Изобретение относится к литейному произвсдству, в частности к маши нам для центробежнод-о литья.
Известна центробежная литейная Машина с вертикальной осью вращения в которой вращение формы осуществляется концентрически вокруг оси усеченного конуса при наличии не менее трех опор fl.
Известна также центробежная литейная машина с вертикальной осью вращения, содержащая полуформы, установленные с возможностью вращения нижняя из которых кинематически связана с приводом осевого перемещения а верхн тя - с приводом вращения.
содержит смонтированные на станине долуформы, одна из которых кинематически связана с механизмом вращения, а другая - с приводом перемещения и установлена с возможность вращения. Концентрично с полуформам установлены кольца, одно из которых связано через полуформу с механизмом вращения, а другое - с приводом подъема, при этом одно- из колец подпружинено в осевом направлении, а другое выступает за рабочую поверхность полуформы. Передача вращения от верхней полуформы к нижней осуществляется через эти кольца при смыкании полуформ, что позволяет . снизить износ рабочих поверхностей полуформ для стабилизации размеров отливок по высоте .
Однако ввиду короткого времени поступател ного движения нижней полуформы, она не успевает полностью разогнаться за счет фрикционных колец. Заключительная фаза разгона происходит за счет контакта стыковых рабочих поверхностей полуформ.с частичным их проскальзыванием.
Целью изобретения является стабилизация размеров отливок по высоте посредством исключения взаимного проскальаывания полуформ по стыковым поверхностям.
Указанная цель достигается тем, что центробежная литейная машина с вертикальной осью вращения, содержащая полуформы, установленные с возможностью вращения, нижняя из которых кинематически связана с приводом осевого перемещения, а верхняя с приводом вращения, снабжена гильзой, кинематически связанной с приводом вращения, причем верхняя полуформа установлена в гильзе с возможностью врёодвния и осевого перемещения до упора в торец гильзы.
На чертеже показана машина при разомкнутом положении полуформ, общий вид.
Машина содержит станину 1, привод 2 подъема с пневмоцилиндром, на котором сверху на подшипниках установлена свободно вращакядаяся кресто вина 3. На крестовине 3 смонтирована нижняя полуформа 4. В крестовину 3 и нижнюю полуформу 4 вставлены равномерно по всей окружности подпружиненные выталкиватели 5. Верхняя полуфбрма 6 имеет вспомогательную контактную поверхность А и развитую хвостовую часть,, к которой сверху крепится кольцо 7. Верхняя полу0 форма 6 с кольцом 7 имеет возможность врасдения во втулке 8, запрессованной в консоль станины, и продольного-неремещения. На консоли станины в неподвижном корпусе «а подшипниках установлена с возможностью вращения с зазором к полуформе б гильза 9, нижний торец которой В при подъеме полуформы 6 может контактировать с ее вспомогательной контактной поверхQ костью А. Максимальный радиус контакта поверхностей А и В меньше минимального радиуса стыковых рабочих . поверхностей обеих полуформ. На поверхностях А и В могут быть установле-:
5 ны сменные кольца, по которым может осуществляться контакт для передачи вращения полуформам.
На станину 1 крепится также привод 10 вращения гильзы 9. Для заливки расплавленного металла служит воронка 11.
Машина работает следующим образом.
Включают привод 10 вращения и начинает вращаться гильза 9. Затем
включается привод 2 подъема, который поднимает нижнюю полуформу 4 до смыкания с верхней по рабочим стыковым поверхностям. Далее в сомкнутом уже
состоянии полуфорки поднимаются до контакта поверхностей А полуформы 6 и В гильзы 9. Происходит разгон полуформ в сомкнутом состоянии. Ввиду того, что момент трения, возникающий между поверхностями А и В, меньше момента трения между стыковыми поверхностями полуформ (из-за меньшего радиуса контакта), проскальзывание при разгоне полуформ возможно только
между вспомогательными поверхностями А и В.Проскальзывание же полуформ друг относительно друга полностью исключено. Износ контактных плоскос.тей А полуформы 6 и В гильзы 9 не влияет на размер по высоте отливки
и допустим в ишроких пределах. После разгона полуформ производится заливка металла через воронку 11.
После выдержки на кристаллизацию отливки привод 2 опускает нижнюю
полуформу вместе с отливкой. При опускании полуфорг и 4 выталкиватели 5 выталкивают отливку при упоре их в неподвижную часть привода 2. Нижняя полуформа 4 при этом затормаживается и отливка при этом удаляется
3 1006051«
оператором. После этого цикл повто- .Конструкция предложенной литейная
ряется.машины полностью исключает взаимное
Предложенное техническое решение проскальзывание шэлуформ.Относитейьповышающее долговечность полуформ,ного линейного износа Hie наблюдаетпозволяет устранить необходимосться. Износ полуформ заключается в их частого ремонта и повысить изменении геометрии внутренних поточность отливок по высоте.лостей кокиля (радиусов скругления)
Конструкция известной литейнойот-взаимодействия с расплавленным машины позволяет снизить износ формметаллом, который устргшяется перидо 5 мкм на 100О отливок, однакоэдической проточкой. Изменений раз полностью износ стыковых поверхнос-to мера отливок по высоте, которое мож-. тей из-за проскальзывания не устра-но было бы замерить, не набтооняется. ,дается. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная литейная машина с вертикальной осью врщащения | 1976 |
|
SU715211A1 |
| Способ получения заготовок и устройство для его осуществления | 1986 |
|
SU1379082A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Машина для центробежного литья роторовэлЕКТРОдВигАТЕлЕй | 1979 |
|
SU831301A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582891A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ | 2018 |
|
RU2685935C1 |
| Центральная машина для литья с вертикальной осью вращения | 1980 |
|
SU942871A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРМОЕНИЯ, соУ,,- -d держащая полуформы, установленные с возможностью вращения, нижняя из которых кинематически связана с при- водом осевого перемещения, а верхняя - с приводом вращения, отличающаяся тем, что, с целью стабилизации размера отливок по высоте посредством исключения взаимного проскальзывания полуформ по стыковым поверхностям, она снабжена гильзой, кинематически, связанней с приводом вращения, причем верхняя полуформа установлена в гильзе с возможностью вршцения и осевого первт мещения до упора в торец гильзы. ю о d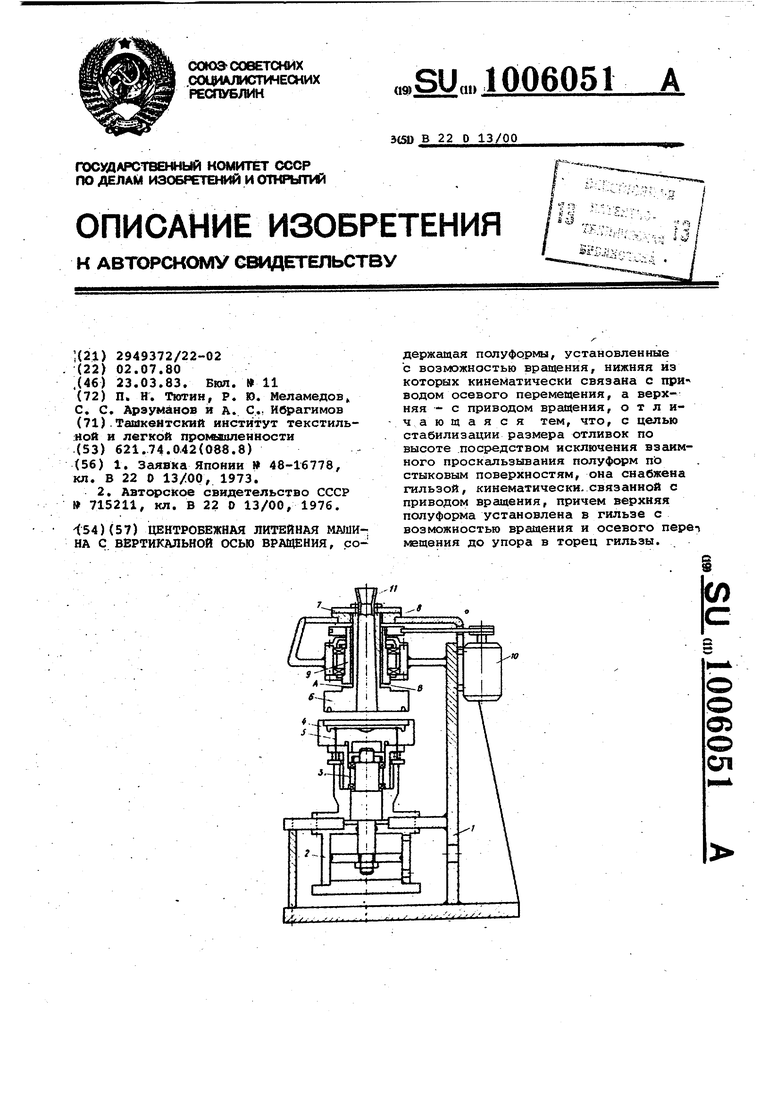
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Центробежная литейная машина с вертикальной осью врщащения | 1976 |
|
SU715211A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
