Изобретение относится к способу получения соединения разнородных материалов и может быть использовано в судостроении, авиации, химическом машиностроении, силовой энергетике и других отраслях промышленности.
Задачей изобретения является повышение механических свойств сварного соединения из разнородных материалов.
Поставленная задача достигается тем, что в способе выполняется специальная подготовка торцов свариваемых деталей для стыковых соединений и технологическими приемами сварки трением с перемешиванием. С помощью фрезерного станка выполняется обработка поверхности кромок (пила) и может быть использован инструмент для сварки трением с перемешиванием. Способ обеспечивает повышение прочности и герметичности соединений разнородных материалов. 5 з.п. ф-лы, 3 ил., 2 табл.
Известен способ подготовки поверхности заготовок для сварки разнородных материалов (патент RU 2720018 С2, 23.04.2020), включающий обработку торцов соединяемых деталей из более тугоплавкого и более легкоплавкого металла (в виде скосов 30° и 60°).
Недостатком известного способа является ограниченная область его применения, так как известный способ пригоден только для обработки кромок тонких листов (толщиной до 5 мм). При толщинах свариваемых заготовок более 5 мм происходит непровар концевых участков сварного соединения, что может приводить к возникновению источника уменьшения механических свойства сварного шва.
Для увеличения площади контактной поверхности торцов свариваемых деталей и перераспределения силовых составляющих, ответственных за активацию процесс формирования адгезионных связей, были подготовлены детали, из тугоплавкого и пластичного металлов с кромкой в виде «пилы». Шаг пилы ограничен лишь размерами фрезы для обработки свариваемых образцов, а высота зубьев должна быть принята равной половине ее диаметра, но меньше диаметра штыря. Нарушение этого соотношения приводит к образованию локального непровара по краям, из-за недостаточной величины удельного давления.
Перемешивание свариваемых металлов происходит интенсивнее, так как траектория движения пересекает зубья последовательно легкоплавкого и тугоплавкого металла.
Данный технолого-конструкторский прием позволяет увеличить поверхность взаимодействия и активировать процесс перемешивания путем захвата штырем наконечника инструмента мягкого материала (алюминиевый сплав АД1) и смешивание с менее пластичным материалом (медный сплав M1), что влияет на перераспределение нормальной и тангенциальной составляющих растягивающей нагрузки, приложенной по оси сварного соединения.
Технический результат достигается тем, что увеличивается площадь взаимодействия свариваемых деталей из разнородных материалов, включающее выполнение в детали из более тугоплавкого и легкоплавкого материалов скоса кромок. Воздействие на свариваемые детали происходит за счет вращающегося цилиндрического штыря инструмента для сварки трением с перемешиванием при пересечении зубьев менее пластичного и мягкого материалов. В качестве более тугоплавкого материала может быть использована, например: медный сплав, титановый сплав, сталь, в качестве более легкоплавкого материала - алюминий или его сплавы. Заявляемые способы поясняется чертежами.
На фиг. 1 представлены виды подготовки кромки в виде пила (коричневый лист - тугоплавкий материал, серый лист - пластичный материал) для металла толщиной 3 мм. Габаритные размеры технологических подготовок кромок зависит от технических характеристик заплечика и штыря инструмента.
На фиг. 2 представлен виды подготовок кромок пила, где 1 - заплечик инструмента, 2 - деталь из более тугоплавкого материала, содержащая выступ в виде зубьев, 3 - штырь инструмента, 4 - деталь из более легкоплавкого материала с зубьями. Представлены габаритные размеры кромок и взаимное расположение материалов, а также место ввода инструмента.
На фиг. 3 представлено сварное соединение «пила»: а - внешний вид сварного соединения алюминиевого (АД1) и медного (M1) сплавов, 6 - рентгеновский снимок стыкового соединения «пила».
Соединение осуществляют следующим образом.
На детали 2 из тугоплавкого материала (медного сплава) и детали 4 из менее тугоплавкого материала (алюминиевого сплава) выполняется обработка торца листового проката. На стол фрезерного станка укладывают деталь 2 и состыковывается с деталью 4. Детали располагаются так, что пластичный материал находится на отступающей стороне, а тугоплавкий на набегающей стороне сварного шва. Эти детали жестко закрепляют на столе. После чего к ним подводят вращающийся инструмент, заглубляют его в серединную линию подготовленной кромки и осуществляют перемещение по ней вдоль линии. За счет трения заплечика 1 и штыря 3 инструмента в детали 4 и 2 происходит, нагрев соединяемых кромок. При этом менее пластичный материал детали 2 перемешивается с мягким металлом 4 из-за вращения штыря 3. Происходит интенсивное перемешивание, образуя механическое соединение.
Ниже приведен пример осуществления способа.
В лабораторных условиях выполнены соединения пластин длиной 200 мм, шириной 200 мм с толщиной медной пластины 3 мм и 6 мм с пластиной из алюминиевого сплава АД1 толщиной 3 мм по предлагаемому способу.
В качестве привода инструмента использован фрезерный станок 6Т80Ш.
Были выполнены подготовка торца кромок зависимости от толщины свариваемых образцов.
Режим получения соединения:
Диаметр цилиндрического инструмента с плоской контактной поверхностью D=16 мм;
Диаметр штыря у заплечика d1=5 мм;
Диаметр штыря у наконечника d2=3,5 мм;
Форма штыря усеченный конус;
Скорость вращения инструмента - 900 об/мин;
Материал инструмента - ВК-8;
Угол наклона инструмента относительно вертикальной оси α - 3 град;
Величина заглубления инструмента h - 0,2 мм;
Скорость продольного перемещения инструмента - 25 мм/мин;
Полученные соединения испытаны на разрывной машине Р-5.
Результаты испытаний приведены в таблице 1.

Из таблицы 1 видно, что подготовки торцов свариваемых пластин в виде пилы превышает в 1,8 раз механических свойств чем стыковое соединение без подготовки кромок и превышает в 1,2 раз механические свойства по сравнению со скосом 60°.
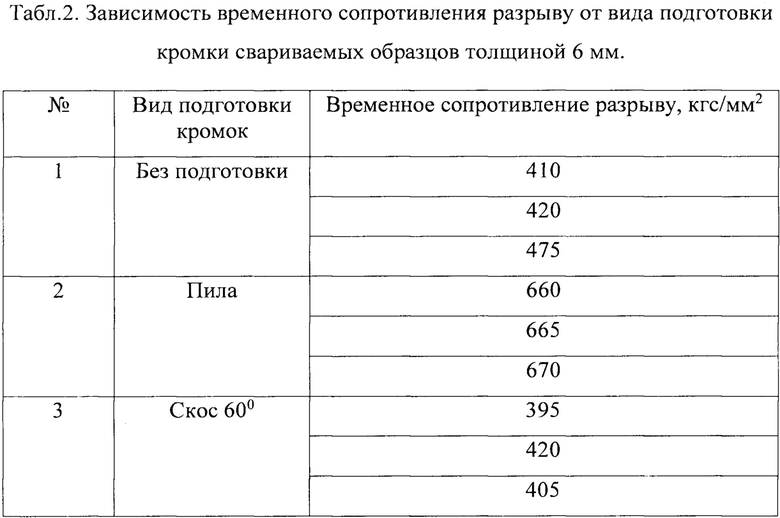
Из таблицы 2 видно, что подготовки торцов свариваемых пластин в виде пилы превышает в 1,6 раз механических свойств чем стыковое соединение без подготовки кромок и и 1,8 раз в виде скоса. Это увеличение эксплуатационных характеристик сварного соединения вызвано увеличением площади контакта соединяемых деталей.
Таким образом, использование заявляемого способа подготовки торца соединяемых разнородных материалов и технологии сварки трением с перемешиванием позволяет получить высокопрочные и герметичные соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| Способ получения неразъемного герметичного соединения из разнородных материалов с помощью сварки трением с перемешиванием | 2024 |
|
RU2835220C1 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2009 |
|
RU2415739C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И СОЕДИНЕНИЕ ДВУХ ДЕТАЛЕЙ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2441735C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2446927C1 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| Способ получения неразъёмного соединения деталей из разнородных материалов, одна из которых выполнена из пластичного металла | 2016 |
|
RU2642239C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |

Изобретение относится к способу получения соединения разнородных материалов и может быть использовано в судостроении, авиации, химическом машиностроении, силовой энергетике и других отраслях промышленности. Поставленная задача достигается тем, что в способе выполняется специальная подготовка торцов свариваемых деталей для стыковых соединений технологическими приемами сварки трением с перемешиванием. С помощью фрезерного станка выполняется обработка поверхности кромок в виде пилы, и может быть использован инструмент для сварки трением с перемешиванием. Обеспечивается повышение прочности и герметичности соединений разнородных материалов. 1 з.п. ф-лы, 3 ил., 2 табл.
1. Способ соединения сваркой трением с перемешиванием листовых деталей, одна из которых выполнена из более тугоплавкого металла, а другая - из более легкоплавкого металла, включающий обработку торцов свариваемых деталей, их состыковку и воздействие на стык свариваемых деталей вращающимся инструментом с образованием сварного соединения, отличающийся тем, что обработку производят путем выполнения на торцах листовых деталей из более тугоплавкого и более легкоплавкого металлов скоса в виде пила, при этом воздействие инструмента осуществляют путем введения штыря инструмента по срединной линии зубьев пилы при вращении инструмента против часовой стрелки.
2. Способ по п. 1, отличающийся тем, что одна из соединяемых деталей выполнена из меди или медного сплава, а другая - из алюминия или алюминиевого сплава.
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| Пропеллер | 1931 |
|
SU28399A1 |
| Микропрограммное устройство управления | 1976 |
|
SU615480A1 |
