Область техники, к которой относится изобретение
Настоящее раскрытие изобретения относится к листу из нетекстурированной электротехнической стали, характеризующемуся чрезвычайно низким увеличением потерь в сердечнике вследствие наличия гармоник, генерируемых в результате переключения инвертора, при использовании стального листа в качестве стального сердечника двигателя. Настоящее раскрытие изобретения также относится к способу изготовления листа из нетекстурированной электротехнической стали, демонстрирующего вышеупомянутые характеристики.
Уровень техники
Листы из электротехнической стали широко использовались в качестве материала стального сердечника в двигателях, трансформаторах и тому подобном. В последние годы снижение энергопотребления в различных сферах попало в фокус рассмотрения экологических проблем и уменьшения издержек, и появилась настоятельная потребность в уменьшенных потерях в сердечнике в листах из электротехнических сталей.
Двигатели обычно приводятся в действие под воздействием синусоидального переменного электрического тока. Для достижения увеличенного коэффициента полезного действия в сфере двигателей в настоящее время широкораспространенным стало приведение двигателей в действие под воздействием управления широтно-импульсной модуляции (ШИМ) при использовании инвертора. Однако при управлении ШИМ при использовании инвертора, как это известно, происходит наложение гармоник, обусловленных переключением инвертора, что приводит к увеличению энергопотребления в стальном сердечнике. По этой причине материалы листов из нетекстурированных электротехнических сталей для двигателей разрабатывают, принимая во внимание магнитные свойства в условиях инверторного возбуждения.
Например, в публикации JP H10-025554 A (ИПЛ 1) раскрывается регулирование толщины листа из нетекстурированной электротехнической стали в диапазоне от 0,3 мм до 0,6 мм, шероховатости поверхности листа Ra на уровне, составляющем 0,6 мкм и менее, удельного сопротивления в диапазоне от 40 мкОм⋅см до 75 мкОм⋅см и размера зерен в диапазоне от 40 мкм до 120 мкм для улучшения коэффициента полезного действия при использовании стального листа в качестве двигателя компрессора с инверторным управлением.
В публикации JP 2001-279403 A (ИПЛ 2) раскрывается лист из нетекстурированной электротехнической стали, содержащий от 1,5 масс.% до 20 масс.% Cr и от 2,5 масс.% до 10 масс.% Si и характеризующаяся толщиной листа в диапазоне от 0,01 мм до 0,5 мм. В результате добавления Cr методика, раскрытая в источнике ИПЛ 2, предотвращает охрупчивание стального листа вследствие присутствия большого количества Si, что, тем самым, делает возможным изготовление листа из нетекстурированной электротехнической стали, подходящего для использования в условиях высокочастотного возбуждения.
В публикациях JP 2002-294417 A (ИПЛ 3) и JP 4860783 B2 (ИПЛ 4), соответственно, раскрываются листы из нетекстурированной электротехнической стали, содержащие предварительно заданное количество Мо, и листы из нетекстурированной электротехнической стали, содержащие предварительно заданное количество W. В результате добавления надлежащих количеств Мо и W методики, раскрытые в источниках ИПЛ 3 и 4, могут подавлять ухудшение потерь в сердечнике вследствие выделения соединений Cr даже в случае присутствия Cr.
Перечень цитирования
Патентная литература
ИПЛ 1: JP H10-025554 A
ИПЛ 2: JP 2001-279403 A
ИПЛ 3: JP 2002-294417 A
ИПЛ 4: JP 4860783 B2
Раскрытие изобретения
(Техническая проблема)
К сожалению, в методике, раскрытой в источнике ИПЛ 1, стальной лист становится хрупким в результате добавления большого количества элементов, таких как Si, для увеличения удельного сопротивления. Кроме того, толщина листа должна быть уменьшена для достижения более низких потерь в сердечнике, но уменьшение толщины листа приводит к увеличению риска разрушения во время изготовления и возникновения трещин при обработке стального сердечника двигателя.
Методика, раскрытая в источнике ИПЛ 2, может подавлять увеличение хрупкости вследствие Si, но ей свойственна проблема, связанная с повышенными потерями в сердечнике вследствие выделения соединений Cr.
Методики, раскрытые в источниках ИПЛ 3 и 4, могут подавлять выделение соединений Cr в результате добавления Мо и W, но им свойственна проблема, связанная с увеличенной стоимостью сплава.
В дополнение к вышеупомянутым моментам известные методики, такие как раскрытые в источниках ИПЛ от 1 до 4, свойственны проблемы, связанные со значительно ухудшенными магнитными свойствами вследствие гармоник при использовании инвертора и со значительным ухудшением коэффициента полезного действия двигателя в зависимости от условий возбуждения.
В свете вышеупомянутых соображений было бы полезным предложение листа из нетекстурированной электротехнической стали, который характеризуется низкими потерями в сердечнике даже в условиях инверторного возбуждения, и который подходящим образом мог бы быть использован в качестве стального сердечника двигателя. Также было бы полезным предложение способа изготовления листа из нетекстурированной электротехнической стали, демонстрирующего вышеупомянутые характеристики.
(Решение проблемы)
Как это обнаружили авторы изобретения в результате проведения исследования, направленного на решение вышеупомянутых вопросов, надлежащее регулирование размера зерен листа из нетекстурированной электротехнической стали делает возможным уменьшение потерь в сердечнике в условиях инверторного возбуждения. Один пример экспериментов, проведенных для получения данного открытия, описывается ниже.
В лаборатории сталь расплавляли и разливали для получения сырьевого материала стали, при этом сталь имела химический состав, содержащий (состоящий из) в масс.%:
С: 0,0013%,
Si: 3,0%,
Mn: 1,4%,
раств. Al: 1,5%,
P: 0,2%,
Ti: 0,0006%,
S: 0,001% и
As: 0,0006% и
остаток, состоящий из Fe и неизбежных примесей. Сырьевой материал стали затем последовательно подвергали следующим далее обработкам от (1) до (5) для получения листов из нетекстурированной электротехнической стали.
(1) горячая прокатка до толщины листа 2,0 мм,
(2) отжиг в зоне горячих состояний, состоящий из операций (2-1) и (2-2), приведенных ниже:
(2-1) первая обработка томлением при температуре томления 1000°С и времени томления 200 с,
(2-2) вторая обработка томлением при температуре томления 1150°С и времени томления 3 с,
(3) травление,
(4) холодная прокатка до толщины листа 0,35 мм и
(5) конечный отжиг.
Конечный отжиг проводили при различных температурах в диапазоне от 600°С до 1100°С для получения множества листов из нетекстурированной электротехнической стали, характеризующихся различными средними размерами зерен. Нагревание во время конечного отжига проводили в двух вариантах условий: условия А, в которых скорость нагревания составляет 10°С/с, и условия В, в которых скорость нагревания составляет 200°С/с. Листы из нетекстурированной электротехнической стали, полученные в условиях А, ниже называются группой А, а листы из нетекстурированной электротехнической стали, полученные в условиях В, называются группой В. Атмосфера во время конечного отжига представляла собой Н2 : N2 = 2 : 8, а температура помутнения составляла -20°С (РН2О/РН2 = 0,006).
Используя получающиеся в результате листы из нетекстурированной электротехнической стали (листы, подвергнутые конечному отжигу), производили кольцевые образцы для испытаний, предназначенные для оценки магнитных свойств, при использовании следующей далее методики. Сначала листы из нетекстурированной электротехнической стали подвергали переработке в результате проволочного вырезания кольцевых профилей, имеющих внешний диаметр 110 мм и внутренний диаметр 90 мм. Двадцать вырезанных листов из нетекстурированной электротехнической стали укладывали в стопку и вокруг стопки наматывали первичную обмотку со 120 витками и вторичную обмотку со 100 витками, что в результате приводило к получению кольцевого образца для испытаний.
После этого магнитные свойства кольцевого образца для испытаний оценивали в двух вариантах условий: синусоидальное возбуждение и инверторное возбуждение. Условия возбуждения представляли собой максимальную плотность магнитного потока 1,5 Тл, фундаментальную частоту 50 Гц, несущую частоту 1 кГц и коэффициент модуляции 0,4.
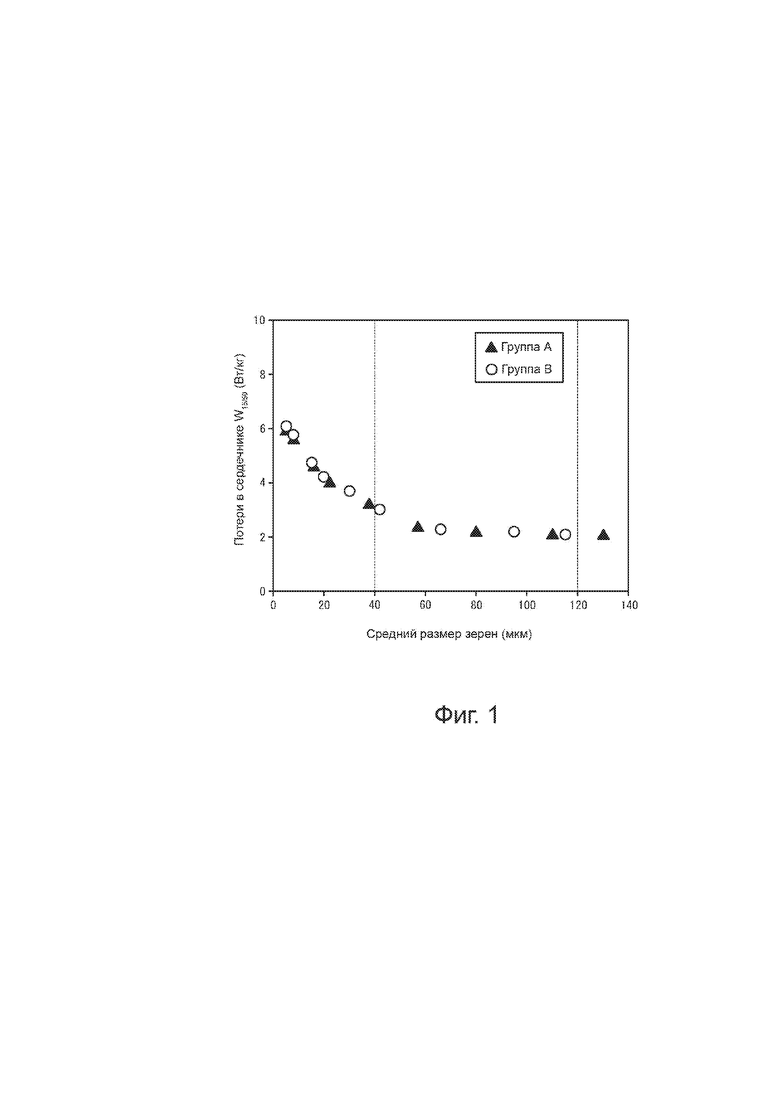
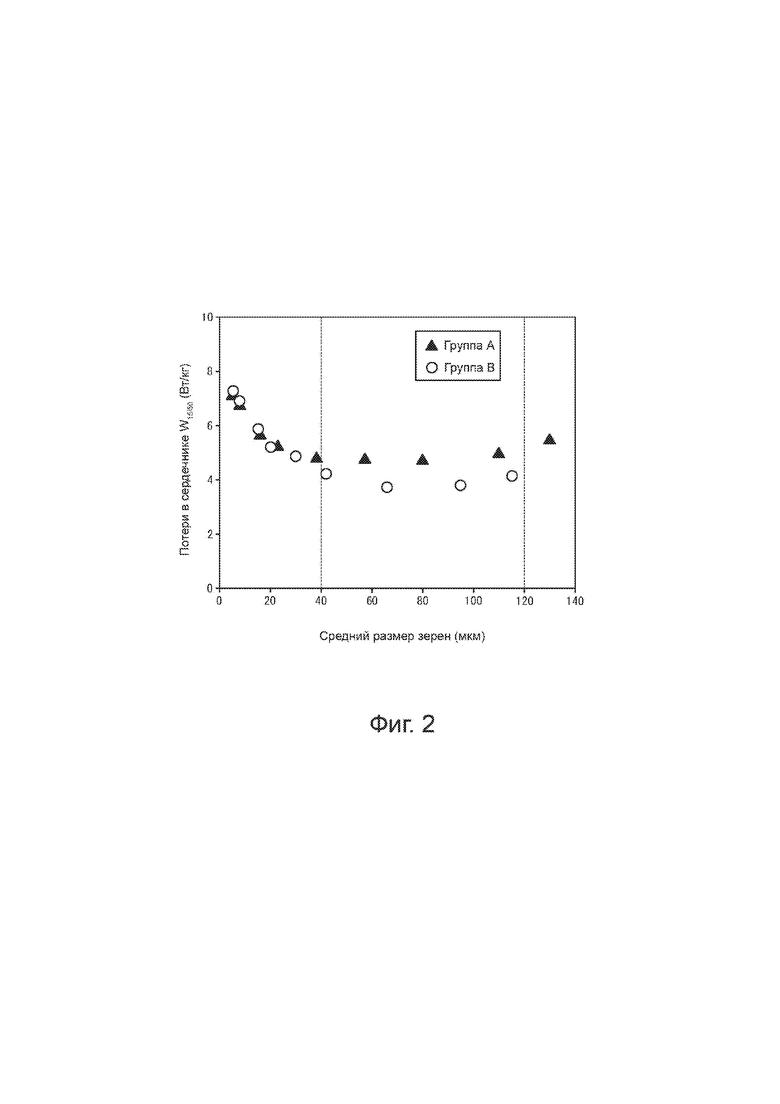
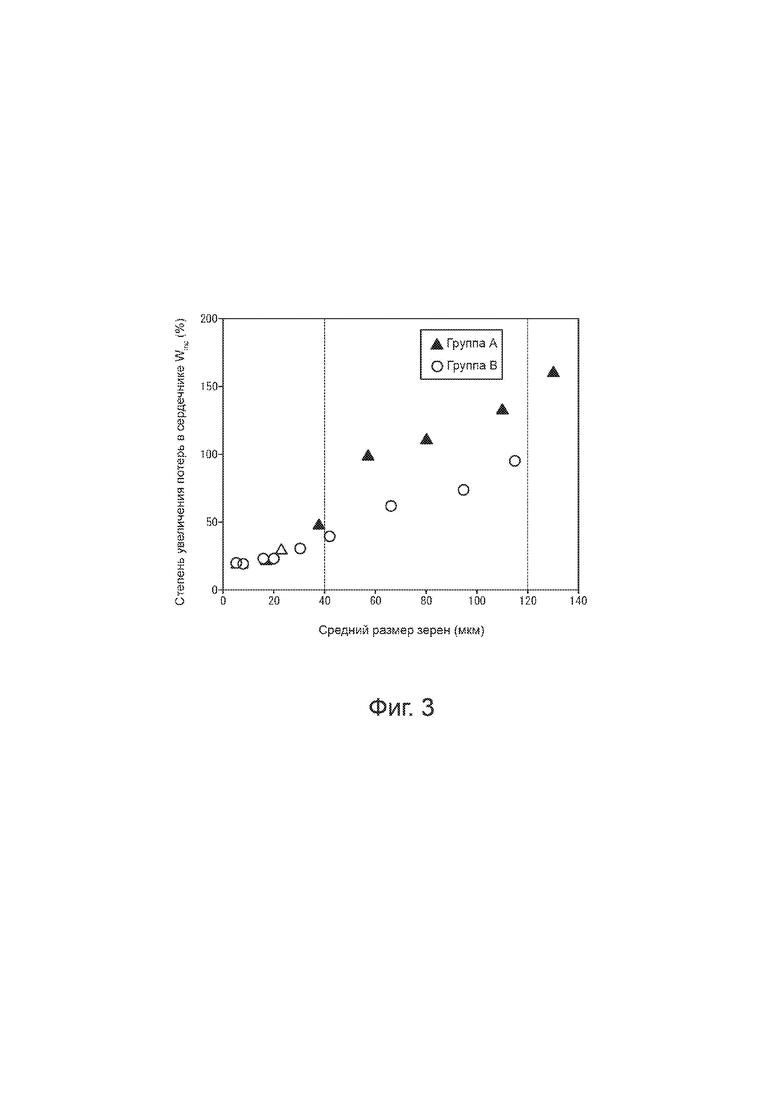
На фиг. 1 проиллюстрированы магнитные свойства в условиях синусоидального возбуждения, а на фиг. 2 проиллюстрированы магнитные свойства в условиях инверторного возбуждения. На фиг. 3 проиллюстрировано соотношение между степенью увеличения потерь в сердечнике Winc и средним размером зерен. В данном случае термин «степень увеличения потерь в сердечнике» относится к разности между потерями в сердечнике в условиях инверторного возбуждения и потерями в сердечнике в условиях синусоидального возбуждения, выраженной в виде отношения с потерями в сердечнике в условиях синусоидального возбуждения. Подробное определение предлагается ниже.
Как это можно видеть на фиг. 1-3, потери в сердечнике уменьшались вместе с увеличением размера зерен в листах из нетекстурированной электротехнической стали из групп как А, так и В в условиях синусоидального возбуждения. С другой стороны, потери в сердечнике были более значительными в условиях инверторного возбуждения в сопоставлении с условиями синусоидального возбуждения. В области, где средний размер зерен был маленьким, потери в сердечнике уменьшались вместе с увеличением размера зерен, как и в случае результатов в условиях синусоидального возбуждения. Однако в области, где средний размер зерен составлял по меньшей мере определенную величину, потери в сердечнике увеличивались вместе с увеличением среднего размера зерен. В условиях синусоидального возбуждения листы из нетекстурированной электротехнической стали из группы В характеризовались потерями в сердечнике, эквивалентными соответствующим потерям для листов из нетекстурированной электротехнической стали из группы А, но в условиях инверторного возбуждения листы из нетекстурированной электротехнической стали из группы В продемонстрировали меньшие потери в сердечнике в сопоставлении с листами из нетекстурированной электротехнической стали из группы А.
Средний размер зерен для листов из нетекстурированной электротехнической стали из группы В имел тенденцию к демонстрации меньшей величины в сопоставлении с тем, что имело место для листов из нетекстурированной электротехнической стали из группы А, полученных при той же самой температуре отжига. Кроме того, как это выявило рассмотрение распределения размера зерен, множество зерен, характеризующихся размером зерен, составляющим 60 мкм или менее, присутствовало даже при присутствии как грубых зерен, так и мелких зерен в листах из нетекстурированной электротехнической стали из группы В, например, при среднем размере зерен, составляющем приблизительно 100 мкм.
Детальный механизм, вследствие которого потери в сердечнике в условиях инверторного возбуждения для листов из нетекстурированной электротехнической стали из группы В являются меньшими в сопоставлении с тем, что имеет место для листов из нетекстурированной электротехнической стали из группы А, в настоящее время непонятен. Однако, как указало дополнительное исследование соотношения между распределением зерен по размерам и потерями в сердечнике в условиях инверторного возбуждения, присутствие множества мелких зерен, характеризующихся размером зерен, соответствующим 1/6 или менее от толщины стального листа, приводит к уменьшению максимальной величины электрического тока в первичной обмотке в условиях инверторного возбуждения, что, тем самым, приводит к уменьшению потерь в сердечнике. Таким образом, заявители пришли к заключению о том, что потери в сердечнике в условиях инверторного возбуждения могут быть уменьшены в результате регулирования размера зерен так, чтобы он был в пределах надлежащего диапазона.
Настоящее раскрытие изобретения имеет в своей основе вышеупомянутые открытия, а его основные признаки представляют собой нижеследующее.
1. Лист из нетекстурированной электротехнической стали, имеющий:
химический состав, содержащий (состоящий из) в масс.%
С: 0,005% или менее,
Si: 4,5% или менее,
Mn: от 0,02% до 2,0%,
раств. Al: 2,0% или менее,
Р: 0,2% или менее,
Ti: 0,007% или менее,
S: 0,005% или менее,
один или оба из As и Pb: в совокупности от 0,0005% до 0,005% и
остаток, состоящий из Fe и неизбежных примесей;
в котором средний размер r зерен находится в диапазоне от 40 мкм до 120 мкм, и
где соотношение R площадей между совокупной площадью зерен, характеризующихся размером зерен, составляющим 1/6 или менее от толщины стального листа, и площадью поперечного сечения стального листа составляет 2% или более, причем средний размер r зерен в мкм и соотношение R площадей в процентах удовлетворяют условию, представленному выражением (1)
R > –2,4 × r + 200 (1).
2. Лист из нетекстурированной электротехнической стали по 1, в котором химический состав дополнительно содержит в масс.% один или оба из Sn: от 0,01% до 0,2% и Sb: от 0,01% до 0,2%.
3. Лист из нетекстурированной электротехнической стали по 1 или 2, в котором химический состав дополнительно содержит в масс.% один или несколько из
РЗМ: от 0,0005% до 0,005%,
Mg: от 0,0005% до 0,005%, и
Са: от 0,0005% до 0,005%.
4. Лист из нетекстурированной электротехнической стали по любому одному из 1-3, в котором толщина стального листа составляет 0,35 мм или менее.
5. Лист из нетекстурированной электротехнической стали по любому одному из 1 - 4, в котором степень увеличения потерь в сердечнике Winc в процентах, рассчитанная в виде 100(Winv – Wsin)/Wsin, составляет 100% или менее, где при использовании кольцевого образца для испытаний, характеризующегося площадью поперечного сечения пути магнитного потока 70 мм2 и имеющего намотанную на нем обмотку с числом в 120 витков первичной обмотки и числом в 100 витков вторичной обмотки, измеряют потери в сердечнике Winv при проведении возбуждения в результате управления широтно-импульсной модуляции при использовании инвертора при максимальной плотности магнитного потока 1,5 Тл, фундаментальной частоте 50 Гц, несущей частоте 1 кГц и коэффициенте модуляции 0,4 и измеряют потери в сердечнике Wsin при проведении возбуждения при максимальной плотности магнитного потока 1,5 Тл и при использовании синусоидального переменного электрического тока при частоте 50 Гц.
6. Способ изготовления листа из нетекстурированной электротехнической стали, при этом способ включает:
получение стального сляба, имеющего химический состав, содержащий (состоящий из) в масс.%
С: 0,005% или менее,
Si: 4,5% или менее,
Mn: от 0,02% до 2,0%,
раств. Al: 2,0% или менее,
Р: 0,2% или менее,
Ti: 0,007% или менее,
S: 0,005% или менее,
один или оба из As и Pb: в совокупности от 0,0005% до 0,005%, и
остаток, состоящий из Fe и неизбежных примесей;
горячую прокатку указанного стального сляба для получения горячекатаного листа;
подвергание указанного горячекатаного листа отжигу в зоне горячих состояний, включающему первую обработку томлением, проводимую при температуре томления в диапазоне от 800°С до 1100°С и времени томления, составляющем 5 мин или менее, и вторую обработку томлением, проводимую при температуре томления в диапазоне от 1150°С до 1200°С и времени томления, составляющем 5 с или менее;
подвергание указанного горячекатаного листа после отжига в зоне горячих состояний холодной прокатке один раз или холодной прокатке два и более раз при проведении промежуточного отжига между ними для получения стального листа, характеризующегося конечной толщиной листа; и
подвергание стального листа после холодной прокатки конечному отжигу;
причем скорость нагревания от 400°С до 740°С во время конечного отжига находится в диапазоне от 30°С/с до 300°С/с.
7. Способ изготовления листа из нетекстурированной электротехнической стали по 6, в котором химический состав дополнительно содержит в масс.% один или оба из Sn: от 0,01% до 0,2% и Sb: от 0,01% до 0,2%.
8. Способ изготовления листа из нетекстурированной электротехнической стали по 6 или 7, в котором химический состав дополнительно содержит в масс.% один или несколько из
РЗМ: от 0,0005% до 0,005%,
Mg: от 0,0005% до 0,005%, и
Са: от 0,0005% до 0,005%.
(Выгодный эффект)
Настоящее раскрытие изобретения может предложить лист из нетекстурированной электротехнической стали, который характеризуется низкими потерями в сердечнике даже в условиях инверторного возбуждения и может быть подходящим образом использован в качестве стального сердечника двигателя.
Краткое описание чертежей
В числе прилагающихся чертежей:
на фиг. 1 иллюстрируется взаимосвязь между потерями в сердечнике в условиях синусоидального возбуждения и средним размером зерен;
на фиг. 2 иллюстрируется взаимосвязь между потерями в сердечнике в условиях инверторного возбуждения и средним размером зерен;
на фиг. 3 иллюстрируется взаимосвязь между степенью увеличения потерь в сердечнике Winc и средним размером зерен; и
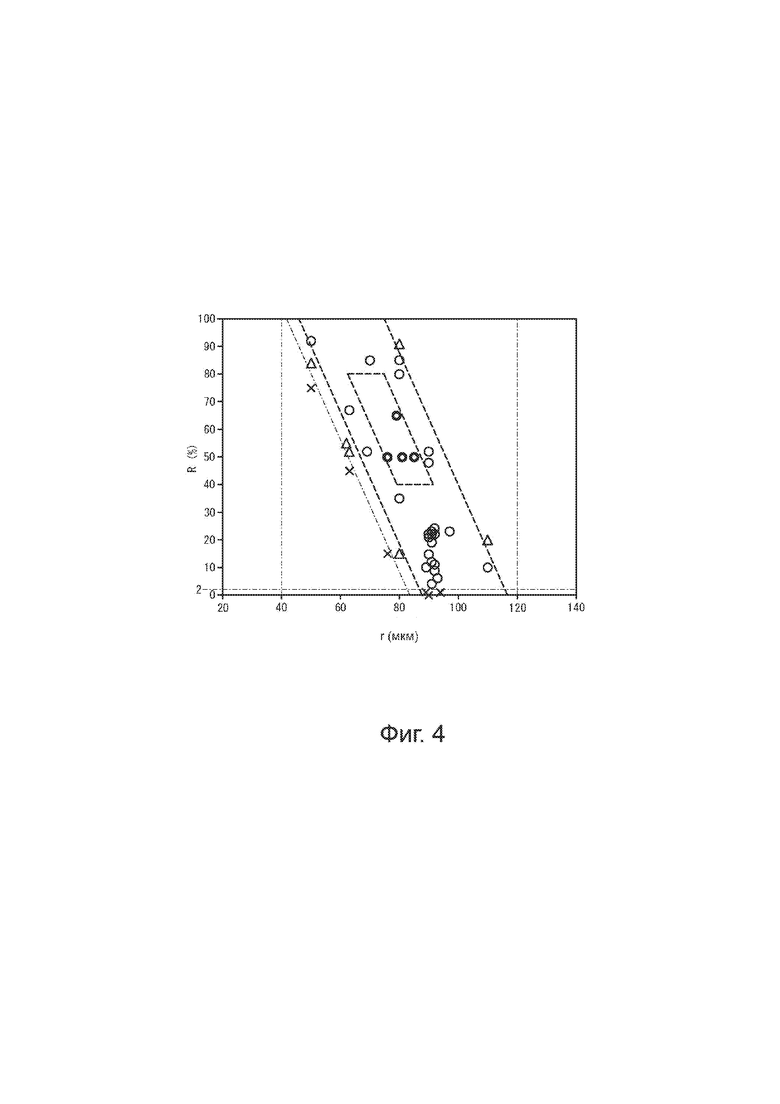
на фиг. 4 иллюстрируются диапазоны соотношения R площадей и среднего размера r зерен, которые обеспечивают достижение удовлетворительных потерь в сердечнике в условиях инверторного возбуждения.
Осуществление изобретения
[Химический состав]
В настоящем раскрытии изобретения важным является то, что лист из нетекстурированной электротехнической стали и стальной сляб, использующийся для изготовления стального листа, имеет вышеупомянутый химический состав. Сначала будут разъяснены причины ограничения химического состава. В следующем далее описании изобретения «%» в отношении компонентов обозначает «масс.%», если только не будет указываться на другое.
C: 0,005% или менее
В случае превышения уровнем содержания С 0,005% потери в сердечнике будут ухудшаться вследствие магнитного старения. Поэтому задают уровень содержания С, составляющий 0,005% или менее. Уровень содержания С предпочтительно составляет 0,0020% или менее, а более предпочтительно составляет 0,0015% или менее. Для уровня содержания С какого-либо конкретного нижнего предела не устанавливают, но уровень содержания С предпочтительно составляет 0,0005% или более, поскольку избыточное уменьшение приводит к возникновению повышенных издержек на рафинирование.
Si: 4,5% или менее
Si представляет собой элемент, которому свойственны эффекты увеличения удельного электрического сопротивления стали и уменьшения потерь в сердечнике. Вследствие более высокой доли потерь на вихревые токи в условиях инверторного возбуждения в сопоставлении с условиями синусоидального возбуждения считается эффективным задание удельного электрического сопротивления, большего, чем в материале, использующемся в условиях синусоидального возбуждения. Однако в случае превышения уровнем содержания Si 4,5% лист станет хрупким и будет иметь тенденцию к разрушению во время холодной прокатки. Поэтому задают уровень содержания Si, составляющий 4,5% или менее. Уровень содержания Si предпочтительно составляет 4,0% или менее, а более предпочтительно составляет 3,7% или менее. Для уровня содержания Si какого-либо конкретного нижнего предела не устанавливают, но для увеличения эффекта от добавления Si уровень содержания Si предпочтительно составляет 2,5% или более, а более предпочтительно 3,0% или более.
Mn: от 0,02% до 2,0%
Mn представляет собой элемент, которому свойственен эффект уменьшения горячеломкости стали в результате связывания с S.
Увеличение уровня содержания Mn также приводит к огрублению выделений, таких как MnS, и может улучшить рост зерен. Кроме того, элементу Mn свойственен эффект увеличения удельного электрического сопротивления и уменьшения потерь в сердечнике. Для достижения данных эффектов задают уровень содержания Mn, составляющий 0,02% или более. Уровень содержания Mn предпочтительно составляет 0,05% или более, более предпочтительно 0,10% или более, а еще более предпочтительно 0,30% или более. Сразу после превышения уровнем содержания Mn 2,0% какого-либо увеличения эффектов от добавления Mn ожидать невозможно, в то время как издержки увеличиваются. Таким образом, задают уровень содержания Mn, составляющий 2,0% или менее. Уровень содержания Mn предпочтительно составляет 1,8% или менее, более предпочтительно 1,6% или менее, а еще более предпочтительно 1,4% или менее.
Раств. Al: 2,0% или менее
В результате образования выделений в виде AlN элементу Al свойственен эффект подавления роста соседних зерен, что обеспечивает сохранение мелких зерен. Кроме того, элементу Al свойственен эффект увеличения удельного электрического сопротивления и уменьшения потерь в сердечнике. Однако сразу после превышения уровнем содержания Al 2,0% какого-либо увеличения эффектов от добавления Al ожидать невозможно. Поэтому задают уровень содержания Al, составляющий 2,0% или менее. Уровень содержания Al предпочтительно составляет 1,5% или менее, а более предпочтительно составляет 1,2% или менее. Для уровня содержания Al какого-либо конкретного нижнего предела не устанавливают, но для увеличения удельного электрического сопротивления уровень содержания Al предпочтительно составляет 0,0010% или более, более предпочтительно 0,01% или более, а еще более предпочтительно 0,10% или более.
P: 0,2% или менее
Р представляет собой элемент, которому свойственен эффект промотирования ликвации на границах зерен во время отжига в зоне горячих состояний и улучшения текстуры листа, подвергнутого конечному отжигу. Однако сразу после превышения уровнем содержания Р 0,2% какого-либо увеличения эффектов от добавления Р ожидать невозможно. Помимо этого, лист становится хрупким и имеет тенденцию к разрушению во время холодной прокатки. В соответствии с этим, задают уровень содержания Р, составляющий 0,2% или менее. Уровень содержания Р предпочтительно составляет 0,1% или менее, а более предпочтительно составляет 0,010% или менее. Для уровня содержания Р какого-либо конкретного нижнего предела не устанавливают, но для увеличения эффекта от добавления Р уровень содержания Р предпочтительно составляет 0,001% или более, а более предпочтительно 0,004% или более.
Ti: 0,007% или менее
Ti представляет собой токсичный элемент, которому свойственны эффекты замедления извлечения/рекристаллизации и увеличения количества зерен с ориентацией {111}, и Ti стимулирует ухудшение плотности магнитного потока. Поскольку данные вредные эффекты становятся значительными при превышении уровнем содержания Ti 0,007%, задают уровень содержания Ti, составляющий 0,007% или менее. Уровень содержания Ti предпочтительно составляет 0,005% или менее. Для уровня содержания Ti какого-либо конкретного нижнего предела не устанавливают, но избыточное уменьшение приводит к увеличению издержек для сырьевого материала. Таким образом, уровень содержания Ti предпочтительно составляет 0,0001% или более, более предпочтительно 0,0003% или более, а еще более предпочтительно 0,0005% или более.
S: 0,005% или менее
В случае превышения уровнем содержания S 0,005% увеличится количество выделений, таких как MnS, и рост зерен ухудшится. Поэтому задают уровень содержания S, составляющий 0,005% или менее. Уровень содержания S предпочтительно составляет 0,003% или менее. Для уровня содержания S какого-либо конкретного нижнего предела не устанавливают, но задание уровня содержания S, составляющего менее, чем 0,0001%, приводит к возникновению повышенных производственных издержек. Таким образом, уровень содержания S предпочтительно составляет 0,0001% или более, более предпочтительно 0,0005% или более, а еще более предпочтительно 0,0010% или более.
Один или оба из As и Pb: в совокупности от 0,0005% до 0,005%
В результате включения по меньшей мере одного из As и Pb при совокупном уровне содержания, составляющем 0,0005% или более, может быть стимулирован рост выделений, таких как AlN, совместно с выделениями As и/или Pb или их соединением в виде ядра, что делает возможным надлежащее регулирование распределения зерен по размерам. В соответствии с этим, задают совокупный уровень содержания As и Pb, составляющий 0,0005% или более. Совокупный уровень содержания As и Pb предпочтительно составляет 0,0010% или более. С другой стороны, в результате добавления As и Pb при совокупном уровне содержания, превышающем 0,005%, какого-либо дополнительного эффекта не достигают, и лист становится хрупким и имеет тенденцию к разрушению во время холодной прокатки. В соответствии с этим, задают совокупный уровень содержания As и Pb, составляющий 0,005% или менее. Совокупный уровень содержания As и Pb предпочтительно составляет 0,003% или менее, а более предпочтительно составляет 0,002% или менее.
В дополнение к вышеупомянутым компонентам остаток химического состава листа из нетекстурированной электротехнической стали и стального сляба в одном варианте осуществления настоящего раскрытия изобретения состоит из Fe и неизбежных примесей.
В еще одном варианте осуществления химический состав может дополнительно содержать один или оба из Sn: от 0,01% до 0,2% и Sb: от 0,01% до 0,2%.
Sn: от 0,01% до 0,2%
Sb: от 0,01% до 0,2%
Sn и Sb представляют собой элементы, которым свойственен эффект уменьшения зерен {111} в рекристаллизованной текстуре и улучшения плотности магнитного потока. Для достижения данных эффектов при добавлении Sn и Sb задают уровень содержания данных элементов, составляющий 0,01% или более для каждого элемента. Уровень содержания Sn и Sb предпочтительно составляет 0,02% или более для каждого элемента. Однако, при избыточном добавлении какие-либо дополнительные эффекты не достигаются. Таким образом, при добавлении Sn и Sb задают уровень содержания каждого из них, составляющий 0,2% или менее. Уровень содержания Sn и Sb предпочтительно составляет 0,1% или менее для каждого элемента.
В еще одном варианте осуществления химический состав может дополнительно содержать один или несколько из РЗМ: от 0,0005% до 0,005%, Mg: от 0,0005% до 0,005%, и Са: от 0,0005% до 0,005%.
РЗМ: от 0,0005% до 0,005%
Mg: от 0,0005% до 0,005%
Са: от 0,0005% до 0,005%
Редкоземельные металлы (РЗМ), Mg и Са представляют собой элементы, которым свойственен эффект огрубления сульфидов и улучшения роста зерен. Для достижения данных эффектов при добавлении РЗМ, Mg и Са задают уровень содержания каждого из данных элементов, составляющий 0,0005% или более. Уровень содержания РЗМ, Mg и Са предпочтительно составляет 0,0010% или более для каждого элемента. Однако, поскольку избыточное добавление фактически стимулирует ухудшение роста зерен, при добавлении РЗМ, Mg и Са задают уровень содержания данных элементов, составляющий 0,005% или менее для каждого элемента. Уровень содержания РЗМ, Mg и Са предпочтительно составляет 0,003% или менее для каждого элемента.
[Размер зерен]
Кроме того, в настоящем раскрытии изобретения важными являются наличие среднего размера r зерен в диапазоне от 40 мкм или более до 120 мкм или менее, соотношения R площадей зерен, характеризующихся размером зерен, составляющим 1/6 или менее от толщины стального листа (ниже в настоящем документе также просто называемого «соотношением R площадей»), составляющего 2% или более, и удовлетворение средним размером r зерен (мкм) и соотношением R площадей (%) условию, представленному приведенным ниже выражением (1). В результате в случае возбуждения в условиях управления ШИМ при использовании инвертора потери в сердечнике могут быть уменьшены. Причины данных ограничений описываются ниже.
R > –2,4 × r + 200 (1)
– Средний размер r зерен: от 40 мкм до 120 мкм
Как это проиллюстрировано на фиг. 1 и фиг. 2, задание среднего размера зерен в диапазоне от 40 мкм до 120 мкм может привести к уменьшению потерь в сердечнике как в условиях синусоидального возбуждения, так и в условиях инверторного возбуждения. Для дополнительного уменьшения потерь в сердечнике предпочтительно задают средний размер r зерен, составляющий 60 мкм или более. Также для дополнительного уменьшения потерь в сердечнике предпочтительно задают средний размер r зерен, составляющий 100 мкм или менее. Средний размер r зерен, упоминаемый в данном случае, является средним размером зерен, измеренным на поперечном сечении, полученном в результате разрезания листа из нетекстурированной электротехнической стали в направлении толщины параллельно направлению прокатки в центре в поперечном направлении листа. Средний размер r зерен может быть измерен при использовании метода, описанного в примерах. Средний размер зерен для листа из нетекстурированной электротехнической стали, использующейся в качестве стального сердечника двигателя, рассматривается в качестве среднего размера зерен, полученного при использовании того же самого измерения, что и упомянутое выше, на поперечном сечении образца для испытаний, вырезанного из части стального сердечника.
– Соотношение R площадей: 2% или более, а R > –2,4 × r + 200
В случае маленького соотношения R площадей, которое является соотношением между совокупной площадью зерен, характеризующихся размером зерен, составляющим 1/6 или менее от толщины стального листа, и площадью поперечного сечения стального листа, потери в сердечнике увеличатся в результате увеличенного электрического тока в первичной обмотке в условиях инверторного возбуждения. Поэтому задают соотношение R площадей, составляющее 2% или более, и задают его так, чтобы оно удовлетворяло выражению R > –2,4 × r + 200. Для дополнительного уменьшения потерь в сердечнике в условиях инверторного возбуждения соотношение R площадей (%) и средний размер r зерен (мкм) более предпочтительно удовлетворяют соотношению в приведенном ниже выражении (2), а еще более предпочтительно одновременно удовлетворяют соотношениям в приведенных ниже выражениях (3) и (4).
–2,4 × r + 280 > R > –2,4 × r + 210 (2)
–2,4 × r + 260 > R > –2,4 × r + 230 (3)
80 ≥ R ≥ 40 (4)
[Толщина листа]
Толщина листа: 0,35 мм или менее
Для толщины листа из нетекстурированной электротехнической стали в настоящем раскрытии изобретения какого-либо конкретного ограничения не устанавливают, и стальной лист может иметь любую толщину. Однако, задание толщины листа, составляющей 0,35 мм или менее, может привести к уменьшению потерь на вихревые токи. Вследствие особенного увеличения доли потерь на вихревые токи от эффекта гармоник в условиях инверторного возбуждения увеличивается эффект уменьшения потерь в сердечнике, обусловленный уменьшением толщины стального листа. В соответствии с этим, толщина листа из нетекстурированной электротехнической стали предпочтительно составляет 0,35 мм или менее. Толщина листа более предпочтительно составляет 0,30 мм или менее. Однако в случае избыточно тонкого стального листа увеличение потерь на гистерезис будет превышать уменьшение потерь на вихревые токи, и все закончится увеличением потерь в сердечнике. В соответствии с этим, толщина листа из нетекстурированной электротехнической стали предпочтительно составляет 0,05 мм или более, а более предпочтительно составляет 0,15 мм или более.
[Магнитные свойства]
В результате регулирования химического состава и размера зерен в соответствии с представленным выше описанием изобретения может быть получен лист из нетекстурированной электротехнической стали, обладающий превосходными магнитными свойствами в условиях инверторного возбуждения. Для магнитных свойств листа из нетекстурированной электротехнической стали, соответствующего настоящему раскрытию изобретения, какого-либо конкретного ограничения не устанавливают, но степень увеличения потерь в сердечнике Winc (%), определяемая в виде 100(Winv – Wsin)/Wsin, предпочтительно составляет 100% или менее, где Wsin представляет собой потери в сердечнике в условиях синусоидального возбуждения, а Winv представляет собой потери в сердечнике в условиях инверторного возбуждения. В случае большого значения Winc все закончится увеличенными потерями даже для материала, характеризующегося низкими потерями в сердечнике в условиях синусоидального возбуждения, в случае использования данного материала в качестве стального сердечника двигателя, управляемого при использовании инвертора. Winc более предпочтительно составляет 90% или менее.
Wsin и Winv характеризуют следующим образом.
– Wsin: потери в сердечнике, измеренные при проведении возбуждения при максимальной плотности магнитного потока 1,5 Тл и при использовании синусоидального переменного электрического тока при частоте 50 Гц.
– Winv: потери в сердечнике, измеренные при проведении возбуждения в управлении ШИМ при использовании инвертора при максимальной плотности магнитного потока 1,5 Тл, фундаментальной частоте 50 Гц, несущей частоте 1 кГц и коэффициенте модуляции 0,4.
В отличие от магнитных свойств в условиях синусоидального возбуждения на магнитные свойства в условиях инверторного возбуждения значительное воздействие оказывают площадь поперечного сечения пути магнитного потока у образца для испытаний, использующегося при измерении, и число витков обмотки. Поэтому Wsin и Winv принимают в качестве величин, измеренных при использовании образца для испытаний при площади поперечного сечения пути магнитного потока 70 мм2, первичной обмотке в 120 витков и вторичной обмотке в 100 витков. Во время управления ШИМ при использовании инвертора на коэффициент модуляции и несущую частоту оказывают воздействие амплитуда и частота компонента высшей гармоники, и потери в сердечнике увеличиваются и уменьшаются. Таким образом, Winv измеряют при задании условий инверторного управления для коэффициента модуляции 0,4 и несущей частоты 1 кГц.
Далее описывается способ изготовления листа из нетекстурированной электротехнической стали, соответствующий одному варианту осуществления настоящего раскрытия изобретения. Лист из нетекстурированной электротехнической стали, соответствующий настоящему раскрытию изобретения, может быть изготовлен в результате подвергания стального сляба, имеющего вышеупомянутый химический состав, горячей прокатке, отжигу в зоне горячих состояний, холодной прокатке и конечному отжигу.
[Стальной сляб]
Стальной сляб, подвергаемый горячей прокатке, может быть любым стальным слябом, имеющим вышеупомянутый химический состав. Стальной сляб может быть, например, изготовлен из расплавленной стали, доведен до вышеупомянутого химического состава при использовании обычного способа разливки в слитки и прокатки на блюминге или способа непрерывной разливки. В альтернативном варианте, тонкий сляб или более тонкая стальная отливка, имеющие толщину, составляющую 100 мм или менее, могут быть произведены при использовании способа бесслиткового литья. C, Al, B и Se представляют собой элементы, которые легко становятся примешанными в ходе технологического процесса сталелитейного производства и поэтому должны строго регулироваться.
[Горячая прокатка]
Далее получающийся в результате сляб подвергают горячей прокатке для получения горячекатаного листа. Сляб может быть подвергнут горячей прокатке после нагревания или может быть подвергнут горячей прокатке непосредственно после разливки без проведения нагревания.
[Отжиг в зоне горячих состояний]
После горячей прокатки получающийся в результате горячекатаный лист подвергают отжигу в зоне горячих состояний. В настоящем раскрытии изобретения томление во время отжига в зоне горячих состояний проводят в две стадии: первая обработка томлением и вторая обработка томлением. Причины ограничений, накладываемых на условия проведения первой обработки томлением и второй обработки томлением, описываются ниже.
(Первая обработка томлением)
Т1: от 800°С до 1100°С
В случае температуры Т1 томления во время первой обработки томлением, составляющей менее чем 800°С, сохранится текстура полосы, полученная во время горячей прокатки, так что будет иметь место тенденция к образованию вмятин. В соответствии с этим, задают значение Т1, составляющее 800°С или более. Т1 предпочтительно составляет 850°С или более, а более предпочтительно 900°С или более. Наоборот, в случае превышения значением Т1 1100°С увеличатся издержки на отжиг. Таким образом, Т1 предпочтительно составляет 1100°С или менее, а более предпочтительно 1050°С или менее.
t1: 5 мин или менее
Вследствие уменьшения производительности при избыточно продолжительном времени t1 задают время t1 томления во время первой обработки томлением, составляющее 5 мин или менее. Время t1 томления предпочтительно составляет 2 мин или менее, более предпочтительно 60 с или менее, еще более предпочтительно 30 с или менее, а наиболее предпочтительно 20 с или менее. Для значения t1 какого-либо конкретного нижнего предела не устанавливают, но для достаточного получения эффектов от первой обработки томлением значение t1 предпочтительно составляет 5 с или более.
(Вторая обработка томлением)
Т2: от 1150°С до 1200°С
В случае температуры Т2 томления во время второй обработки томлением, составляющей 1150°С или более, выделения в стали могут временно раствориться, а после этого сформировать мелкие выделения во время охлаждения. В соответствии с этим, задают значение Т2, составляющее 1150°С или более. Наоборот, в случае превышения значением Т2 1200°С увеличатся издержки на отжиг. В соответствии с этим, задают значение Т2, составляющее 1200°С или менее.
t2: 5 с или менее
Для неоднородного распределения мелких выделений время t2 томления во время второй обработки томлением должно быть укорочено. В соответствии с этим, задают значение t2, составляющее 5 с или менее. Для значения t2 какого-либо конкретного нижнего предела не устанавливают, но для достаточного получения эффектов от второй обработки томлением значение t2 предпочтительно составляет 1 с или более, а более предпочтительно 2 с или более. В комбинации с добавлением небольших количеств As и Pb проведение второй обработки томлением данным образом делает распределение мелких выделений еще более неоднородным, что приводит к получению эффекта наличия неоднородного размера зерен после конечного отжига.
Отжиг в зоне горячих состояний может быть проведен при использовании любого способа. Говоря конкретно, отжиг в зоне горячих состояний может быть проведен в результате нагревания горячекатаного листа до температуры T1 томления и выдерживания при Т1 в течение времени t1 томления, а впоследствии нагревания горячекатаного листа до температуры Т2 томления и выдерживания при Т2 в течение времени t2 томления. Поскольку томление при использовании отжигательной печи периодического действия характеризуется низкой производительностью, отжиг в зоне горячих состояний предпочтительно проводят при использовании отжигательной печи непрерывного действия. Скорость охлаждения после второй обработки томлением не оказывает воздействия на магнитные свойства, и поэтому на нее ограничений не накладывают. Горячекатаный лист, например, может быть охлажден при скорости охлаждения в диапазоне от 1°С/с до 100°С/с.
[Холодная прокатка]
После этого отожженный горячекатаный лист подвергают холодной прокатке для получения холоднокатаного стального листа, имеющего конечную толщину листа. Отожженный горячекатаный лист предпочтительно подвергают травлению до холодной прокатки. Холодная прокатка может быть проведена один раз или может быть проведена два и более раз при проведении промежуточного отжига между ними. Промежуточный отжиг может быть проведен в любых условиях, но предпочтительно его проводят, например, при использовании отжигательной печи непрерывного действия в условиях температуры томления в диапазоне от 800°С до 1200°С и времени томления, составляющего 5 мин или менее.
Холодная прокатка может быть проведена в любых условиях. Однако для промотирования формирования зоны искажения и развития текстуры {001} <250> по меньшей мере температура материала на стороне доставки на прокатку для одного прохода предпочтительно находится в диапазоне от 100°С до 300°С. В случае температуры материала на стороне доставки на прокатку, составляющей 100°С или более, может быть подавлено развитие ориентации {111}. В случае температуры материала на стороне доставки на прокатку, составляющей 300°С или менее, может быть подавлена рандомизация текстуры. Температура материала на стороне доставки на прокатку может быть измерена при использовании радиационного термометра или контактного термометра.
Обжатие при прокатке во время холодной прокатки может иметь любую величину. Однако, для улучшения магнитных свойств обжатие при прокатке в ходе конечной холодной прокатки предпочтительно составляет 80% или более. Задание обжатия при прокатке в ходе конечной холодной прокатки, составляющего 80% или более, приводит к увеличению резкости текстуры и может дополнительно улучшить магнитные свойства. Для обжатия при прокатке какого-либо конкретного верхнего предела не устанавливают, но издержки на прокатку значительно увеличатся в случае превышения обжатием при прокатке 98%. Таким образом, обжатие при прокатке предпочтительно составляет 98% или менее. Обжатие при прокатке более предпочтительно находится в диапазоне от 85% до 95%. В данном случае термин «конечная холодная прокатка» относится к единственному случаю холодной прокатки при проведении холодной прокатки один раз и относится к последнему случаю холодной прокатки при проведении холодной прокатки два и более раз.
Для конечной толщины листа какого-либо конкретного ограничения не устанавливают, и она может быть той же самой, что и толщина листа у описанного выше листа из нетекстурированной электротехнической стали. Для увеличения обжатия при прокатке конечная толщина листа предпочтительно составляет 0,35 мм или менее, а более предпочтительно 0,30 мм или менее.
[Конечный отжиг]
После конечной холодной прокатки проводят конечный отжиг. Для температуры томления во время конечного отжига какого-либо конкретного ограничения не устанавливают. Достаточным является подстраивание температуры томления для достижения желаемого размера зерен. Температура томления, например, может находиться в диапазоне от 700°С до 1100°С. Для времени томления во время конечного отжига какого-либо конкретного ограничения не устанавливают. Достаточным является проведение конечного отжига в течение достаточно продолжительного времени для прохождения рекристаллизации. Время томления, например, может составлять 5 с или более. Однако, в случае избыточно продолжительного времени томления какие-либо дополнительные эффекты достигнуты не будут, и производительность упадет. Таким образом, время томления предпочтительно составляет 120 с или менее.
Скорость нагревания: от 30°С/сек до 300°С/сек
Во время конечного отжига задают скорость нагревания от 400°С до 740°С в диапазоне от 30°С/с до 300°С/с. Задание скорости нагревания в диапазоне от 30°С/с до 300°С/с делает возможным задание для размера зерен надлежащего распределения. В случае скорости нагревания, составляющей менее, чем 30°С/с, распределение зерен по размерам станет острым, и резко уменьшится количество зерен, которые имеют выгодный размер в отношении потерь в сердечнике в условиях инверторного возбуждения. Наоборот, в случае скорости нагревания, составляющей более чем 300°С/с, какого-либо дополнительного эффекта обеспечения наличия мелких зерен не получат, и для профиля пластины будет иметь место коробление. Также увеличиваются издержки, поскольку становится необходимой очень большое количество энергии. Скорость нагревания предпочтительно составляет 50°С/с или более. Также скорость нагревания предпочтительно составляет 200°С/с или менее. Термин «скорость нагревания» относится к средней скорости нагревания от 400°С до 740°С. В случае температуры томления, составляющей менее чем 740°С, скоростью нагревания считается средняя скорость нагревания от 400°С вплоть до температуры томления.
После конечного отжига по мере надобности наносят изолирующее покрытие, тем самым получая листовой продукт. Может быть использован любой тип изолирующего покрытия в соответствии с целью, такой как неорганическое покрытие, органическое покрытие или неорганически-органическое смешанное покрытие.
Примеры
(Пример 1)
В лаборатории сталь, имеющую химический состав из таблицы 1, расплавляли и разливали для получения сырьевого материала стали (сляба). Сырьевой материал стали после этого последовательно подвергали следующим далее обработкам от (1) до (5) для производства листов из нетекстурированной электротехнической стали.
(1) Горячая прокатка до толщины листа 2,0 мм,
(2) Отжиг в зоне горячих состояний,
(3) Травление,
(4) Холодная прокатка и
(5) Конечный отжиг при температуре томления в диапазоне от 850°С до 1100°С и времени томления 10 с.
Во время (2) отжига в зоне горячих состояний проводили двухступенчатую обработку томлением, состоящую из приведенных ниже операций (2-1) и (2-2).
(2-1) Первая обработка томлением при использовании температуры Т1 (°С) томления и времени t1 (с) томления и
(2-2) Вторая обработка томлением при использовании температуры Т2 (°С) томления и времени t2 (с) томления.
В таблице 2 перечисляются условия проведения обработки в ходе каждого технологического процесса. Ради сопоставления вторую обработку томлением в некоторых примерах не проводили. В случае непроведения второй обработки томлением после первой обработки томлением проводили охлаждение.
Задавали конечную толщину листа во время холодной прокатки, составляющую 0,175 мм, 0,25 мм или 0,70 мм. Во время конечного отжига проводили нагревание вплоть до 740°С при использовании аппаратуры для индукционного нагревания и ее выходную мощность регулировали таким образом, чтобы скорость нагревания составляла бы 20°С/с от комнатной температуры до 400°С и находилась бы в диапазоне от 20°С/с до 200°С/с от 400°С до 740°С. Нагревание, начиная с 740°С и выше, проводили в электронагревательной печи и задавали среднюю температуру нагревания вплоть до температуры томления, составляющую 10°С/с. В таблице 2 перечисляются условия проведения конечного отжига для каждого листа из нетекстурированной электротехнической стали. Атмосфера во время конечного отжига представляла собой Н2 : N2 = 2 : 8, а температура помутнения составляла -20°С (РН2О/РН2 = 0,006).
Размер зерен и магнитные свойства для каждого из листов из нетекстурированной электротехнической стали (листов, подвергнутых конечному отжигу), полученных вышеупомянутым образом, оценивали при использовании следующего далее метода.
[Средний размер r зерен]
Измеряли средний размер r зерен для каждого из полученных в результате листов из нетекстурированной электротехнической стали. Измерение проводили на поперечном сечении, полученном в результате разрезания листа из нетекстурированной электротехнической стали в направлении толщины параллельно направлению прокатки в центре в поперечном направлении листа. Поперечное сечение среза полировали, подвергали травлению, а впоследствии проводили наблюдение при использовании оптического микроскопа. Для вычисления среднего размера r зерен измеряли размер 1000 или более зерен при использовании метода линейных сегментов. В таблице 2 перечисляются получающиеся в результате значения.
[Соотношение R площадей]
При использовании того же самого метода, что и при измерении среднего размера r зерен, проводили наблюдение в отношении поперечного сечения стального листа и вычисляли соотношение R площадей между совокупной площадью зерен, характеризующихся размером зерен, составляющим 1/6 или менее от толщины листа, и площадью поперечного сечения стального листа. В таблице 2 перечисляются получающиеся в результате значения.
[Магнитные свойства]
При использовании получающихся в результате листов из нетекстурированной электротехнической стали результате осуществления следующей далее методики производили кольцевые образцы для испытаний, предназначенные для оценки магнитных свойств. Сначала листы из нетекстурированной электротехнической стали подвергали обработке в результате проволочного вырезания кольцевых профилей, имеющих внешний диаметр 110 мм и внутренний диаметр 90 мм. Вырезанные листы из нетекстурированной электротехнической стали укладывали в стопку до толщины укладки в стопку 7,0 мм и вокруг стопки наматывали первичную обмотку со 120 витками и вторичную обмотку со 100 витками, что в результате приводило к получению кольцевого образца для испытаний (с площадью поперечного сечения пути магнитного потока 70 мм2).
После этого магнитные свойства кольцевого образца для испытаний оценивали в двух типах условий: синусоидальное возбуждение и инверторное возбуждение. В таблице 2 перечисляются следующие далее значения, полученные в результате данного измерения.
– Wsin: потери в сердечнике, измеренные при проведении возбуждения при максимальной плотности магнитного потока 1,5 Тл и при использовании синусоидального переменного электрического тока при частоте 50 Гц.
– Winv: потери в сердечнике, измеренные при проведении возбуждения в результате управления ШИМ при использовании инвертора при максимальной плотности магнитного потока 1,5 Тл, фундаментальной частоте 50 Гц, несущей частоте 1 кГц и коэффициенте модуляции 0,4.
– Степень увеличения потерь в сердечнике Winc (%) = 100(Winv – Wsin)/Wsin.
Таблица 1
Al
* Остаток, состоящий из Fe и неизбежных примесей.
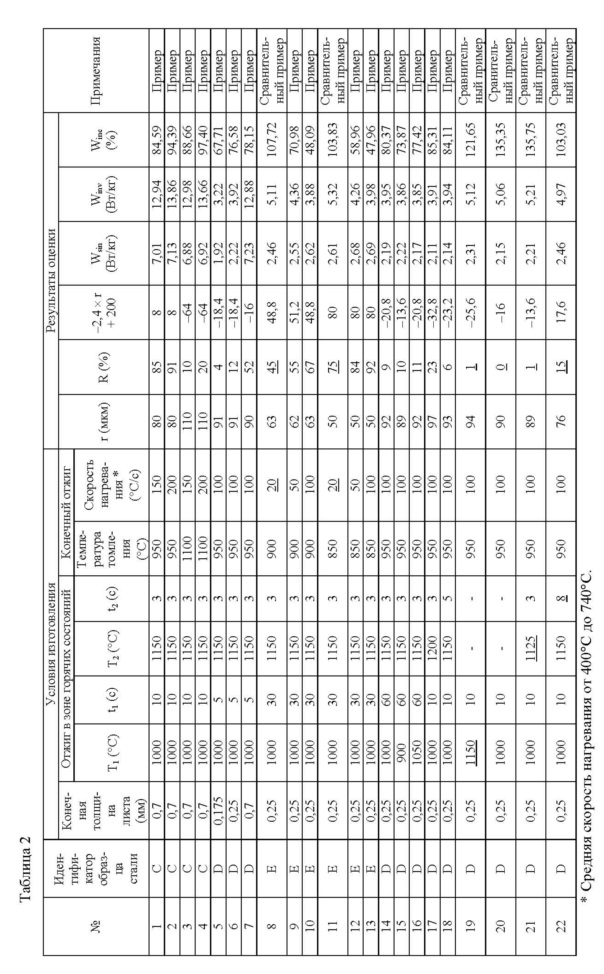
Как это с ясностью следует исходя из результатов в таблице 2, листы из нетекстурированной электротехнической стали, удовлетворяющие условиям настоящего раскрытия изобретения, характеризуются низкими потерями в сердечнике в условиях инверторного возбуждения. В противоположность этому, для листов из нетекстурированной электротехнической стали сравнительных примеров, которые не удовлетворяют условиям настоящего раскрытия изобретения, скорость увеличения потерь в сердечнике Winc превышает 100%, и потери в сердечнике ухудшаются в условиях инверторного возбуждения.
(Пример 2)
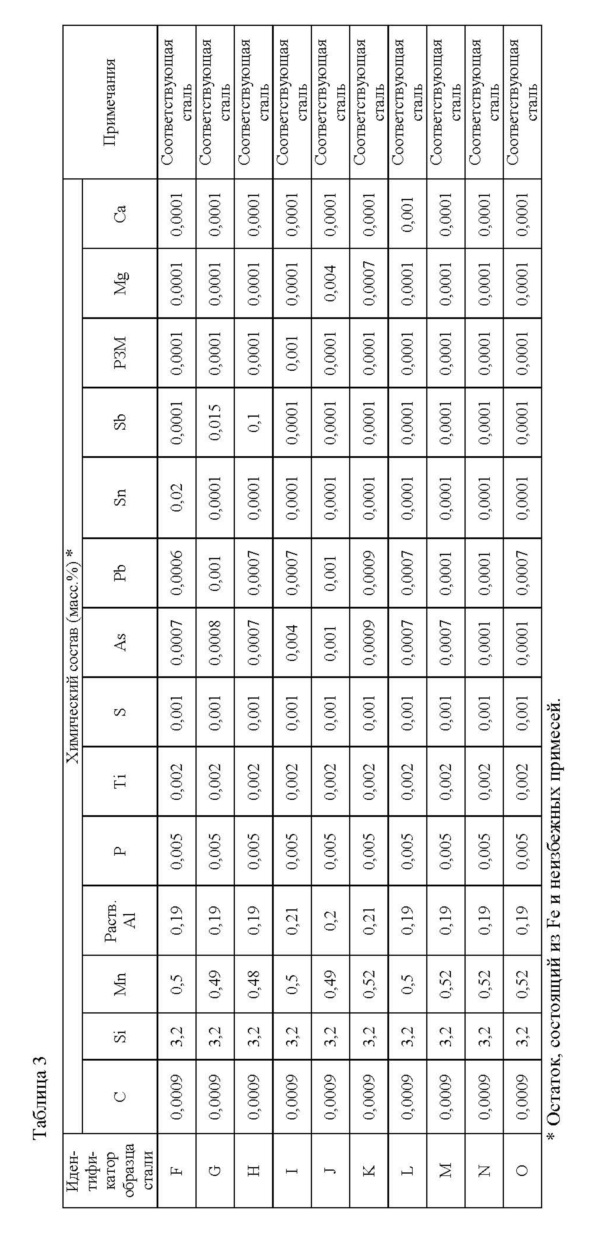
В лаборатории сталь, имеющую химический состав из таблицы 3, расплавляли и разливали для получения сырьевого материала стали. Сырьевой материал стали после этого последовательно подвергали следующим далее обработкам от (1) до (5) для производства листов из нетекстурированной электротехнической стали.
(1) Горячая прокатка до толщины листа 1,8 мм,
(2) Отжиг в зоне горячих состояний,
(3) Травление,
(4) Холодная прокатка до конечной толщины листа 0,35 мм и
(5) Конечный отжиг при температуре томления в диапазоне от 900°С до 1000°С и времени томления 10 с.
Во время (2) отжига в зоне горячих состояний проводили двухступенчатую обработку томлением, состоящую из приведенных ниже операций (2-1) и (2-2).
(2-1) Первая обработка томлением при использовании температуры томления 1000°С и времени томления 10 с и
(2-2) Вторая обработка томлением при использовании температуры томления 1150°С и времени томления 3 с.
Во время конечного отжига проводили нагревание вплоть до 740°С при использовании аппаратуры для индукционного нагревания и ее выходную мощность регулировали таким образом, чтобы скорость нагревания составляла бы 20°С/с от комнатной температуры до 400°С и находилась бы в диапазоне от 30°С/с до 300°С/с от 400°С до 740°С. Другие условия были теми же самыми, что и условия в примере 1. Средний размер зерен и магнитные свойства для каждого из полученных в результате листов из нетекстурированной электротехнической стали оценивали при использовании тех же самых методов, как и в примере 1. В таблице 4 перечисляются условия конечного отжига и результаты оценки для каждого из листов из нетекстурированной электротехнической стали.
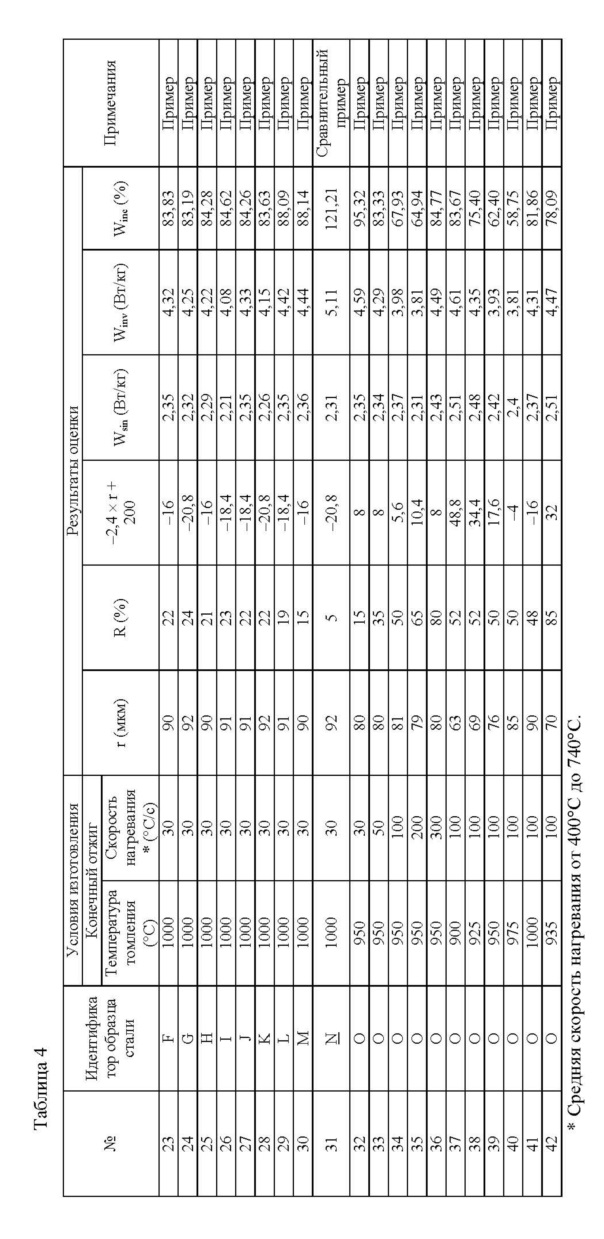
Как это с ясностью следует исходя из результатов в таблице 4, листы из нетекстурированной электротехнической стали, удовлетворяющие условиям настоящего раскрытия изобретения, характеризуются низкими потерями в сердечнике в условиях инверторного возбуждения. В противоположность этому, для листов из нетекстурированной электротехнической стали сравнительных примеров, которые не удовлетворяют условиям настоящего раскрытия изобретения, скорость увеличения потерь в сердечнике Winc превышает 100%, и потери в сердечнике ухудшаются в условиях инверторного возбуждения.
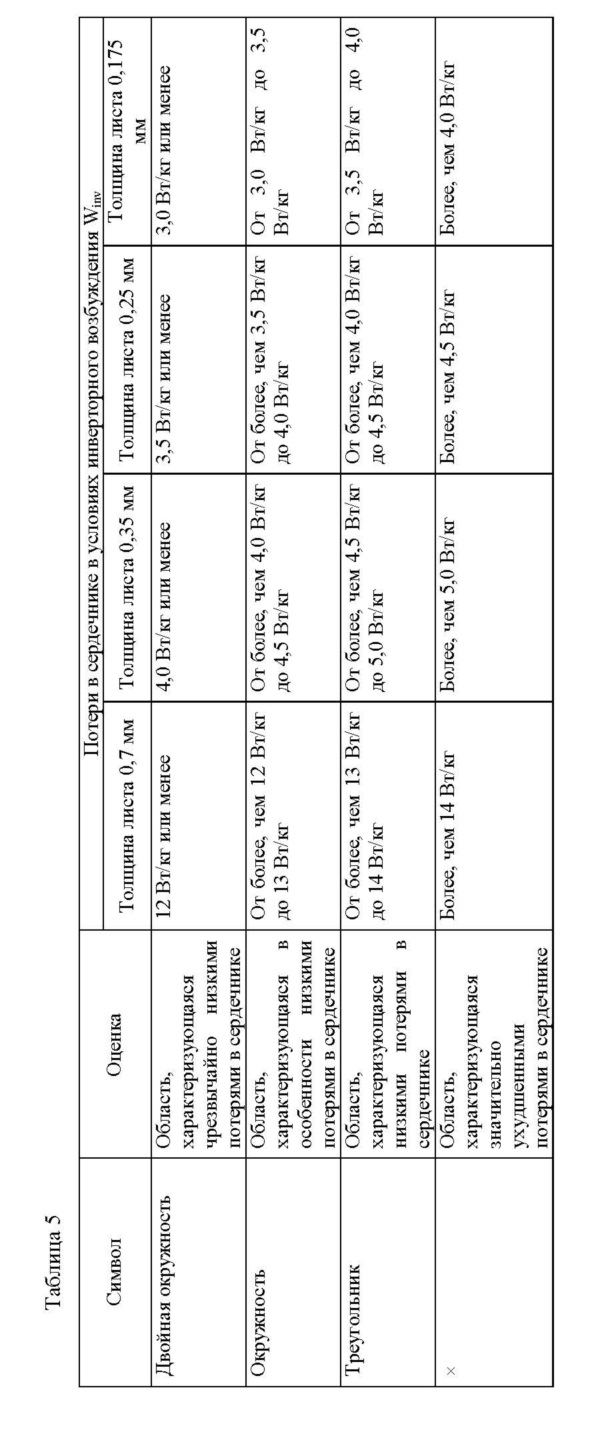
На фиг. 4 результат по среднему размеру r зерен представлен на горизонтальной оси, а результат по соотношению R площадей – на вертикальной оси для всех листов из нетекстурированной электротехнической стали примера 1 и примера 2, для которых химический состав стали удовлетворяет условиям настоящего раскрытия изобретения. На фиг. 4 потери в сердечнике в условиях инверторного возбуждения Winv из примеров и сравнительных примеров классифицировали на основании критериев оценки из таблицы 5 и графически представляли при использовании символов, соответствующих классификациям. Как это с очевидностью следует исходя из данной фигуры, в результате регулирования значений R и r в надлежащих диапазонах может быть получен лист из нетекстурированной электротехнической стали, характеризующийся низкими потерями в сердечнике в условиях инверторного возбуждения.
Изобретение относится к области металлургии, а именно к листу из нетекстурированной электротехнической стали, используемому в качестве материала сердечников в двигателях, трансформаторах и подобных устройствах. Лист имеет химический состав, содержащий в мас.%: С: 0,005 или менее, Si: 4,5 или менее, Mn: от 0,02 до 2,0, раств. Al: 2,0 или менее, Р: 0,2 или менее, Ti: 0,007 или менее, S: 0,005 или менее, один или оба из As и Pb: в совокупности от 0,0005 до 0,005, остальное - Fe и неизбежные примеси. Средний размер r зерен в листе находится в диапазоне от 40 мкм до 120 мкм. Соотношение R площадей между совокупной площадью зерен, характеризующихся размером зерен, составляющим 1/6 или менее от толщины стального листа, и площадью поперечного сечения стального листа составляет 2% или более, а средний размер r зерен в мкм и соотношение R площадей в процентах удовлетворяют следующему выражению: R > –2,4 × r + 200. Лист характеризуется низкими потерями в сердечнике, в том числе в условиях инверторного возбуждения. 2 н. и 6 з.п. ф-лы, 4 ил., 5 табл., 2 пр.
1. Лист из нетекстурированной электротехнической стали, имеющий:
химический состав, содержащий в мас.%:
С: 0,005 или менее,
Si: 4,5 или менее,
Mn: от 0,02 до 2,0,
раств. Al: 2,0 или менее,
Р: 0,2 или менее,
Ti: 0,007 или менее,
S: 0,005 или менее,
один или оба из As и Pb: в совокупности от 0,0005 до 0,005, и
остальное Fe и неизбежные примеси;
в котором средний размер r зерен находится в диапазоне от 40 до 120 мкм, и
в котором соотношение R площадей между совокупной площадью зерен, характеризующихся размером зерен, составляющим 1/6 или менее от толщины стального листа, и площадью поперечного сечения стального листа составляет 2% или более, и средний размер r зерен в мкм и соотношение R площадей в процентах удовлетворяют условию, представленному выражением (1):
R > –2,4 × r + 200 (1).
2. Лист из нетекстурированной электротехнической стали по п. 1, в котором химический состав дополнительно содержит в мас.%: один или оба из Sn: от 0,01 до 0,2 и Sb: от 0,01 до 0,2.
3. Лист из нетекстурированной электротехнической стали по п. 1 или 2, в котором химический состав дополнительно содержит в мас.%: один или несколько из:
РЗМ: от 0,0005 до 0,005,
Mg: от 0,0005 до 0,005 и
Са: от 0,0005 до 0,005.
4. Лист из нетекстурированной электротехнической стали по любому из пп. 1-3, в котором толщина стального листа составляет 0,35 мм или менее.
5. Лист из нетекстурированной электротехнической стали по любому из пп. 1-4, в котором степень увеличения потерь в сердечнике Winc в процентах, рассчитанная в виде 100(Winv – Wsin)/Wsin, составляет 100% или менее, где при использовании кольцевого образца для испытаний, характеризующегося площадью поперечного сечения пути магнитного потока 70 мм2 и имеющего намотанную на нем обмотку с числом в 120 витков первичной обмотки и числом в 100 витков вторичной обмотки, измеряют потери в сердечнике Winv при проведении возбуждения в результате управления широтно-импульсной модуляции при использовании инвертора при максимальной плотности магнитного потока 1,5 Тл, фундаментальной частоте 50 Гц, несущей частоте 1 кГц и коэффициенте модуляции 0,4 и измеряют потери в сердечнике Wsin при проведении возбуждения при максимальной плотности магнитного потока 1,5 Тл и при использовании синусоидального переменного электрического тока при частоте 50 Гц.
6. Способ изготовления листа из нетекстурированной электротехнической стали, включающий:
получение стального сляба, имеющего химический состав, содержащий в мас.%:
С: 0,005 или менее,
Si: 4,5 или менее,
Mn: от 0,02 до 2,0,
раств. Al: 2,0 или менее,
Р: 0,2 или менее,
Ti: 0,007 или менее,
S: 0,005 или менее,
один или оба из As и Pb: в совокупности от 0,0005 до 0,005, и
остальное - Fe и неизбежные примеси;
горячую прокатку указанного стального сляба для получения горячекатаного листа;
подвергание указанного горячекатаного листа отжигу в зоне горячих состояний, включающему первую обработку томлением, проводимую при температуре томления в диапазоне от 800 до 1100°С и времени томления, составляющем 5 мин или менее, и вторую обработку томлением, проводимую при температуре томления в диапазоне от 1150 до 1200°С и времени томления, составляющем 5 с или менее;
подвергание указанного горячекатаного листа после отжига в зоне горячих состояний холодной прокатке один раз или холодной прокатке два или более раз при проведении промежуточного отжига между ними для получения стального листа, характеризующегося конечной толщиной листа; и
подвергание указанного стального листа после холодной прокатки конечному отжигу;
причем скорость нагревания от 400 до 740°С во время конечного отжига находится в диапазоне от 30 до 300°С/с.
7. Способ изготовления листа из нетекстурированной электротехнической стали по п. 6, в котором химический состав дополнительно содержит в мас.%: один или оба из Sn: от 0,01 до 0,2 и Sb: от 0,01 до 0,2.
8. Способ изготовления листа из нетекстурированной электротехнической стали по п. 6 или 7, в котором химический состав дополнительно содержит в мас.%: один или несколько из:
РЗМ: от 0,0005 до 0,005,
Mg: от 0,0005 до 0,005 и
Са: от 0,0005 до 0,005.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ЛИСТ ИЗ НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2536711C1 |
| ЛИСТ ИЗ НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ПРЕВОСХОДНЫЙ ПО ПОТЕРЯМ В СЕРДЕЧНИКЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2311479C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2011 |
|
RU2532786C2 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

