Область техники, к которой относится изобретение
[0001] Данное изобретение относится к устройству для литья и способу замены литейных форм устройства для литья.
УРОВЕНЬ ТЕХНИКИ
[0002] В патентных первоисточниках 1 и 2 предложены устройства для литья в наклоняемые литейные формы. Такие устройства включают в себя верхнюю и нижнюю литейные формы, выполненные с возможностью открывания, закрывания и наклона, и предусматривают литье изделия путем разливки расплавленного металла в верхнюю и нижнюю литейные формы самотеком при повороте и наклоне закрываемых верхней и нижней литейных форм. Такие устройства предусматривают применение системы переворачивания верхней литейной формы, в которой верхняя литейная форма открывается под углом приблизительно 90 градусов, так что верхняя литейная форма переводится из горизонтального состояния в состояние установки вертикально. Устройство системы переворачивания верхней литейной формы включает в себя стопор для предотвращения открывания верхней литейной формы во время закрывания литейных форм. К тому же, устройство системы переворачивания верхней литейной формы снабжено исполнительным механизмом в каждом из механизма переворачивания, стопора, механизма наклона, механизма закрывания литейных форм, механизма извлечения литейных форм для каждой из верхней и нижней литейных форм, и т.п.
ПЕРЕЧЕНЬ ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
Патентная литература
[0003] Патентный первоисточник 1: Выложенная заявка № 05-318090 на патент Японии
Патентный первоисточник 2: Выложенная заявка № 2003-205359 на патент Японии
Сущность изобретения
[0004] Вышеописанный механизм переворачивания воспринимает большую нагрузку в момент закрывания литейных форм и извлечения литейных форм или выталкивания изделия. Таким образом, механизм переворачивания предусматривает использование высокопрочного элемента с достаточной прочностью. К тому же, необходим вышеописанный стопор. Кроме того, поскольку в каждом из механизма переворачивания, стопора, механизма наклона, механизма закрывания литейных форм, механизма извлечения литейных форм для каждой из верхней и нижней литейных форм, и т.п., предусмотрен исполнительный механизм, во всем устройстве в целом исполнительных механизмов много. Соответственно, конструкция устройства сложна. В результате, если предусматривается применение системы переворачивания верхней литейной формы, увеличиваются размеры и вес устройства. К тому же, поскольку количество исполнительных механизмов увеличивается, выходная мощность исполнительных механизмов также увеличивается.
[0005] Таким образом, в данной области техники желательно упростить конструкцию устройства для литья, чтобы сократить размеры и вес устройства для литья.
[0006] Устройство для литья в соответствии с одним аспектом данного изобретения формирует отливку с помощью верхней литейной формы и нижней литейной формы, выполненных с возможностью открывания, закрывания и наклона, разливка расплавленного металла в которые осуществляется самотеком. Устройство для литья включает в себя верхнюю раму, нижнюю раму, механизм открывания и закрывания, первое основное звено, первое вспомогательное звено и узел привода. Верхняя литейная форма крепится к верхней раме. Нижняя литейная форма крепится к нижней раме. Механизм открывания и закрывания поднимает и опускает любую из верхней литейной формы и нижней литейной формы для осуществления открывания или закрывания верхней литейной формы и нижней литейной формы. Верхний конец первого основного звена связан с возможностью вращения с верхней рамой, а его нижний конец связан с возможностью вращения с нижней рамой, и на центральном участке этого звена так же предусмотрен вращающийся вал. Первое вспомогательное звено расположено параллельно первому основному звену, его верхний конец связан с возможностью вращения с верхней рамой, а его нижний конец связан с возможностью вращения с нижней рамой, и на центральном участке этого звена так же предусмотрен вращающийся вал. Узел привода связан с вращающимся валом первого основного звена для вращения первого основного звена вокруг вращающегося вала. Верхняя рама, нижняя рама, первое основное звено и первое вспомогательное звено составляют первый механизм параллельных звеньев.
[0007] В устройстве для литья, верхняя рама, к которой крепится верхняя литейная форма, и нижняя рама, к которой крепится нижняя литейная форма, связаны друг с другом посредством первого основного звена и первого вспомогательного звена, составляющих первый механизм параллельных звеньев, а на центральном участке каждого из первого основного звена и первого вспомогательного звена предусмотрен вращающийся вал. К тому же, механизм открывания и закрывания движет вверх и вниз верхнюю литейную форму или нижнюю литейную форму. Затем узел привода поворачивает первое основное звено вокруг вращающегося вала. Соответственно, на этапе закрывания литейных форм, механизм открывания и закрывания закрывает верхнюю литейную форму и нижнюю литейную форму, а на этапе наклона узел привода и первый механизм параллельных звеньев наклоняют закрытые верхнюю литейную форму и нижнюю литейную форму; помимо этого, на этапе удаления литейных форм, этапе выталкивания изделия ли аналогичных этапах обеспечивается отделение друг от друга верхней литейной формы и нижней литейной формы, открытых механизмом открывания и закрывания, посредством узла привода и первого механизма параллельных звеньев. Таким образом, этап литья, такой, как предусматривающий закрывание литейных форм, извлечение литейных форм и выталкивание изделия, проводится в верхней и нижней рамах, связанных посредством первого механизма параллельных звеньев. К тому же, первый механизм параллельных звеньев должен воспринимать силу, прикладываемую во время закрывания литейных форм, извлечения литейных форм или выталкивания изделия. В результате, по сравнению с устройством системы переворачивания верхней литейной формы, конструкция для гарантии прочности каждого из элементов упрощается, что позволяет сокращать размеры и вес элементов. Кроме того, хотя к несущей раме, поддерживающей устройство во время открывания литейных форм подобно тому, как это делается в устройстве системы переворачивания верхней литейной формы, прикладывается большая сила, силу в устройстве для литья воспринимает первый механизм параллельных звеньев, вследствие чего появляется возможность уменьшить силу, передаваемую на несущую раму, поддерживающую устройство. Соответственно, появляется возможность также сократить размеры и вес несущей рамы. В результате, оказывается возможным упрощение конструкции устройства для литья для сокращения размеров и веса устройства для литья.
[0008] В одном варианте осуществления, устройство для литья может дополнительно включать в себя второе основное звено и второе вспомогательное звено. Верхний конец второго основного звена связан с возможностью вращения с верхней рамой, а его нижний конец связан с возможностью вращения с нижней рамой, и на центральном участке этого звена предусмотрен также вращающийся вал. Второе вспомогательное звено расположено параллельно второму основному звену, а его верхний конец связан с возможностью вращения с верхней рамой, при этом его нижний конец связан с возможностью вращения с нижней рамой, и на центральном участке этого звена предусмотрен также вращающийся вал. Верхняя рама, нижняя рама, второе основное звено и второе вспомогательное звено составляют второй механизм параллельных звеньев. Первый механизм параллельных звеньев и второй механизм параллельных звеньев расположены параллельно друг другу, так что обращены друг к другу поперек верхней литейной формы и нижней литейной формы.
[0009] В этом случае, первый и второй механизмы параллельных звеньев должны воспринимать силу, прикладываемую во время закрывания литейных форм, извлечения литейных форм, или выталкивания изделия. Соответственно, вследствие чего появляется дополнительная возможность уменьшить силу, передаваемую на несущую раму, поддерживающую устройство.
[0010] В другом варианте осуществления, устройство для литья может дополнительно включать в себя позиционирующую секцию для позиционирования верхней литейной формы и нижней литейной формы в горизонтальном направлении. В этом случае, поскольку верхняя литейная форма и нижняя литейная форма позиционируются в горизонтальном направлении, появляется возможность предотвратить закрывание верхней литейной формы и нижней литейной формы со смещением их друг от друга.
[0011] В еще одном варианте осуществления, позиционирующая секция может включать в себя шпонку, предусмотренную на нижнем конце боковой грани верхней литейной формы, и паз, предусмотренный на верхнем конце боковой грани нижней литейной формы, причем паз выполнен с возможностью согласования со шпонкой. В этом случае, шпонку сажают в паз, что дает возможность легко позиционировать верхнюю литейную форму и нижнюю литейную форму.
[0012] В еще одном варианте осуществления, верхнюю литейную форму и нижнюю литейную форму можно наклонять посредством поворота вращающегося вала первого основного звена на угол от 45° до 130° при нахождении узла привода в состоянии, где верхняя литейная форма и нижняя литейная форма закрыты механизмом открывания и закрывания. Таким образом, наклона верхней литейной формы и нижней литейной формы можно достичь, объединяя механизм открывания и закрывания с механизмом звеньев.
[0013] В еще одном варианте осуществления, в состоянии, где верхняя литейная форма и нижняя литейная форма открыты посредством механизма открывания и закрывания, можно обеспечить возможность отделения верхней литейной формы и нижней литейной формы друг от друга в горизонтальном направлении посредством поворота вращающегося вала первого основного звена на предписанный угол с помощью узла привода. Таким образом, достижение поворота верхней литейной формы и нижней литейной формы возможно путем объединения механизма открывания и закрывания с механизмом звеньев. К тому же, поскольку отделение верхней литейной формы и нижней литейной формы друг от друга в горизонтальном направлении обеспечивается в состоянии, где литейные формы открыты, появляется возможность сохранить пространства под верхней литейной формой и над нижней литейной формой. Когда пространство под верхней литейной формой сохраняется в случае, где отливка остается в верхней литейной форме после формовочного извлечения сформированной отливки из нижней литейной формы, оказывается возможным выпадение отливки за счет формовочного извлечения из верхней литейной формы и приема этой отливки принимающим узлом и т.п., расположенным под верхней литейной формой. К тому же, когда пространство над нижней литейной формой сохраняется в случае, где устанавливают стержень, появляется возможность безопасной установки стержня.
[0014] В еще одном варианте осуществления, центр вращения вращающегося вала первого основного звена может быть выровнен с центром тяжести вращающегося узла, включающего в себя верхнюю литейную форму и нижнюю литейную форму, открытые или закрытые, а также верхнюю раму и нижнюю раму. В этом случае, когда верхнюю литейную форму и нижнюю литейную форму наклоняют или обеспечивают их отделение друг от друга в горизонтальном направлении, появляется возможность снизить энергию вращения, требующуюся для поворота верхней литейной формы и нижней литейной формы, по сравнению со случаем, где центр вращения вращающегося вала первого основного звена не выровнен с центром тяжести вращающегося узла.
[0015] В еще одном варианте осуществления, механизм открывания и закрывания может быть предусмотрен в верхней раме и может осуществлять открывание и закрывание верхней литейной формы и нижней литейной формы за счет движения верхней литейной формы вверх и вниз. Устройство для литья может дополнительно включать в себя выталкивающий механизм. Выталкивающий механизм может включать в себя выталкивающую плиту, выталкивающий палец, возвратный палец и регулирующий элемент. Выталкивающая плита выполнена с возможностью движения вверх и вниз и расположена в пространстве, образованном изнутри от верхнего конца верхней литейной формы. В нижней грани выталкивающей плиты предусмотрен выталкивающий палец для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства верхней литейной формы к полости для формирования отливки. Передний конец выталкивающего пальца выталкивает отливку, находящуюся в полости. В положении, отличающемся от того, в котором предусмотрен выталкивающий палец, в нижней грани выталкивающей плиты предусмотрен возвратный палец для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства верхней литейной формы к нижней грани верхней литейной формы. Передний конец возвратного пальца введен в контакт с верхней гранью нижней литейной формы для подъема выталкивающей плиты во время процесса, в ходе которого верхняя литейная форма и нижняя литейная форма закрыты. В нижней грани верхней рамы предусмотрен регулирующий элемент, а его передний конец расположен в пространстве над выталкивающей плитой, будучи вставленным в отверстие, проходящее от верхней грани верхней литейной формы к упомянутому пространству.
[0016] Таким образом, в верхней литейной форме встроена выталкивающая плита, снабженная выталкивающим пальцем и возвратным пальцем. Когда верхнюю литейную форму поднимают вверх к концу подъема, регулирующий элемент выталкивает выталкивающий палец и возвратный палец через выталкивающую плиту. Соответственно, исполнительный механизм для выталкивания отливки из верхней литейной формы оказывается ненужным.
[0017] В еще одном варианте осуществления, механизм открывания и закрывания может быть предусмотрен в нижней раме и может осуществлять открывание и закрывание верхней литейной формы и нижней литейной формы за счет движения нижней литейной формы вверх и вниз. Устройство для литья может дополнительно включать в себя выталкивающий механизм. Выталкивающий механизм может включать в себя выталкивающую плиту, выталкивающий палец, возвратный палец и регулирующий элемент. Выталкивающая плита выполнена с возможностью движения вверх и вниз и расположена в пространстве, образованном изнутри от нижнего конца нижней литейной формы. В верхней грани выталкивающей плиты предусмотрен выталкивающий палец для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства нижней литейной формы к полости для формирования отливки. Передний конец выталкивающего пальца выталкивает отливку, находящуюся в полости. В положении, отличающемся от того, в котором предусмотрен выталкивающий палец, в верхней грани выталкивающей плиты предусмотрен возвратный палец для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства нижней литейной формы к верхней грани нижней литейной формы. Передний конец возвратного пальца введен в контакт с нижней гранью верхней литейной формы для опускания выталкивающей плиты во время процесса, в ходе которого верхняя литейная форма и нижняя литейная форма закрыты. В нижней грани верхней рамы предусмотрен регулирующий элемент, а его передний конец расположен в пространстве под выталкивающей плитой, будучи вставленным в отверстие, проходящее от нижней грани нижней литейной формы к упомянутому пространству.
[0018] Таким образом, в нижней литейной форме встроена выталкивающая плита, снабженная выталкивающим пальцем и возвратным пальцем. Когда верхнюю литейную форму оттягивают вниз к концу опускания, регулирующий элемент выталкивает выталкивающий палец и возвратный палец через выталкивающую плиту. Соответственно, исполнительный механизм для выталкивания отливки из нижней литейной формы оказывается ненужным.
[0019] В еще одном варианте осуществления, устройство для литья может дополнительно включать в себя теплоизолирующую крышку, расположенную в пространстве между, по меньшей мере, одним из первого основного звена и первого вспомогательного звена, и, по меньшей мере, одной из верхней литейной формы и нижней литейной формы. В этом случае, появляется возможность уменьшить влияние тепла, по меньшей мере, одной из верхней литейной формы и нижней литейной формы, подводимого, по меньшей мере, к одному из первого основного звена и первого вспомогательного звена.
[0020] Способ замены литейных форм в соответствии с еще одним аспектом данного изобретения представляет собой способ замены литейных форм вышеописанного устройства для литья, и этот способ включает в себя этапы, на которых: открепляют верхнюю литейную форму от верхней рамы в состоянии, где верхняя литейная форма и нижняя литейная форма закрыты посредством механизма открывания и закрывания; обеспечивают отделение верхней рамы и нижней рамы друг от друга в горизонтальном направлении путем поворота вращающегося вала первого основного звена на предписанный угол с помощью узла привода для приведения в действие первого механизма параллельных звеньев; открепляют нижнюю литейную форму от нижней рамы; и извлекают верхнюю литейную форму и нижнюю литейную форму из нижней рамы для установки других верхней литейной формы и нижней литейной формы на нижней раме.
[0021] Поскольку способ замены литейных форм предусматривает использование вышеописанного устройства для литья, появляется возможность обеспечить отделение верхней рамы и нижней рамы друг от друга в горизонтальном направлении в состоянии, где верхняя литейная форма, открепленная от верхней рамы, установлена на нижней литейной форме. Соответственно, поскольку пространство над объединенными верхней литейной формой и нижней литейной формой сохраняется, появляется возможность легкой и безопасной замены литейных форм.
[0022] В соответствии с совокупностью аспектов и вариантов осуществления данного изобретения, появляется возможность упростить конструкцию устройства для литья, сокращая размеры и вес устройства для литья.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
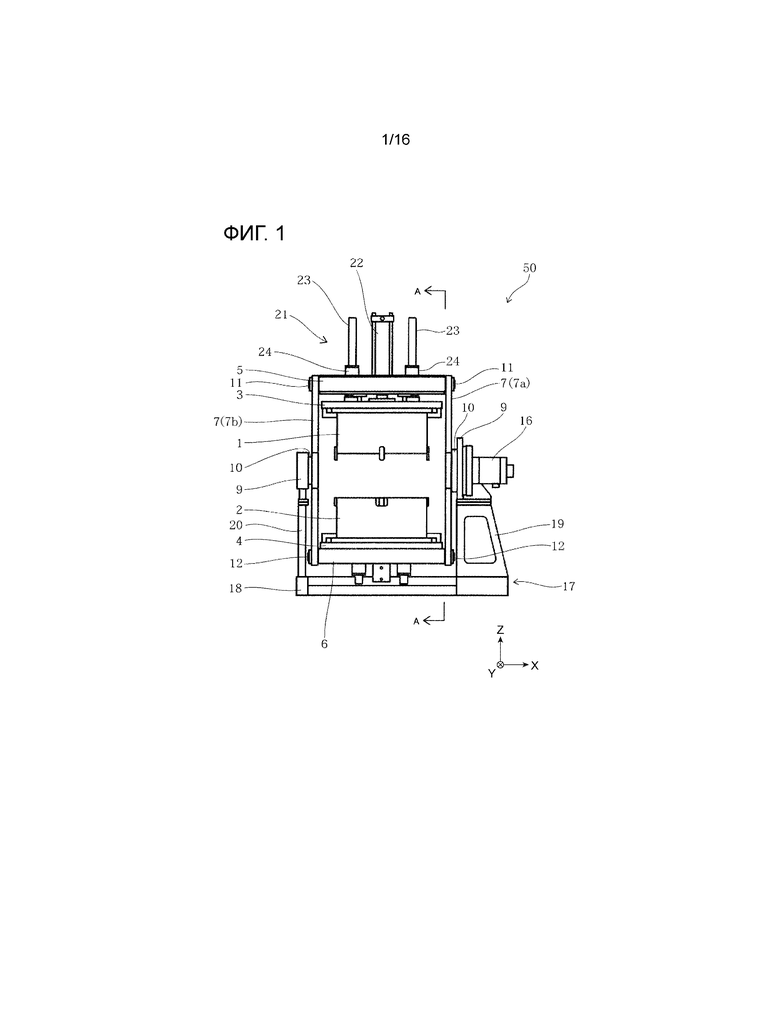
[0023] На фиг.1 представлен вид спереди устройства для литья в соответствии с первым вариантом осуществления;
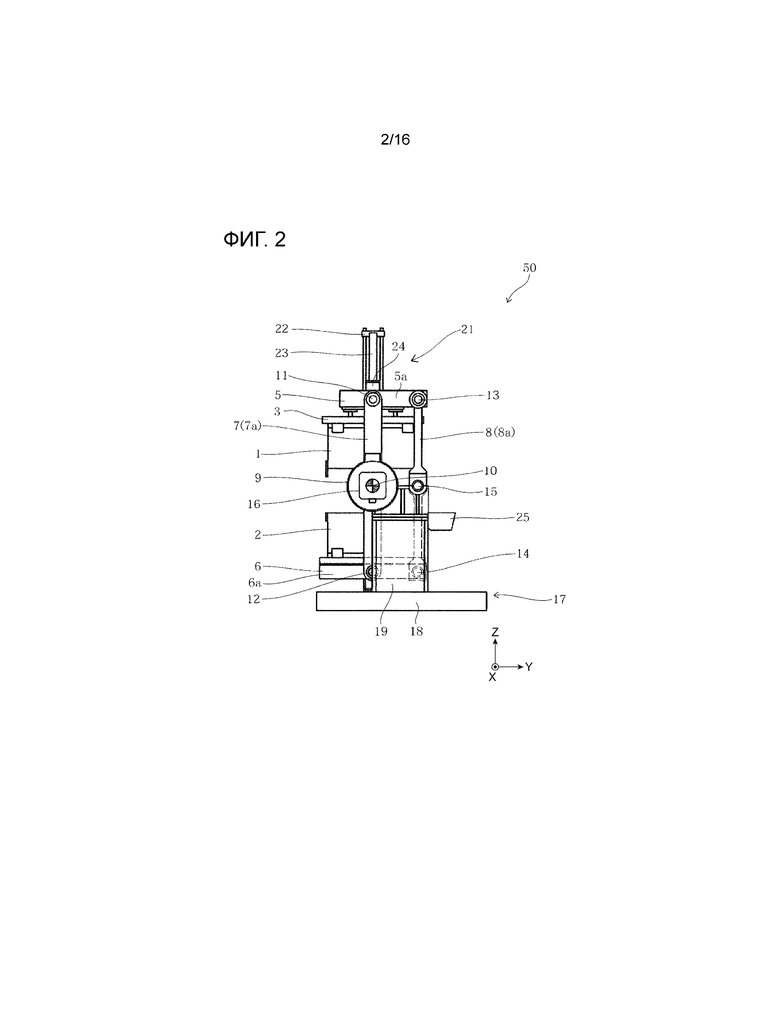
на фиг.2 представлен вид сбоку устройства для литья согласно фиг.1;
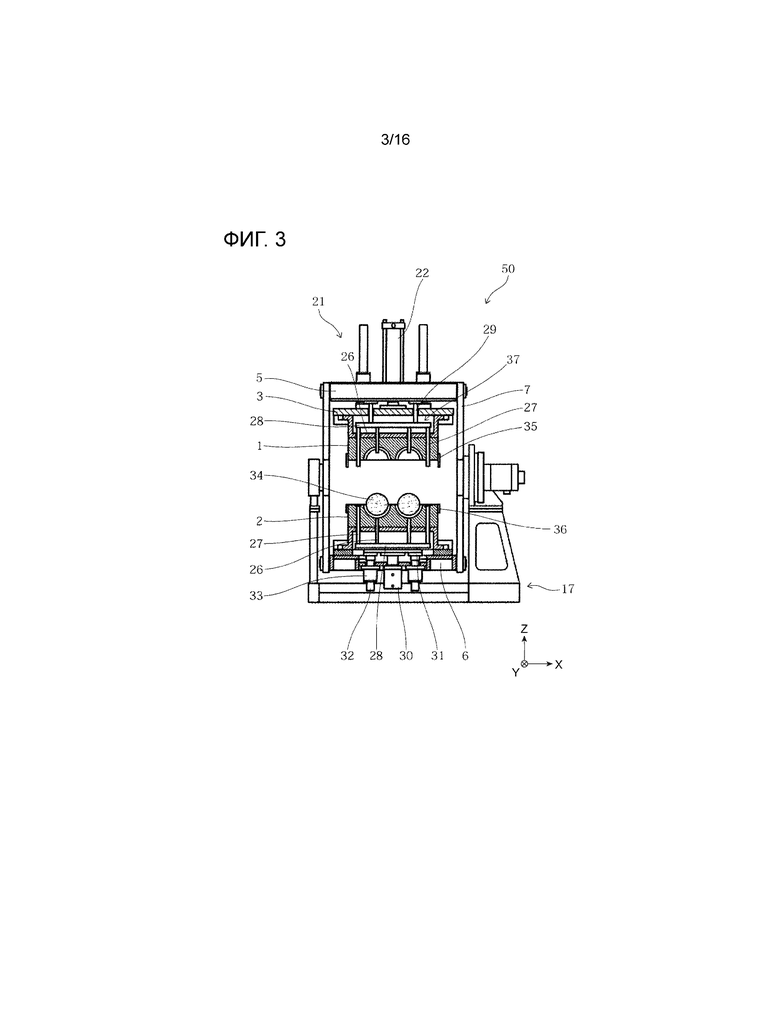
на фиг.3 показано сечение верхней литейной формы и нижней литейной формы согласно фиг.1;
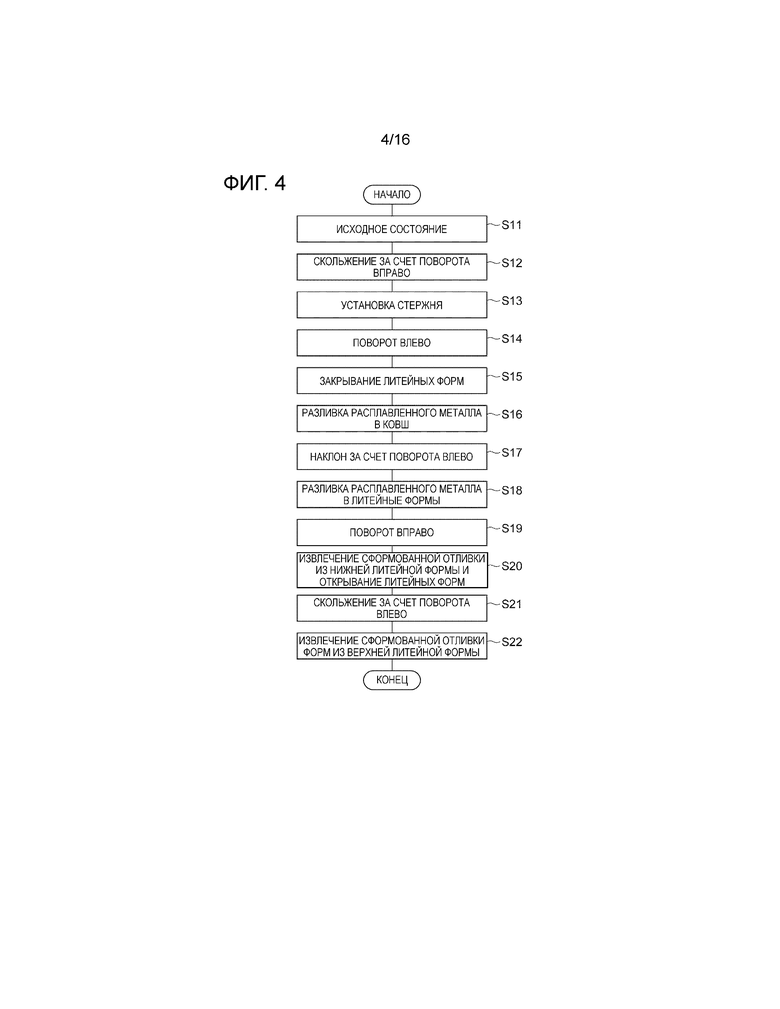
на фиг.4 представленa блок-схема последовательности операций, иллюстрирующая способ литья посредством использования устройства для литья согласно фиг.1;
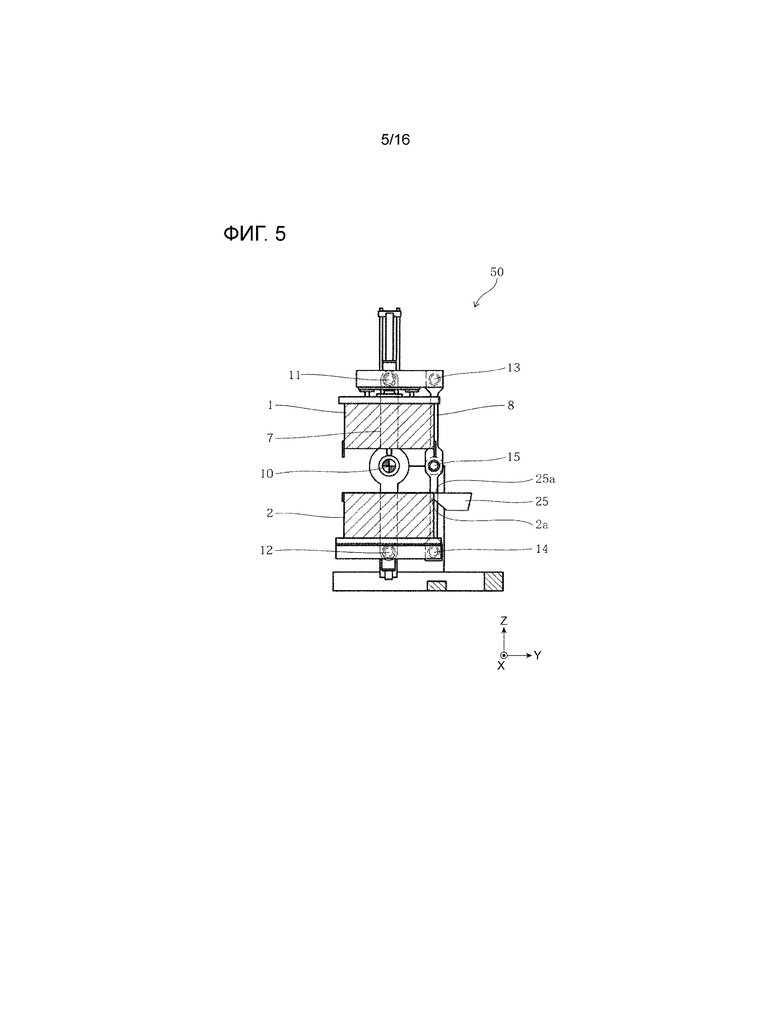
на фиг.5 представлено изображение по стрелкам A-A на фиг.1 для описания исходного состояния;
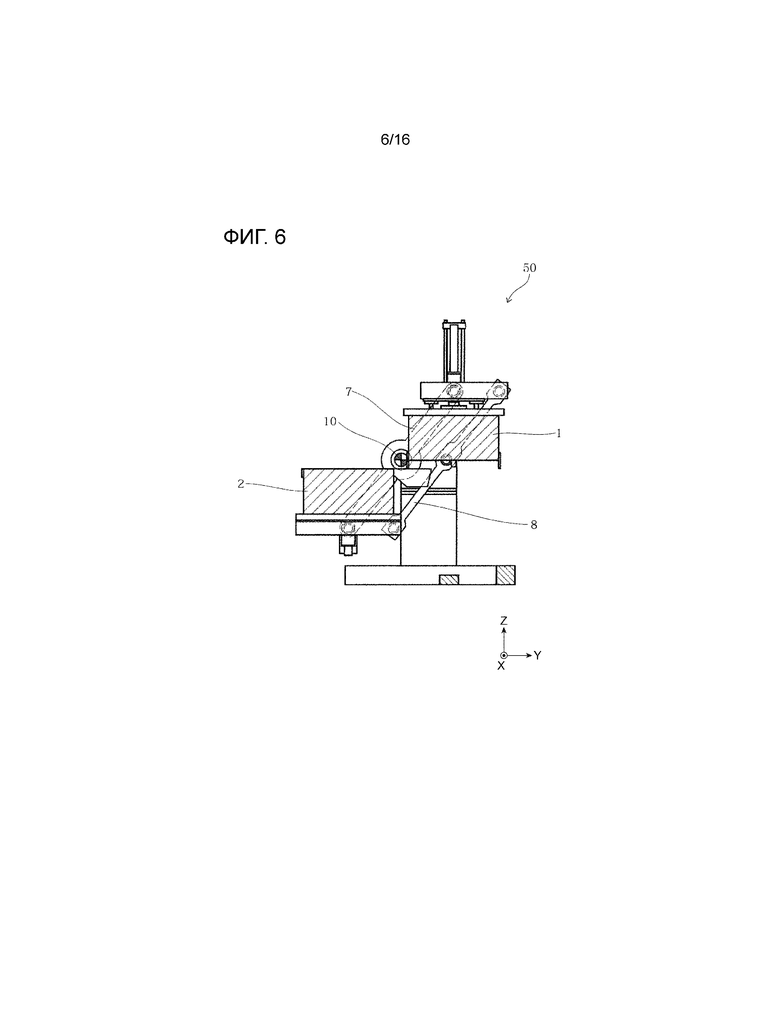
на фиг.6 показано второе состояние разделения после скольжения верхней и нижней литейных форм за счет срабатывания механизма параллельных звеньев;
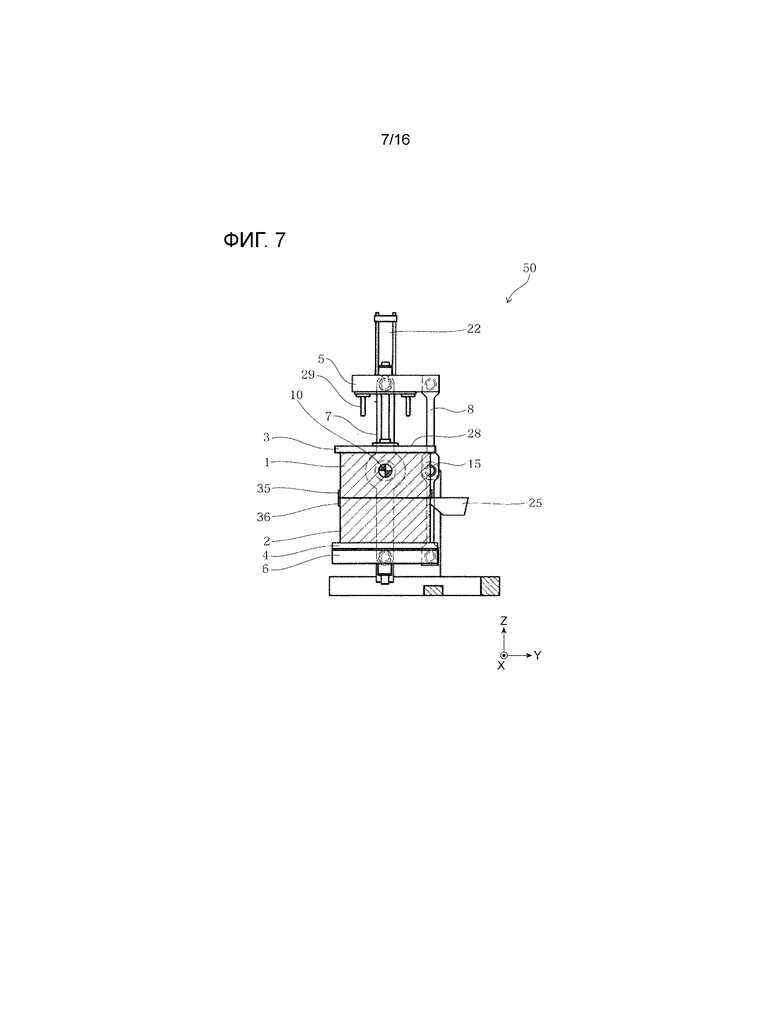
на фиг.7 представлено изображение для описания состояния закрывания литейных форм, где верхняя литейная форма и нижняя литейная форма закрыты;
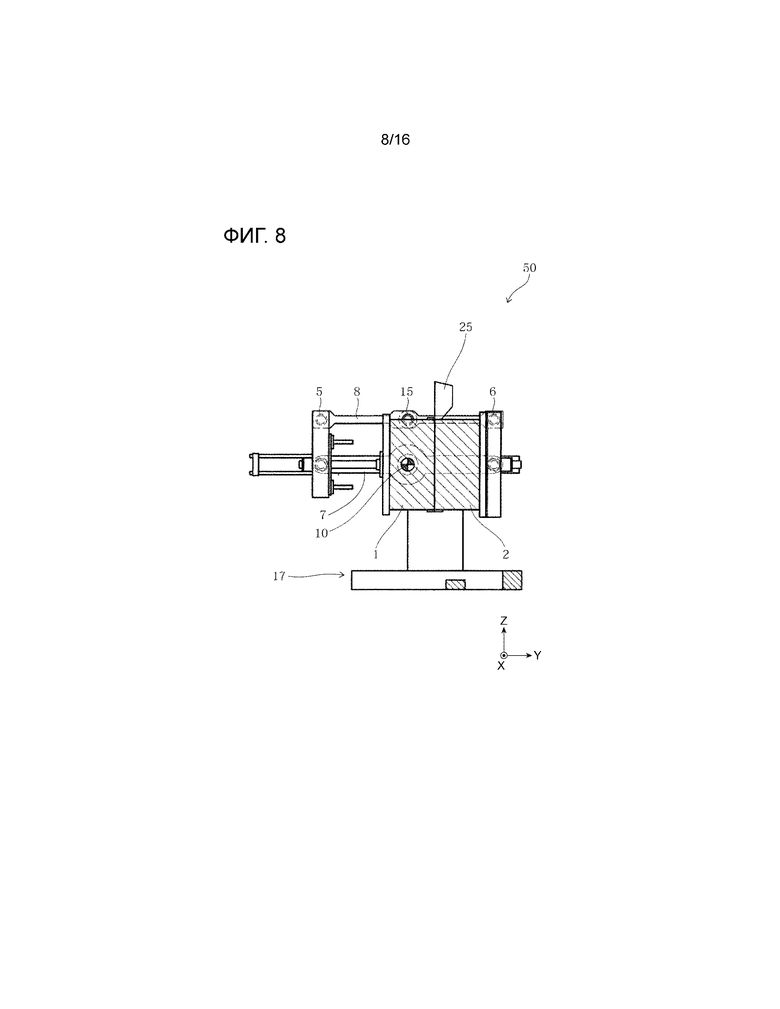
на фиг.8 показаны закрытые верхняя литейная форма и нижняя литейная форма, которые повернуты на 90°;
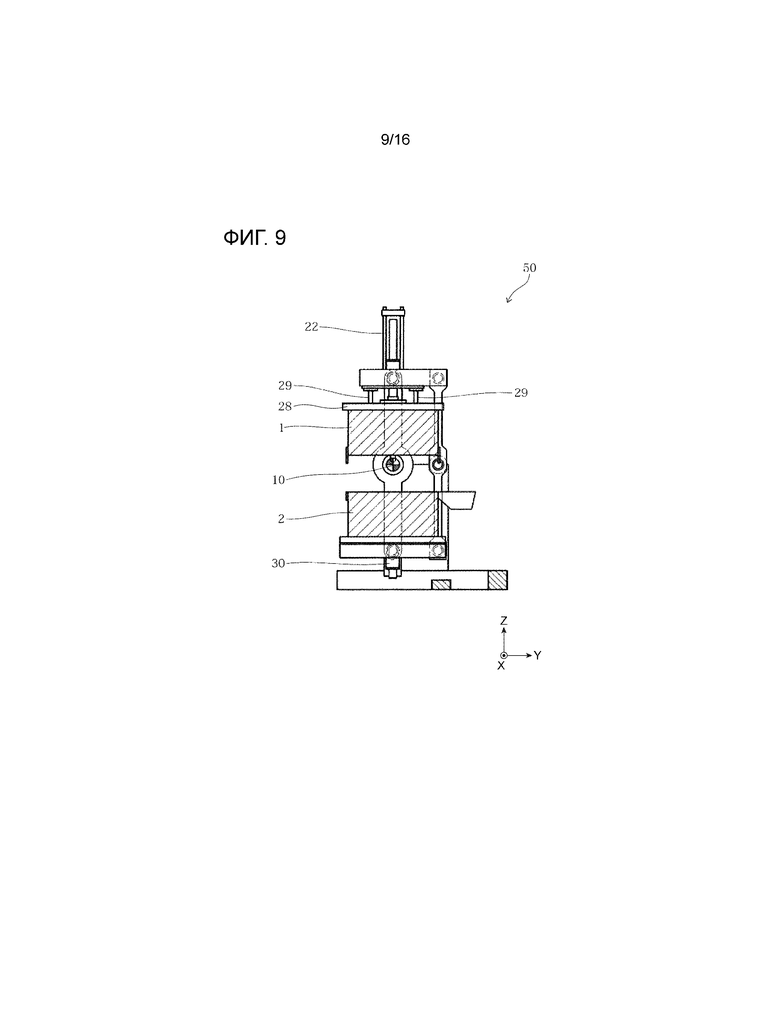
на фиг.9 показана верхняя литейная форма, которая поднята в промежуточное положение;
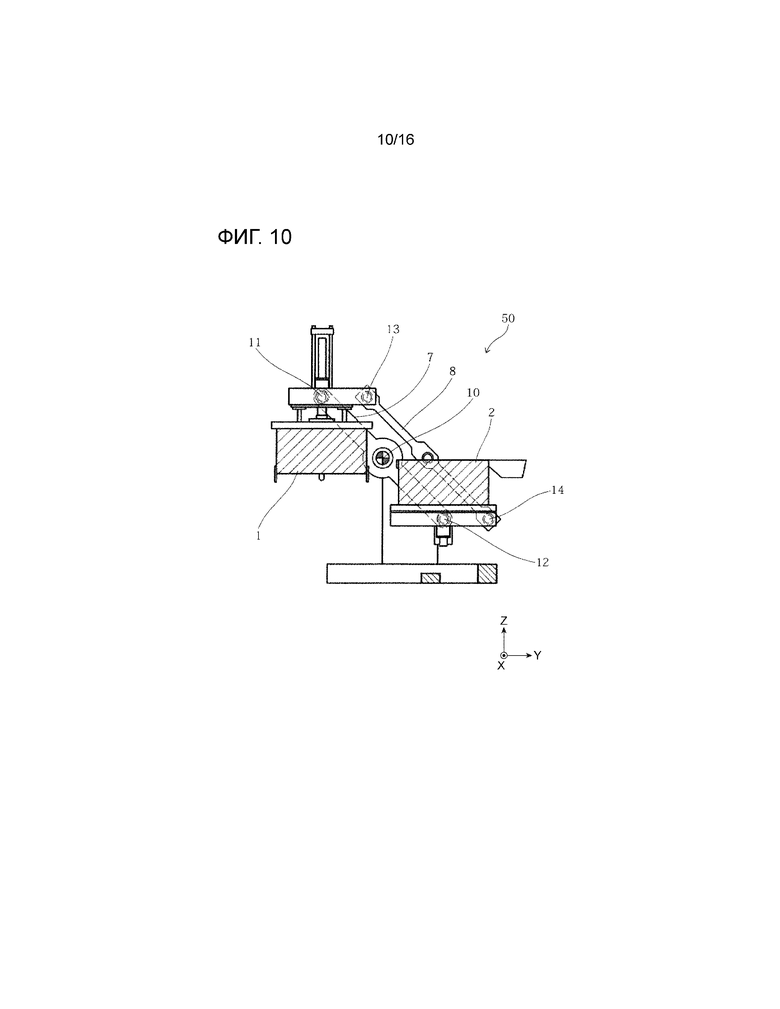
на фиг.10 показано первое состояние разделения после скольжения верхней литейной формы и нижней литейной формы;
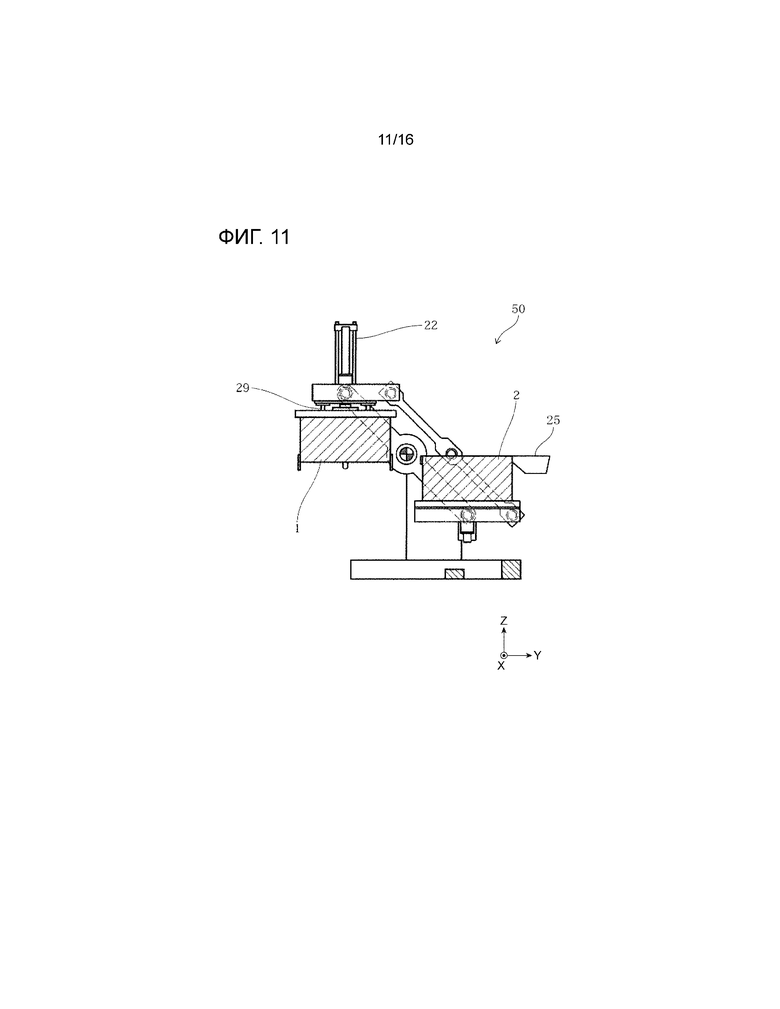
на фиг.11 показано состояние, где верхняя литейная форма поднята к концу подъема из состояния согласно фиг.10;
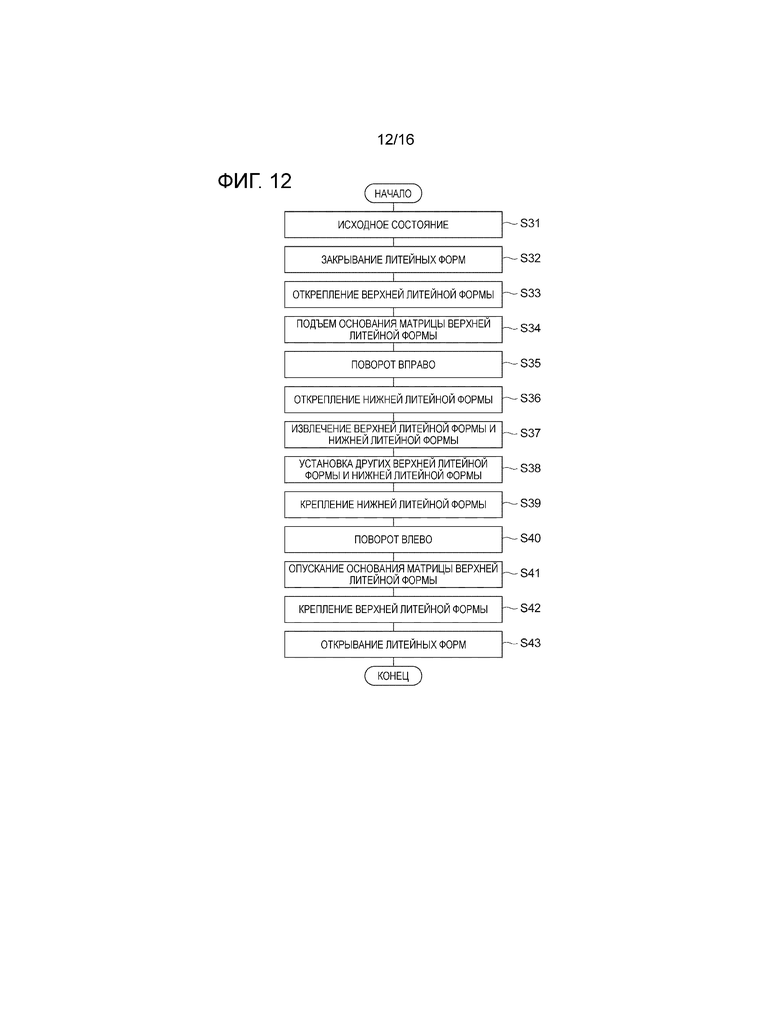
на фиг.12 представленa блок-схема последовательности операций, иллюстрирующая способ замены литейных форм устройства для литья согласно фиг.1;
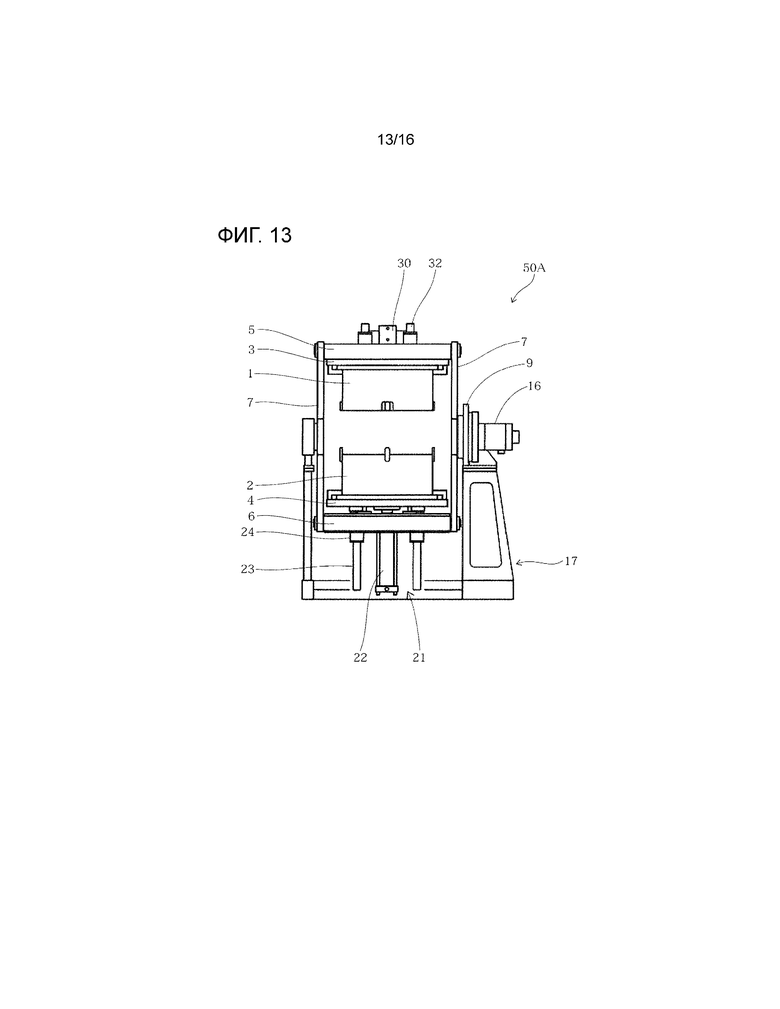
на фиг.13 представлен вид спереди устройства для литья в соответствии со вторым вариантом осуществления;
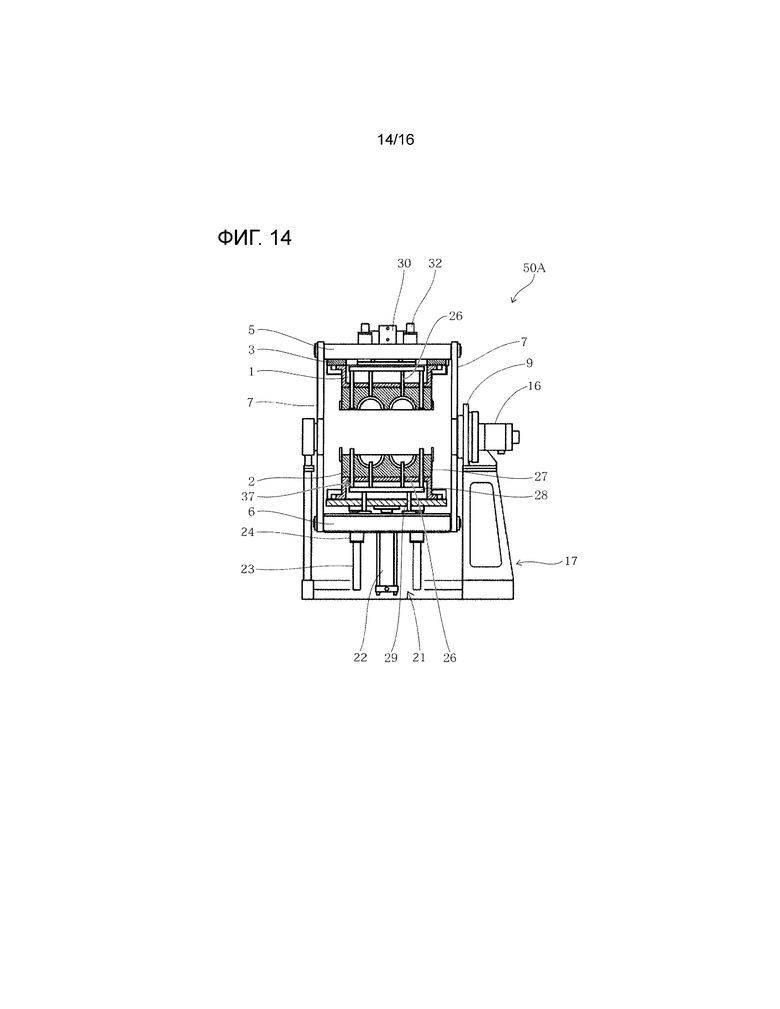
на фиг.14 показано сечение верхней литейной формы и нижней литейной формы согласно фиг.13;
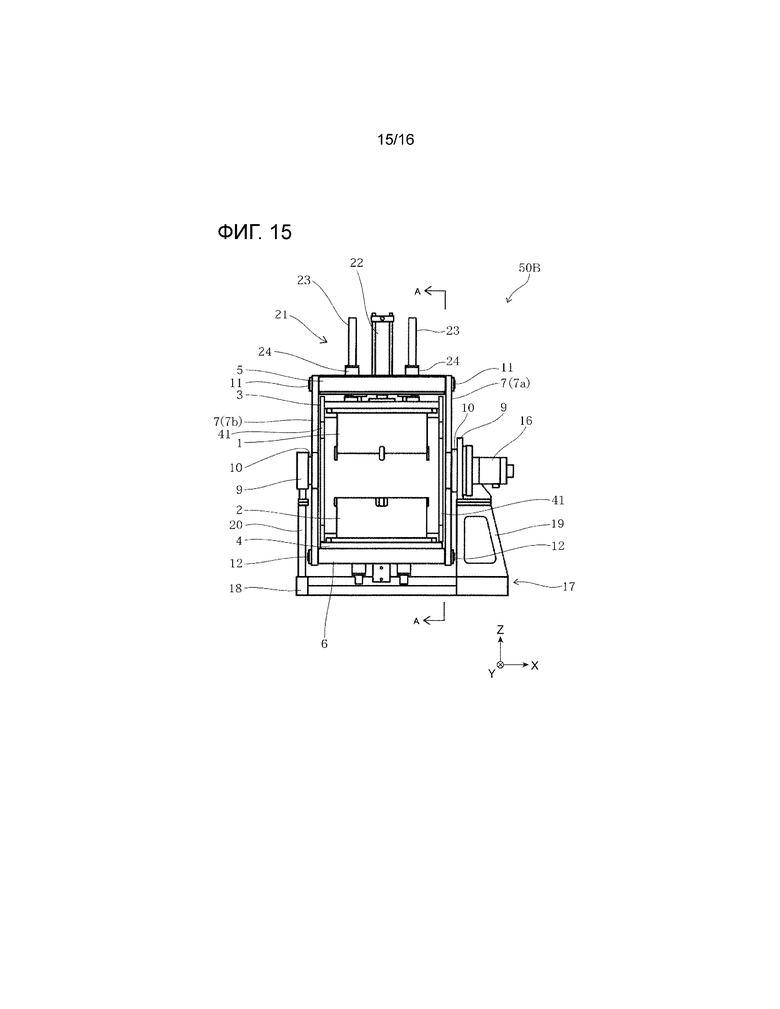
на фиг.15 представлен вид спереди устройства для литья в соответствии с третьим вариантом осуществления; и
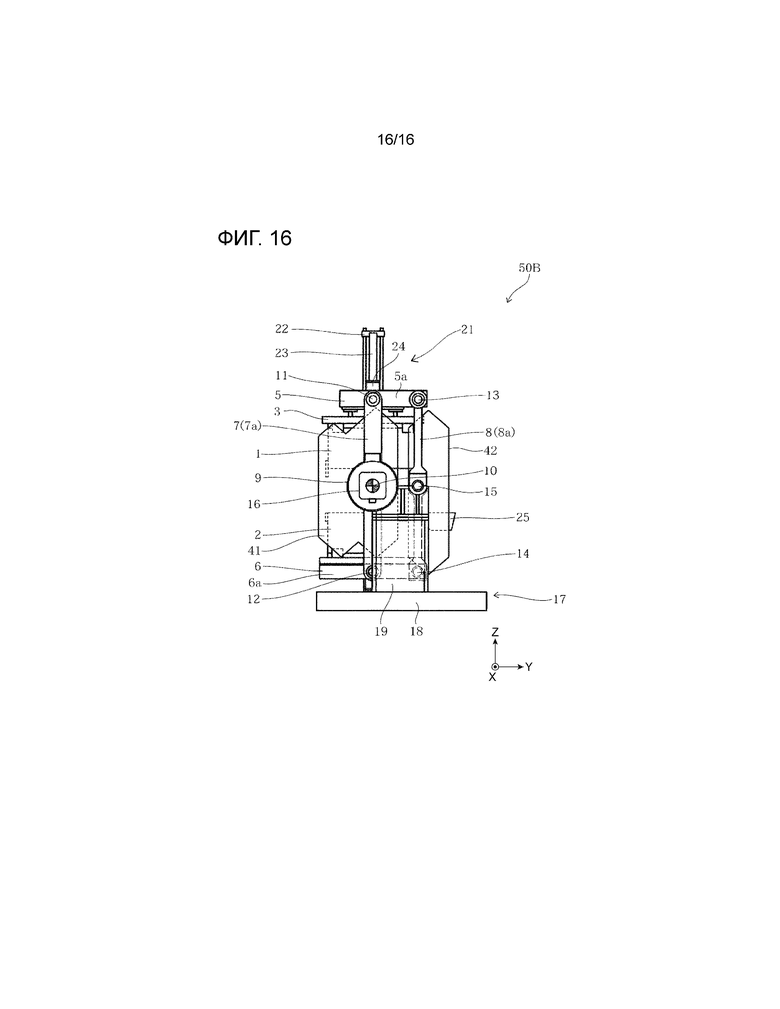
на фиг.16 представлен вид сбоку устройства для литья согласно фиг.15.
ПОДРОБНОЕ ОПИСАНИЕ
[0024] Ниже приводится описание вариантов осуществления данного изобретения со ссылками на прилагаемые чертежи. В описании чертежей, один и тот же элемент обозначен одной и той же позицией без повторного описания этого элемента. К тому же, соотношение размеров не всегда соответствует реальному соотношению для описываемого объекта. Кроме того, каждый из терминов «верхнее», «нижнее», «левое» и «правое» представляет состояние на основании состояния, показанного на чертежах, и приводится для удобства.
[0025] Первый вариант осуществления
Конструкция устройства 50 для литья будет описана со ссылками на фиг.1 и 2. На фиг.1 представлен вид спереди устройства для литья в соответствии с первым вариантом осуществления. На фиг.2 представлен вид сбоку устройства для литья согласно фиг.1. На фиг.1 и 2 каждое из направления Х и направления Y является горизонтальным направлением, а направление Z является вертикальным направлением. В нижеследующем тексте, направление Х также именуется поперечным направлением, а направление Z также именуется направлением вверх и вниз.
[0026] Устройство 50 для литья представляет собой так называемое устройство для литья самотеком в наклоняемые литейные формы, которое предусматривает формирование отливки с помощью верхней литейной формы 1 и нижней литейной формы 2, выполненных с возможностью открывания-закрывания и наклона, в которые расплавленный металл разливают самотеком. В качестве расплавленного металла, подлежащего разливке, возможен любой доступный материал. Например, в качестве расплавленного металла возможны сплав алюминия, сплав магния, и т.п. Устройство 50 для литья включает в себя контроллер, позволяющий проводить операцию управления каждым компонентом.
[0027] Как показано на фиг.1 и 2, устройство 50 для литья включает в себя, например, несущую раму 17, верхнюю раму 5, нижнюю раму 6, механизм 21 открывания и закрывания, пару левого и правого основных звеньев 7 (первое основное звено 7a, и второе основное звено 7b), пару левого и правого вспомогательных звеньев 8 (первое вспомогательное звено 8a и второе вспомогательное звено 8b), исполнительный механизм вращения (узел привода), обозначенный позицией 16, и ковш 25.
[0028] Несущая рама 17 включает в себя основание 18, опорную раму 19 на ведущей стороне и опорную раму 20 на ведомой стороне. Основание 18 представляет собой, по существу, плитообразный элемент, состоящий из комбинации множества элементов и предусмотренный расположенным горизонтально на установочной поверхности устройства 50 для литья. Опорная рама 19 на ведущей стороне и опорная рама 20 на ведомой стороне смонтированы на основании 18 таким образом, что обращены друг к другу в поперечном направлении (горизонтальном направлении) и прикреплены к основанию 18. На верхнем конце опорной рамы 19 на ведущей стороне и верхнем конце опорной рамы 20 на ведомой стороне предусмотрен один из пары подшипников 9 вращения, обеспечивающих наклон.
[0029] Верхняя рама 5 расположена над несущей рамой 17. Верхняя литейная форма 1 крепится к верхней раме 5. В частности, верхняя литейная форма 1 крепится к нижней грани верхней рамы 5 посредством основания 3 матрицы верхней литейной формы. В верхней раме 5 предусмотрен механизм 21 открывания и закрывания, предназначенный для перемещения верхней литейной формы 1 вверх и вниз. В частности, верхняя рама 5 имеет встроенный в нее механизм 21 открывания и закрывания, а верхняя литейная форма 1 удерживается механизмом 21 открывания и закрывания таким образом, что ее можно перемещать вверх и вниз.
[0030] Механизм 21 открывания и закрывания включает в себя цилиндр 22 для закрывания литейных форм, пару левой и правой направляющих штанг 23 и пару левого и правого направляющих цилиндров 24. Нижний конец цилиндра 22 для закрывания литейных форм крепится к верхней грани основания 3 матрицы верхней литейной формы. Цилиндр 22 для закрывания литейных форм выдвигается в направлении вверх и вниз (вертикальном направлении, в данном случае - направлении Z) для опускания верхней литейной формы 1 посредством основания 3 матрицы верхней литейной формы, а также втягивается в направлении вверх и вниз для поднятия верхней литейной формы 1 посредством основания 3 матрицы верхней литейной формы. Направляющая штанга 23 крепится к верхней грани основания 3 матрицы верхней литейной формы посредством направляющего цилиндра 24, прикрепленного к верхней раме 5.
[0031] Нижняя рама 6 расположена над несущей рамой 17 и под верхней рамой 5. Нижняя литейная форма 2 крепится к нижней раме 6. В частности, нижняя литейная форма 2 крепится к верхней грани нижней рамы 6 посредством основания 4 нижней литейной формы. В состоянии, показанном на каждой из фиг.1 и 2, верхняя рама 5 и нижняя рама 6 обращены друг к другу в направлении вверх и вниз. Аналогичным образом, верхняя литейная форма 1 и нижняя литейная форма 2 обращены друг к другу в направлении вверх и вниз. Механизм 21 открывания и закрывания движет верхнюю литейную форму 1 вверх и вниз для осуществления открывания и закрывания верхней литейной формы 1 и нижней литейной формы 2.
[0032] Первое основное звено 7a представляет собой элемент в форме удлиненной полосы. Первое основное звено 7a представляет собой, например, стержнеобразный элемент с прямоугольным поперечным сечением. Верхний конец первого основного звена 7a связан с возможностью вращения с верхней рамой 5, а его нижний конец связан с возможностью вращения с нижней рамой 6, и на его центральном участке также предусмотрен вращающийся вал 10, обеспечивающий наклон. Первое основное звено 7a снабжено на своем верхнем конце верхним вращающимся валом 11 основного звена и снабжено на своем нижнем конце нижним вращающимся валом 12 основного звена. В данном варианте осуществления предусмотрены два основных звена. Второе основное звено 7b имеет конструкцию, такую же, как конструкция первого основного звена 7a. Пара основных звеньев 7 расположены так, что обращены друг к другу в поперечном направлении (горизонтальном направлении, в данном случае - направлении Х), и каждое из основных звеньев 7 сочленяет верхнюю раму 5 и нижнюю раму 6 друг с другом. В данном случае, пара основных звеньев 7 расположены параллельно друг другу, будучи обращенными друг к другу поперек верхней литейной формы 1 и нижней литейной формы 2.
[0033] Центральные участки пары основных звеньев 7 связаны с возможностью вращения с парой подшипников 9 вращения, обеспечивающих наклон, посредством пары вращающихся валов 10, обеспечивающих наклон. Верхние концы пары основных звеньев 7 связаны с возможностью вращения с парой боковых граней 5a верхней рамы 5 посредством пары верхних вращающихся валов 11 основных звеньев. Нижние концы пары основных звеньев 7 связаны с возможностью вращения с парой боковых граней 6a нижней рамы 6 посредством пары нижних вращающихся валов 12 основных звеньев. Положения крепления пары основных звеньев 7 к верхней раме 5 и нижней раме 6 заданы так, что каждое из пары основных звеньев 7 позиционировано в центре верхней литейной формы 1 и нижней литейной формы 2 в направлении глубины (направлении Y), перпендикулярном поперечному направлению и направлению вверх и вниз, когда верхняя литейная форма 1 и нижняя литейная форма 2 закрыты.
[0034] Первое вспомогательное звено 8a представляет собой элемент в форме удлиненной полосы. Первое вспомогательное звено 8a представляет собой, например, стержнеобразный элемент с прямоугольным поперечным сечением. Первое вспомогательное звено 8a расположено параллельно первому основному звену 7a, его верхний конец связан с возможностью вращения с верхней рамой 5, а его нижний конец также связан с возможностью вращения с нижней рамой 6, и на его центральном участке также предусмотрен вращающихся вал 15 центрального участка вспомогательных звеньев. Первое вспомогательное звено 8a снабжено на своем верхнем конце верхним вращающимся валом 13 вспомогательного звена, а на своем нижнем конце снабжено нижним вращающимся валом 14 вспомогательного звена. В данном варианте осуществления предусмотрены два вспомогательных звена. Второе вспомогательное звено 8b (не показано) имеет конструкцию, такую же, как конструкция первого вспомогательного звена 8a. Пара вспомогательных звеньев 8 расположены так, что обращены друг к другу в поперечном направлении, сочленяя верхнюю раму 5 и нижнюю раму 6 друг с другом. В паре боковых граней 5a и паре боковых граней 6a предусмотрена пара вспомогательных звеньев 8, проходящих параллельно паре основных звеньев 7. Длина вспомогательного звена 8 является такой же, как длина основного звена 7.
[0035] Верхние концы пары вспомогательных звеньев 8 связаны с возможностью вращения с парой боковых граней 5a верхней рамы 5 посредством пары верхних вращающихся валов 13 вспомогательных звеньев. Нижние концы вспомогательных звеньев 8 связаны с возможностью вращения с парой боковых граней 6a нижней рамы 6 посредством пары нижних вращающихся валов 14 вспомогательных звеньев. Положение крепления вспомогательного звена 8 по отношению к основному звену 7 находится на стороне, где расположен ковш 25. Вращающийся вал 15 центрального участка вспомогательных звеньев установлен над несущей рамой 17. В состоянии согласно фиг. 1 и 2, вращающийся вал 15 центрального участка вспомогательных звеньев установлен над верхней гранью опорной рамы 19 на ведущей стороне.
[0036] Таким образом, верхняя рама 5, нижняя рама 6, первое основное звено 7a и первое вспомогательное звено 8a составляют механизм параллельных звеньев (первый механизм параллельных звеньев). Аналогичным образом, верхняя рама 5, нижняя рама 6, второе основное звено 7b и второе вспомогательное звено 8b составляют механизм параллельных звеньев (второй механизм параллельных звеньев). Оба механизма параллельных звеньев расположены параллельно друг другу, будучи обращенными друг к другу поперек верхней литейной формы 1 и нижней литейной формы 2.
[0037] Вращающийся вал 10, обеспечивающий наклон, первого основного звена 7a удерживается в несущей раме 17 наклонным подшипником 9 вращения, обеспечивающим наклон, предусмотренным снаружи первого механизма параллельных звеньев. Центр вращения вращающегося вала 10, обеспечивающего наклон, первого основного звена 7a выровнен с центром тяжести вращающегося узла, включающего в себя верхнюю литейную форму 1 и нижнюю литейную форма 2, открытые или закрытые, а также верхнюю раму 5 и нижнюю раму 6. Аналогичным образом, вращающийся вал 10, обеспечивающий наклон, второго основного звена 7b удерживается в несущей раме 17 наклонным подшипником 9 вращения, обеспечивающим наклон, предусмотренным снаружи второго механизма параллельных звеньев. Центр вращения вращающегося вала 10, обеспечивающего наклон, второго основного звена 7b выровнен с центром тяжести вращающегося узла, включающего в себя верхнюю литейную форму 1 и нижнюю литейную форму 2, открытые или закрытые, а также верхнюю раму 5 и нижнюю раму 6. В данном случае, термин «выровнен» не ограничивается случаем, в котором оба центра полностью выровнены, а включает в себя также случай, в котором имеет место отклонение из-за разницы в весе между верхней литейной формой 1 и нижней литейной формой 2.
[0038] Исполнительный механизм 16 вращения расположен над опорной рамой 19 на ведущей стороне. Исполнительный механизм 16 вращения предусмотрен сочленяемым с вращающимся валом 10, обеспечивающим наклон, одного из пары основных звеньев 7. Исполнительный механизм 16 вращения может быть любым из предусматривающих электрический привод, гидравлический привод и пневматический привод. Исполнительный механизм 16 вращения служит в качестве узла привода, который наклоняет верхнюю литейную форму 1 и нижнюю литейную форму 2 или который обеспечивает отделение литейных форм друг от друга в горизонтальном направлении.
[0039] Наклон верхней литейной формы 1 и нижней литейной формы 2 осуществляется путем поворота вращающегося вала 10, обеспечивающего наклон, первого основного звена 7a на угол от 45° до 130° с помощью исполнительного механизма 16 вращения в состоянии, где верхняя литейная форма 1 и нижняя литейная форма 2 закрыты механизмом 21 открывания и закрывания. Разделение верхней литейной формы 1 и нижней литейной формы 2 в горизонтальном направлении обеспечивается путем поворота вращающегося вала 10, обеспечивающего наклон, первого основного звена 7a на предписанный угол с помощью исполнительного механизма 16 вращения в состоянии, где верхняя литейная форма 1 и нижняя литейная форма 2 открыты механизмом 21 открывания и закрывания. Разделение верхней литейной формы 1 и нижней литейной формы 2 в горизонтальном направлении достигается за счет того, что исполнительный механизм 16 вращения обеспечивает срабатывание первого механизма параллельных звеньев. Между тем, второй механизм параллельных звеньев также срабатывает в сопровождении движения первого механизма параллельных звеньев. Второй механизм параллельных звеньев нужен не всегда, например, верхнюю раму 5 и нижнюю раму 6 можно сочленить друг с другом только посредством первого механизма параллельных звеньев и второго основного звена 7b, или верхнюю раму 5 и нижнюю раму 6 можно сочленить друг с другом посредством только первого механизма параллельных звеньев и второго вспомогательного звена 8b.
[0040] Ковш 25 крепится к верхнему концу боковой грани нижней литейной формы 2. Внутри ковша 25 сформирована секция хранения, предназначенная для хранения расплавленного металла. С каналом 2а (см. фиг.6) для приема расплавленного металла нижней литейной формы 2 соединен канал 25а разливки (см. фиг.5) ковша 25.
[0041] На фиг.3 показано сечение верхней литейной формы и нижней литейной формы согласно фиг.1. Здесь показано состояние, где множество стержней 34 установлены в верхней грани нижней литейной формы 2. Как показано на фиг.3, устройство 50 для литья включает в себя выталкивающий механизм 37, который включает в себя выталкивающую плиту 28, пару выталкивающих пальцев 26, пару возвратных пальцев 27 и множество толкателей (регулирующих элементов) 29. Выталкивающий механизм 37 предусмотрен в верхней раме 5.
[0042] Выталкивающая плита 28 расположена во внутреннем пространстве, образованном изнутри от верхнего конца верхней литейной формы 1. Выталкивающая плита 28 заключена во внутреннем пространстве в состоянии, в котором выталкивающая плита 28 способна совершать движения вверх и вниз. Каждый из выталкивающих пальцев 26 предусмотрен в нижней грани выталкивающей плиты 28. Каждый из выталкивающих пальцев 26 совершает движения вверх и вниз сквозь отверстие, проходящее от внутреннего пространства верхней литейной формы 1 к полости для формирования отливки. Затем каждый из выталкивающих пальцев 26 выталкивает своим передним концом отливку, находящуюся в полости. Каждый из возвратных пальцев 27 предусмотрен в положении, отличающемся от того, в котором находится каждый из выталкивающих пальцев 26 в нижней грани выталкивающей плиты 28. Каждый из возвратных пальцев 27 совершает движения вверх и вниз сквозь отверстие, проходящее от внутреннего пространства верхней литейной формы 1 к нижней грани верхней литейной формы 1. Тогда передний конец каждого из возвратных пальцев 27 вводится в контакт с верхней гранью нижней литейной формы 2, поднимая выталкивающую плиту 28 во время процесса, в ходе которого верхняя литейная форма 1 и нижняя литейная форма 2 закрыты.
[0043] Каждый из толкателей 29 предусмотрен в нижней грани верхней рамы 5. К тому же, каждый из толкателей 29 расположен в нижней грани верхней рамы 5, пронизывая основание 3 матрицы верхней литейной формы. В состоянии, в котором каждый из толкателей 29 вставлен в отверстие, проходящее от верхней грани верхней литейной формы 1 к внутреннему пространству, передний конец каждого из толкателей 29 расположен над выталкивающей плитой 28 во внутреннем пространстве. Длина каждого из толкателей 29 задана так, что каждый из толкателей 29 толкает вниз выталкивающую плиту 28, когда цилиндр 22 для закрывания литейных форм втягивается, позволяя верхней литейной форме 1 достичь конца подъема. Конец подъема - это наивысшее положение верхней литейной формы 1, которое может быть получено посредством втягивания цилиндра 22. То есть, каждый из толкателей 29 попадает во внутреннее пространство на предписанную длину сквозь отверстие, проходящее от верхней грани верхней литейной формы 1 к внутреннему пространству, образованному на верхнем участке верхней литейной формы 1, предотвращая подъем выталкивающей плиты 28.
[0044] Выталкивающий цилиндр 30 встроен в нижней раме 6. Верхний конец выталкивающего цилиндра 30 крепится к нижней грани выталкивающего элемента 31. Пара левой и правой направляющих штанг 32 крепятся к нижней грани выталкивающего элемента 31 сквозь направляющий цилиндр 33, прикрепленный к нижней раме 6.
[0045] Как и в случае верхней литейной формы 1, выталкивающая плита 28, с которой связаны пара выталкивающих пальцев 26 и пара возвратных пальцев 27, встроена в нижней литейной форме 2. В нижней литейной форме 2 имеется позиционная взаимосвязь, за счет которой выталкивающий элемент 31 поднимается за счет действия выдвижения выталкивающего цилиндра 30, толкающего вверх выталкивающую плиту 28, тем самым обеспечивая подъем пары - выталкивающего пальца 26 и возвратного пальца 27. Возвратные пальцы 27 верхней литейной формы 1 и нижней литейной формы 2 отталкиваются обратно, когда литейные формы закрыты, потому что их передние концы отталкиваются обратно сопрягаемой гранью противоположной литейной формы или передними концами противоположных возвратных пальцев 27. Соответственно, выталкивающие пальцы 26, связанные с выталкивающей плитой 28, тоже отталкиваются обратно. К тому же, когда литейные формы закрыты, выталкивающий элемент 31 достигает положения конца опускания за счет действия втягивания выталкивающего цилиндра 30. Конец опускания - это самое низкое положение нижней литейной формы 2, которое может быть получено посредством втягивания выталкивающего цилиндра 30.
[0046] К периферии нижнего участка (нижним концам боковых граней) верхней литейной формы 1 крепится пара позиционирующих шпонок 35. C периферией верхнего участка (верхними концами боковых граней) нижней литейной формы 2 сообщается пара шпоночных пазов 36, выполненных приспособленными для посадки в них пары позиционирующих шпонок 35. Позиционирующие шпонки 35 и шпоночные пазы 36 составляют позиционирующую секцию, которая обеспечивает позиционирование верхней литейной формы 1 и нижней литейной формы 2 в горизонтальном направлении. Поскольку верхняя литейная форма 1 и нижняя литейная форма 2 позиционируются в горизонтальном направлении посредством позиционирующей секции, появляется возможность предотвратить закрывание верхней литейной формы 1 и нижней литейной формы 2 с возможностью смещения друг от друга.
[0047] Далее, со ссылками на фиг.4-11, будет описан возможный способ литья посредством устройства 50 для литья. На фиг.4 представленa блок-схема последовательности операций, иллюстрирующая способ литья посредством использования устройства для литья согласно фиг.1. На фиг.5 представлено изображение по стрелкам A-A на фиг.1 для описания исходного состояния. На фиг.6 показано второе состояние разделения после скольжения верхней и нижней литейных форм за счет срабатывания механизма параллельных звеньев. На фиг.7 представлено изображение для описания состояния закрывания литейных форм, где верхняя литейная форма и нижняя литейная форма закрыты. На фиг.8 показаны закрытые верхняя литейная форма и нижняя литейная форма, которые повернуты на 90°. На фиг.9 показана верхняя литейная форма, которая поднята в промежуточное положение. На фиг.10 показано первое состояние разделения после скольжения верхней литейной формы и нижней литейной формы. На фиг.11 показано состояние, где верхняя литейная форма поднята к концу подъема из состояния согласно фиг.10.
[0048] Как показано на фиг.4 и 5, сначала устройство 50 для литья устанавливают в исходном состоянии (S11) последовательности этапов литья. В исходном состоянии, верхняя литейная форма 1 расположена у конца подъема, а пара основных звеньев 7 и пара вспомогательных звеньев 8 перпендикулярны установочной поверхности устройства 50 для литья. Устройство 50 для литья находится в некоторым положении между рабочим пространством (не показано) и разливочным устройством (не показано). Устройство 50 для литья расположено так, что ковш 25 обращен к рабочему пространству (не показано) в направлении Y. Рабочее пространство - это пространство, где работает оператор, проводя такую операцию, как установка стержня. Разливочное устройство - это устройство для подачи расплавленного металла в ковш 25. К тому же, между устройством 50 для литья и рабочим пространством расположен, например, транспортер (не показан). Транспортер - это устройство для транспортировки отливки (отлитого изделия), сформированной (сформированного) посредством устройства 50 для литья. Транспортер простирается, например, до устройств, работающих на дальнейших этапах технологической цепочки (таких, как холодильник для изделий, выбивное устройство и устройство для отделочной обработки изделий).
[0049] После этого, как показано на фиг.4 и 6, устройство 50 для литья осуществляет привод исполнительного механизма 16 вращения для поворота вращающегося вала 10, обеспечивающего наклон, первого основного звена 7a по часовой стрелке. В данном варианте осуществления, поворот по часовой стрелке - это поворот вправо, а поворот в обратном направлении - это поворот влево. Соответственно, каждая из верхней литейной формы 1 и нижней литейной формы 2 скользит (S12) в таком направлении, что они движутся противоположно друг другу по дуге за счет срабатывания механизма параллельных звеньев. В частности, верхняя литейная форма 1 и нижняя литейная форма 2, обращенные друг к другу, движутся вокруг вращающегося вала 10, обеспечивающего наклон, совершая круговое движение поворота вправо, вследствие чего верхняя литейная форма 1 и нижняя литейная форма 2 движутся таким образом, что отделяются друг от друга в горизонтальном направлении. Между тем, верхняя литейная форма 1 движется к стороне, обращенной к разливочному устройству, переходя во второе состояние разделения. В данном варианте осуществления, состояние, где нижняя литейная форма 2 движется к стороне, обращенной к разливочному устройству, обозначается как первое состояние разделения, а состояние, где верхняя литейная форма 1 движется к стороне, обращенной к разливочному устройству, обозначается как второе состояние разделения. То есть, первое состояние разделения (см. фиг.10) - это состояние, где верхняя литейная форма 1 движется в направлении от разливочного устройства посредством исполнительного механизма 16 вращения, а также нижняя литейная форма 2 движется в направлении сближения с разливочным устройством посредством исполнительного механизма 16 вращения, так что верхняя литейная форма 1 и нижняя литейная форма 2 отделяются друг от друга в горизонтальном направлении. Второе состояние разделения (см. фиг.6) - это состояние, где верхняя литейная форма 1 движется в направлении сближения с разливочным устройством посредством исполнительного механизма 16 вращения, а также нижняя литейная форма 2 движется в направлении от разливочного устройства посредством исполнительного механизма 16 вращения, так что верхняя литейная форма 1 и нижняя литейная форма 2 отделяются друг от друга в горизонтальном направлении.
[0050] Далее, устанавливают (S13) стержень 34 в предписанном положении в нижней литейной форме 2. Установку стержня 34 проводит, например, оператор. Стержень 34 формируют, например, с помощью машины для формования стержней (не показана). Во втором состоянии разделения пространство над нижней литейной формой 2 открыто, так что ковш 25, прикрепленный к нижней литейной форме 2, не вводится в контакт с верхней литейной формой 1. Таким образом, поскольку пространство над нижней литейной формой 2 сохраняется, появляется возможность безопасной установки стержня 34 в нижней литейной форме 2.
[0051] После этого, устройство 50 для литья осуществляет привод исполнительного механизма 16 вращения, что позволяет вращающемуся валу 10, обеспечивающему наклон, первого основного звена 7a осуществить поворот влево (S14), так что обработка временно возвращается в исходное состояние согласно фиг.5. Далее, как показано на фиг.4 и 7, устройство 50 для литья обеспечивает выдвижение цилиндра 22 для закрывания литейных форм, обеспечивающее закрывание (S15) верхней литейной формы 1 и нижней литейной формы 2. Между тем, позиционирующие шпонки 35 верхней литейной формы 1 и шпоночные пазы 36 нижней литейной формы 2 сопрягаются друг с другом, фиксируя верхнюю литейную форму 1 и нижнюю литейную форму 2 в горизонтальном направлении. К тому же, литейные формы закрыты, не позволяя поворачиваться паре основных звеньев 7, паре вспомогательных звеньев 8, верхнему вращающемуся валу 11 основных звеньев, нижнему вращающемуся валу 12 основных звеньев, верхнему вращающемуся валу 13 вспомогательных звеньев и нижнему вращающемуся валу 14 вспомогательных звеньев, вследствие чего верхняя литейная форма 1, нижняя литейная форма 2, верхняя рама 5, нижняя рама 6, пара основных звеньев 7 и пара вспомогательных звеньев 8 составляют единое целое.
[0052] Далее, когда верхняя литейная форма 1 и нижняя литейная форма 2 закрыты, разливочное устройство подает (S16) расплавленный металл в ковш 25. После этого, как показано на фиг.4 и 8, устройство 50 для литья осуществляет привод исполнительного механизма 16 вращения, что позволяет вращающемуся валу 10, обеспечивающему наклон, первого основного звена 7a осуществлять поворот влево (S17) приблизительно на 90°, вследствие чего верхняя литейная форма 1 и нижняя литейная форма 2 оказываются в состоянии наклона. Соответственно, вращающийся вал 15 центрального участка вспомогательных звеньев поднимается вверх с верхней грани несущей рамы 17, на которой он установлен. В результате, верхняя литейная форма 1, нижняя литейная форма 2, верхняя рама 5, нижняя рама 6, пара основных звеньев 7 и пара вспомогательных звеньев 8, представляющих собой единое целое после закрывания литейных форм, поворачиваются, наклоняя ковш 25 для разливки (S18) расплавленного металла, находящегося в ковше 25, в полость, образовавшуюся между верхней литейной формой 1 и нижней литейной формой 2.
[0053] После окончания вышеописанного процесса, происходящего на этапе S18, состояние согласно фиг.8 поддерживается в течение предписанного времени ожидания для коагуляции разлитого расплавленного металла. Как описано выше, хотя в данном случае привод исполнительного механизма 16 вращения обеспечивается для того, чтобы вращающийся вал 10, обеспечивающий наклон, первого основного звена 7a осуществил поворот влево приблизительно на 90°, вращающийся вал 10, обеспечивающий наклон, можно поворачивать на некоторый требуемый угол в пределах диапазона от 45° до 130° или на требуемый угол в пределах диапазона от 45° до 90°.
[0054] После этого, устройство 50 для литья осуществляет привод исполнительного механизма 16 вращения, что позволяет вращающемуся валу 10, обеспечивающему наклон, первого основного звена 7a осуществлять поворот вправо (S19), так что обработка временно возвращается в состояние согласно фиг.7. Далее, параллельно осуществляют извлечение сформованной отливки из нижней литейной формы 2 и открывание литейных форм (S20). Открывание литейных форм осуществляют так, как показано на фиг.4 и 9, и одновременно также осуществляют выгрузку отливки из нижней литейной формы 2. Открывание литейных форм начинают после того, как устройство 50 для литья обеспечивает срабатывание цилиндра 22 для закрывания литейных форм. В частности, устройство 50 для литья обеспечивает втягивание цилиндра 22 для закрывания литейных форм, чтобы поднять верхнюю литейную форму 1, вследствие чего начинается открывание верхней литейной формы 1 и нижней литейной формы 2. Тогда действие выдвижения выталкивающего цилиндра 30 начинают одновременно с действием втягивания цилиндра 22 для закрывания литейных форм. Выталкивающий цилиндр 30 удлиняется, выталкивая выталкивающий палец 26 (см. фиг.3), встроенный в нижней литейной форме 2. Соответственно, отливку (не показана), сформировавшуюся за счет коагуляции расплавленного металла в верхней литейной форме 1 и нижней литейной форме 2 выгружают из нижней литейной формы 2, удерживая в верхней литейной форме 1. Затем устройство 50 для литья поднимает верхнюю литейную форму 1 в предписанное положение, завершая открывание литейных форм. Предписанное положение - это положение, где передний конец толкателя 29 и верхняя грань выталкивающей плиты 28 верхней литейной формы 1 не введены в контакт друг с другом. Иными словами, предписанное положение - это положение, в котором имеется зазор между передним концом толкателя 29 и верхней гранью выталкивающей плиты 28 верхней литейной формы 1.
[0055] Далее, как показано на фиг.4 и 10, устройство 50 для литья осуществляет привод исполнительного механизма 16 вращения, что позволяет вращающемуся валу 10, обеспечивающему наклон, первого основного звена 7a осуществлять поворот влево (S21). Соответственно, устройство 50 для литья позволяет верхней литейной форме 1 и нижней литейной форме 2 скользить по дуге за счет срабатывания механизма параллельных звеньев для отделения литейных форм друг от друга в горизонтальном направлении. Между тем, верхняя литейная форма 1 движется к стороне, обращенной к транспортеру, то есть, нижняя литейная форма 2 движется в направлении, обуславливающем сближение с разливочным устройством, переходя в первое состояние разделения. Угол поворота влево исполнительного механизма 16 вращения в этот момент составляет приблизительно от 30° до 45°, а пространство под верхней литейной формой 1 при этом сохраняется.
[0056] Далее, как показано на фиг.4 и 11, устройство 50 для литья обеспечивает втягивание цилиндра 22 для закрывания литейных форм, чтобы поднять верхнюю литейную форму 1 к концу подъема. Соответственно, передний конец толкателя 29 выталкивает в связи с этим выталкивающий палец 26 (см. фиг.3) относительно верхней литейной формы 1 сквозь выталкивающую плиту 28, встроенную в верхней литейной форме 1. В результате, отливку, удерживаемую в верхней литейной формы 1 извлекают (S22) из верхней литейной формы 1. Отливка, выгруженная из верхней литейной формы 1, падает, и ее принимает транспортер, предусмотренный под верхней литейной формой 1. То есть, транспортер также служит в качестве принимающего узла для приема отливки. После этого, отливку транспортируют, например, в холодильник для изделий, выбивное устройство, устройство для отделочной обработки изделий, которое удаляет заусенцы, и т.п., посредством транспортера. Вышеописанная последовательность этапов литья завершается таким образом, что устройство 50 для литья формирует отливку. К тому же, когда вышеописанные этапы литья повторяют, появляется возможность непрерывного формирования отливок.
[0057] После этого, со ссылками на фиг. 5, 7 и 12, будет описан способ замены литейных форм устройства 50 для литья. На фиг.12 представленa блок-схема последовательности операций, иллюстрирующая способ замены литейных форм устройства для литья согласно фиг.1. Как показано на фиг.5 и 12, сначала устройство 50 для литья устанавливают в исходном состоянии (S31). Затем, как показано на фиг.7 и 12, цилиндр 22 для закрывания литейных форм механизма 21 открывания и закрывания удлиняют для опускания верхней литейной формы 1, чтобы закрыть (S32) верхнюю литейную форму 1 и нижнюю литейную форму 2. После этого, в состоянии, где верхняя литейная форма 1 и нижняя литейная форма 2 закрыты таким образом, открепляют верхнюю литейную форму 1 от верхней рамы 5 (S33). Соответственно, верхняя литейная форма 1 высвобождается из верхней рамы 5, переходя в состояние установки только на нижней литейной форме 2. Затем, в состоянии, где верхняя литейная форма 1 установлена на нижней литейной форме 2, цилиндр 22 для закрывания литейных форм механизма 21 открывания и закрывания втягивают, чтобы поднять (S34) основание 3 матрицы верхней литейной формы.
[0058] Далее, исполнительный механизм 16 вращения позволяет вращающемуся валу 10, обеспечивающему наклон, первого основного звена 7a осуществлять поворот вправо на предписанном угол (в данном случае - приблизительно 45°), чтобы первый механизм параллельных звеньев и второй механизм параллельных звеньев сработали, обеспечивая отделение (S35) верхней рамы 5 и нижней рамы 6 друг от друга в горизонтальном направлении. Соответственно, пространство над верхней литейной формой 1 и нижней литейной формой 2, которые подогнаны с друг к другу, становясь единым целым на основании 4 нижней литейной формы, сохраняется, и нижняя рама 6 движется к стороне, обращенной к рабочему пространству, т.е., к оператору. В этом состоянии, нижнюю литейную форму 2 открепляют (S36) от нижней рамы 6). Соответственно, нижняя литейная форма 2 высвобождается из нижней рамы 6, переходя в состояние только установки на нижней раме 6. После этого, составляющие единое целое верхняя литейная форма 1 и нижняя литейная форма 2 извлекаются (S37) из нижней рамы 6.
[0059] Далее, устанавливают (S38) составляющие единое целое другие верхнюю литейную форму 1 и нижнюю литейную форму 2 на основании 4 нижней литейной формы. После это, когда проводят работу в обратном порядке, можно безопасно и легко заменить литейные формы. То есть, сначала крепят (S39) нижнюю литейную форму 2 к нижней раме 6. Далее, исполнительный механизм 16 вращения позволяет осуществлять поворот влево (S40) на предписанный угол (в данном случае - приблизительно на 45°). Затем цилиндр 22 для закрывания литейных форм механизма 21 открывания и закрывания удлиняют для опускания (S41) основания 3 матрицы верхней литейной формы. После этого, верхнюю литейную форму 1 крепят (S42) к верхней раме 5. Затем, как показано на фиг.5 и 12, втягивают цилиндр 22 для закрывания литейных форм механизма 21 открывания и закрывания, чтобы поднять основание 3 матрицы верхней литейной формы, открывая (S43) верхнюю литейную форму 1 и нижнюю литейную форму 2. В результате, устройство 50 для литья возвращается в исходное состояние, так что замена литейных форм устройства 50 для литья окончена. К тому же, открепление нижней литейной формы 2 от нижней рамы 6 можно проводить одновременно с откреплением верхней литейной формы 1 от верхней рамы 5.
[0060] Как описано выше, в устройстве 50 для литья, верхняя рама 5, к которой крепится верхняя литейная форма 1, нижняя рама 6, к которой крепится нижняя литейная форма 2, и пары правого и левого основных звеньев 7 и вспомогательных звеньев 8 связаны друг с другом, образуя механизм параллельных звеньев. К тому же, на центральном участке основного звена 7 предусмотрен вращающийся вал 10, обеспечивающий наклон, а на центральном участке вспомогательного звена 8 так же предусмотрен вращающийся вал 15 центрального участка вспомогательных звеньев. Кроме того, вращающийся вал 10, обеспечивающий наклон, удерживается в несущей раме 17 подшипниками 9 вращения, обеспечивающими наклон, предусмотренными снаружи пары левого и правого механизмов параллельных звеньев, а над несущей рамой 17 также установлен вращающийся вал 15 центрального участка вспомогательных звеньев, и на стороне опорной рамы 19 ведущей стороны исполнительный механизм 16 вращения крепится к вращающемуся валу 10, обеспечивающему наклон.
[0061] Соответственно, все этапы литья, такие, как закрывание литейных форм, извлечение литейных форм и выталкивание изделия, проводятся в верхней раме 5 и нижней раме 6, связанных посредством механизмов параллельных звеньев. Сила, прикладываемая во время закрывания литейных форм, извлечения литейных форм и выталкивания изделия, воспринимается только механизмами параллельных звеньев. В результате, по сравнению с устройством системы переворачивания верхней литейной формы, конструкция для гарантии прочности каждого из элементов упрощается, позволяя сокращать размеры и вес каждого из элементов.
[0062] К тому же, в то время как на несущую раму, поддерживающую устройство при открывании литейных форм и т.п., в устройстве системы переворачивания верхней литейной формы передается большая сила, в устройстве 50 для литья силу воспринимают механизмы параллельных звеньев, вследствие чего появляется возможность уменьшить силу, передаваемую на несущую раму 17, поддерживающую устройство. Соответственно, появляется возможность также сократить размеры и вес несущей рамы 17. Кроме того, по сравнению с устройством системы переворачивания верхней литейной формы, появляется возможность уменьшить количество исполнительных механизмов путем использования механизмов параллельных звеньев. В результате, становится возможным сокращение размеров и веса устройства 50 для литья.
[0063] Устройство 50 для литья включает в себя позиционирующую секцию, которая обеспечивает позиционирование верхней литейной формы 1 и нижней литейной формы 2 в горизонтальном направлении. Соответственно, появляется возможность предотвратить закрывание верхней литейной формы и нижней литейной формы со смещением их друг от друга. Позиционирующая секция состоит и из позиционирующих шпонок 35, предусмотренных на нижнем участке верхней литейной формы 1, и шпоночных пазов 36, предусмотренных на верхнем участке нижней литейной формы 2. В результате, появляется возможность упростить позиционирование верхней литейной формы 1 и нижней литейной формы 2.
[0064] К тому же, наклон верхней литейной формы 1 и нижней литейной формы 2 в устройстве 50 для литья осуществляется путем поворота вращающегося вала 10, обеспечивающего наклон, одного из пары основных звеньев 7 на угол от 45° до 130° с помощью исполнительного механизма 16 вращения в состоянии, где верхняя литейная форма 1 и нижняя литейная форма 2 закрыты механизмом 21 открывания и закрывания. В результате, появляется возможность разливать расплавленный металл, находящийся в ковше 25, в верхнюю литейную форму 1 и нижнюю литейную форму 2.
[0065] Поскольку за счет срабатывания механизмов параллельных звеньев в устройстве 50 для литья отделение друг от друга верхней литейной формы 1 и нижней литейной формы 2 в горизонтальном направлении обеспечивается в состоянии, когда они открыты, появляется возможность обеспечить сохранение пространства под верхней литейной формой 1 и пространства над нижней литейной формой 2. В результате, когда пространство под верхней литейной формой 1 сохраняется в случае, где извлечение сформированной отливки из литейных форм осуществляется путем извлечения из нижней литейной формы 2, что позволяет отливке оставаться в верхней литейной форме 1, у отливки появляется возможность падать на извлекающее устройство за счет извлечения литейных форм из верхней литейной формы 1. К тому же, когда пространство над нижней литейной формой 2 сохраняется при установке стержня, появляется возможность безопасной установки стержня.
[0066] Поскольку в устройстве 50 для литья центр вращения вращающегося вала 10, обеспечивающего наклон, выровнен с центром тяжести механизмов параллельных звеньев, появляется возможность снизить энергию вращения, требующуюся для поворота вращающегося вала 10, обеспечивающего наклон, во время наклона верхней литейной формы 1 и нижней литейной формы 2.
[0067] Устройство 50 для литья включает в себя выталкивающий механизм 37, создающий возможность удаления отливки из литейных форм, а именно, из верхней литейной формы 1 посредством операции подъема верхней литейной формы 1. Соответственно, исполнительный механизм для выталкивания отливки из верхней литейной формы 1 оказывается ненужным. В результате, можно дополнительно сократить количество исполнительных механизмов, так что оказывается возможным дальнейшее сокращение размеров и веса устройства 50 для литья.
[0068] К тому же, в устройстве 50 для литья отделение верхней рамы 5 и нижней рамы 6 друг от друга в горизонтальном направлении можно обеспечить в состоянии, где верхняя литейная форма 1, открепленная от верхней рамы 5, установлена на нижней литейной форме 2, прикрепленной к нижней раме 6. Соответственно, поскольку пространство над составляющими единое целое верхней литейной формой 1 и нижней литейной формой 2 сохраняется, а нижняя рама 6 также приближена к рабочему пространству, появляется возможность безопасной и простой замены литейных форм.
[0069] Кроме того, в устройстве 50 для литья возможна замена литейных форм, безопасная и простая по сравнению с устройством системы переворачивания верхней литейной формы. Помимо этого, поскольку скольжение верхней литейной формы 1 и нижней литейной формы 2 происходит за счет срабатывания механизмов параллельных звеньев, появляется возможность безопасной установки стержня в состоянии, где пространство над нижней литейной формой 2 сохраняется.
[0070] Второй вариант осуществления
На фиг.13 представлен вид спереди устройства для литья в соответствии со вторым вариантом осуществления. Как показано на фиг.13, устройство 50A для литья в соответствии второе варианте осуществления отличается от устройства 50 для литья в соответствии с первым вариантом осуществления главным образом тем, что механизм 21 открывания и закрывания, который обеспечивает движение нижней литейной формы 2 вверх и вниз, предусмотрен в нижней раме 6. Соответственно, в устройстве 50A для литья, нижняя литейная форма 2 выполнена с возможностью движения вверх и вниз. В нижеследующем тексте будет описано главным образом различие между устройством 50A для литья в соответствии со вторым вариантом осуществления и устройством 50 для литья в соответствии с первым вариантом осуществления, а повторного описания не будет.
[0071] На фиг.14 показано сечение верхней литейной формы и нижней литейной формы согласно фиг.13. Как показано на фиг.14, в устройстве 50A для литья выталкивающий цилиндр 30 предусмотрен в верхней раме 5, а выталкивающий механизм 37 предусмотрен в нижней раме 6. К тому же, в устройстве 50A для литья выталкивающая плита 28 расположена во внутреннем пространстве, образованном изнутри от нижнего конца участка нижней литейной формы 2. Каждый из выталкивающих пальцев 26 предусмотрен в верхней грани выталкивающей плиты 28. Каждый из выталкивающих пальцев 26 движется вверх и вниз сквозь отверстие, проходящее от внутреннего пространства нижней литейной формы 2 к полости для формирования отливку. Тогда каждый из выталкивающих пальцев 26 выталкивает своим передним концом отливку, находящуюся в полости. Каждой из возвратных пальцев 27 предусмотрен в положении, отличающемся от того, в котором находится каждый из выталкивающих пальцев 26, в верхней грани выталкивающей плиты 28. Каждый из возвратных пальцев 27 движется вверх и вниз сквозь отверстие, проходящее от внутреннего пространства нижней литейной формы 2 к верхней грани нижней литейной формы 2. Тогда передний конец каждого из возвратных пальцев 27 вводится в контакт с нижней гранью верхней литейной формы 1, опуская выталкивающую плиту 28 во время процесса, в ходе которого верхняя литейная форма 1 и нижняя литейная форма 2 закрыты.
[0072] Каждый из толкателей 29 предусмотрен в верхней грани нижней рамы 6. К тому же, каждый из толкателей 29 расположен в верхней грани нижней рамы 6, пронизывая основание 4 нижней литейной формы. В состоянии, где каждый из толкателей 29 вставлен в отверстие, проходящее от нижней грани нижней литейной формы 2 к внутреннему пространству, передний конец каждого из толкателей 29 расположен под выталкивающей плитой 28 во внутреннем пространстве. Длина каждого из толкателей 29 задана такой, что каждый из толкателей 29 толкает вверх выталкивающую плиту 28, когда цилиндр 22 для закрывания литейных форм втягивается, обеспечивая достижение конца опускания нижней литейной формой 2. То есть, каждый из толкателей 29 попадает во внутреннее пространство на предписанную длину, проходя сквозь отверстие, проходящее от нижней грани нижней литейной формы 2 к внутреннему пространству, образованному на нижнем участке нижней литейной формы 2, чтобы предотвратить опускание выталкивающей плиты 28. Остальная конструкция является такой же, как конструкция устройства 50 для литья в соответствии с первым вариантом осуществления.
[0073] В способе литья, предусматривающем использование устройства 50A для литья, извлечение верхней литейной формы 1 и открывание литейных форм проводятся параллельно на вышеописанном этапе S20. В частности, устройство 50 для литья опускает нижнюю литейную форму 2 с помощью механизма 21 открывания и закрывания, предусмотренного в нижней раме 6, начиная открывание верхней литейной формы 1 и нижней литейной формы 2. При этом начинается действие выдвижения выталкивающего цилиндра 30, предусмотренного в верхней раме 5. Выталкивающий цилиндр 30 удлиняется, выталкивая выталкивающий палец 26, встроенный в верхней литейной форме 1. Соответственно, отливка (не показана), сформировавшаяся за счет коагуляции расплавленного металла в верхней литейной форме 1 и нижней литейной форме 2, извлекается из верхней литейной формы 1, удерживаясь в нижней литейной форме 2. На вышеописанном этапе S22 осуществляют извлечение нижней литейной формы 2. В частности, нижнюю литейную форму 2 опускают до конца опускания с помощью механизма 21 открывания и закрывания. Соответственно, передний конец толкателя 29 выталкивает в связи с этим выталкивающий палец 26 относительно нижней литейной формы 2 сквозь выталкивающую плиту 28, встроенную в нижней литейной форме 2. В результате, отливку, удерживаемую в нижней литейной форме 2, извлекают из нижней литейной формы 2.
[0074] В способе замены литейных форм, предусматривающем использование устройства 50A для литья, сначала поднимают нижнюю литейную форму 2 из состояния, показанного на фиг.13, чтобы закрыть нижнюю литейную форму 2 и верхнюю литейную форму 1. Затем открепляют верхнюю литейную форму 1 от верхней рамы 5. Далее, опускают основание 4 нижней литейной формы в состоянии, где верхняя литейная форма 1 установлена на нижней литейной форме 2. После этого, обеспечивают отделение верхней рамы 5 и нижней рамы 6 друг от друга в горизонтальном направлении за счет срабатывания механизмов параллельных звеньев. Затем открепляют нижнюю литейную форму 2 от нижней рамы 6. После этого, составляющие единое целое верхнюю литейную форму 1 и нижнюю литейную форму 2 вынимают из нижней рамы 6, а потом устанавливают другие составляющие единое целое верхнюю литейную форму 1 и нижнюю литейную форму 2 на нижней раме 6. После этого - в процессе проведения работы в обратном порядке - можно заменить литейные формы. К тому же, открепление нижней литейной формы 2 от нижней рамы 6 можно провести одновременно с откреплением верхней литейной формы 1 от верхней рамы 5.
[0075] Устройство 50A для литья позволяет достичь такого же эффекта, как вышеописанный применительно к устройству 50 для литья.
[0076] Третий вариант осуществления
На фиг.15 представлен вид спереди устройства для литья в соответствии с третьим вариантом осуществления. На фиг.16 представлен вид сбоку устройства для литья согласно фиг.15. Как показано на фиг.15 и 16, устройство 50B для литья в соответствии с третьим вариантом осуществления отличается от устройства 50 для литья в соответствии с первым вариантом осуществления тем, что предусмотрены пара первых теплоизолирующих крышек 41 и пара вторых теплоизолирующих крышек 42.
[0077] Пара первых теплоизолирующих крышек 41 расположены в пространстве между парой основных звеньев 7, верхней литейной формой 1 и нижней литейной формой 2. В частности, одна из первых теплоизолирующих крышек 41 расположена в пространстве между первым основным звеном 7a, верхней литейной формой 1 и нижней литейной формой 2. Другая из первых теплоизолирующих крышек 41 расположена в пространстве между вторым основным звеном 7b, верхней литейной формой 1 и нижней литейной формой 2. Пара первых теплоизолирующих крышек 41 расположены так, что они обращены друг к другу в поперечном направлении (горизонтальном направлении, в данном случае - направлении Х) поперек верхней литейной формы 1 и нижней литейной формы 2. В данном случае, пара первых теплоизолирующих крышек 41 расположены параллельно друг другу. Первая теплоизолирующая крышка 41 крепится к основному звену 7, например, болтом или аналогичным средством. Затем первую теплоизолирующую крышку 41 крепят путем отделения от основного звена 7.
[0078] В пространстве между верхней рамой 5 и нижней рамой 6, область в боковых гранях верхней литейной формы 1 и нижней литейной формы 2, обращенная к основному звену 7, накрыта первой теплоизолирующей крышкой 41. Первая теплоизолирующая крышка 41 может быть выполнена из жаростойкого элемента. Первая теплоизолирующая крышка 41 выполнена из стальной плиты толщиной, например, несколько миллиметров. Каждая из первых теплоизолирующих крышек 41 имеет одну и ту же форму. Первой теплоизолирующей крышке 41 придана, например, по существу, прямоугольная форма. В данном случае, первой теплоизолирующей крышке 41 придана форма с вырезом, предусмотренным на участке, соприкасающемся с трубами и проводами (не показаны) устройства 50B для литья.
[0079] Пара вторых теплоизолирующих крышек 42 расположены в пространстве между парой вспомогательных звеньев 8, верхней литейной формой 1 и нижней литейной формой 2. В частности, одна из вторых теплоизолирующих крышек 42 расположена в пространстве между первым вспомогательным звеном 8a, верхней литейной формой 1 и нижней литейной формой 2. Другая из вторых теплоизолирующих крышек 42 расположена в пространстве между вторым вспомогательным звеном 8b, верхней литейной формой 1 и нижней литейной формой 2. Пара вторых теплоизолирующих крышек 42 расположены так, что они обращены друг к другу в поперечном направлении (горизонтальном направлении, в данном случае - направлении Х) поперек верхней литейной формы 1 и нижней литейной формы 2. В данном случае, пара вторых теплоизолирующих крышек 42 расположены параллельно друг другу. Вторая теплоизолирующая крышка 42 крепится к вспомогательному звену 8, например, болтом или аналогичным средством. Затем вторую теплоизолирующую крышку 42 крепят путем отделения от вспомогательного звена 8.
[0080] В пространстве между верхней рамой 5 и нижней рамой 6, область в боковых гранях верхней литейной формы 1 и нижней литейной формы 2, обращенная к вспомогательному звену 8, накрыта второй теплоизолирующей крышкой 42. Вторая теплоизолирующая крышка 42 может быть выполнена из жаростойкого элемента. Вторая теплоизолирующая крышка 42 выполнена из стальной плиты толщиной, например, несколько миллиметров. Каждая из вторых теплоизолирующих крышек 42 имеет одну и ту же форму. Второй теплоизолирующей крышке 42 придана, например, по существу, прямоугольная форма. В данном случае, второй теплоизолирующей крышке 42 придана форма с вырезом, предусмотренным на участке, соприкасающемся с трубами и проводами (не показаны) устройства 50B для литья. Остальная конструкция является такой же, как у устройства 50 для литья в соответствии с первым вариантом осуществления.
[0081] Сразу же после разливки расплавленного металла в верхнюю литейную форму 1 и нижнюю литейную форму 2, эти литейные формы нагреваются до высокой температуры. Поскольку основное звено 7 и вспомогательное звено 8 расположены около верхней литейной формы 1 и нижней литейной формы 2, эти звенья подвергаются влиянию тепла верхней литейной формы 1 и нижней литейной формы 2. Под влиянием тепла, каждое из основного звена 7 и вспомогательного звена 8 имеет тепловое расширение. Если существует разница между величиной теплового расширения первого основного звена 7a и величиной теплового расширения второго основного звена 7b и если существует разница между величиной теплового расширения первого вспомогательного звена 8a и величиной теплового расширения второго вспомогательного звена 8b, верхнюю литейную форму 1 и нижнюю литейную форму 2 могут наклоняться. Соответственно, точность извлечения отливки из верхней литейной формы 1 и нижней литейной формы 2 может снизиться. Поскольку устройство 50B для литья обеспечивает достижение такого же эффекта, как достигаемый вышеописанным устройством 50 для литья, а также включает в себя первую теплоизолирующую крышку 41 и вторую теплоизолирующую крышку 42, появляется возможность уменьшить влияние тепла верхней литейной формы 1 и нижней литейной формы 2 на основное звено 7 и вспомогательное звено 8. За счет использования первой теплоизолирующей крышки 41 и второй теплоизолирующей крышки 42, температура основного звена 7 и вспомогательного звена 8 уменьшается приблизительно на 50°C. В результате, поскольку величина теплового расширения основного звена 7 и вспомогательного звена 8 уменьшается, уменьшается и снижение точности извлечения отливки из верхней литейной формы 1 и нижней литейной формы 2.
[0082] Хотя вплоть до этого момента описан каждый из вариантов осуществления, данное изобретение не ограничивается каждым из вышеописанных вариантов осуществления. Например, вместо осуществления извлечения отливки из верхней литейной формы 1 или нижней литейной формы 2 с помощью выталкивающего цилиндра 30, выталкивание выталкивающей плиты 28 может быть осуществлено посредством пружины. В таком случае, поскольку во время закрывания верхней литейной формы 1 и нижней литейной формы 2 верхняя литейная форма 1 толкает вниз возвратный палец 27 нижней литейной формы 2, опуская выталкивающий палец 26, сила закрывания литейных форм уравновешивается величиной силы, толкающей вниз возвратный палец 27; вместе с тем, оказывается возможным сокращение количества исполнительных механизмов.
[0083] К тому же, хотя цилиндр 22 для закрывания литейных форм и выталкивающий цилиндр 30 могут быть любыми из предусматривающих электрический привод, гидравлический привод и пневматический привод; с точки зрения манипуляций расплавленным металлом, каждый из этих цилиндров может быть предусматривающим электрический привод, гидравлический привод или пневматический привод, в котором не используется возгорающееся масло для гидравлических систем. На компоновку каждого из устройств 50, 50A и 50B для литья ограничений нет, если возможна подача расплавленного металла с помощью разливочного устройства 60 или 60A. Таким образом, например, каждое из устройств 50, 50A и 50B для литья может быть расположено, например, в круге, охватывающем разливочное устройство 60 или 60A. Количество каждых из устройств 50, 50A и 50B для литья, раздаточных печей 52, устройств 54 для формования стержней и разливочных устройств 60 и 60A может составлять единицу или более. К тому же, устанавливать стержень может не оператор, а робот, например - с манипулятором шарнирной конструкции для установки стержня. Механизм 21 открывания и закрывания может обеспечивать движение верхней литейной формы 1 и нижней литейной формы 2 вверх и вниз.
[0084] Устройство 50B для литья может включать в себя, по меньшей мере, одну или несколько из пары первых теплоизолирующих крышек 41 и пары вторых теплоизолирующих крышек 42. К тому же, по меньшей мере, одну или несколько боковых граней верхней литейной формы 1 и нижней литейной формы 2 можно накрыть парой первых теплоизолирующих крышек 41 и парой вторых теплоизолирующих крышек 42. Кроме того, первую теплоизолирующую крышку 41 и вторую теплоизолирующую крышку 42 можно выполнить как единое целое друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под давлением полимерных материалов | 1978 |
|
SU753351A3 |
| СПОСОБ ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ | 2015 |
|
RU2632046C1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| ЛИТЕЙНАЯ УСТАНОВКА | 2015 |
|
RU2686132C1 |
| Способ литья под давлением и машина для его осуществления | 1981 |
|
SU1287976A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2031757C1 |
| СТЕНД, ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2003 |
|
RU2328360C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2112624C1 |
| Устройство для литья под низким давлением | 1973 |
|
SU502595A3 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ | 2014 |
|
RU2640537C2 |
Изобретение относится к области литья металла. Устройство содержит верхнюю раму (5), к которой прикреплена верхняя литейная форма (1), и нижнюю раму (6), к которой прикреплена нижняя литейная форма (2). Открывание и закрывание литейных форм обеспечивает механизм (21) открывания и закрывания, перемещающий литейные формы вверх и вниз. Наклон литейных форм обеспечивают первое основное звено (7а) и первое вспомогательное звено (8а). Верхний конец первого основного звена (7а) соединен с возможностью вращения с верхней рамой, его нижний конец соединен с возможностью вращения с нижней рамой, а центральный участок звена (7а) обеспечен валом (10), выполненным с возможностью вращения. Вращение звена (7а) вокруг вала (10) обеспечивается узлом привода (16). Первое вспомогательное звено (8а) расположено параллельно первому основному звену (7а), при этом верхний конец звена (8а) соединен с возможностью вращения с верхней рамой, его нижний конец соединен с возможностью вращения с нижней рамой, а центральный участок звена (8а) обеспечен вращающимся валом. Верхняя рама, нижняя рама, первое основное звено и первое вспомогательное звено составляют первый механизм параллельных звеньев. Обеспечивается упрощение конструкции и сокращение размеров и веса устройства для литья. 2 н. и 9 з.п. ф-лы, 16 ил.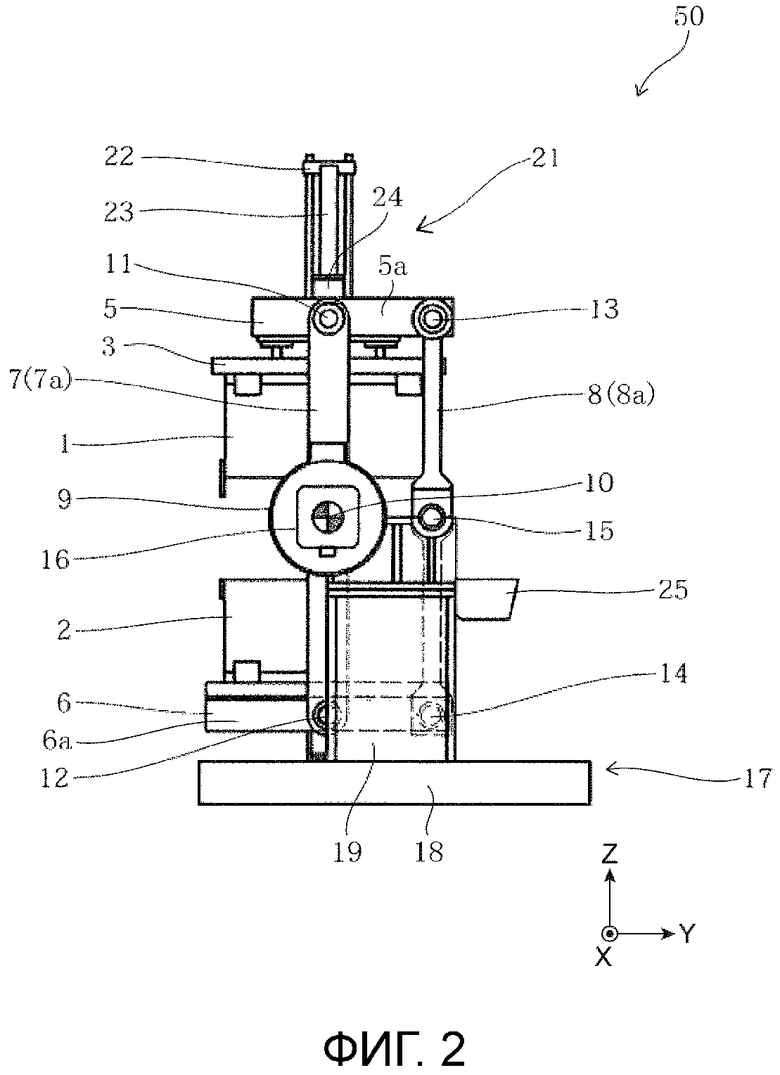
1. Устройство для литья металлической отливки, содержащее:
- верхнюю литейную форму и нижнюю литейную форму для литья расплавленного металла, поступающего в них самотеком, причем литейные формы выполнены с возможностью открывания, закрывания и наклона,
- верхнюю раму, к которой прикреплена верхняя литейная форма,
- нижнюю раму, к которой прикреплена нижняя литейная форма,
- механизм открывания и закрывания, обеспечивающий движение вверх и вниз любой из верхней литейной формы и нижней литейной формы с осуществлением открывания и закрывания верхней литейной формы и нижней литейной формы,
- первое основное звено, верхний конец которого соединен с возможностью вращения с верхней рамой, нижний конец соединен с возможностью вращения с нижней рамой, а центральный участок первого основного звена обеспечен валом, выполненным с возможностью вращения,
- первое вспомогательное звено, расположенное параллельно первому основному звену, при этом верхний конец первого вспомогательного звена соединен с возможностью вращения с верхней рамой, его нижний конец соединен с возможностью вращения с нижней рамой, а центральный участок первого вспомогательного звена обеспечен валом, выполненным с возможностью вращения, и
- узел привода, связанный с валом первого основного звена, обеспечивающий вращение первого основного звена вокруг вала,
при этом верхняя рама, нижняя рама, первое основное звено и первое вспомогательное звено составляют первый механизм параллельных звеньев.
2. Устройство по п. 1, содержащее:
- второе основное звено, верхний конец которого соединен с возможностью вращения с верхней рамой, нижний конец соединен с возможностью вращения с нижней рамой, а центральный участок второго основного звена обеспечен валом, выполненным с возможностью вращения, и
- второе вспомогательное звено, расположенное параллельно второму основному звену, при этом верхний конец второго вспомогательного звена соединен с возможностью вращения с верхней рамой, нижний конец соединен с возможностью вращения с нижней рамой, а центральный участок второго вспомогательного звена обеспечен валом, выполненным с возможностью вращения,
при этом верхняя рама, нижняя рама, второе основное звено и второе вспомогательное звено составляют второй механизм параллельных звеньев, причем первый механизм параллельных звеньев и второй механизм параллельных звеньев расположены параллельно друг другу с обращением друг к другу поперек верхней литейной формы и нижней литейной формы.
3. Устройство по п. 1 или 2, содержащее позиционирующую секцию для позиционирования верхней литейной формы и нижней литейной формы в горизонтальном направлении.
4. Устройство по п. 3, в котором позиционирующая секция содержит шпонку, выполненную на нижнем конце боковой грани верхней литейной формы, и паз, выполненный на верхнем конце боковой грани нижней литейной формы, причем паз выполнен с возможностью согласования со шпонкой.
5. Устройство по одному из пп. 1-4, в котором верхняя литейная форма и нижняя литейная форма выполнены с возможностью наклона посредством поворота вала первого основного звена на угол 45-130° при нахождении узла привода в состоянии, в котором верхняя и нижняя литейные формы закрыты механизмом открывания и закрывания.
6. Устройство по одному из пп. 1-5, выполненное с возможностью отделения верхней литейной формы и нижней литейной формы друг от друга в горизонтальном направлении посредством поворота вала первого основного звена на заданный угол с помощью узла привода при открытых механизмом открывания и закрывания верхней и нижней литейных формах.
7. Устройство по одному из пп. 1-6, в котором центр вращения вала первого основного звена выровнен с центром тяжести вращающегося узла, включающего открытые или закрытые верхнюю и нижнюю литейные формы и верхнюю и нижнюю рамы.
8. Устройство по одному из пп. 1-7, в котором механизм открывания и закрывания расположен в верхней раме и обеспечивает открывание и закрывание верхней литейной формы и нижней литейной формы за счет движения верхней литейной формы вверх и вниз, при этом устройство для литья снабжено выталкивающим механизмом, содержащим:
выталкивающую плиту, расположенную в пространстве, образованном внутри верхнего конца верхней литейной формы, и которая выполнена с возможностью движения вверх и вниз;
выталкивающий палец, выполненный в нижней грани выталкивающей плиты для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства верхней литейной формы к полости для формирования отливки, и передний конец которого выполнен с возможностью выталкивания отливки, находящейся в полости литейной формы,
возвратный палец, выполненный в положении, отличающемся от положения, в котором выполнен выталкивающий палец, в нижней грани выталкивающей плиты для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства верхней литейной формы к нижней грани верхней литейной формы, и передний конец которого введен в контакт с верхней гранью нижней литейной формы для подъема выталкивающей плиты во время процесса, в ходе которого верхняя литейная форма и нижняя литейная форма закрыты, и
регулирующий элемент, выполненный в нижней грани верхней рамы, передний конец которого расположен в упомянутом пространстве над выталкивающей плитой при вставлении в отверстие, проходящее от верхней грани верхней литейной формы к упомянутому пространству.
9. Устройство по одному из пп. 1-7, в котором механизм открывания и закрывания расположен в нижней раме и обеспечивает открывание и закрывание верхней литейной формы и нижней литейной формы за счет движения нижней литейной формы вверх и вниз, при этом устройство для литья дополнительно содержит выталкивающий механизм, содержащий:
выталкивающую плиту, расположенную в пространстве, образованном внутри нижнего конца нижней литейной формы, и которая выполнена с возможностью движения вверх и вниз,
выталкивающий палец, выполненный в верхней грани выталкивающей плиты для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства нижней литейной формы к полости для формирования отливки, передний конец которого обеспечивает выталкивание отливки, находящейся в полости литейной формы,
возвратный палец, выполненный в положении, отличающемся от положения, в котором выполнен выталкивающий палец, в верхней грани выталкивающей плиты для совершения движений вверх и вниз сквозь отверстие, проходящее от пространства нижней литейной формы к верхней грани нижней литейной формы, и передний конец которого введен в контакт с нижней гранью верхней литейной формы для опускания выталкивающей плиты во время процесса, в ходе которого верхняя литейная форма и нижняя литейная форма закрыты,
и регулирующий элемент, выполненный в верхней грани нижней рамы, передний конец которого расположен под выталкивающей плитой в упомянутом пространстве при вставлении в отверстие, проходящее от нижней грани нижней литейной формы к упомянутому пространству.
10. Устройство по одному из пп. 1-9, содержащее теплоизолирующую крышку, расположенную в пространстве между по меньшей мере одним из первого основного звена и первого вспомогательного звена и по меньшей мере одной из верхней литейной формы и нижней литейной формы.
11. Способ литья металлической отливки посредством устройства по одному из пп. 1-10, включающий литье расплавленного металла, поступающего самотеком в верхнюю и нижнюю литейные формы, причем замену литейных форм выполняют по следующим этапам:
- открепление верхней литейной формы от верхней рамы в состоянии, в котором верхняя и нижняя литейные формы закрыты посредством механизма открывания и закрывания,
- отделение верхней рамы и нижней рамы друг от друга в горизонтальном направлении путем поворота вала первого основного звена на заданный угол с помощью узла привода для приведения в действие первого механизма параллельных звеньев,
- открепление нижней литейной формы от нижней рамы,
- извлечение верхней и нижней литейных форм из нижней рамы и установку других верхней и нижней литейных форм на нижней раме.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Автоматическая литейная линия | 1988 |
|
SU1675051A1 |
| Кантователь | 1980 |
|
SU1126369A1 |
| ЛУГОВОЙ СТРУГ | 1927 |
|
SU11340A1 |

