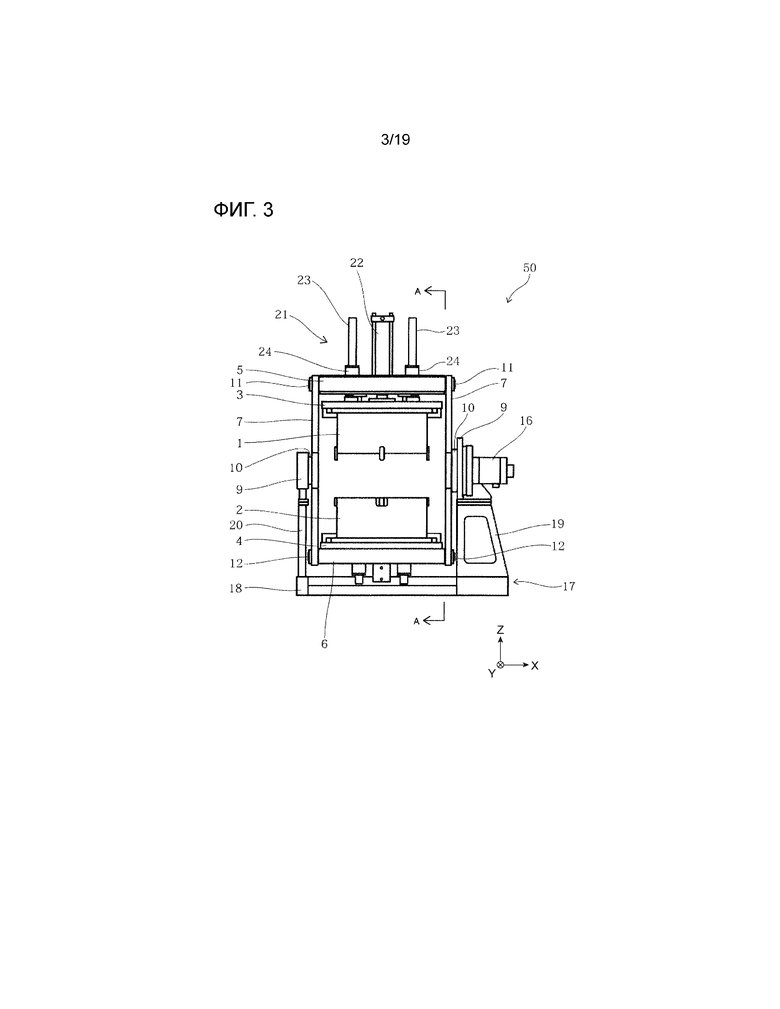
Фигура 3 представляет собой вид спереди литейного устройства, показанного на Фигуре 1.
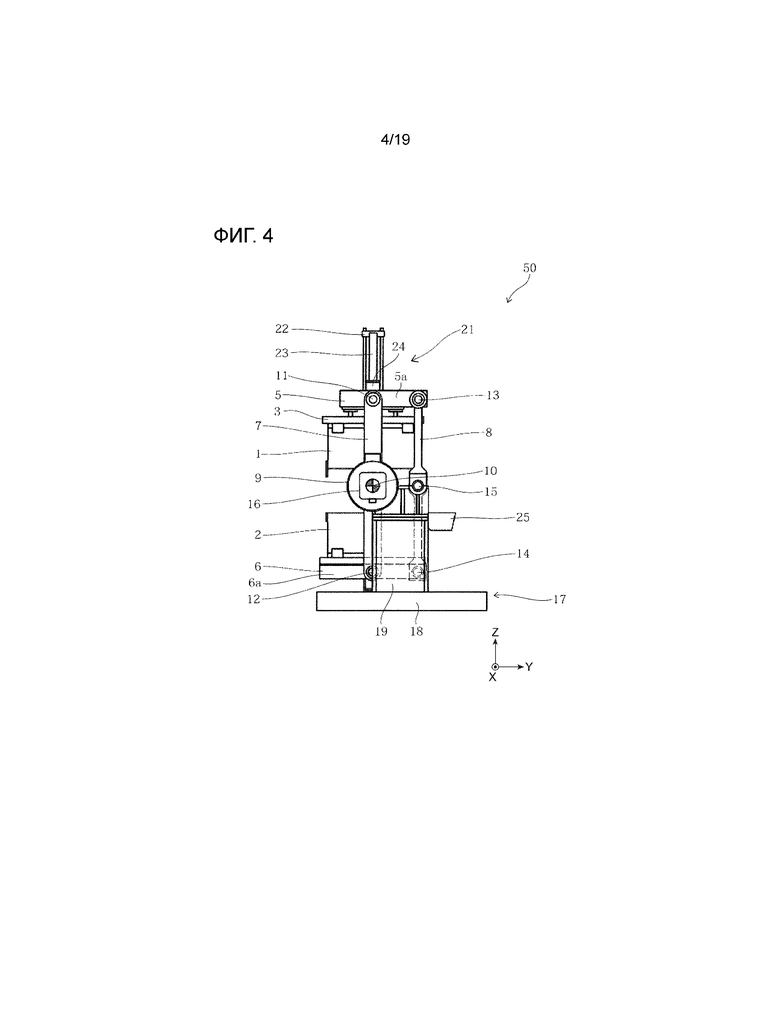
Фигура 4 представляет собой вид сбоку литейного устройства, показанного на Фигуре 3.
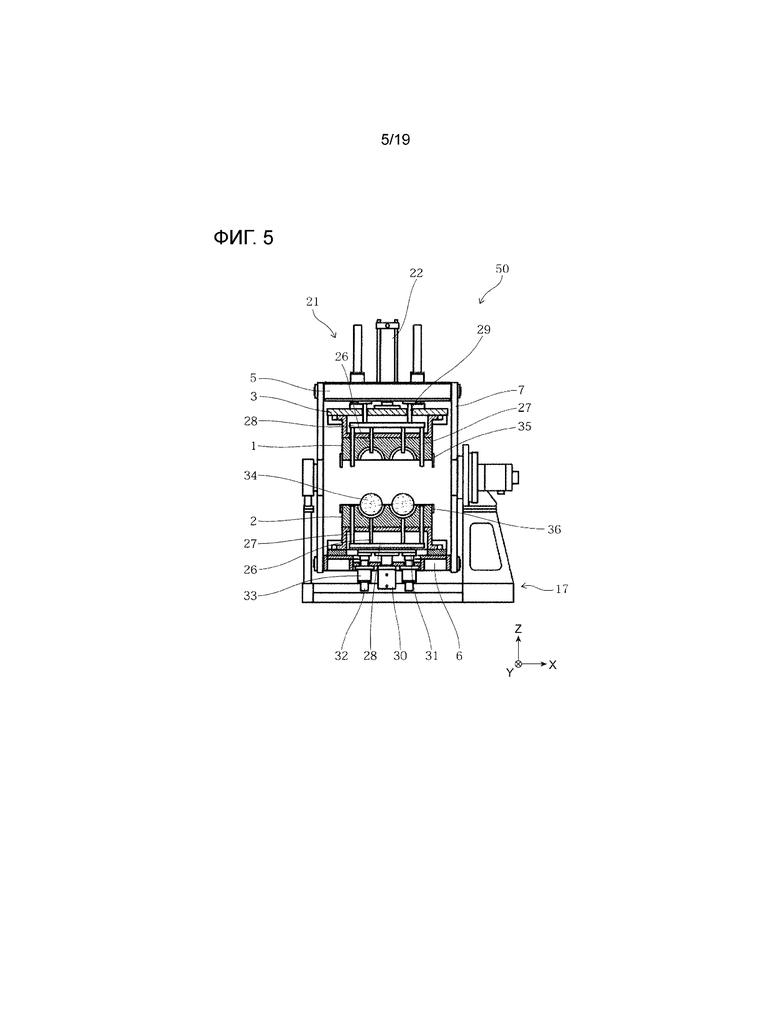
Фигура 5 показывает сечение верхней формы и нижней формы, показанных на Фигуре 3.
Фигура 6 представляет собой функциональную структурную схему литейного оборудования на Фигуре 1.
Фигура 7 представляет собой блок-схему, показывающую способ литья с использованием литейного оборудования на Фигуре 1.
Фигура 8 представляет собой иллюстрацию для описания начального состояния, показанную на стрелкам А-А на Фигуре 3.
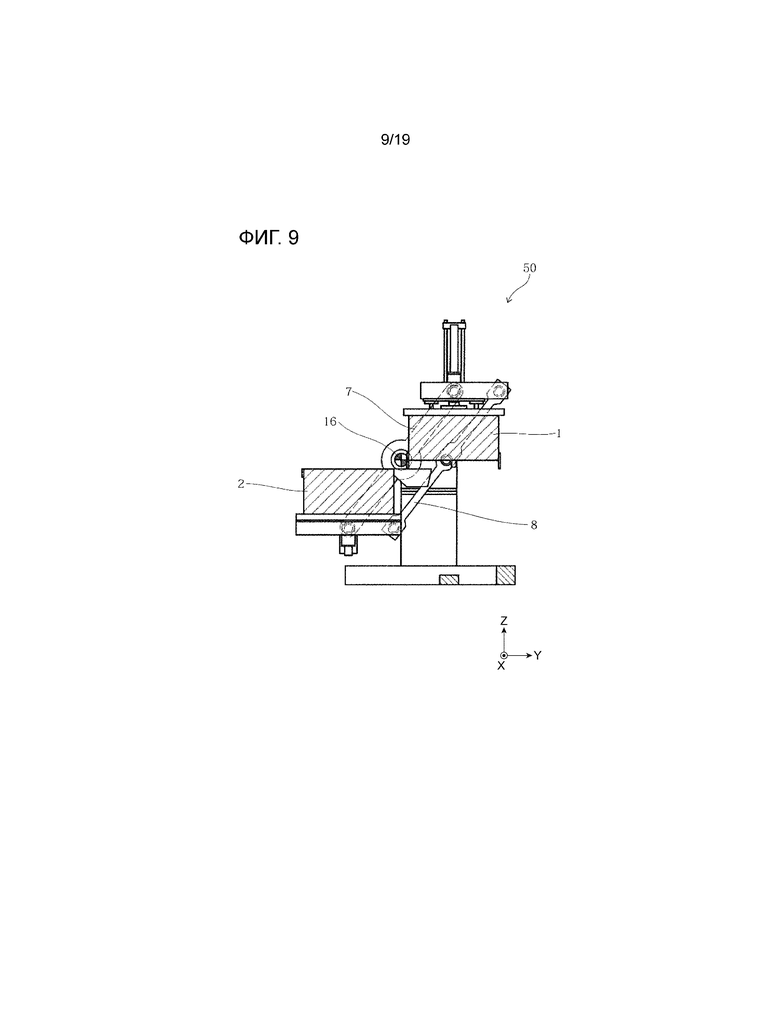
Фигура 9 показывает второе состояние разделения после сдвига верхней и нижней форм посредством работы параллельного рычажного механизма.
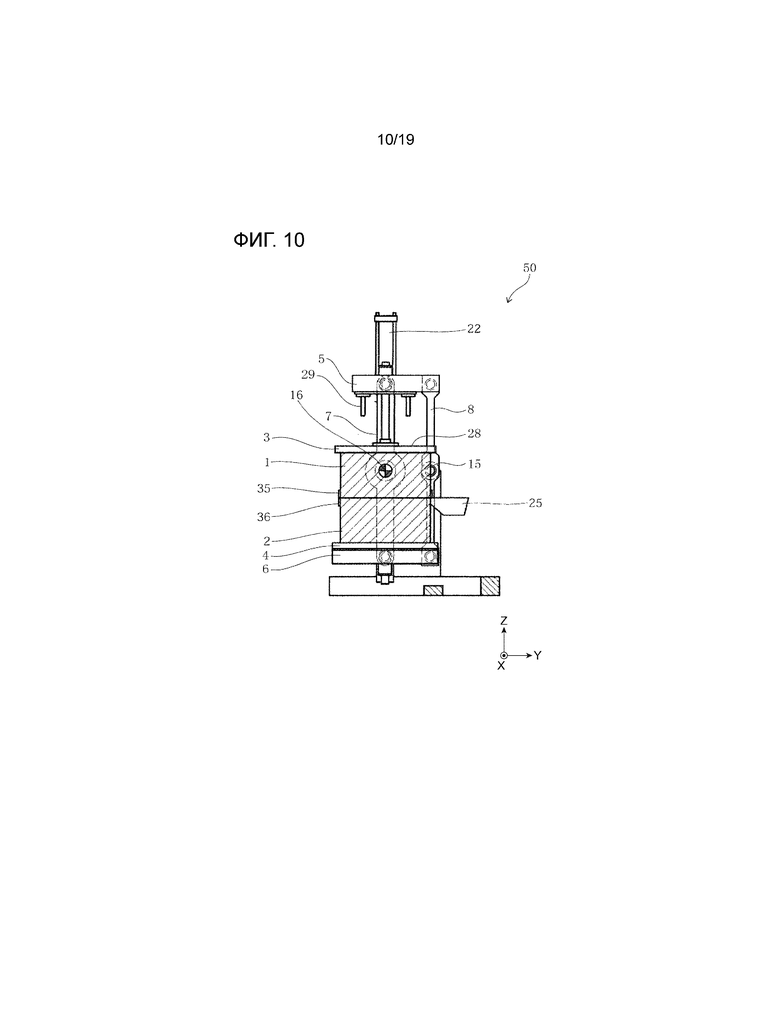
Фигура 10 представляет собой иллюстрацию для описания состояния сомкнутых форм, в котором верхняя форма и нижняя форма сомкнуты.
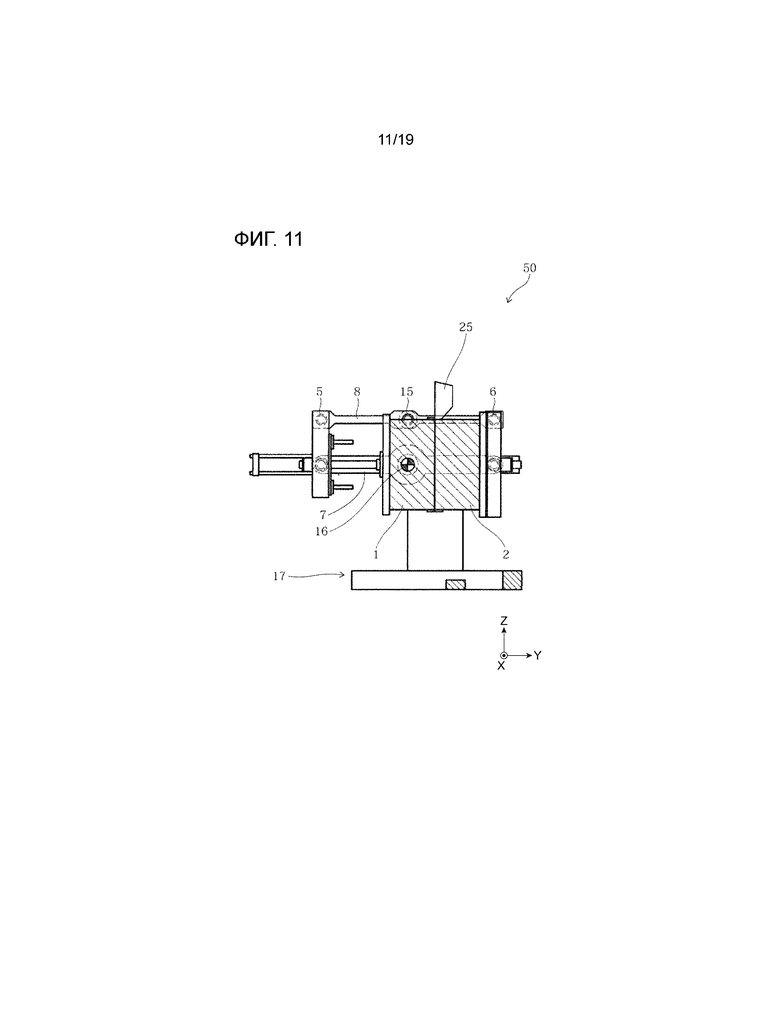
Фигура 11 показывает сомкнутые верхнюю форму и нижнюю форму, которые повернуты на 90°.
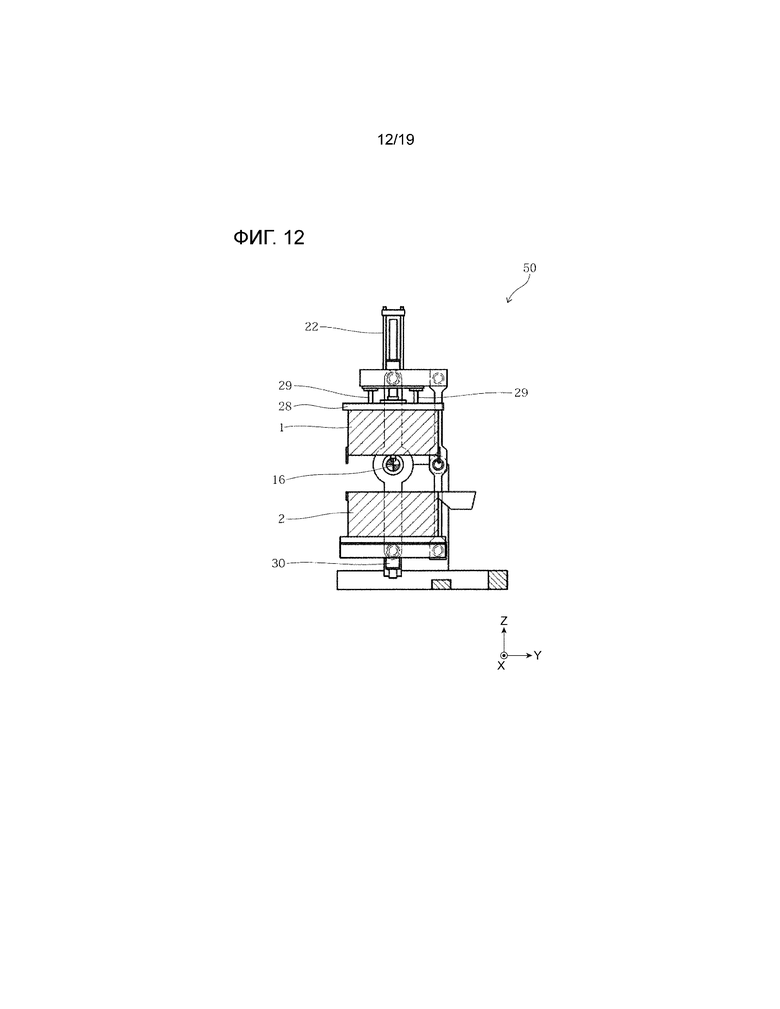
Фигура 12 показывает верхнюю форму, которая поднята в промежуточное положение.
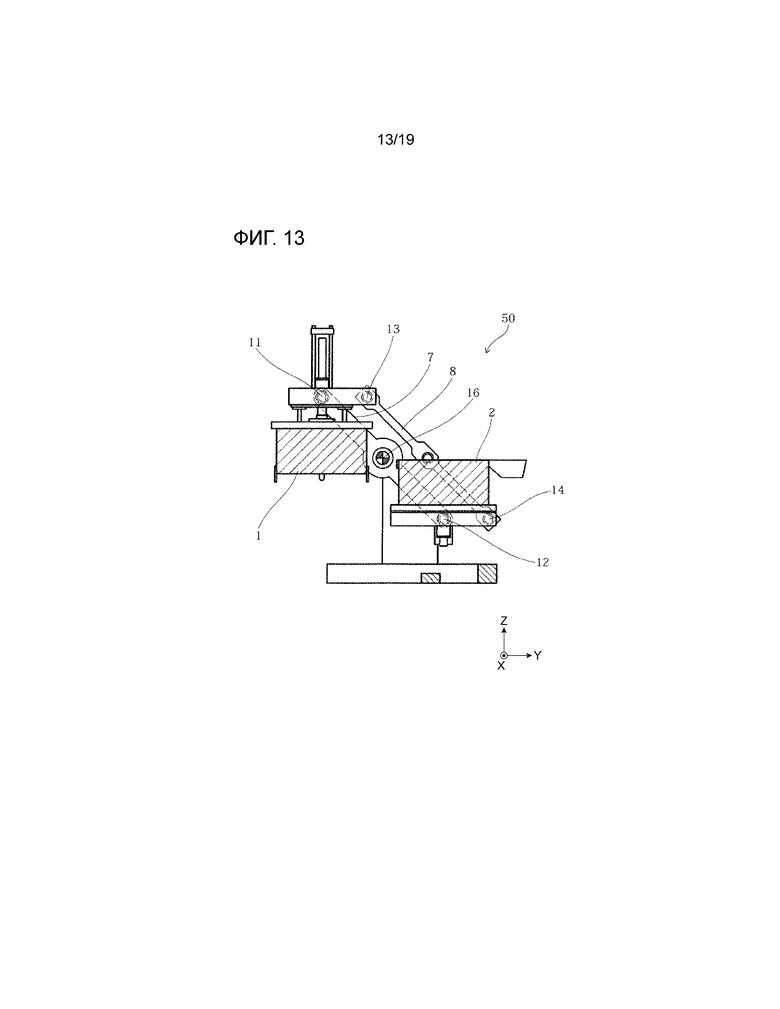
Фигура 13 показывает первое состояние разделения после сдвига верхней формы и нижней формы.
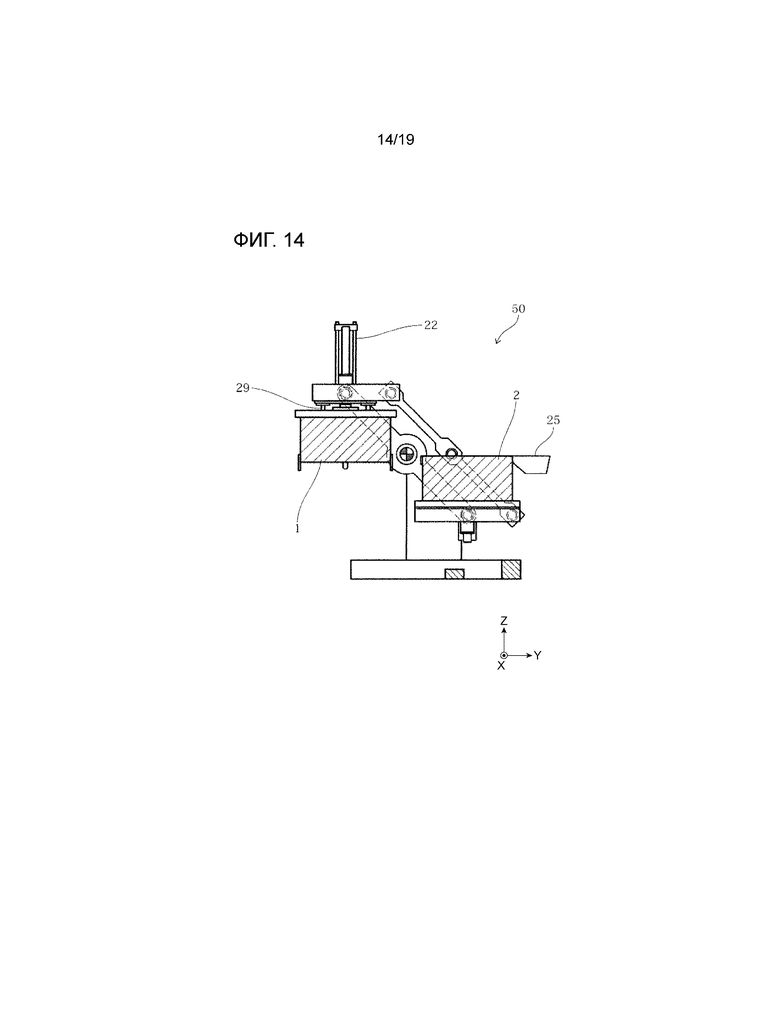
Фигура 14 показывает состояние, в котором верхняя форма поднята в конечное верхнее положение из состояния, показанного на Фигуре 13.
Фигура 15 представляет собой блок-схему, показывающую способ литья с использованием литейного оборудования в соответствии со вторым вариантом выполнения.
Фигура 16 представляет собой вид сбоку части литейного оборудования в соответствии с третьим вариантом выполнения.
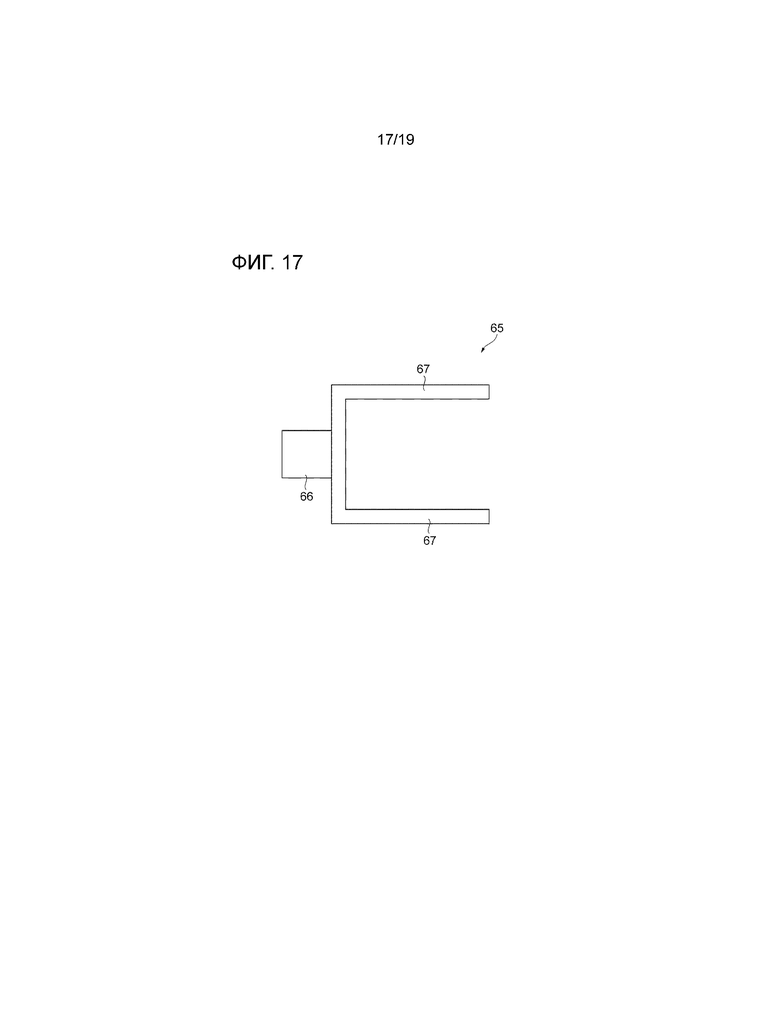
Фигура 17 представляет собой вид в плане вилки, показанной на Фигуре 16.
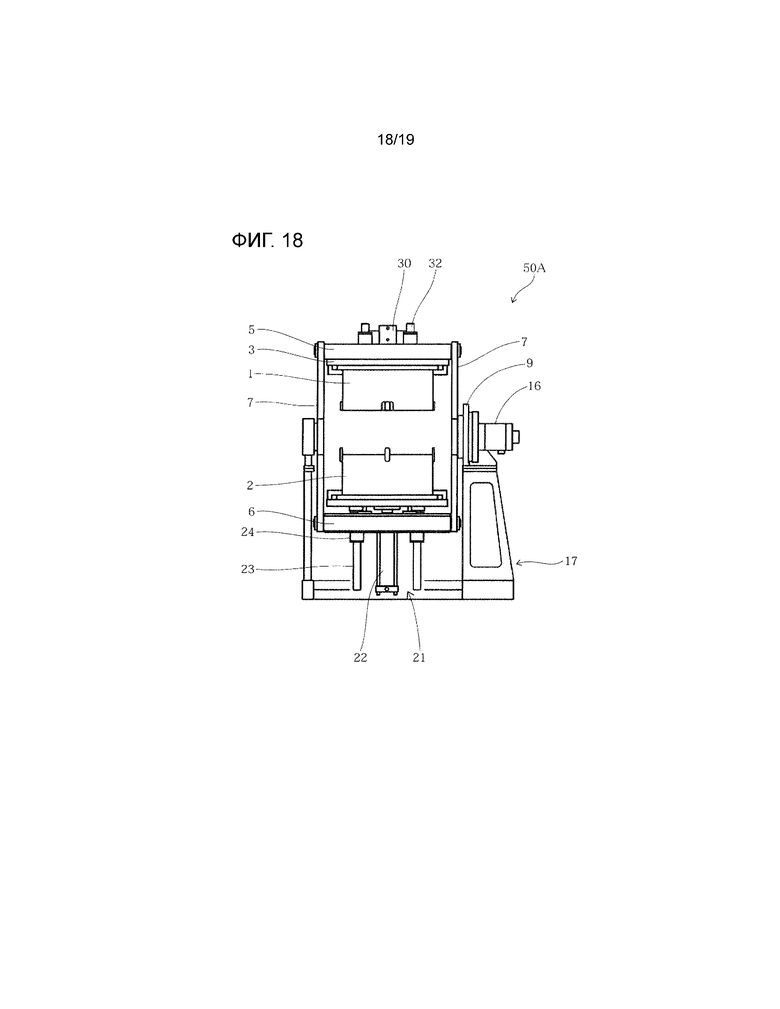
Фигура 18 представляет собой вид спереди литейного устройства в литейном оборудовании в соответствии с четвертым вариантом выполнения.
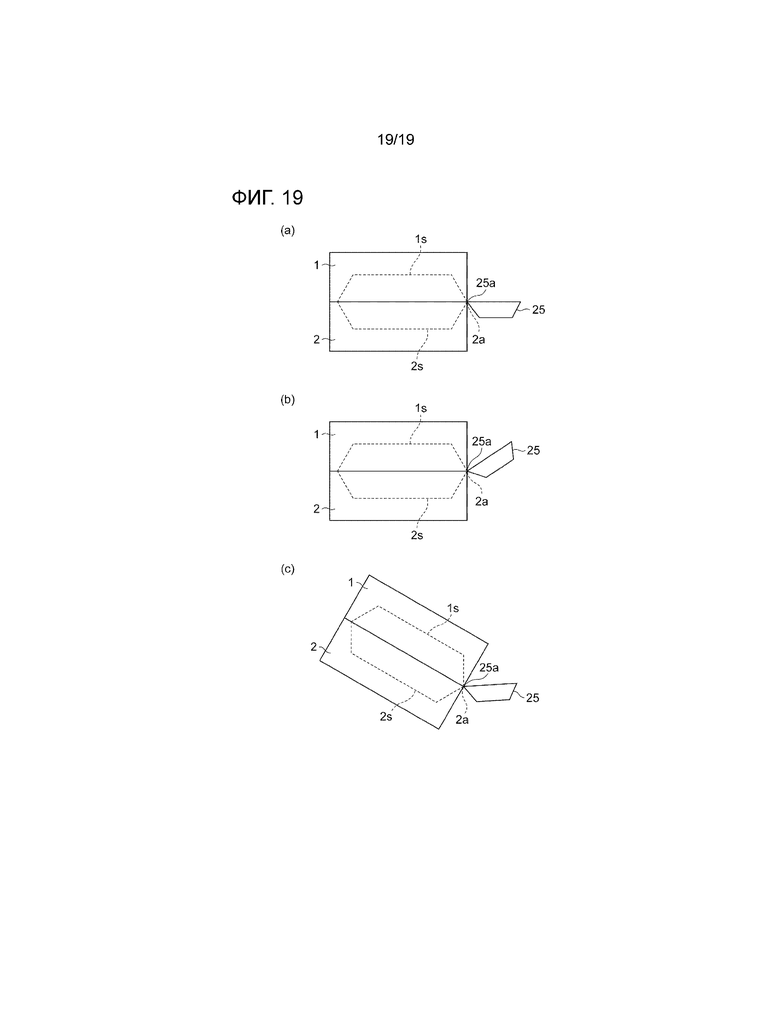
Фигура 19 представляет собой иллюстрацию для описания ковша литейного устройства в литейном оборудовании в соответствии с пятым вариантом выполнения.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0018] Варианты выполнения настоящего изобретения будут описаны ниже со ссылкой на сопровождающие чертежи. В описании чертежей один и тот же элемент обозначен одной и той же ссылочной позицией без повторения описания элемента. В дополнение, размерное соотношение на чертежах не всегда совпадает с фактическим соотношением описываемого объекта. Дополнительно каждое из выражений «верхний», «нижний», «левый» и «правый» относится к положению на основе положения, показанного на чертежах, и показано для удобства.
[0019] Первый вариант выполнения
Со ссылкой на Фигуры 1 и 2 будет описан пример литейного оборудования в соответствии с первым вариантом выполнения. Фигура 1 представляет собой вид в плане литейного оборудования в соответствии с первым вариантом выполнения. Фигура 2 представляет собой вид сбоку части литейного оборудования, показанного на Фигуре 1. На Фигурах 1 и 2 каждое из направления X и направления Y представляет собой горизонтальное направление, а направление Z представляет собой вертикальное направление. Как показано на Фигурах 1 и 2, литейное оборудование 100 включает в себя литейное устройство 50, раздаточную печь 52, заливочное устройство (заливочный робот) 60, конвейер 53 и устройство 54 для формования стержней. Литейное оборудование 100 может не включать в себя конвейер 53 и устройство 54 для формования стержней. Литейное оборудование 100 может включать в себя устройства (не показаны) на предыдущих или последующих этапах (например, холодильник для изделий, выбивающее устройство и устройство окончательной обработки изделий).
[0020] В настоящем варианте выполнения литейное оборудование 100 включает в себя, например, три литейных устройства 50. Каждое из литейных устройств 50, например, горизонтально (направление X) расположено на одной линии. Заливочное устройство 60 расположено в положении между литейным устройством 50 и раздаточной печью 52. Устройство 54 для формования стержней расположено на противоположной стороне от раздаточной печи 52 относительно литейного устройства 50. Литейное оборудование 100 включает в себя, например, три устройства 54 для формования стержней, соответствующих соотнесенным трем литейным устройствам 50. Рабочее пространство для оператора обеспечено в пространстве между литейным устройством 50 и устройством 54 для формования стержней. В дополнение, в пространстве между литейным устройством 50 и устройством 54 для формования стержней расположен конвейер 53. Конвейер 53 расположен, например, в направлении X вдоль расположения каждого из литейных устройств 50. Конвейер 53 проходит, например, к устройству на последующем этапе.
[0021] Литейное устройство 50 представляет собой так называемое гравитационное литейное устройство с наклонными формами, которое образует отливку с использованием верхней формы 1 и нижней формы 2 (смотри Фигуру 3), которые могут быть разомкнуты, сомкнуты и наклонены, в которые заливается расплавленный металл под действием силы тяжести. Заливаемый расплавленный металл может представлять собой любой материал. Например, расплавленный металл может представлять собой алюминиевый сплав, магниевый сплав и т.п. Литейное устройство 50 включает в себя контроллер, описанный ниже, для обеспечения возможности управления работой каждого компонента. Подробная информация о литейном устройстве 50 будет приведена ниже.
[0022] Раздаточная печь 52 представляет собой устройство, которое вмещает расплавленный металл для использования в литейном устройстве 50. Например, раздаточная печь 52 имеет функцию поддержания расплавленного металла при заданной температуре. Раздаточная печь 52 также может иметь функцию плавильной печи для плавления металла для получения расплавленного металла.
[0023] Заливочное устройство 60 представляет собой устройство, которое переносит и заливает расплавленный металл из раздаточной печи 52 в литейное устройство 50. В настоящем варианте выполнения заливочное устройство 60 переносит и заливает расплавленный металл из раздаточной печи 52 в каждое из множества литейных устройств 50. Например, заливочное устройство 60 представляет собой робота, обеспеченного рукой 61 и ковшом 62. Рука 61, например, имеет многошарнирную конструкцию и способна принимать различные положения в ответ на сигнал от контроллера, описанного ниже. Ковш 62 прикреплен к переднему концу руки 61. Рука 61 приводится в действие для зачерпывания расплавленного металла в раздаточной печи 52 ковшом 62 так, что расплавленный металл переносится к литейному устройству 50 для заливки в литейное устройство 50.
[0024] Заливочное устройство 60 и литейное устройство 50 коммуникационно связаны друг с другом. Например, заливочное устройство 60 и литейное устройство 50 подключены к сети, по которой осуществляется связь в соответствии с заданным стандартом связи, для осуществления двунаправленной передачи и приема информации.
[0025] Конвейер 53 представляет собой устройство для перемещения отливки (литого изделия), изготовленной литейным устройством 50. Например, конвейер 53 представляет собой ленточный конвейер, пластинчатый конвейер или т.п. Конвейер 53 перемещает отливку, например, в устройство на последующем этапе.
[0026] Устройство 54 для формования стержней представляет собой устройство, которое впрыскивает песчаную стержневую смесь в форму для формования стержня. В частности, устройство 54 для формования стержней включает в себя оболочковую формовочную машину, машину для формования в холодных ящиках, машину для формования из стержневой смеси и т.п. Стержень, образованный устройством 54 для формования стержней, устанавливается в заданном положении в литейном устройстве 50 оператором, находящимся в рабочем пространстве между литейным устройством 50 и устройством 54 для формования стержней.
[0027] Со ссылкой на Фигуры 3 и 4 будет описана конструкция литейного устройства 50. Фигура 3 представляет собой вид спереди литейного устройства, показанного на Фигуре 1. Фигура 4 представляет собой вид сбоку литейного устройства, показанного на Фигуре 3.
[0028] Как показано на Фигурах 3 и 4, литейное устройство 50 включает в себя несущую раму 17, верхнюю раму 5, нижнюю раму 6, механизм 21 смыкания форм, пару левого и правого основных рычагов 7, пару левого и правого вспомогательных рычагов (дополнительных рычагов) 8, исполнительный механизм (приводное средство) 16 вращения и ковш 25.
[0029] Несущая рама 17 включает в себя основание 18, опорную раму 19 приводной стороны и опорную раму 20 ведомой стороны. Основание 18 представляет собой по существу элемент в виде плиты, состоящий из сочетания множества элементов, и горизонтально расположено на поверхности установки литейного оборудования 100. Опорная рама 19 приводной стороны и опорная рама 20 ведомой стороны вертикально установлены на основании 18 так, чтобы быть обращенными друг к другу в боковом направлении (горизонтальном направлении), и прикреплены к основанию 18. Одна из пары наклонно-поворотных опор 9 обеспечена на верхнем конце опорной рамы 19 приводной стороны и верхнем конце опорной рамы 20 ведомой стороны.
[0030] Верхняя рама 5 расположена над несущей рамой 17. Верхняя форма 1 прикреплена к верхней раме 5. В частности, верхняя форма 1 прикреплена к нижней поверхности верхней рамы 5 через основание 3 для верхней формы. В верхней раме обеспечен механизм 21 смыкания форм для перемещения верхней формы 1 вверх и вниз. В частности, верхняя рама 5 содержит встроенный механизм 21 смыкания форм, и верхняя форма 1 удерживается механизмом 21 смыкания форм так, чтобы иметь возможность перемещения вверх и вниз.
[0031] Механизм 21 смыкания форм включает в себя цилиндр 22 смыкания форм, пару левой и правой направляющих штанг 23 и пару левого и правого направляющих цилиндров 24. Нижний конец цилиндра 22 смыкания форм прикреплен к верхней поверхности основания 3 для верхней формы. Цилиндр 22 смыкания форм выдвигается в направлении вверх-вниз (в вертикальном направлении, в настоящем документе в направлении Z) для опускания верхней формы 1 через основание 3 для верхней формы, а также втягивается в направлении вверх-вниз для поднятия верхней формы 1 через основание 3 для верхней формы. Направляющая штанга 23 прикреплена к верхней поверхности основания 3 для верхней формы через направляющий цилиндр 24, прикрепленный к верхней раме 5.
[0032] Нижняя рама 6 расположена над несущей рамой 17 и под верхней рамой 5. Нижняя форма 2 прикреплена к нижней раме 6. В частности, нижняя форма 2 прикреплена к верхней поверхности нижней рамы 6 через основание 4 для нижней формы. В состоянии, показанном на каждой из Фигур 3 и 4, верхняя рама 5 и нижняя рама 6 обращены друг к другу в направлении вверх-вниз. Подобным образом верхняя форма 1 и нижняя форма 2 обращены друг к другу в направлении вверх-вниз.
[0033] Каждый из пары основных рычагов 7 имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней рамой 5 и нижней рамой 6 соответственно так, чтобы быть расположенными противоположно друг другу, и имеет центральный участок, обеспеченный наклонно-поворотным валом 10. В частности, пара основных рычагов 7 расположена противоположно друг другу в боковом направлении (горизонтальное направление, в настоящем документе направление X), и каждый из основных рычагов 7 соединяет верхнюю раму 5 и нижнюю раму 6 друг с другом. Основной рычаг 7 обеспечен наклонно-поворотным валом 10 на его центральном участке, верхним поворотным валом 11 основного рычага на его верхнем конце и нижним поворотным валом 12 основного рычага на его нижнем конце.
[0034] Центральный участок каждого из пары основных рычагов 7 соединен с возможностью вращения с одной из пары наклонно-поворотных опор 9 посредством одного из пары наклонно-поворотных валов 10. Верхний конец каждого из пары основных рычагов 7 соединен с возможностью вращения с одной из пары боковых поверхностей 5a верхней рамы 5 посредством одного из пары верхних поворотных валов 11 основного рычага. Нижний конец каждого из пары основных рычагов 7 соединен с возможностью поворота с одной из пары боковых поверхностей 6a нижней рамы 6 посредством одного из пары нижних поворотных валов 12 основного рычага. Положения крепления основного рычага 7 к верхней раме 5 и нижней раме 6 установлены так, что основной рычаг 7 расположен по центру каждой из верхней формы 1 и нижней формы 2 в направлении глубины (направление Y), ортогональном боковому направлению и направлению вверх-вниз, когда верхняя форма 1 и нижняя форма 2 сомкнуты.
[0035] Каждый из пары вспомогательных рычагов 8 расположен параллельно одному из основных рычагов 7. Вспомогательный рычаг имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней рамой 5 и нижней рамой 6 соответственно так, чтобы быть расположенными противоположно друг другу. Вспомогательный рычаг имеет центральный участок, обеспеченный поворотным валом 15 центрального участка вспомогательного рычага. В частности, пара вспомогательных рычагов 8 расположены противоположно друг другу в боковом направлении для соединения верхней рамы 5 и нижней рамы 6 друг с другом. Каждый из пары вспомогательных рычагов 8 обеспечен одним из пары верхних поворотных валов 13 вспомогательных рычагов на их верхних концах, одним из пары нижних поворотных валов 14 вспомогательных рычагов на их нижних концах и одним из пары поворотных валов 15 центрального участка вспомогательных рычагов на их центральном участке. Каждый из пары вспомогательных рычагов 8 обеспечен на одной из пары боковых поверхностей 5a и одной из пары боковых поверхностей 6a так, чтобы проходить параллельно одному из пары основных рычагов 7. Длина вспомогательного рычага 8 равна длине основного рычага 7. Верхняя рама 5, нижняя рама 6, основной рычаг 7 и вспомогательный рычаг 8 образуют параллельный рычажный механизм.
[0036] Каждый из верхних концов пары вспомогательных рычагов 8 соединен с возможностью вращения с одной из пары боковых поверхностей 5a верхней рамы 5 посредством одного из пары верхних поворотных валов 13 вспомогательных рычагов. Нижний конец вспомогательного рычага 8 соединен с возможностью вращения с одной из пары боковых поверхностей 6a нижней рамы 6 посредством одного из пары нижних поворотных валов 14 вспомогательного рычага. Положение крепления вспомогательного рычага 8 находится на стороне, на которой расположен ковш 25, относительно основного рычага 7. В состоянии, показанном на Фигурах 3 и 4, поворотный вал 15 центрального участка вспомогательного рычага установлен на верхней поверхности опорной рамы 19 приводной стороны.
[0037] Исполнительный механизм 16 вращения расположен над опорной рамой 19 приводной стороны. Исполнительный механизм 16 вращения выполнен для соединения наклонно-поворотного вала 10 с одним из пары основных рычагов 7. Исполнительный механизм 16 вращения служит в качестве приводного средства, которое наклоняет верхнюю форму 1 и нижнюю форму 2, или которое позволяет отделение форм друг от друга в горизонтальном направлении. Исполнительный механизм 16 вращения может представлять собой любой из электрического привода, гидравлического привода и пневматического привода.
[0038] Таким образом, верхняя рама 5, нижняя рама 6, основной рычаг 7 и вспомогательный рычаг 8 образуют параллельный рычажный механизм, и наклонно-поворотный вал 10 основного рычага 7 удерживается в несущей раме 17 снаружи пары левого и правого параллельных рычажных механизмов наклонно-поворотной опорой 9. Таким образом, поворотный вал 15 центрального участка вспомогательного рычага 8 установлен на несущей раме 17, а исполнительный механизм 16 вращения прикреплен к наклонно-поворотному валу 10 одного из основных рычагов 7.
[0039] Ковш 25 прикреплен к верхнему концу боковой поверхности нижней формы 2, причем боковая поверхность обращена к заливочному устройству 60. Ковш 25 включает в себя секцию хранения, которая образована в нем для хранения расплавленного металла, и заливочный канал 25a (смотри Фигуру 8), который соединен с приемным каналом 2a (смотри Фигуру 8) нижней формы 2.
[0040] Фигура 5 показывает сечение верхней формы и нижней формы, показанных на Фигуре 3. Далее показано состояние, в котором множество стержней 34 установлено в верхней поверхности нижней формы 2. Как показано на Фигуре 5, верхняя форма 1 включает в себя встроенную выталкивающую пластину 28, к которой присоединена пара выталкивающих штифтов 26 и пара возвратных штифтов 27. Верхняя рама 5 на ее нижней поверхности обеспечена множеством толкающих штанг 29, которые проходят через основание 3 для верхней формы. Длина толкающей штанги 29 установлена так, что толкающая штанга 29 толкает вниз выталкивающую пластину 28 при втягивании цилиндра 22 смыкания форм, позволяя верхней форме 1 достигать конечного верхнего положения. Конечное верхнее положение представляет собой самое высокое положение верхней формы 1, которое может быть достигнуто втягиванием цилиндра 22 смыкания форм.
[0041] Нижняя рама 6 включает в себя встроенный выталкивающий цилиндр 30. Верхний конец выталкивающего цилиндра 30 прикреплен к нижней поверхности выталкивающего элемента 31. Пара левой и правой направляющих штанг 32 прикреплена к нижней поверхности выталкивающего элемента 31 через направляющий цилиндр 33, прикрепленный к нижней раме 6.
[0042] Как и в случае верхней формы 1, нижняя форма 2 включает в себя встроенную выталкивающую пластину 28, к которой присоединена пара выталкивающих штифтов 26 и пара возвратных штифтов 27. В нижней форме 2 имеется взаимное расположение, при котором выталкивающий элемент 31 поднимается путем выдвижения выталкивающего цилиндра 30 для толкания вверх выталкивающей пластины 28, тем самым позволяя подъем пары выталкивающих штифтов 26 и возвратных штифтов 27. Возвратные штифты 27 верхней формы 1 и нижней формы 2 толкаются обратно при смыкании форм, поскольку их передние концы толкаются обратно сопряженной поверхностью противоположной формы или передними концами противоположных возвратных штифтов 27. Соответственно, выталкивающие штифты 26, присоединенные к выталкивающей пластине 28, также толкаются обратно. В дополнение, при смыкании форм выталкивающий элемент 31 достигает конечного нижнего положения путем втягивания выталкивающего цилиндра 30. Конечное нижнее положение представляет собой самое низкое положение нижней формы 2, которое может быть достигнуто втягиванием выталкивающего цилиндра 30.
[0043] Пара позиционирующих шпонок 35 прикреплена к периферии нижнего участка верхней формы 1. Пара пазов 36 для позиционирующих шпонок прикреплена к периферии верхнего участка нижней формы 2 в соответствии с положением пары позиционирующих шпонок 35. При смыкании верхней формы 1 и нижней формы 2 позиционирующая шпонка 35 вставляется в паз 36 для позиционирующей шпонки. Поскольку позиционирующие шпонки 35 и пазы 36 для позиционирующих шпонок позволяют позиционирование верхней формы 1 и нижней формы 2 в горизонтальном направлении, возможно предотвращение смещения верхней формы 1 и нижней формы 2 относительно друг от друга в сомкнутом состоянии.
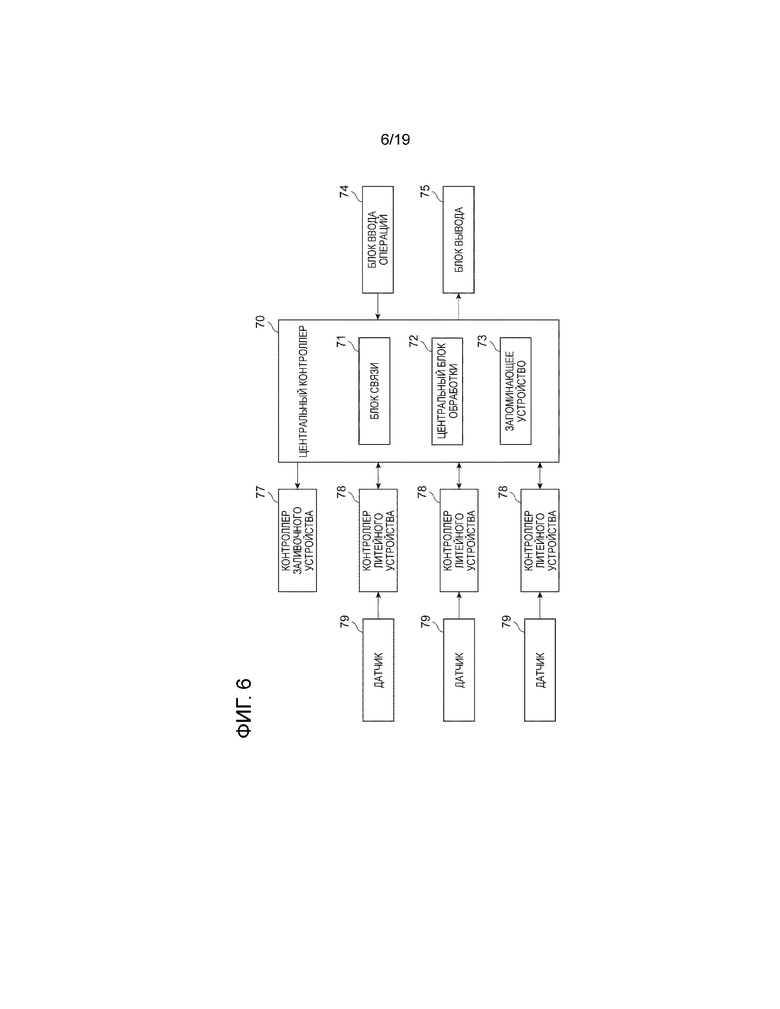
[0044] Фигура 6 представляет собой функциональную структурную схему литейного оборудования на Фигуре 1. Как показано на Фигуре 6, литейное оборудование 100 включает в себя центральный контроллер 70, блок 74 ввода операций, блок 75 вывода, контроллер 77 заливочного устройства, контроллер 78 литейного устройства и датчик 79. Центральный контроллер 70, контроллер 77 заливочного устройства и контроллер 78 литейного устройства подключены к сети, например, к локальной сети (LAN), для обеспечения двунаправленной связи.
[0045] Центральный контроллер 70 управляет всей работой литейного оборудования 100. Центральный контроллер 70, например, включает в себя блок 71 связи, центральный блок 72 обработки (CPU) и запоминающее устройство 73.
[0046] Блок 71 связи обеспечивает связь через подключенную сеть. Блок 71 связи представляет собой устройство связи, например, сетевую карту. Блок 71 связи принимает информацию от блока 74 ввода операций и контроллера 78 литейного устройства, а также передает информацию в блок 75 вывода, контроллер 77 заливочного устройства и контроллер 78 литейного устройства. CPU 72 управляет работой центрального контроллера 70. Запоминающее устройство 73 включает в себя, например, постоянное запоминающее устройство (ROM), запоминающее устройство с произвольным доступом (RAM) и жесткий диск.
[0047] Блок 74 ввода операций представляет собой устройство ввода, например, клавиатуру. Блок 75 вывода представляет собой устройство вывода, например, дисплей.
[0048] Контроллер 77 заливочного устройства управляет работой заливочного устройства 60. Контроллер 77 заливочного устройства включает в себя блок связи, CPU и запоминающее устройство, которые не показаны. Запоминающее устройство, обеспеченное в контроллере 77 заливочного устройства, хранит задания, которые определяют положения, например, для операции зачерпывания, операции переноса и операции заливки. CPU контроллера 77 заливочного устройства выполняет задания для управления положениями руки 61. Контроллер 77 заливочного устройства опосредованно или непосредственно связывается с контроллером 78 литейного устройства через центральный контроллер 70. Контроллер 77 заливочного устройства может быть выполнен с возможностью обнаружения положений руки 61 с использованием датчика (не показан). Контроллер 77 заливочного устройства может передавать информацию о положениях руки 61 в центральный контроллер 70.
[0049] Контроллер 78 литейного устройства управляет работой литейного устройства 50. Контроллер 78 литейного устройства включает в себя блок связи, CPU и запоминающее устройство, которые не показаны. Например, контроллер 78 литейного устройства и датчик 79 обеспечены для каждого из литейных устройств 50. Запоминающее устройство, обеспеченное в контроллере 78 литейного устройства, хранит задания, которые определяют положения, например, для состояния сомкнутых форм, начального состояния, первого состояния разделения, второго состояния разделения или т.п. которые будут описаны ниже. CPU контроллера 78 литейного устройства выполняет задания для управления положениями литейного устройства 50. Датчик 79 определяет состояние каждой из верхней формы 1 и нижней формы 2 в литейном устройстве 50 для передачи информации, отражающей состояние каждой из верхней формы 1 и нижней формы 2, в контроллер 78 литейного устройства. В частности, датчик 79 определяет, находятся ли верхняя форма 1 и нижняя форма 2 в состоянии сомкнутых форм, начальном состоянии, первом состоянии разделения, втором состоянии разделения или т.п., которые будут описаны ниже, для передачи информации, отражающей любое из состояний, в контроллер 78 литейного устройства.
[0050] Контроллер 78 литейного устройства опосредованно или непосредственно связывается с контроллером 77 заливочного устройства через центральный контроллер 70. Например, контроллер 78 литейного устройства передает информацию, отражающую, находится ли литейное устройство 50 в состоянии сомкнутых форм, начальном состоянии, первом состоянии разделения, втором состоянии разделения или т.п., которые будут описаны ниже, в контроллер 77 заливочного устройства.
[0051] Описанная выше конфигурация позволяет контроллеру 77 заливочного устройства и контроллеру 78 литейного устройства обмениваться информацией друг с другом в соответствии с управлением от центрального контроллера 70 (или без участия центрального контроллера 70) для образования отливки при взаимодействии друг с другом. Центральный контроллер 70 может хранить информацию об операциях литейного оборудования 100 и т.п. в запоминающем устройстве 73. Центральный контроллер 70 принимает операцию, введенную в блок 74 ввода операций администратором, и затем выводит информацию, соответствующую операции, в блок 75 вывода. В дополнение, компонент (не показан) может быть подключен к сети. Например, контроллер (не показан) устройства 54 для формования стержней может быть подключен к сети для связи с центральным контроллером 70 или т.п.
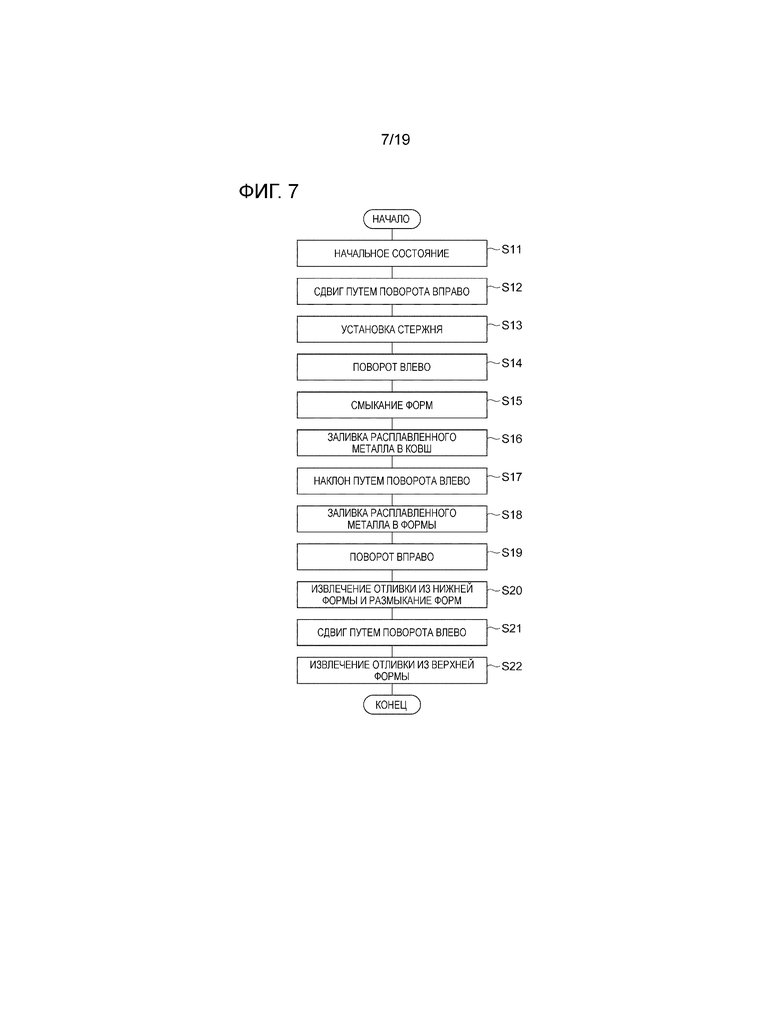
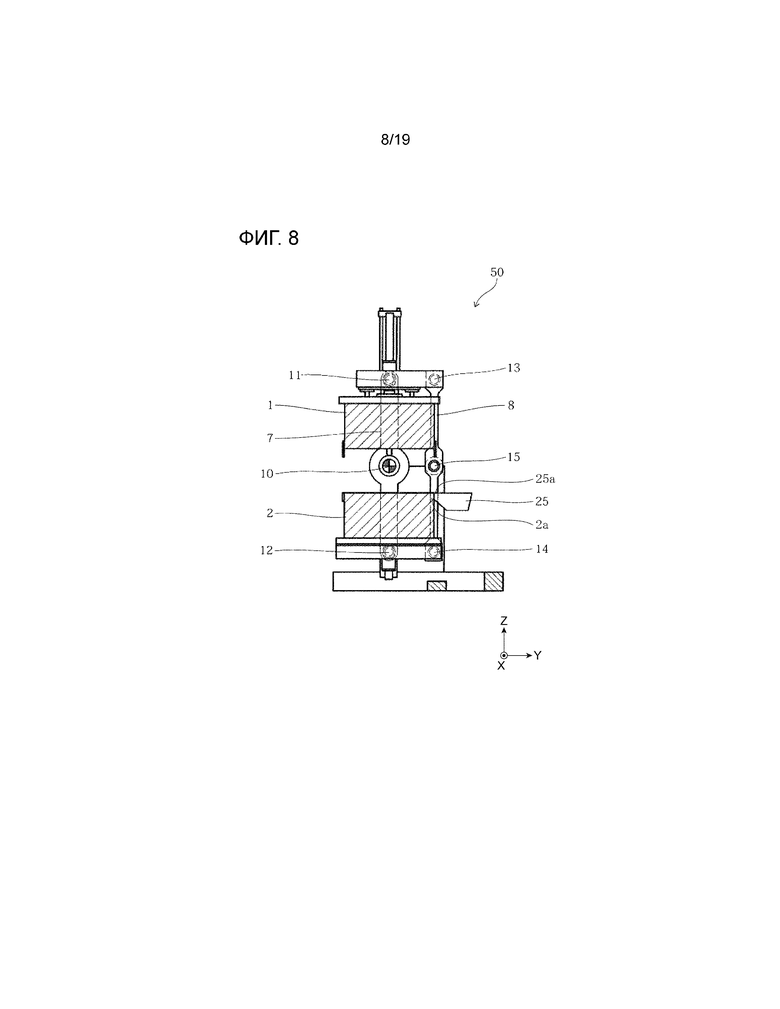
[0052] Со ссылкой на Фигуры 7-14 будет описан пример способа литья с использованием литейного оборудования 100. Фигура 7 представляет собой блок-схему, показывающую пример способа литья с использованием литейного оборудования. Фигура 8 представляет собой иллюстрацию для описания начального состояния, показанную по стрелкам А-А на Фигуре 3. Фигура 9 показывает второе состояние разделения после сдвига верхней и нижней форм посредством работы параллельного рычажного механизма. Фигура 10 представляет собой иллюстрацию для описания состояния сомкнутых форм, в котором верхняя форма и нижняя форма сомкнуты. Фигура 11 показывает сомкнутые верхнюю форму и нижнюю форму, которые повернуты на 90°. Фигура 12 показывает верхнюю форму, которая поднята в промежуточное положение. Фигура 13 показывает первое состояние разделения после сдвига верхней формы и нижней формы. Фигура 14 показывает состояние, в котором верхняя форма поднята в конечное верхнее положение из состояния, показанного на Фигуре 13.
[0053] Как показано на Фигурах 7 и 8, сначала литейное устройство 50 устанавливается в начальное состояние последовательности этапов литья (S11). В начальном состоянии верхняя форма 1 расположена в конечном верхнем положении, а пара основных рычагов 7 и пара вспомогательных рычагов 8 расположены перпендикулярно поверхности установки литейного оборудования 100.
[0054] Далее как показано на Фигурах 7 и 9, литейное устройство 50 позволяет исполнительному механизму 16 вращения поворачиваться по часовой стрелке. В настоящем варианте выполнения поворот по часовой стрелке представляет собой поворот вправо, а обратный поворот представляет собой поворот влево. Соответственно, каждая из верхней формы 1 и нижней формы 2 сдвигается в направлении, противоположном друг другу, по дуге посредством работы параллельного рычажного механизма (S12). В частности, верхняя форма 1 и нижняя форма 2, обращенные друг к другу, перемещаются вокруг наклонно-поворотного вала 10 в качестве центральной оси при круговом движении поворота вправо так, что верхняя форма 1 и нижняя форма 2 перемещаются так, чтобы отделяться друг от друга в горизонтальном направлении. Далее верхняя форма 1 перемещается по направлению к заливочному устройству 60 (смотри Фигуру 1) для перехода во второе состояние разделения. В настоящем варианте выполнения состояние, в котором нижняя форма 2 перемещается по направлению к заливочному устройству 60, указано как первое состояние разделения, а состояние, в котором верхняя форма 1 перемещается по направлению к заливочному устройству 60, указано как второе состояние разделения. То есть первое состояние разделения (смотри Фигуру 13) представляет собой состояние, в котором исполнительный механизм 16 вращения перемещает верхнюю форму 1 в направлении от заливочного устройства 60, а также нижнюю форму 2 в направлении к заливочному устройству 60, позволяя отделение верхней формы 1 и нижней формы 2 друг от друга в горизонтальном направлении. Второе состояние разделения (смотри Фигуру 9) представляет собой состояние, в котором исполнительный механизм 16 вращения перемещает верхнюю форму 1 в направлении к заливочному устройству 60, а также нижнюю форму 2 в направлении от заливочного устройства 60, позволяя отделение верхней формы 1 и нижней формы 2 друг от друга в горизонтальном направлении.
[0055] Далее стержень 34, отформованный устройством 54 для формования стержней, устанавливают в заданном положении в нижней форме 2 (S13). Например, операция установки стержня 34 выполняется оператором. Во втором состоянии разделения пространство над нижней формой 2 открыто, а также ковш 25, прикрепленный к нижней форме 2, не контактирует с верхней формой 1. Таким образом, поскольку пространство над нижней формой 2 открыто, возможна безопасная установка стержня в нижней форме 2.
[0056] Далее литейное устройство 50 позволяет исполнительному механизму 16 вращения выполнять поворот влево так, что литейное устройство 50 временно возвращается в начальное состояние, показанное на Фигуре 8 (S14). Затем, как показано на Фигурах 7 и 10, литейное устройство 50 позволяет цилиндру 22 смыкания форм выдвигаться для смыкания верхней формы 1 и нижней формы 2 (S15). Далее позиционирующая шпонка 35 верхней формы 1 и паз 36 для позиционирующей шпонки нижней формы 2 устанавливаются друг в друга для фиксации верхней формы 1 и нижней формы 2. В дополнение, формы смыкаются, не позволяя поворот основного рычага 7, вспомогательного рычага 8, верхнего поворотного вала 11 основного рычага, нижнего поворотного вала 12 основного рычага, верхнего поворотного вала 13 вспомогательного рычага и нижнего поворотного вала 14 вспомогательного рычага, в результате чего верхняя форма 1, нижняя форма 2, верхняя рама 5, нижняя рама 6, основной рычаг 7 и вспомогательный рычаг 8 образуют одно целое.
[0057] Далее при смыкании верхней формы 1 и нижней формы 2 для перехода в состояние сомкнутых форм заливочное устройство 60 (смотри Фигуру 1) подает расплавленный металл в ковш 25 (S16). В частности, на этапе S14, описанном выше, когда верхняя форма 1 и нижняя форма 2 возвращаются в начальное состояние, показанное на Фигуре 8, заливочное устройство 60 переносит расплавленный металл из раздаточной печи 52 к литейному устройству 50 (смотри Фигуру 2). То есть заливочное устройство 60 зачерпывает расплавленный металл в раздаточной печи 52 ковшом 62 (смотри Фигуру 2) и перемещает ковш 62 в положение, в котором расплавленный металл может быть залит в ковш 25 для подготовки заливки. После этого на этапе S16, описанном выше, при переходе верхней формы 1 и нижней формы 2 в состояние сомкнутых форм заливочное устройство 60 заливает расплавленный металл в ковше 62 в ковш 25. Таким образом, заливочное устройство 60 начинает перенос расплавленного металла до того, как литейное устройство 50 готово к приему расплавленного металла.
[0058] В случае, когда верхняя форма 1 и нижняя форма 2 находятся в состояние сомкнутых форм, литейное устройство 50 выводит информацию, отражающую состояние сомкнутых форм, в заливочное устройство 60. Заливочное устройство 60 не заливает расплавленный металл в ковш 25, не приняв информацию от литейного устройства 50. Соответственно, даже при наличии неисправности или неправильной работы устройства соблюдается процедура, при которой заливочное устройство 60 заливает расплавленный металл в состоянии (положении), в котором литейное устройство 50 готово к приему расплавленного металла. Этот вид так называемой функции взаимоблокировки реализован при взаимодействии датчика 79, контроллера 78 литейного устройства, центрального контроллера 70 и контроллера 77 заливочного устройства. Функция взаимоблокировки может быть реализована без участия центрального контроллера 70.
[0059] Далее, как показано на Фигурах 7 и 11, литейное устройство 50 позволяет приводу 16 вращения выполнять поворот влево приблизительно на 90°, позволяя переход верхней формы 1 и нижней формы 2 в наклонное состояние (S17). Соответственно, поворотный вал 15 центрального участка вспомогательного рычага поднимается вверх от верхней поверхности несущей рамы 17, на которой установлен поворотный вал 15 центрального участка вспомогательного рычага. В результате верхняя форма 1, нижняя форма 2, верхняя рама 5, нижняя рама 6, основной рычаг 7 и вспомогательный рычаг 8 образующие одно целое после смыкания форм, поворачиваются для наклона ковша 25 для заливки расплавленного металла в ковше 25 в полость, образованную между верхней формой 1 и нижней формой 2 (S18).
[0060] После завершения этапа S18, описанного выше, состояние, показанное на Фигуре 11, удерживается в течение заданного времени ожидания для коагуляции залитого расплавленного металла. Как описано выше, хотя в настоящем документе привод 16 вращения выполняет поворот влево приблизительно на 90°, привод 16 вращения может быть повернут на требуемый угол в диапазоне от 45° до 130° (предпочтительно 45°-90°).
[0061] Далее, приводу 16 вращения обеспечивают возможность выполнения поворота вправо так, что литейное устройство 50 временно возвращается в состояние, показанное на Фигуре 11 (S19). Затем, параллельно выполняют извлечение из нижней формы 2 и размыкание форм (S20). Размыкание форм выполняют, как показано на Фигурах 7 и 12, и одновременно также выполняют извлечение из нижней формы 2. Размыкание форм начинается, когда литейное устройство 50 приводит в действие цилиндр 22 смыкания форм. В частности, литейное устройство 50 позволяет втягивание цилиндра 22 смыкания форм для подъема верхней формы 1, тем самым начиная размыкание верхней формы 1 и нижней формы 2. Далее одновременно с втягивающим действием цилиндра 22 смыкания форм начинается выдвижение выталкивающего цилиндра 30. Выталкивающий цилиндр 30 выдвигается для выталкивания выталкивающего штифта 26 (смотри Фигуру 5), встроенного в нижнюю форму 2. Соответственно, отливка (не показана), образованная в результате коагуляции расплавленного металла в верхней форме 1 и нижней форме 2, извлекается из нижней формы 2, удерживаясь в верхней форме 1. Далее литейное устройство 50 поднимает верхнюю форму 1 в заданное положение для завершения размыкания форм. Заданное положение представляет собой положение, в котором передний конец толкающей штанги 29 и верхняя поверхность выталкивающей пластины 28 верхней формы 1 не контактируют друг с другом. Другими словами, заданное положение представляет собой положение, в котором между передним концом толкающей штанги 29 и верхней поверхностью выталкивающей пластины 28 верхней формы 1 имеется зазор.
[0062] Далее, как показано на Фигурах 7 и 13, литейное устройство 50 позволяет приводу 16 вращения выполнять поворот влево (S21). Соответственно, литейное устройство 50 позволяет сдвиг верхней формы 1 и нижней формы 2 по дуге для разделения друг от друга в горизонтальном направлении посредством работы параллельного рычажного механизма. Далее верхняя форма 1 перемещается по направлению к конвейеру 53 (смотри Фигуру 2), или нижняя форма 2 перемещается в направлении к заливочному устройству 60 (смотри Фигуру 1), для перехода в первое состояние разделения. В это время угол поворота влево привода 16 вращения, при котором пространство под верхней формой 1 открыто, составляет приблизительно 30°-45°.
[0063] Далее, как показано на Фигурах 7 и 14, литейное устройство 50 позволяет втягивание цилиндра 22 смыкания форм для подъема верхней формы 1 в конечное верхнее положение. Соответственно, передний конец толкающей штанги 29 выталкивает выталкивающий штифт 26 (смотри Фигуру 5) относительно верхней формы 1 через выталкивающую пластину 28, встроенную в верхнюю форму 1. В результате отливка, удерживаемая в верхней форме 1, извлекается из верхней формы 1 (S22). Отливка, извлеченная из верхней формы 1, падает на конвейер 53 (смотри Фигуру 2), обеспеченный под верхней формой 1. После этого конвейер 53 передает отливку, например, в холодильник для изделий, выбивающее устройство, устройство окончательной обработки изделий, которой удаляет задиры, и т.п. Как описано выше, последовательность этапов литья завершается, и, таким образом, с помощью литейного оборудования 100 образована отливка. В дополнение, при повторении описанных выше этапов литья возможно непрерывное образование отливок.
[0064] При смене форм сначала верхняя форма 1 опускается из состояния, показанного на Фигуре 8, для смыкания верхней формы 1 и нижней формы 2, как показано на Фигуре 10. Далее освобождается крепление верхней формы 1 верхней рамой 5 так, что верхняя форма 1 извлекается из основания 3 для верхней формы. Затем цилиндр 22 смыкания форм втягивается для подъема основания 3 для верхней формы, и далее верхняя форма 1 устанавливается на нижней форме 2. Из этого состояния при выполнении приводом 16 вращения поворота вправо на около 45° пространство над верхней формой 1 и нижней формой 2, которые соединены друг с другом, открывается. В этом состоянии при изъятии нижней формы 2 из основания 4 для нижней формы составляющие одно целое верхняя форма 1 и нижняя форма 2 могут быть изъяты из литейного устройства 50. В дополнение, при креплении других составляющих одно целое верхней формы 1 и нижней формы 2 к основанию 4 для нижней формы в состоянии, в котором верхняя форма 1 и нижняя форма 2 изъяты, и таким образом при выполнении обратной операции, возможно безопасное и простое выполнение замены форм.
[0065] Как описано выше, литейное устройство 50 литейного оборудования 100 включает в себя параллельный рычажный механизм, который образован путем соединения верхней рамы 5, к которой прикреплена верхняя форма 1, нижней рамы 6, к которой прикреплена нижняя форма 2, и пары левых и правых основных рычагов 7 и вспомогательных рычагов 8 друг с другом. В дополнение, на центральном участке основного рычага 7 обеспечен наклонно-поворотный вал 10, а также на центральном участке вспомогательного рычага 8 обеспечен поворотный вал 15 центрального участка вспомогательного рычага. Дополнительно наклонно-поворотный вал 10 удерживается в несущей раме 17 наклонно-поворотными опорами 9, обеспеченными снаружи пары левого и правого параллельных рычажных механизмов, а также поворотный вал 15 центрального участка вспомогательного рычага установлен на несущей раме 17, и привод 16 вращения прикреплен к наклонно-поворотному валу 10 на стороне опорной рамы 19 приводной стороны.
[0066] Соответственно, все этапы литья, например, смыкание форм, удаление форм и выталкивание изделия, выполняются в верхней раме 5 и нижней раме 6, соединенных параллельными рычажными механизмами. Поскольку усилие, прикладываемое при смыкании форм, удалении форм и выталкивании изделия, принимается только параллельными рычажными механизмами, конструкция для обеспечения прочности каждого из элементов упрощается по сравнению со способом откидывания верхней формы. В результате каждый из элементов может быть упрощен и иметь меньший вес.
[0067] В дополнение, тогда как в устройстве в соответствии со способом откидывания верхней формы при размыкании форм и т.п. большое усилие переносится на несущую раму, поддерживающую устройство, в литейном устройстве 50 литейного оборудования 100 усилие принимает параллельный рычажный механизм, в результате чего возможно уменьшение усилия, переносимого на несущую раму 17, поддерживающую устройство. Соответственно, несущая рама 17 также может быть упрощена и иметь меньший вес. Дополнительно по сравнению с устройством в соответствии со способом откидывания верхней формы при использовании параллельных рычажных механизмов возможно уменьшение количества приводов. Кроме того, поскольку операция подъема верхней формы 1 позволяет извлечение отливки из верхней формы 1, возможно уменьшение количества приводов. Таким образом, уменьшение размера литейного устройства 50 позволяет уменьшить пространство, занимаемое литейным оборудованием 100. Соответственно, возможно снижение расходов на изготовление отливки.
[0068] Литейное оборудование 100 включает в себя множество литейных устройств 50 и позволяет заливочному устройству 60 переносить и заливать расплавленный металл из раздаточной печи 52 в каждое из множества литейных устройств 50. Как описано выше, поскольку размер каждого из литейных устройств 50 уменьшен, возможно размещение каждого из литейных устройств 50 с уменьшенным интервалом между ними. В результате возможно снижение нагрузки на заливочное устройство 60, а также на оператора, который перемещается между каждым из литейных устройств 50. То есть нагрузка на заливочное устройство 60 снижается, поскольку расстояние его перемещения в боковом направлении, в котором выровнено множество литейных устройств 50, при переносе и заливке расплавленного металла сокращается. Нагрузка на оператора снижается, поскольку расстояние его перемещения в боковом направлении при установке стержня в каждом из литейных устройств 50, при замене форм каждого из литейных устройств 50 и т.п., сокращается. Например, если расстояние между двумя литейными устройствами 50 сокращается на 600 мм, расстояние перемещения оператора при установке стержня сокращается на 600 мм × 2 (перемещение в оба конца) по сравнению с предыдущим расположением. В случае трех литейных устройств 50 расстояние перемещения оператора при установке стержня сокращается на 1200 мм × 2 (перемещение в оба конца) по сравнению с предыдущим расположением.
[0069] Литейное устройство 50 позволяет безопасную и простую замену форм по сравнению с устройством в соответствии со способом откидывания верхней формы. В дополнение, поскольку верхняя форма 1 и нижняя форма 2 сдвигаются посредством работы параллельных рычажных механизмов, возможна безопасная установка стержня в состоянии, в котором пространство над нижней формой 2 открыто.
[0070] Заливочное устройство 60 заливает расплавленный металл в ковш 25 при переходе верхней формы 1 и нижней формы 2 в состояние сомкнутых форм. Таким образом, возможно сокращение времени от начала заливки расплавленного металла в ковш 25 до начала заливки расплавленного металла в верхнюю форму 1 и нижнюю форму 2 наклонным образом, в то время как верхняя форма 1 и нижняя форма 2 наклонены, по сравнению со случаем, когда расплавленный металл заливается в ковш 25 до перехода верхней формы 1 и нижней формы 2 в состояние сомкнутых форм.
[0071] Литейное оборудование 100 имеет функцию взаимоблокировки, которая реализована датчиком 79, контроллером 78 литейного устройства, центральным контроллером 70 и контроллером 77 заливочного устройства. Поскольку заливочное устройство 60 не предназначено для заливки расплавленного металла в ковш 25, когда верхняя форма 1 и нижняя форма 2 не находятся в состоянии сомкнутых форм, для повышения безопасности соблюдается процедура, при которой заливочное устройство 60 заливает расплавленный металл в состоянии (положении), в котором литейное устройство 50 готово к приему расплавленного металла.
[0072] Заливочное устройство 60 начинает перенос расплавленного металла до того, как литейное устройство 50 готово к приему расплавленного металла. Соответственно, расплавленный металл подается в положение, в котором расплавленный металл может быть залит в ковш 25 до перехода верхней формы 1 и нижней формы 2 в состояние сомкнутых форм, и далее расплавленный металл заливается в ковш 25 при переходе верхней формы 1 и нижней формы 2 в состояние сомкнутых форм. В результате производительность по сравнению со случаем, когда заливочное устройство 60 переносит и заливает расплавленный металл в литейное устройство 50 после перехода верхней формы 1 и нижней формы 2 в состояние сомкнутых форм, улучшается.
[0073] Второй вариант выполнения
Литейное оборудование в соответствии со вторым вариантом выполнения имеет такую же базовую конфигурацию, что и литейное оборудование 100 в соответствии с первым вариантом выполнения. Литейное оборудование в соответствии со вторым вариантом выполнения отличается от литейного оборудования 100 в соответствии с первым вариантом выполнения работой литейного устройства 50 и заливочного устройства 60. Далее, главным образом, будет описано различие между литейным оборудованием в соответствии со вторым вариантом выполнения и литейным оборудованием 100 в соответствии с первым вариантом выполнения без дублирования описания.
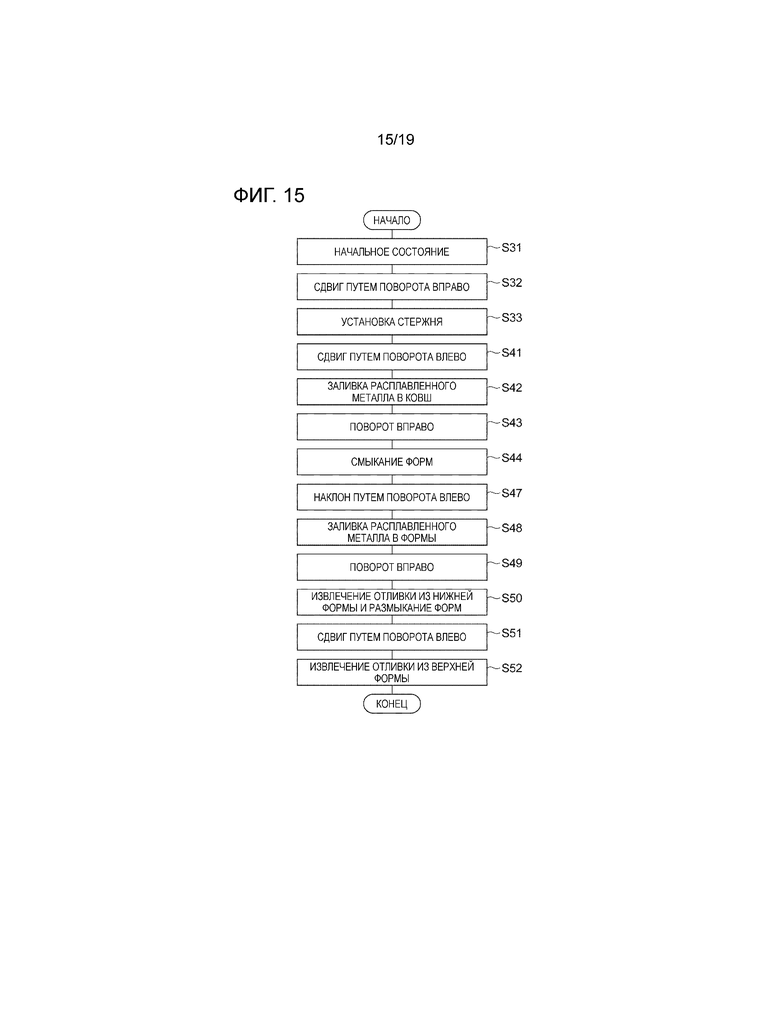
[0074] Фигура 15 представляет собой блок-схему, показывающую способ литья с использованием литейного оборудования в соответствии со вторым вариантом выполнения. Как показано на Фигуре 15, сначала выполняются этапы S31-S33. Этапы S31-S33 аналогичны этапам S11-S13 способа литья в соответствии с первым вариантом выполнения. Далее, как показано на Фигурах 14 и 15, литейное устройство 50 позволяет приводу 16 вращения выполнять поворот влево, позволяя сдвиг верхней формы 1 и нижней формы 2 в направлении влево по дуге (S41). Далее верхняя форма 1 и нижняя форма 2 переходят в первое состояние разделения при перемещении нижней формы 2 в направлении к заливочному устройству 60 (смотри Фигуру 1).
[0075] Затем заливочное устройство 60 (смотри Фигуру 1) подает расплавленный металл в ковш 25 (S42). В частности, на этапе S41, описанном выше, при переходе верхней формы 1 и нижней формы 2 в первое состояние разделения заливочное устройство 60 подает расплавленный металл к литейному устройству 50. Заливочное устройство 60 может зачерпывать расплавленный металл в раздаточной печи 52 ковшом 62 (смотри Фигуру 2) до перехода верхней формы 1 и нижней формы 2 в первое состояние разделения и может перемещать ковш 62 в положение, в котором расплавленный металл может быть залит в ковш 25 для подготовки заливки.
[0076] В случае, когда верхняя форма 1 и нижняя форма 2 находятся в первом состоянии разделения, литейное устройство 50 выводит информацию, отражающую первое состояние разделения, в заливочное устройство 60. Заливочное устройство 60 не заливает расплавленный металл в ковш 25, не приняв информацию от литейного устройства 50. Соответственно, даже при наличии неисправности или неправильной работы устройства, соблюдается процедура, при которой заливочное устройство 60 заливает расплавленный металл в состоянии (положении), в котором литейное устройство 50 готово к приему расплавленного металла. Этот вид так называемой функции взаимоблокировки реализован при взаимодействии датчика 79, контроллера 78 литейного устройства, центрального контроллера 70 и контроллера 77 заливочного устройства. Функция взаимоблокировки может быть реализована без участия центрального контроллера 70.
[0077] Далее литейное устройство 50 позволяет приводу 16 вращения выполнять поворот вправо так, что литейное устройство 50 возвращается в начальное состояние, показанное на Фигуре 8 (S43). Затем, как показано на Фигурах 10 и 15, литейное устройство 50 позволяет выдвижение цилиндра 22 смыкания форм для смыкания верхней формы 1 и нижней формы 2 (S44).
[0078] Далее, как показано на Фигуре 15, выполняются этапы S47-S52. Этапы S47-S52 аналогичны этапам S17-S22 способа литья в соответствии с первым вариантом выполнения. Как описано выше, последовательность этапов литья завершается, и, таким образом, с помощью литейного оборудования образована отливка. В дополнение, возможно непрерывное формирование отливок путем повторения описанных выше этапов литья.
[0079] Как описано выше, литейное оборудование в соответствии с настоящим вариантом выполнения позволяет заливочному устройству 60 заливать расплавленный металл в ковш 25 при переходе верхней формы 1 и нижней формы 2 в первое состояние разделения, в котором нижняя форма 2 перемещается в направлении к заливочному устройству 60 приводом 16 вращения, после размыкания верхней формы 1 и нижней формы 2 механизмом 21 смыкания форм. Соответственно, при перемещении нижней формы 2 в направлении к заливочному устройству 60 ковш 25 приближается к заливочному устройству 60. Таким образом, поскольку расстояние, на которое заливочное устройство 60 переносит расплавленный металл, сокращается, нагрузка на заливочное устройство 60 снижается.
[0080] Заливочное устройство 60 заливает расплавленный металл в ковш 25 при переходе верхней формы 1 и нижней формы 2 в первое состояние разделения после размыкания верхней формы 1 и нижней формы 2. Таким образом, поскольку расстояние, на которое заливочное устройство 60 переносит расплавленный металл, сокращается, нагрузка на заливочное устройство 60 снижается.
[0081] Литейное оборудование 100 имеет функцию взаимоблокировки, которая реализована датчиком 79, контроллером 78 литейного устройства, центральным контроллером 70 и контроллером 77 заливочного устройства. Поскольку заливочное устройство 60 не предназначено для заливки расплавленного металла в ковш 25, когда верхняя форма 1 и нижняя форма 2 не находятся в первом состоянии разделения, для повышения безопасности соблюдается процедура, при которой заливочное устройство 60 заливает расплавленный металл в состоянии (положении), в котором литейное устройство 50 готово к приему расплавленного металла.
[0082] Третий вариант выполнения
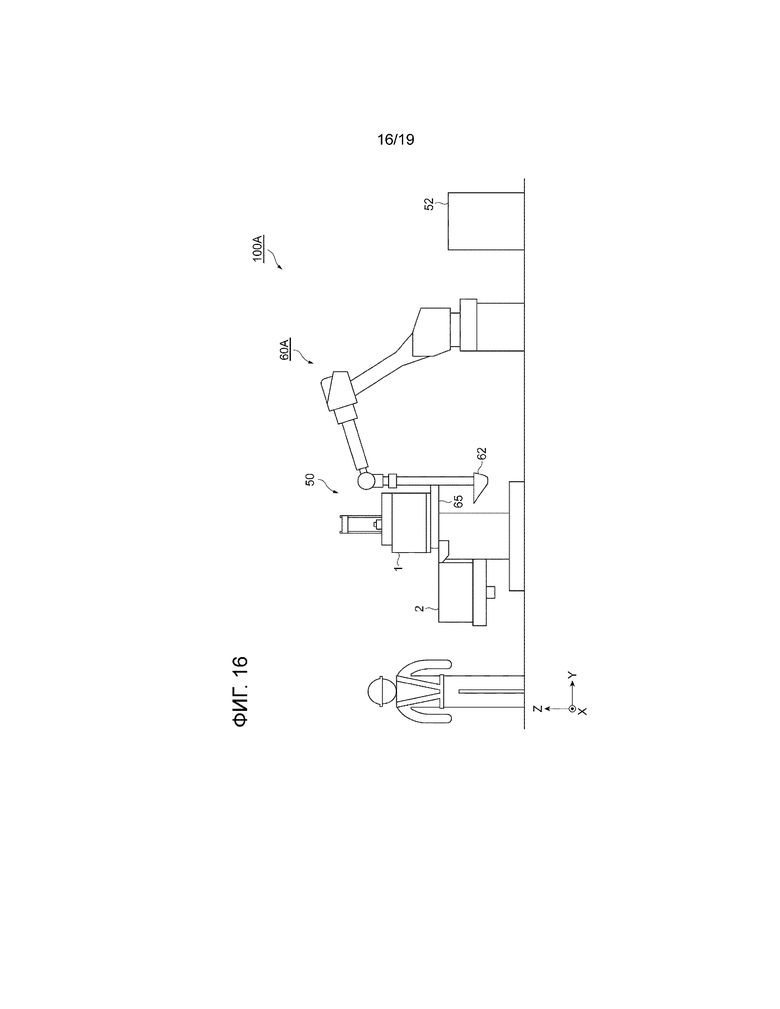
Далее со ссылкой на Фигуры 16 и 17 будет описано литейное оборудование в соответствии с третьим вариантом выполнения. Фигура 16 представляет собой вид сбоку части литейного оборудования в соответствии с третьим вариантом выполнения. Фигура 17 представляет собой вид в плане вилки, показанной на Фигуре 16.
[0083] Как показано на Фигурах 16 и 17, литейное оборудование 100A в соответствии с третьим вариантом выполнения отличается от литейного оборудования 100 в соответствии с первым вариантом выполнения тем, что заливочное устройство 60A включает в себя вилку (приемный блок) 65 для приема отливки из верхней формы 1, а другие компоненты аналогичны литейному оборудованию 100. Вилка 65 прикреплена к руке 61 с помощью крепежной части 66 над ковшом 62. Вилка 65 включает в себя пару ветвей 67, ответвляющихся и продолжающихся параллельно от крепежной части 66. Вилка 65 может быть образована, например, в форме, соответствующей форме отливки, с использованием плоского элемента, элемента, обеспеченного на своей верхней поверхности углубленным участком, и т.п.
[0084] Способ литья с использованием литейного оборудования 100A выполняется, как и способ литья с использованием литейного оборудования 100 до этапа S20, показанного на Фигуре 7. На этапе S21, показанном на Фигуре 7, литейное устройство 50 позволяет приводу 16 вращения выполнять поворот вправо вместо поворота влево. Соответственно, верхняя форма 1 перемещается по направлению к заливочному устройству 60 для перехода во второе состояние разделения. Далее заливочное устройство 60A размещает вилку 65 под верхней формой 1 так, что каждая из ветвей 67 располагается параллельно нижней поверхности верхней формы 1. Затем отливка извлекается из верхней формы 1, как на этапе S22, показанном на Фигуре 7. Отливка, извлеченная из верхней формы 1, падает на вилку 65, а не на конвейер 53. Таким образом, вилка 65 принимает отливку из верхней формы 1 во втором состоянии разделения. Заливочное устройство 60A может передавать принятую отливку в заданное место, обеспеченное, например, в пространстве установки литейного оборудования 100A. Отливка может быть передана в устройство окончательной обработки изделий или т.п. из заданного места транспортировочным средством, например, конвейером.
[0085] Как описано выше, в литейном оборудовании 100A в соответствии с настоящим вариантом выполнения заливочное устройство 60 включает в себя вилку 65 для приема отливки. В результате возможно дополнительное уменьшение пространства, занимаемого литейным оборудованием 100A, по сравнению со случаем, когда приемное средство обеспечено отдельно.
[0086] Четвертый вариант выполнения
Фигура 18 представляет собой схематический структурный вид спереди литейного устройства в литейном оборудовании в соответствии с четвертым вариантом выполнения. Как показано на Фигуре 18, литейное устройство 50A в соответствии с четвертым вариантом выполнения, главным образом, отличается от литейного устройства 50 в соответствии с первым вариантом выполнения тем, что механизм 21 смыкания форм, который перемещает нижнюю форму 2 вверх и вниз, обеспечен в нижней раме 6, а выталкивающий цилиндр 30 обеспечен в верхней раме 5. Соответственно, в литейном устройстве 50A нижняя форма 2 может быть перемещена вверх и вниз.
[0087] При выполнении смены форм сначала нижняя форма 2 поднимается из состояния, показанного на Фигуре 18, в состояние, в котором нижняя форма 2 и верхняя форма 1 сомкнуты. Далее освобождается крепление верхней формы 1 верхней рамой 5 так, что верхняя форма 1 извлекается из основания 3 для верхней формы. Затем нижняя рама 6 опускается, при этом верхняя форма 1 установлена на нижней форме 2, и каждая из верхней рамы 5 и нижней рамы 6 перемещается в относительно обратном направлении посредством работы параллельного рычажного механизма. Далее верхняя форма 1 и нижняя форма 2 извлекаются из нижней рамы 6, и другая верхняя форма 1 и нижняя форма 2 крепятся на нижнюю раму 6. В соответствии с описанной выше процедурой может быть выполнена смена форм.
[0088] Пятый вариант выполнения
Фигура 19 представляет собой иллюстрацию для описания литейного устройства в соответствии с пятым вариантом выполнения. С учетом простого понимания описания каждая из внутренней поверхности 1s верхней формы 1 и внутренней поверхности 2s нижней формы 2 показана в мнимой форме. Ковш 25, показанный в части (a) на Фигуре 19, горизонтально прикреплен к нижней форме 2. Для сравнения, как показано в части (b) на Фигуре 19, ковш 25 литейного устройства в соответствии с пятым вариантом выполнения прикреплен к нижней форме 2 под наклоном в направлении наклона, в котором наклоняются верхняя форма 1 и нижняя форма 2. Направление наклона представляет собой направление, в котором должны быть наклонены верхняя форма 1 и нижняя форма 2 при заливке расплавленного металла в ковше 25 в верхнюю форму 1 и нижнюю форму 2 наклонным образом. Здесь направление наклона представляет собой направление поворота влево. То есть направление наклона представляет собой направление, в котором повернут ковш 25 влево вокруг соединительного участка между заливочным каналом 25a ковша 25 и приемным каналом 2a нижней формы 2. Угол поворота в случае, когда ковш 25 повернут влево от части (a) к части (b) на Фигуре 19, соответствует углу крепления ковша 25 к нижней форме 2. Угол крепления ковша 25 установлен на соответствующий угол, например, в диапазоне от 5° до 30° в зависимости от проекта.
[0089] При заливке расплавленного металла в ковш 25, прикрепленный наклонным образом, как описано выше, ковш 25 должен быть установлен горизонтально, как показано в части (c) на Фигуре 19. То есть способ литья в соответствии с пятым вариантом выполнения дополнительно включает в себя этап, на котором позволяют приводу 16 вращения выполнять поворот вправо для наклона верхней формы 1 и нижней формы 2, между этапами соответствующими этапу S15 и этапу S16, описанного выше способа литья в соответствии с первым вариантом выполнения. На этом этапе угол поворота вправо привода 16 вращения представляет собой, например, описанный выше угол крепления.
[0090] Поскольку ковш 25 прикреплен в наклонном состоянии, как описано выше, при заливке расплавленного металла в верхнюю форму 1 и нижнюю форму 2 из ковша 25 наклонным образом, расплавленный металл заливается в верхнюю форму 1 и нижнюю форму 2 из ковша 25 через заливочный канал 25a и приемный канал 2a так, чтобы течь по внутренней поверхности 2s нижней формы 2. В результате всасывание воздуха и образование оксидной пленки почти не происходит, что позволяет повысить качество отливки.
[0091] Хотя выше описан каждый из вариантов выполнения, настоящее изобретение не ограничено каждым из описанных выше вариантов выполнения. Например, вместо выемки отливки из верхней формы 1 или нижней формы 2 с использованием выталкивающего цилиндра 30, выталкивающая пластина 28 может выталкиваться пружиной. В таком случае, при смыкании верхней формы 1 и нижней формы 2, поскольку верхняя форма 1 толкает вниз возвратный штифт 27 нижней формы 2 для опускания выталкивающего штифта 26, усилие смыкания форм смещается эквивалентно толкающему вниз усилию возвратного штифта 27, однако возможно уменьшение количества приводов.
[0092] В дополнение, цилиндр 22 смыкания форм и выталкивающий цилиндр 30 могут приводиться в действие электрически, гидравлически и пневматически. С точки зрения обращения с расплавленным металлом каждый из цилиндров может быть приведен в действие электрически, пневматически или гидравлически без использования воспламеняющегося гидравлического масла. Расположение каждого из литейных устройств 50 или 50A не ограничено, если имеется возможность заливки расплавленного металла с использованием заливочного устройства 60 или 60A. Таким образом, например, каждое из литейных устройств может быть расположено по кругу так, чтобы окружать заливочное устройство 60 или 60A. Количество каждых устройств, например, литейных устройств 50 или 50A, раздаточных печей 52, устройств 54 для формования стержней и заливочных устройств 60 или 60A, может составлять одно или более. В дополнение, операция установки стрежня может быть выполнена, например, роботом для установки стержней с многошарнирной конструкцией, а не оператором.
Список ссылочных позиций
[0093] 1 верхняя форма,
1s внутренняя поверхность,
2 нижняя форма,
2a приемный канал,
2s внутренняя поверхность,
5 верхняя рама,
6 нижняя рама,
7 основной рычаг,
8 вспомогательный рычаг,
10 наклонно-поворотный вал,
16 исполнительный механизм вращения(приводное средство),
17 несущая рама,
21 механизм смыкания форм,
25 ковш,
25А заливочный канал,
26 выталкивающий штифт,
27 возвратный штифт,
28 выталкивающая пластина,
29 толкающая штанга,
50, 50A литейное устройство,
52 раздаточная печь,
53 конвейер,
54 устройство для формования стержней,
60, 60A заливочное устройство,
65 вилка (приемный блок),
70 центральный контроллер,
77 контроллер заливочного устройства,
78 контроллер литейного устройства,
79 датчик,
100, 100A литейное оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ И СПОСОБ ЗАМЕНЫ ЛИТЕЙНЫХ ФОРМ УСТРОЙСТВА ДЛЯ ЛИТЬЯ | 2015 |
|
RU2687111C2 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Автоматическое разливочное устройство | 1974 |
|
SU605529A3 |
| Линия для производства биметаллических отливок | 1990 |
|
SU1797515A3 |
| СПОСОБ ЛИТЬЯ ОТЛИВКИ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2009 |
|
RU2480309C2 |
| Центробежная литейная машина с вертикальной осью вращения | 1980 |
|
SU1006051A1 |
| Установка для литья под давлением | 1982 |
|
SU1069939A1 |
| УСТАНОВКА ДЛЯ ЗАБОРА И ТРАНСПОРТИРОВАНИЯ ЖИДКОГО АЛЮМИНИЯ | 2001 |
|
RU2207406C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Механизм к ручной литейной форме для удаления отливок, например плиток с залитыми трикотажными иглами | 1958 |
|
SU118952A1 |
Изобретение относится к литейному оборудованию, частности к литейной установке. Литейная установка, содержащая литейное устройство, которое образует отливку с использованием верхней формы и нижней формы, которые могут быть разомкнуты, сомкнуты и наклонены, раздаточную печь и заливочное устройство, которое переносит расплавленный металл из раздаточной печи к литейному устройству и заливает расплавленный металл в литейное устройство, которое включает верхнюю раму, к которой прикреплена верхняя форма; нижнюю раму, к которой прикреплена нижняя форма; механизм смыкания форм, пару основных рычагов, каждый из который имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней и нижней рамами соответственно так, чтобы быть расположенными противоположно друг другу, и имеет центральный участок, который обеспечен поворотным валом; пару вспомогательных рычагов, расположенных параллельно соответственным основным рычагам, приводное средство, которое выполнено для соединения с поворотным валом одного из пары основных рычагов, причем верхняя рама, нижняя рама, основной рычаг и вспомогательный рычаг образуют параллельный рычажный механизм. Изобретение позволяет уменьшить цеховое пространство, занимаемое литейным оборудованием. 8 з.п. ф-лы, 19 ил.
1. Литейная установка, содержащая:
литейное устройство, которое образует отливку с использованием верхней формы и нижней формы, которые могут быть разомкнуты, сомкнуты и наклонены, в которые заливается расплавленный металл под действием силы тяжести;
раздаточную печь, которая вмещает расплавленный металл для использования в литейном устройстве; и
заливочное устройство, которое переносит расплавленный металл из раздаточной печи к литейному устройству и заливает расплавленный металл в литейное устройство,
причем литейное устройство включает в себя:
верхнюю раму, к которой прикреплена верхняя форма;
нижнюю раму, к которой прикреплена нижняя форма;
механизм смыкания форм, который обеспечен в верхней раме для перемещения верхней формы вверх и вниз, или который обеспечен в нижней раме для перемещения нижней формы вверх и вниз;
пару основных рычагов, каждый из который имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней и нижней рамами соответственно так, чтобы быть расположенными противоположно друг другу, и имеет центральный участок, который обеспечен поворотным валом;
пару вспомогательных рычагов, расположенных параллельно соответственным основным рычагам, и каждый из который имеет верхний и нижний концы, которые соединены с возможностью вращения с верхней и нижней рамами соответственно так, чтобы быть расположенными противоположно друг другу, и имеет центральный участок, который обеспечен поворотным валом; и
приводное средство, которое выполнено для соединения с поворотным валом одного из пары основных рычагов, и которое наклоняет верхнюю форму и нижнюю форму или горизонтально перемещает формы друг от друга,
причем верхняя рама, нижняя рама, основной рычаг и вспомогательный рычаг образуют параллельный рычажный механизм.
2. Литейная установка по п. 1, в которой литейное устройство дополнительно включает в себя ковш, прикрепленный к нижней форме,
причем ковш включает в себя:
секцию хранения, образованную внутри ковша для хранения расплавленного металла; и
заливочный канал, соединенный с приемным каналом нижней формы,
и в котором заливочное устройство заливает расплавленный металл в ковш, когда верхняя форма и нижняя форма сомкнуты механизмом смыкания форм для перехода в состояние сомкнутых форм.
3. Литейная установка по п. 2, в которой заливочное устройство и литейное устройство коммуникационно связаны друг с другом, причем контроллер литейного устройства передает информацию, отражающую состояние сомкнутых форм, в контроллер заливочного устройства, когда верхняя форма и нижняя форма находятся в состоянии сомкнутых форм, и, таким образом, заливочное устройство не заливает расплавленный металл в ковш, если контроллер заливочного устройства не принимает информацию от контроллера литейного устройства.
4. Литейная установка по п. 1, в которой литейное устройство дополнительно включает в себя ковш, прикрепленный к нижней форме,
причем ковш включает в себя:
секцию хранения, образованную внутри ковша для хранения расплавленного металла; и
заливочный канал, соединенный с приемным каналом нижней формы,
причем после размыкания верхней формы и нижней формы механизмом смыкания форм заливочное устройство заливает расплавленный металл в ковш при перемещении верхней формы в направлении от заливочного устройства и перемещении нижней формы в направлении к заливочному устройству приводным средством для перехода в первое состояние разделения, в котором верхняя форма и нижняя форма горизонтально отдалены друг от друга.
5. Литейная установка по п. 4, в которой заливочное устройство и литейное устройство коммуникационно связаны друг с другом, и в котором контроллер литейного устройству выводит информацию, отражающую первое состояние разделения, в контроллер заливочного устройства, когда верхняя форма и нижняя форма находятся в первом состоянии разделения, и, таким образом, заливочное устройство не заливает расплавленный металл в ковш, если контроллер заливочного устройства не принимает информацию от контроллера литейного устройства.
6. Литейная установка по любому из пп. 2-5, в которой ковш прикреплен к нижней форме под наклоном в направлении наклона, в котором наклоняются верхняя форма и нижняя форма.
7. Литейная установка по любому из пп. 1-6, в которой заливочное устройство начинает перенос расплавленного металла до того, как литейное устройство готово к приему расплавленного металла.
8. Литейная установка по любому из пп. 1-7, содержащая множество литейных устройств, причем заливочное устройство переносит и заливает расплавленный металл из раздаточной печи в каждое из множества литейных устройств.
9. Литейная установка по любому из пп. 1-8, в которой заливочное устройство включает в себя приемный блок, который принимает отливку из верхней формы и в котором после размыкания верхней формы и нижней формы механизмом смыкания форм приемный блок принимает отливку из верхней формы при перемещении нижней формы в направлении от заливочного устройства и перемещении верхней формы в направлении к заливочному устройству приводным средством для перехода во второе состояние разделения, в котором верхняя форма и нижняя форма горизонтально отдалены друг от друга.
| JP 2007054850 А, 08.03.2007 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |

