Изобретение относится к прокатной клети согласно ограничительной части пункта 1 формулы изобретения и к способу замены рабочих валков, удерживаемых в прокатной клети, согласно ограничительным частям пунктов 7 и 9 формулы изобретения. Прокатная клеть может быть предусмотрена для применения в установках для холодной или горячей прокатки. Под прокатной клетью может подразумеваться, например, клеть на основе гиперболоида вращения. Под прокатываемом материалом предпочтительно подразумевается металлический профиль или полоса металла.
Обычные прокатные клети, которые позволяют осуществлять замену валков, уже известны из уровня техники. В этом отношении делается ссылка на DE 101 16 988 А1, показывающий такое решение. Аналогичные и другие решения показаны в GB 2 094 684 А и JP Н02 20603 А. Однако их конструкция часто весьма сложна. Кроме того, замена рабочих валков, как правило, удается только в том случае, когда в прокатной клети уже нет материала, предназначаемого для прокатки, поскольку прокатываемый материал с выступающей кромкой оказывается помехой и/или поскольку прокатываемый материал, если он еще и горячий, оказывает тепловое воздействие на необходимые для замены конструктивные элементы, устанавливаемые там в течение длительного времени.
Прокатная клеть, в которой во время замены валков обеспечена возможность дальнейшего беспрепятственного прохождения прокатываемого материала через прокатную клеть, известна из JP 2006 075857 А. Перед заменой валков опору из монтажного элемента на стороне привода нижнего рабочего валка поднимают вверх, чтобы приподнять верхний рабочий валок вместе с его монтажным элементом и навесить его на верхнюю несущую направляющую. Несущая направляющая проходит насквозь со стороны привода к стороне обслуживания прокатной клети и жестко закреплена на обеих сторонах. После навешивания верхнего рабочего валка опору снова опускают ниже уровня прокатываемого материала, прежде чем начать извлечение рабочих валков. Затем верхний и нижний рабочие валки вместе выводят из прокатной клети поперек линии прокатки, в то время как прокатываемый материал проходит дальше через прокатную клеть.
В основе изобретения лежит задача такого усовершенствования обычной прокатной клети и способа таким образом, что монтажное пространство в прокатной клети над линией прокатки остается во время прокатки свободным, за исключением времени замены валков. Кроме того, замена валков осуществляется значительно более эффективно.
Задача изобретения в отношении устройства решена предметом пункта 1 формулы изобретения.
Понятие "перемещение" согласно изобретению подразумевает не только перемещение несущей направляющей в целом, например, посредством ее сдвига или поворота, но и "телескопическое" перемещение. То есть возможность движения несущей направляющей изнутри нее самой, например, в смысле выдвигания/удлинения или, соответственно, взаимного задвигания/укорочения.
Понятие "рабочий валок" согласно изобретению предпочтительно описывает те валки, которые для прокатки прокатываемого материала находятся в непосредственном взаимодействии с ним.
При этом понятие "линия прокатки" описывает участок, вдоль которого при прокатке транспортируют прокатываемый материал в направлении прокатки.
Сторона привода описывает ту сторону прокатной клети или, соответственно, рабочих валков, на которой приводы соединены с рабочими валками. Сторона обслуживания расположена напротив стороны привода и описывает ту сторону, которая свободна от приводов для обеспечения возможности изъятия рабочих валков из прокатной клети для замены валков.
Если в данном описании понятия "нижняя …" или, соответственно, "верхняя несущая направляющая", "привод вертикального перемещения", "балансировочный цилиндр", "ползун", "направляющая планка", "опорная балка" используются только в единственном числе, то соответствующее высказывание по существу относится к составляющим указанных устройств как на стороне входа, так и на стороне выхода.
Понятие "удерживать" подразумевает не зафиксированное состояние, а только "поддержание", противодействующее силе тяжести. Перемещение (несущей направляющей) возможно, в частности, в горизонтальном или вертикальном направлении.
На стойке прокатной клети на стороне привода верхняя несущая направляющая предпочтительно установлена почти свободно. Вследствие того, что верхнюю несущую направляющую удерживает на стойке прокатной клети на стороне привода только направляющая планка, в которой она размещена с возможностью горизонтального перемещения, и что эта направляющая планка выполнена, например, таким образом, что обеспечена возможность ее временного удаления из области линии прокатки посредством сдвигания в направлении стороны привода, обеспечена предпочтительная возможность освобождения пространства над линией прокатки от несущей направляющей до и после замены валков. Кроме того, выполненная таким образом верхняя несущая направляющая не создает помехи на стойке прокатной клети на стороне обслуживания, так что всегда возможен особенно удобный доступ к прокатной клети со стороны обслуживания.
Благодаря заявленной неожиданно простой конструкции несущей направляющей замена верхнего рабочего валка возможна даже в то время, когда прокатываемый материал, предназначенный для прокатки, находится внутри прокатной клети. Такая замена валков "на металле" очень эффективна. В частности, в установке для бесслитковой прокатки, работающей в непрерывном режиме, предпочтительно применение настоящего устройства для замены рабочих валков, так как при этом для замены валков не приходится прерывать непрерывный процесс литья.
Верхняя несущая направляющая может быть выполнена, в частности, при соответствующем варианте осуществления ползуна, предусмотренного на монтажном элементе верхнего рабочего валка, настолько короткой, что она не выступает или только пренебрежимо мало выступает в линию прокатки.
Тот факт, что во время процесса прокатки возможно перемещение верхней несущей направляющей - посредством ее сдвигания, или смещения, или поворота - из области линии прокатки наружу (отведенное рабочее положение), предоставляет, помимо прочего, преимущество, состоящее в том, что во время (горячей) прокатки она не подвергается критической тепловой нагрузке или подвергается таковой только в пренебрежимо малой степени. Таким образом, возможно весьма благоприятное использование настоящего устройства также в технологической линии горячей прокатки.
Согласно первому варианту осуществления каждая из верхних несущих направляющих содержит направляющую скольжения, в которой посредством ползуна направляется с возможностью перемещения, предпочтительно надежным в эксплуатации образом и с малыми потерями на трение, монтажный элемент на стороне привода верхнего рабочего валка. Это предпочтительно для эксплуатационной надежности взаимодействия между данным несущим устройством и верхним рабочим валком.
Кроме того, ползун предпочтительно расположен на удаленном от монтажного элемента конце консоли монтажного элемента на стороне привода верхнего рабочего валка, причем консоль, относительно монтажного элемента на стороне привода, предпочтительно выступает в направлении стойки прокатной клети на стороне привода. В результате этого верхний рабочий валок очень хорошо сообщается с верхней несущей направляющей.
Если консоль проходит параллельно продольному направлению верхнего рабочего валка, ползун может предпочтительно входить в верхнюю несущую направляющую в поперечном направлении.
Перемещение верхних несущих направляющих возможно особенно компактным образом, если они расположены с возможностью линейного перемещения на стойке прокатной клети на стороне привода. Однако в альтернативном случае они могут быть выполнены с возможностью их перемещения с выводом из линии прокатки, например, посредством поворота.
При замене валков на стороне обслуживания предусмотрено приводное устройство, например, внешняя каретка для замены, для горизонтального перемещения верхнего рабочего валка. При сочленении верхнего рабочего валка посредством его ползуна с верхней несущей направляющей возможно перемещение верхней несущей направляющей в горизонтальном направлении вместе с верхним рабочим валком при его горизонтальном перемещении. Тогда для верхней несущей направляющей не требуется наличие собственного привода, в частности, собственного линейного привода. Однако в альтернативном варианте возможен также собственный привод, предусмотренный для перемещения несущей направляющей или ее частей.
Особенно предпочтительный вариант исполнения предусматривает, что верхняя несущая направляющая выполнена с возможностью телескопического перемещения. Благодаря этому возможно варьирование ширины пролета верхней несущей направляющей над линией прокатки почти любым образом. В частности, конструкция верхней несущей направляющей, когда она находится во введенном положении, может быть особенно короткой. Так, в идеальном случае возможно выведение верхней несущей направляющей полностью из области линии прокатки наружу, что позволяет хорошо защищать ее от термических воздействий со стороны линии прокатки.
В частности, предпочтительно возможно телескопическое перемещение верхней несущей направляющей в горизонтальном направлении, так что в выведенном положении она может перекрывать линию прокатки в свободнонесущем состоянии по меньшей мере настолько, что эта верхняя несущая направляющая может по меньшей мере местами нести на себе верхний рабочий валок и надежно перемещаться поперек линии прокатки.
В соответствии со способом также предлагается применение балансировочных цилиндров, которые обычно служат для уравновешивания верхнего опорного валка. Возможность вертикального перемещения верхней несущей направляющей может осуществляться в данном случае с помощью балансировочных цилиндров, обычно уже имеющихся в прокатной клети, в качестве устройств для вертикального перемещения. В результате балансировочный цилиндр может одновременно использоваться для вертикального перемещения верхней несущей направляющей и, кроме того, верхнего рабочего валка. Тем самым создается преимущество, позволяющее осуществлять большие подъемы валков очень просто, без дополнительных конструктивных элементов, без мешающих кромок внутренних направляющих и т.д. Но допустимыми представляются также и другие устройства или, соответственно, приводы для вертикального перемещения верхней несущей направляющей.
Возможность вертикального перемещения верхней несущей направляющей предпочтительно позволяет манипулировать взаимодействием между верхней несущей направляющей и, в частности, монтажным элементом верхнего рабочего валка. Кроме того, имеется возможность при замене валков приподнимать или опускать верхний рабочий валок только посредством верхней несущей направляющей. В результате этого возможно предпочтительное вхождение верхней несущей направляющей во взаимодействие с верхним рабочим валком или, соответственно, с его монтажным элементом только в то время, когда предстоит смена рабочих валков. В остальное время при самом процессе прокатки верхний рабочий валок может свободно перемещаться в вертикальном направлении.
Задача изобретения решена, кроме того, способом демонтажа старого валка из прокатной клети по пункту 7 формулы изобретения и способом монтажа нового валка в прокатную клеть по пункту 9 формулы изобретения.
Понятие "старый рабочий валок" подразумевает заменяемый, в частности, бывший в употреблении или, соответственно, изношенный рабочий валок. В противоположность этому понятие "новый рабочий валок" подразумевает рабочий валок, еще не бывший в употреблении или по меньшей мере восстановленный.
Преимущества способа соответствуют преимуществам, указанным выше со ссылкой на прокатную клеть.
Способ согласно изобретению для демонтажа старых рабочих валков включает в себя следующие операции:
Вертикальное перемещение верхней несущей направляющей вверх для эффективного соединения ползунов, соответствующих старому верхнему рабочему валку, с верхней несущей направляющей; и дальнейшее вертикальное перемещение верхней несущей направляющей для поднятия старого верхнего рабочего валка, навешенного на несущую направляющую. Затем верхнюю несущую направляющую в свободнонесущем положении перемещают в линию прокатки от стойки прокатной клети на стороне привода вдоль траектории замены, проходящей поперек направления прокатки, до того как или в то время как старый верхний рабочий валок, навешенный на стороне привода на верхнюю несущую направляющую, перемещают из прокатной клети. Извлечение из прокатной клети обычно происходит при помощи внешнего тягового устройства, например, локомотива для замены валков. Вследствие соединения на стороне привода между рабочим валком и верхними несущими направляющими при извлечении рабочего валка верхние несущие направляющие также перемещаются вместе с ним в линию прокатки.
Для эффективного соединения ползуна старого верхнего рабочего валка с верхними несущими направляющими верхние несущей направляющей приподнимают в вертикальном направлении с помощью привода вертикального перемещения, предпочтительно в форме балансировочных цилиндров опорных валков, причем другие устройства уравновешивания опорных валков также подходят для этого.
Во время вывода из прокатной клети старый верхний рабочий валок опирается по меньшей мере на своем конце, обращенном к стойке прокатной клети на стороне привода, на свободнонесущую верхнюю несущую направляющую до тех пор, пока монтажный элемент на стороне привода верхнего рабочего валка не будет снят на нижнее опорное устройство, размещенное на стороне обслуживания линии прокатки, предпочтительно на опору, расположенную на монтажном элементе на стороне привода нижнего рабочего валка. Только после этого верхний рабочий валок может быть отсоединен от верхней несущей направляющей.
Другими словами, это означает что верхние несущие направляющие смещают в область линии прокатки, когда производят замену рабочих валков в соответствующей ей прокатной клети. А именно, верхняя несущая направляющая, по меньшей мере частично, перемещается при этом в том же направлении перемещения, что и рабочие валки, и предпочтительно синхронно, поперек линии прокатки от стойки прокатной клети на стороне привода к стойке прокатной клети на стороне обслуживания.
Способ согласно изобретению для монтажа нового рабочего валка включает в себя следующие операции:
Эффективное соединение ползуна, соответствующего новому верхнему рабочему валку, с верхней несущей направляющей. Затем для монтажа верхнюю несущую направляющую перемещают из линии прокатки в направлении стороны привода, например, укорачивают, тем больше, чем дальше новый верхний рабочий валок перемещают с помощью внешнего сдвигающего устройства, например, локомотива для замены валков, по верхней несущей направляющей в направлении части прокатной клети на стороне привода. После монтажа верхняя несущая направляющая удалена из линии прокатки; тем самым она освобождает монтажное пространство выше верхнего рабочего валка, во время собственно процесса прокатки.
Предпочтительно возможна замена обоих рабочих валков прокатной клети в то время, когда прокатываемый материал транспортируют через нее дальше в направлении прокатки между поднятыми рабочими валками и/или в то время, когда прокатываемый материал одновременно обрабатывают рабочими валками последующих прокатных клетей в технологической линии прокатки.
Возможность свободного перемещения верхнего рабочего валка в вертикальном направлении во время собственно прокатки прокатываемого материала беспрепятственно сохраняется, если верхняя несущая направляющая перемещается в вертикальном направлении только для того, чтобы осуществлять контактное взаимодействие между ползуном, соответствующим верхнему рабочему валку, и верхней несущей направляющей. Это означает, что верхняя несущая направляющая приводится во взаимодействие с направляющими планками только для замены валков.
Верхние несущие направляющие выполнены с возможностью - по меньшей мере частичного - перемещения по отношению к линии прокатки не только в горизонтальном направлении, но предпочтительно также и в вертикальном направлении.
Таким образом, верхняя несущая направляющая не закреплена неподвижно относительно линии прокатки, а помещена на приводной стороне линии прокатки с возможностью перемещения относительно линии прокатки по меньшей мере по двум осям перемещения.
Дальнейшие предпочтительные варианты осуществления прокатной клети согласно изобретению и способа согласно изобретению являются предметом зависимых пунктов формулы изобретения.
Подразумевается, что признаки решений, описанных выше или в пунктах формулы изобретения, при необходимости могут также комбинироваться для использования соответствующим образом из суммарных преимуществ.
Варианты осуществления, признаки, результаты применения и преимущества прокатной клети согласно изобретению и способа согласно изобретению при замене рабочих валков разъясняются посредством прилагаемого чертежа и нижеследующего описания.
На чертеже показаны:
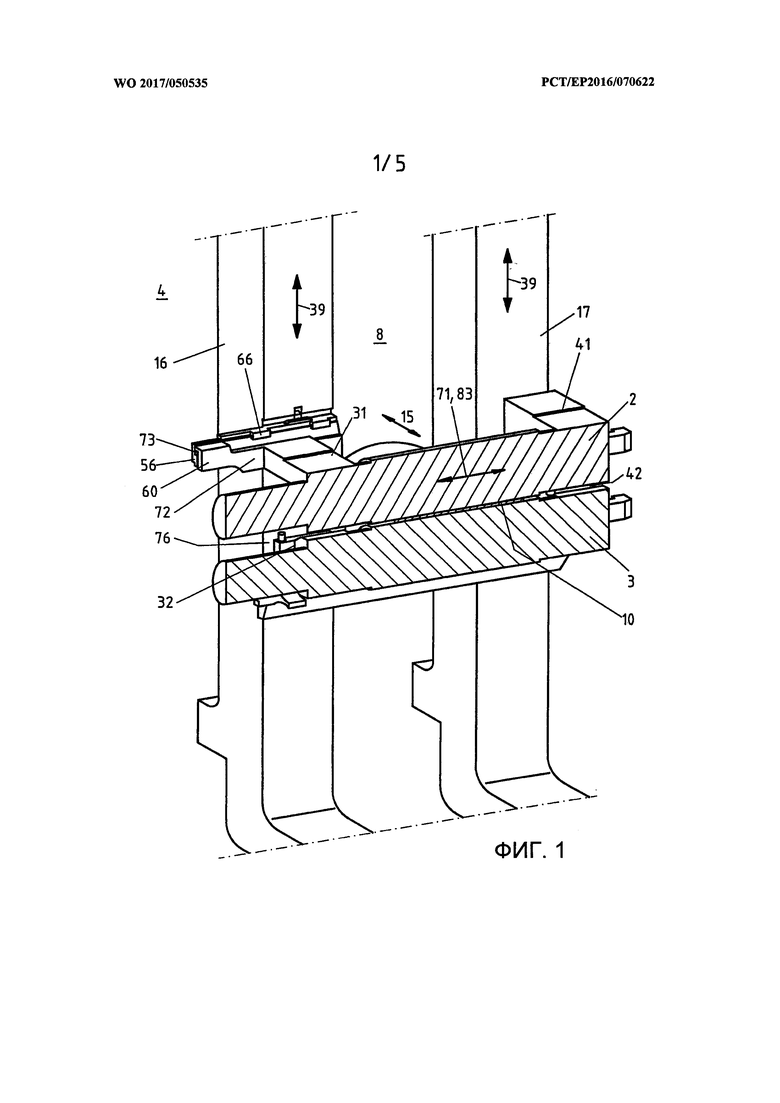
фигура 1 продольное сечение прокатной клети согласно изобретению с верхним и нижним рабочими валками в рабочем положении при прокатке;
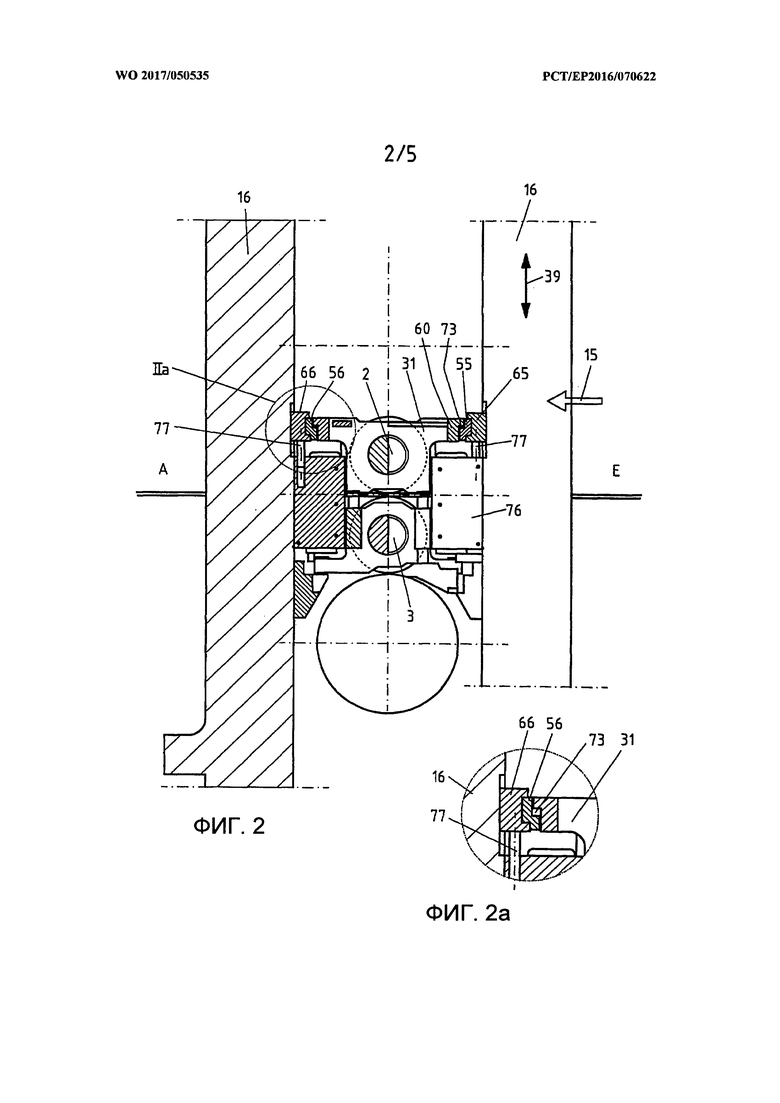
фигуры 2 и 2а поперечное сечение стойки на стороне привода прокатной клети согласно изобретению во время рабочего положения при прокатке или, соответственно, в начале предстоящей смены рабочих валков;
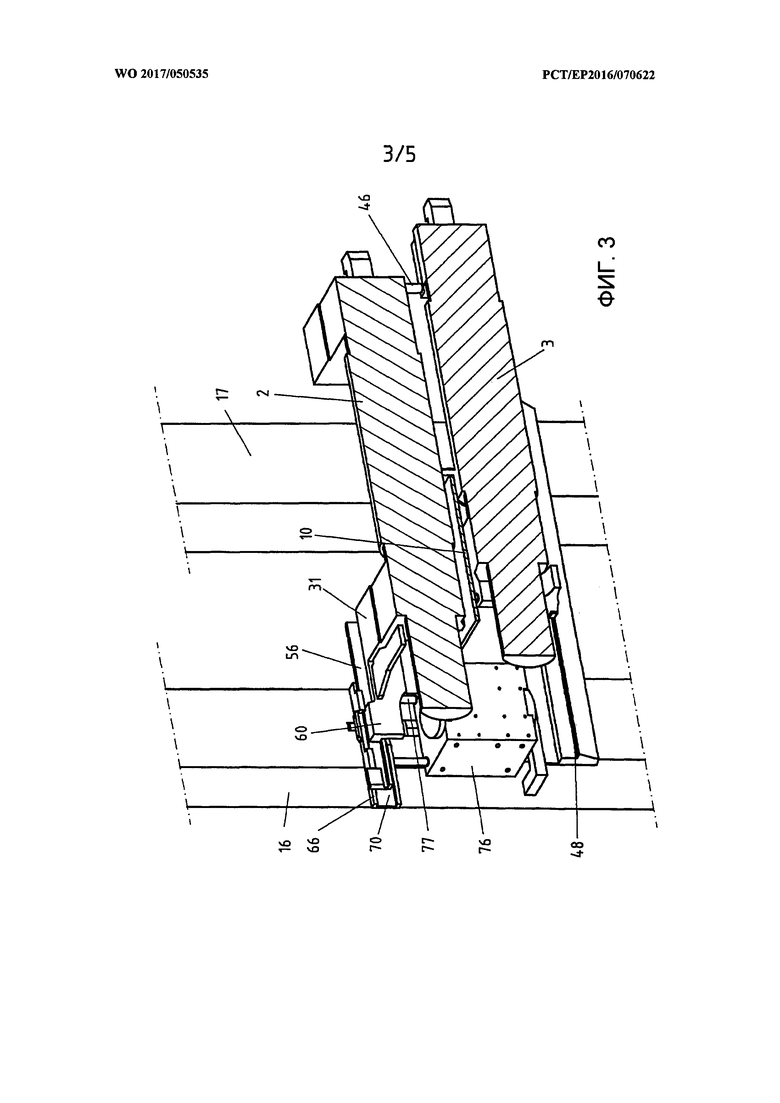
фигура 3 продольное сечение стойки прокатной клети на стороне привода в начале замены валков;
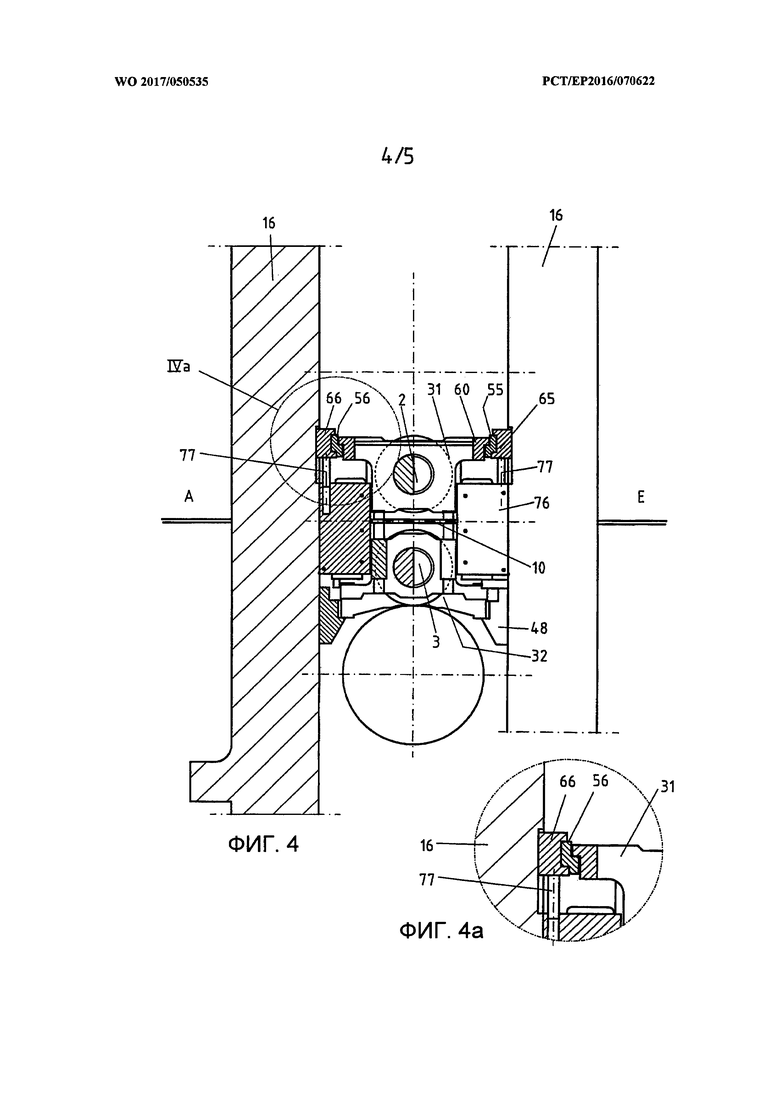
фигуры 4 и 4а поперечное сечение прокатной клети согласно фигуре 3; и
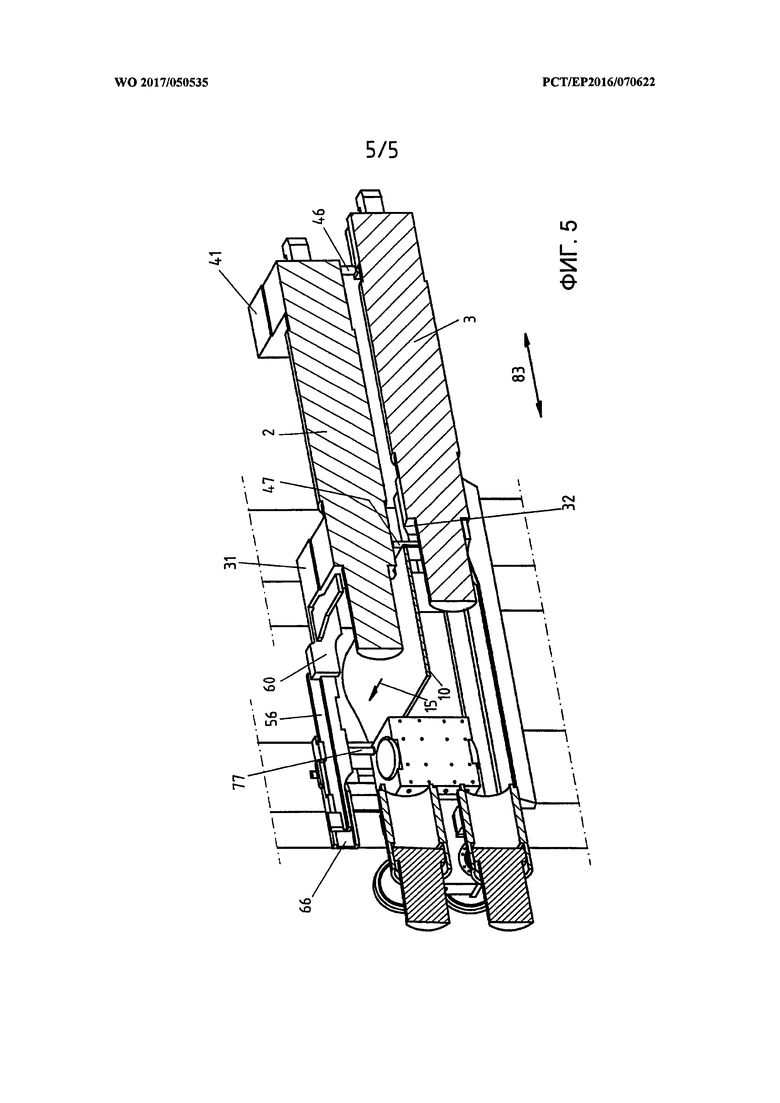
фигура 5 продольное сечение прокатной клети с полностью выдвинутыми рабочими валками при замене валков.
На всех фигурах одни и те же технические элементы указаны с одними и теми же обозначениями.
На фигуре 1 показано продольное сечение прокатной клети 4. Верхний рабочий валок 2 и нижний рабочий валок 3 образуют валковую пару и образуют в линии 8 прокатки межвалковый зазор, в котором раскатывается прокатываемый материал 10. Под прокатываемым материалом 10 подразумевается, например, плоская полоса металла.
Линия 8 прокатки проходит в направлении 15 прокатки между стойкой 16 прокатной клети на стороне привода и стойкой 17 прокатной клети на стороне обслуживания прокатной клети 4. Стойка 16 прокатной клети на стороне привода отличается тем, что на ней расположен приводной узел (не показан) для приведения рабочих валков 2 и 3 в поворотное движение.
Верхний рабочий валок 2 установлен с возможностью поворота в монтажном элементе 31 на стороне привода и в монтажном элементе 41 на стороне обслуживания. Аналогичным образом нижний рабочий валок 3 установлен с возможностью поворота в монтажном элементе 32 на стороне привода и в монтажном элементе 42 на стороне обслуживания. Монтажные элементы 31, 41, 32 42, называемые также опорным корпусом, в свою очередь размещены на стойках 16, 17 прокатной клети с возможностью перемещения в вертикальном направлении 39. Возможно также их перемещение в горизонтальном направлении, причем эта функция не обязательно требуется для данного изобретения.
Ниже подробно описывается способ согласно изобретению замены «на лету» рабочих валков 2, 3, удерживаемых в прокатной клети 4, при продолжающемся процессе прокатки. Замена валков касается, с одной стороны, демонтажа старых рабочих валков или, соответственно, их выведения из прокатной клети 4 и, с другой стороны, монтажа новых рабочих валков или, соответственно, их введения внутрь клети 4.
Демонтаж старых рабочих валков и, в частности, старого верхнего рабочего валка включает в себя следующие операции (исходное положение - ситуация, показанная на фигуре 1 и на фигуре 2, при которой прокатная клеть 4 или, соответственно, рабочие валки 2 и 3 находятся в процессе прокатки).
Сначала нижний рабочий валок 3 перемещают вниз, т.е. опускают ниже полосы 10 металла, которая опирается на соседние прокатные клети и предпочтительно также раскатывается ими дальше,
На фигуре 2 показано поперечное сечение стойки 16 клети на стороне привода, балансировочного цилиндра 76 и поршневого элемента 77 балансировочного цилиндра, а также вид сзади стойки клети на стороне привода. Балансировочные цилиндры 76 неподвижно опираются на стойки клети, а также на стойку 16 клети на стороне привода. Поршневой элемент 77 на своем удаленном от цилиндра конце несет направляющую планку 65, 66. Таким образом, указанная направляющая планка 65, 66 выполнена с возможностью перемещения в вертикальном направлении 39 с помощью балансировочных цилиндров. Направляющая планка 65, 66 выполнена форме U-образного профиля, а верхняя несущая направляющая 55, 56 расположена в направляющей планке 65 с возможностью горизонтального перемещения или, соответственно, скольжения. Верхняя несущая направляющая 55, 56 содержит направляющую 70 скольжения. Зазор 73 между ползуном 60 и несущими направляющими 55, 56 виден, в частности, на фиг. 2а.
Для подготовки или, соответственно, для начала процесса замены валков поршневой элемент 77 балансировочного цилиндра вместе с направляющей планкой 65, 66 и помещенной в ней верхней несущей направляющей 55 перемещают вертикально вверх для приема и опирания монтажного элемента 31 верхнего рабочего валка 2 посредством ползуна 60. Это положение, в котором несущая направляющая 55, 56 при перемещении вверх зацепляется за ползун 60, наглядно показана на фигуре 4. Описанный процесс одновременно происходит на стороне входа Е и на стороне выхода А стороны привода стойки 16 прокатной клети. Хотя балансировочные цилиндры 76 для выполнения их основной функции, а именно для уравновешивания опорных валков, имеются на стойках 16 прокатной клети и 17 как на стороне привода, так и на стороне обслуживания, специальный вариант осуществления согласно изобретению поршневых элементов 77 с направляющими планками 65, 66 и верхними несущими направляющими 55, 56 предусмотрен только на стороне привода. После опирания/зацепления ползуна 60 направляются с возможностью горизонтального перемещения в направляющих 70 скольжения верхних несущих направляющих в направлении продольных осей рабочих валков. Зазор 73, показанный на фигурах 1, 2 и 2а (рабочее положение), закрыт.Ползуны 60 посредством консолей 72 жестко соединены с монтажным элементом 31 на стороне привода верхнего рабочего валка 2. Консоли 72 предусмотрены на монтажном элементе на стороне входа и на стороне выхода и предпочтительно проходят в направлении стойки прокатной клети на стороне привода. Каждый из ползунов в типичном случае расположен на удаленном от монтажного элемента конце соответствующей консоли 72.
Предпочтительно одновременно с указанным зацеплением верхней несущей направляющей 55 за ползун 60 на стороне привода, на стороне обслуживания для подготовки замены валков выводят из монтажного элемента 42 на стороне обслуживания нижнего рабочего валка 3 в вертикальном направлении 39 опорный штифт 46 и подставляют его снизу к противоположному монтажному элементу 41 на стороне обслуживания верхнего рабочего валка 2; смотри фигуру 3.
Дальнейшие действия для демонтажа согласно изобретению рабочих валков 2 и 3 описываются ниже со ссылкой на фигуры 3-5:
На фигуре 3 видно, что поршневые элементы 77 балансировочных цилиндров 76, а также опорные штифты 46 на стороне обслуживания были одновременно перемещены дальше вверх, так что верхний рабочий валок 2 приподнят над прокатываемым материалом 10. Кроме того, нижний рабочий валок 3 был опущен настолько, что он своими монтажными элементами опирается на нижнюю несущую направляющую 48; на этой несущей направляющей 48, которая ориентирована параллельно направляющей планке 66 и верхней несущей направляющей 55, нижний рабочий валок 3 установлен с возможностью перемещения поперек линии 8 прокатки. В отличие от направляющей планки 66, а также от верхней несущей направляющей 56, нижняя несущая направляющая 48 выполнена сплошной, проходящей от стороны привода прокатной клети до стороны обслуживания как на стороне входа, так и на стороне выхода.
На фигуре 3, как уже было сказано, нижний рабочий валок 3 опирается на нижние несущие направляющие 48. В то же время верхний рабочий валок на стороне обслуживания посредством выведенных опорных штифтов 46 опирается на нижний рабочий валок. Кроме того, верхний рабочий валок 2 на стороне привода, как было описано, опирается на поршневой элемент 77 балансировочного цилиндра 76 и посредством ползуна 60 размещен с возможностью скольжения на верхней несущей направляющей 56. В этом положении возможно извлечение верхнего рабочего валка 2 и нижнего рабочего валка из прокатной клети 4 при помощи внешнего тягового устройства, например, локомотива для замены валков (не показан) поперек направления 15 прокатки. При этом прокатываемый материал 10 не затрагивается; напротив, во время замены и, в частности, демонтажа рабочих валков возможно дальнейшее проведение процесса прокатки. Однако в этом случае прокатную деформацию, производимую прокатной клетью 4, должны взять на себя соседние прокатные клети.
Далее, как видно на фигуре 3, при выведении верхнего рабочего валка 2 верхнюю несущую направляющую 56 обычно вытягивают в линию прокатки вместе с ним. Это происходит обычно вследствие того, что ползун 60 при выведении и при скольжении по верхней несущей направляющей 55 наталкивается на упор верхней несущей направляющей, в результате чего после этого верхняя несущая направляющая в свою очередь перемещается вместе с ним в линию прокатки. При этом верхняя несущая направляющая 56 скользит в горизонтальном направлении по неподвижной направляющей планке 66.
На фигурах 4 и 4а показано описанное положение с закрытым зазором 73 в виде поперечного сечения стойки 16 клети на стороне привода.
На фигуре 5 показано окончание процесса выведения рабочих валков 2 и 3. Теперь рабочие валки 2 и 3 выведены из прокатной клети в направлении выведения поперек направления 15 прокатки настолько, что их монтажные элементы 31, 32 на стороне привода прошли за прокатываемый материал 10. До этого положения верхний рабочий валок 2 висит на стороне привода только на верхних несущих направляющих 55, 56, выдвинутых в линию 8 прокатки, и, таким образом, висит над прокатываемым материалом 10.
После того как монтажные элементы 31, 32 прошли за прокатываемый материал 10, из нижнего монтажного элемента 32 на стороне привода нижнего рабочего валка 3 выдвигаются вверх опорные штифты 47 на стороне привода, предпочтительно на стороне входа и на стороне выхода прокатной клети, до тех пор, пока они не упираются снизу в противоположный монтажный элемент 31 на стороне привода верхнего рабочего валка 2, как это показано на фигуре 5. После этого опорные штифты 47 на стороне привода воспринимают часть нагрузки от верхнего рабочего валка, которую до сих пор воспринимала верхняя несущая направляющая 55, и подпирают ее снизу. Поэтому тогда возможно разобщение соединения ползуна 60 с верхней несущей направляющей 55. Нижний рабочий валок 3 и верхний рабочий валок 2 теперь образуют компактный узел, в котором верхний рабочий валок 2 опирается на нижний рабочий валок 3; затем этот компактный узел можно полностью вытащить из прокатной клети 4 при помощи тягового устройства.
Вторая часть процесса замены валков, т.е. монтаж новых рабочих валков, происходит по существу в обратной последовательности и в обратном направлении перемещения рабочих валков и несущих направляющих, по отношению к только что описанному демонтажу рабочих валков. В частности, верхние несущие направляющие 55, 56, после того, как на них обопрутся ползуны 60 монтажного элемента 31 на стороне привода нового верхнего рабочего валка, перемещают из линии прокатки в направлении стороны привода тем больше, чем дальше смещается в направлении стороны привода новый верхний рабочий валок. Также и при введении нового верхнего рабочего валка его ползун 60 при скольжении по верхним несущим направляющим 55, 56 ударяется об упор, который снова вызывает выдвигание верхней несущей направляющей 55, 56 наружу из линии прокатки. После того, как новый верхний рабочий валок посредством своего монтажного элемента на стороне привода будет удерживаться на стойке на стороне привода прокатной клети, согласно изобретению снова опускают поршневые элементы 77 балансировочных цилиндров, а вместе с ними также направляющие планки 65, 66 и подвижно размещенные в них верхние несущие направляющие 55, вследствие чего контакт между ползунами 60 и верхними несущими направляющими 55, 56 разъединяется и создается зазор 73.
Таким образом, настоящее изобретение предусматривает использование балансировочных цилиндров 76, в любом случае имеющихся в прокатной клети 4, не по их прямому назначению, а именно в данном случае для вертикального перемещения направляющей планки 55, в частности, вместе с проходящей в ней верхней несущей направляющей 55 для переноса верхнего рабочего валка 2.
Перечень обозначений:
2 верхний рабочий валок
3 нижний рабочий валок
4 прокатная клеть 8 линия прокатки
10 прокатываемый материал
15 направление прокатки
16 стойка прокатной клети на стороне привода
17 стойка прокатной клети на стороне обслуживания
31 верхний монтажный элемент на стороне привода
32 нижний монтажный элемент на стороне привода
39 вертикальное направление
41 верхний монтажный элемент на стороне обслуживания
42 нижний монтажный элемент на стороне обслуживания
46 опорный штифт на стороне обслуживания
47 регулируемый по высоте опорный штифт на стороне привода
48 нижняя несущая направляющая
55 верхняя несущая направляющая на стороне входа
56 верхняя несущая направляющая на стороне выхода
60 ползуны
65 направляющие планки на стороне входа
66 направляющие планки на стороне выхода
70 направляющая скольжения
71 продольное направление
72 консоль
73 зазор
76 балансировочный цилиндр
77 балансировочный поршневой элемент
83 траектория замены
Е сторона входа
А сторона выхода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ОБЖИМНОГО ВАЛКА ОБЖИМНОЙ КЛЕТИ | 2016 |
|
RU2690620C1 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2009 |
|
RU2459676C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ ПРАВКИ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2016 |
|
RU2694306C1 |
| СИСТЕМА ОБНУЛЕНИЯ ПРОКАТНОЙ КЛЕТИ | 2011 |
|
RU2534699C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ СТАЛЬНОГО ПРОФИЛЯ | 2018 |
|
RU2758437C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
Изобретение относится к прокатной клети для применения в установках для холодной или горячей прокатки металла. Прокатная клеть содержит удерживаемые в ней рабочие валки. Прокатная клеть содержит по меньшей мере одну верхнюю несущую направляющую, удерживаемую на стойке прокатной клети на стороне привода и ориентированную поперек линии прокатки, проходящей через прокатную клеть. Для обеспечения возможности освобождения монтажного пространства в прокатной клети над линией прокатки во время процесса прокатки, за исключением замены валков, и, тем не менее, чтобы эффективно производить замену валков, верхняя несущая направляющая, относительно стойки прокатной клети на стороне привода, выполнена с возможностью ее перемещения в линию прокатки и из линии прокатки. 3 н. и 9 з.п. ф-лы, 5 ил.
1. Прокатная клеть (4), содержащая:
стойку (16) прокатной клети на стороне привода и стойку (17) прокатной клети на стороне обслуживания, причем стойка (16) прокатной клети на стороне привода и стойка (17) прокатной клети на стороне обслуживания расположены на расстоянии друг от друга и разделены линией (8) прокатки, проходящей через прокатную клеть,
верхний и нижний рабочие валки (2,3), расположенные с возможностью поворота в монтажных элементах на стойках (16,17) прокатной клети; и
верхние несущие направляющие (55,56), удерживаемые на стороне входа и стороне выхода на стойке прокатной клети на стороне привода, для опирания верхнего рабочего валка (2) во время замены валка, причем несущие направляющие проходят поперек линии (8) прокатки;
отличающаяся тем, что
верхние несущие направляющие (55,56) выполнены с возможностью их перемещения между отведенным рабочим положением, в котором верхние несущие направляющие (55,56) не входят в линию (8) прокатки, и выдвинутым рабочим положением, в котором верхние несущие направляющие (55,56), проходящие от стойки (16) прокатной клети на стороне привода, проходят в линию (8) прокатки, предпочтительно до центральной продольной оси линии (8) прокатки или за эту ось.
2. Прокатная клеть (4) по п. 1, отличающаяся тем, что каждая из верхних несущих направляющих (55,56) содержит направляющую (70) скольжения, в которой обеспечено направление с возможностью перемещения монтажного элемента (31) на стороне привода верхнего рабочего валка (2) на стороне входа и стороне выхода посредством ползунов (60).
3. Прокатная клеть (4) по п. 2, отличающаяся тем, что ползуны (60) расположены на удаленных от монтажного элемента концах консолей (72) монтажного элемента (31) на стороне привода верхнего рабочего валка (2),
причем консоли (72), проходящие от монтажного элемента (31) на стороне привода, предпочтительно выступают в направлении стойки (16) прокатной клети на стороне привода.
4. Прокатная клеть (4) по одному из предшествующих пунктов, отличающаяся тем, что верхние несущие направляющие (55,56) выполнены с возможностью телескопического перемещения, в частности, в горизонтальном направлении.
5. Прокатная клеть (4) по одному из предшествующих пунктов, которая содержит направляющие планки (65,66), неподвижно удерживаемые в горизонтальном направлении, в которых помещены с возможностью перемещения в горизонтальном направлении несущие направляющие (55,56).
6. Прокатная клеть (4) по п. 5, отличающаяся тем, что предусмотрены приводы вертикального перемещения, размещенные на стойке прокатной клети на стороне привода, для поднятия или опускания направляющих планок, в частности, с верхними несущими направляющими, причем приводы вертикального перемещения предпочтительно выполнены в форме балансировочных цилиндров (76) для уравновешивания верхнего опорного валка; и
тем, что направляющие планки (65,66) расположены на свободных концах балансировочных цилиндров, которые не опираются на прокатную клеть.
7. Способ демонтажа рабочих валков (2,3), удерживаемых в прокатной клети (4), при продолжающемся процессе прокатки,
причем прокатная клеть содержит стойки (16,17) прокатной клети на стороне привода и на стороне обслуживания,
причем на стойке прокатной клети на стороне привода на стороне входа и на стороне выхода удерживаются направляющие планки с верхними несущими направляющими (55,56), выполненные с возможностью вертикального перемещения,
причем указанный способ включает следующие операции:
вертикальное перемещение направляющих планок с верхними несущими направляющими (55,56) вверх для соединения верхних несущих направляющих (55,56) с ползунами, соответствующими старому верхнему рабочему валку,
дальнейшее вертикальное перемещение направляющих планок с верхними несущими направляющими (55,56) для поднятия старого верхнего рабочего валка, навешенного на несущие направляющие;
отличающийся тем, что верхние несущие направляющие (55,56) перемещают - начиная от стойки прокатной клети на стороне привода - в свободнонесущее положение в линию прокатки по траектории (83) замены, проходящей поперек направления (15) прокатки, в то время как старый верхний рабочий валок (2), навешенный на верхнюю несущую направляющую, перемещают из прокатной клети (4).
8. Способ по п. 7, отличающийся тем, что старый верхний рабочий валок (2) валковой пары во время его вывода из прокатной клети опирается по меньшей мере на своем конце, который обращен к стойке (16) прокатной клети на стороне привода, на смещенную или, соответственно, выдвинутую верхнюю несущую направляющую (55,56) до тех пор, пока монтажный элемент (31) на стороне привода верхнего рабочего валка (2) не будет снят на нижнее опорное устройство, размещенное на стороне обслуживания линии прокатки, предпочтительно на один или более опорных штифтов (47), выдвигаемых из монтажного элемента на стороне привода нижнего рабочего валка, с обеспечением отсоединения старого верхнего рабочего валка (2) от верхней несущей направляющей (55).
9. Способ монтажа рабочих валков (2,3), удерживаемых в прокатной клети (4), при продолжающемся процессе прокатки,
причем прокатная клеть содержит стойки (16,17) прокатной клети на стороне привода и на стороне обслуживания,
причем на стойке прокатной клети на стороне привода на стороне входа и на стороне выхода удерживаются направляющие планки с верхними несущими направляющими (55,56), выполненные с возможностью вертикального перемещения;
причем указанный способ включает следующие операции:
соединение верхних несущих направляющих (55,56) с ползунами, соответствующими монтажному элементу на стороне привода новых верхних рабочих валков,
отличающийся тем, что
верхние несущие направляющие (55,56) перемещают из линии прокатки в направлении стороны привода, например укорачивают, тем больше, чем дальше новый верхний рабочий валок (2) посредством верхних несущих направляющих (55,56) перемещают в направлении части прокатной клети на стороне привода.
10. Способ по п.9, отличающийся тем, что когда новый верхний рабочий валок удерживают посредством его монтажного элемента на стороне привода на стойке (16) на стороне привода в виде прокатной клети, направляющие планки (65,66) с верхними несущими направляющими опускают для ослабления контакта между ползунами верхнего монтажного элемента и верхними несущими направляющими.
11. Способ по одному из пп. 7-10, отличающийся тем, что оба рабочих валка (2,3) прокатной клети заменяют в то время, когда прокатываемый материал (10) транспортируют через нее дальше в направлении (15) прокатки между поднятыми рабочими валками и/или в то время, когда прокатываемый материал одновременно раскатывают рабочими валками последующих прокатных клетей в технологической линии прокатки.
12. Способ по одному из пп. 7-11, отличающийся тем, что закрепленный в прокатной клети (4) балансировочный цилиндр (76) опорных валков применяют для вертикального перемещения направляющей планки, в частности, вместе с направляемой в ней верхней несущей направляющей (55) для переноса верхнего рабочего валка (2).
| JP 2006075857 A, 23.03.2006 | |||
| ПАТРОН ШАРОВОГО КЛАПАНА ДЛЯ СМЕСИТЕЛЬНОГО КРАНА И СМЕСИТЕЛЬНЫЙ КРАН | 1992 |
|
RU2094684C1 |
| 0 |
|
SU220603A1 | |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ГОРЯЧЕЙ ИЛИ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО ПОЛОСОВОГО МАТЕРИАЛА | 2001 |
|
RU2283196C2 |
| DE 10116988 A1, 10.10.2002 | |||
| СПОСОБ ЗАМЕНЫ ВАЛКА В ПРОКАТНОМ СТАНЕ ДЛЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2472597C2 |

