Область техники, к которой относится изобретение
Данное изобретение относится к нетекстурированной электротехнической листовой стали, а говоря более конкретно, к нетекстурированной электротехнической листовой стали, демонстрирующей превосходную пригодность к переработке для вторичного использования.
Уровень техники
В последние годы для целей защиты окружающей среды во всем мире потребовались промотирование пригодности к переработке для вторичного использования и экономия энергии. Подобным образом, в сфере электротехнического оборудования требуются увеличение степени переработки для вторичного использования и промотирование ее эффективности. С этой целью настоятельно ожидается разработка материалов, демонстрирующих не только превосходную пригодность к переработке для вторичного использования, но также и низкие потери в сердечнике, как и нетекстурированные электротехнические листовые стали, широко использующиеся в качестве материала железного сердечника для электротехнического оборудования.
В качестве методики улучшения пригодности к переработке для вторичного использования нетекстурированных электротехнических листовых сталей, например, в патентном документе 1 предлагается способ, когда не только магнитные свойства, но также и пригодность к переработке для вторичного использования улучшаются в результате уменьшения количества Al до сверхнизкого объема, составляющего менее, чем 0,0005% (масс.), в нетекстурированных электротехнических листовых сталях, содержащих Si: 0,7-1,5% (масс.) и Mn: 0,1-0,3% (масс.).
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: JP-A-2004-277760
Раскрытие сущности изобретения
Задача, разрешаемая в изобретении
Способ, раскрытый в патентном документе 1, является эффективным при низких уровнях содержания Si и Mn в сырьевом материале стали, но ему свойственна проблема, связанная с качеством, заключающаяся в трудности достаточного уменьшения потерь в сердечнике в результате отжига для снятия напряжений за короткое время при высоких уровнях содержания Si и Mn. Способу также свойственна проблема, связанная с производством, заключающаяся в нелегкости уменьшения уровня содержания Al до менее, чем 0,0005% (масс.) и контролируемого выдерживания данного значения.
Поэтому одна цель изобретения заключается в предложении нетекстурированной электротехнической листовой стали, демонстрирующей превосходные не только пригодность к переработке для вторичного использования, но также и характеристики потерь в сердечнике после отжига для снятия напряжений.
Разрешение задачи
Для разрешения вышеупомянутой задачи изобретатели сконцентрировали свое внимание на следовых компонентах, содержащихся в сырьевом материале стали, характеризующемся низким уровнем содержания Al, и провели различные исследования в отношении их воздействия на характеристики потерь в сердечнике после отжига для снятия напряжений. Как это было установлено в результате, в результате добавления надлежащего количества В не только улучшаются характеристики потерь в сердечнике после отжига для снятия напряжений, но также и может быть увеличен уровень содержания Al до 0,05% (масс.), что является большим значением, чем значение для Al: 0,0005% (масс.), раскрытое в патентном документе 1, и, кроме того, характеристики потерь в сердечнике после отжига для снятия напряжений улучшаются в большей степени при добавлении В и Са и/или металла РЗМ в комбинации, и, следовательно, было совершено изобретение.
Изобретение на основе вышеизложенных сведений представляет собой нетекстурированную электротехническую листовую сталь, характеризующуюся химическим составом, содержащим С: не более чем 0,0050% (масс.), Si: 1,0-5,0% (масс.), Mn: 0,03-3,0% (масс.), Р: не более чем 0,2% (масс.), S: не более чем 0,005% (масс.), Al: не более чем 0,05% (масс.), N: не более чем 0,0050% (масс.), О: не более чем 0,010% (масс.), Ti: не более чем 0,0030% (масс.), Nb: не более чем 0,0030% (масс.), В: 0,0005-0,0050% (масс.) и остаток, представляющий собой Fe и неизбежные примеси.
Нетекстурированная электротехническая листовая сталь, соответствующая изобретению, в дополнение к вышеупомянутому химическому составу характеризуется дополнительным содержанием одного или двух компонентов, выбираемых из Са: 0,0010-0,010% (масс.) и металла РЗМ: 0,0010-0,040% (масс.).
Также нетекстурированная электротехническая листовая сталь, соответствующая изобретению, в дополнение к вышеупомянутому химическому составу характеризуется дополнительным содержанием 0,005-0,20% (масс.) в совокупности одного или двух компонентов, выбираемых из Sn и Sb.
Кроме того, нетекстурированная электротехническая листовая сталь, соответствующая изобретению, в дополнение к вышеупомянутому химическому составу характеризуется дополнительным содержанием Mg: 0,0002-0,0050% (масс.).
Помимо этого, нетекстурированная электротехническая листовая сталь, соответствующая изобретению, характеризуется соотношением [Mn]/[Si] между уровнем содержания Mn (% (масс.)) и уровнем содержания Si (% (масс.)), составляющим не менее, чем 0,20.
Эффект от изобретения
В соответствии с изобретением может быть предложена нетекстурированная электротехническая листовая сталь, демонстрирующая превосходные не только пригодность к переработке для вторичного использования, но также и характеристики потерь в сердечнике после отжига для снятия напряжений, так что является возможным одновременное достижение увеличения степени переработки для вторичного использования и экономии энергии.
Краткое описание чертежей
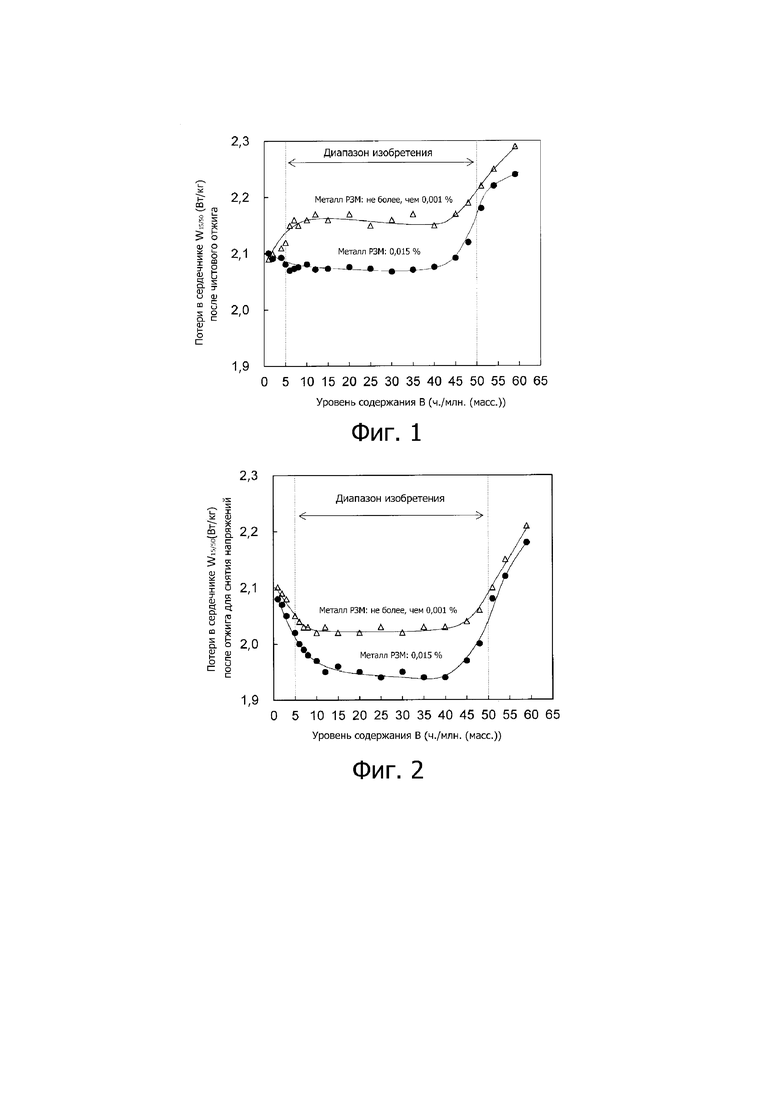
Фиг. 1 представляет собой график, демонстрирующий воздействие добавления В и металла РЗМ на потери в сердечнике после чистового отжига.
Фиг. 2 представляет собой график, демонстрирующий воздействие добавления В и металла РЗМ на потери в сердечнике после отжига для снятия напряжений.
Варианты осуществления для реализации изобретения
Будет описан эксперимент, который запустил разработку представленного ниже изобретения.
Сталь, содержащую относительно большое количество Si и Mn и характеризующуюся химическим составом, содержащим С: 0,002% (масс.), Si: 2,5% (масс.), Mn: 1,02% (масс.), Р: 0,02% (масс.), Al: 0,001% (масс.), S: 0,0021% (масс.), N: 0,0028% (масс.), О: 0,0045% (масс.), Ti: 0,0012% (масс.), Nb: 0,0005% (масс.), В: 0,0001-0,0059% (масс.), металл РЗМ: 0,015% (масс.) или не более чем 0,001% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, расплавляют в лаборатории и разливают для получения стального слитка, который подвергают горячей прокатке для получения горячекатаной стали, имеющей толщину 2,0 мм. Горячекатаный лист подвергают отжигу горячей полосы при 980°С на протяжении 30 секунд, травлению и холодной прокатке для получения холоднокатаного листа, имеющего толщину 0,30 мм. После этого холоднокатаный лист подвергают чистовому отжигу при температуре томления 1000°С на протяжении времени томления 10 секунд.
Из таким образом полученной листовой стали после чистового отжига как в направлении прокатки (L-направление), так и в направлении, перпендикулярном направлению прокатки, (С-направление) вырезают образец для испытания Эпштейна 280 мм х 30 мм и проводят для него испытание Эпштейна в целях измерения магнитных свойств (потери в сердечнике W15/50).
После этого образец для испытания Эпштейна, для которого провели вышеупомянутое измерение магнитных свойств, дополнительно подвергают термической обработке (скорость нагревания: 300°С/час, температура томления: 750°С, время томления: 0 часов и скорость охлаждения: 100°С/час), моделируя отжиг для снятия напряжений пользователями, и вслед за этим еще раз измеряют магнитные свойства (потери в сердечнике W15/50).
Фиг. 1 демонстрирует взаимосвязь между потерями в сердечнике W15/50 после чистового отжига (до отжига для снятия напряжений) и уровнями содержания В и металла РЗМ. Фиг. 2 демонстрирует взаимосвязь между потерями в сердечнике W15/50 после отжига для снятия напряжений и уровнями содержания В и металла РЗМ. Как это видно исходя из фиг. 1, при добавлении надлежащего количества В потери в сердечнике после чистового отжига (до отжига для снятия напряжений) несколько увеличиваются, но потери в сердечнике после отжига для снятия напряжений могут быть уменьшены. Также при добавлении металла РЗМ в комбинации в дополнение к В не только могут быть уменьшены потери в сердечнике после чистового отжига (до отжига для снятия напряжений), но также могут быть и в большей степени уменьшены потери в сердечнике после отжига для снятия напряжений.
Как это в общем случае известно, при проведении для электротехнической листовой стали после штамповки отжига для снятия напряжений потери в сердечнике уменьшаются вследствие релаксации деформации от переработки и тому подобного. Однако, в листовой стали, характеризующейся относительно высокими уровнями содержания Si и Mn, потери в сердечнике до и после отжига для снятия напряжений едва ли меняются при отсутствии В. Наоборот, как это подтверждается, потери в сердечнике уменьшаются в результате отжига для снятия напряжений при добавлении к листовой стали надлежащего количества В и дополнительно уменьшаются с улучшением характеристик потерь в сердечнике при добавлении к листовой стали металла РЗМ в комбинации.
Изобретатели посчитали причины получения таких результатов нижеследующими.
В листовой стали, характеризующейся относительно высокими уровнями содержания Si и Mn и не содержащей В, при отжиге для снятия напряжений образуются выделения нитридов Si-Mn, что блокирует перемещение магнитных доменов, и, таким образом, потери в сердечнике увеличиваются. Таким образом, эффект уменьшения потерь в сердечнике в результате релаксации деформации от переработки вследствие отжига для снятия напряжений компенсируется увеличением потерь в сердечнике вследствие нитридов Si-Mn, при этом эффект уменьшения потерь в сердечнике в результате отжига для снятия напряжений не может быть получен.
С другой стороны, при добавлении к листовой стали надлежащего количества В мелкие выделения нитридов В (в основном BN) блокируют рост зерен при чистовом отжиге в качестве ингибитора, так что после чистового отжига (до отжига для снятия напряжений) потери в сердечнике несколько увеличиваются. Однако, в результате образования нитрида В N в стали расходуется, что подавляет образование выделений нитридов Si-Mn при отжиге для снятия напряжений, и, таким образом, промотируется рост зерен при отжиге для снятия напряжений, что приводит к уменьшению потерь в сердечнике после отжига для снятия напряжений.
Кроме того, при добавлении в листовую сталь металла РЗМ в комбинации в дополнение к В согласно наблюдениям образуются выделения BN на относительно грубом включении металла РЗМ (сульфатированное вещество). Поэтому в листовой стали, в которую добавляют В и металл РЗМ в комбинации, образование BN в виде тонкодисперсных выделений подавляется, что промотирует рост кристаллических зерен при чистовом отжиге, так что характеристики потерь в сердечнике после чистового отжига (до отжига для снятия напряжений) улучшаются до уровня, что и у листа, не содержащего В. Также при отжиге для снятия напряжений подавляется образование нитридов Si-Mn, так что в большей мере увеличивается величина потерь в сердечнике, уменьшенная в результате отжига для снятия напряжений. То есть, потери в сердечнике после чистового отжига и после отжига для снятия напряжений могут быть в значительной степени уменьшены в результате добавления надлежащих количеств В и металла РЗМ в комбинации.
Помимо этого, в соответствии с исследованием изобретателей эффект металла РЗМ также признается и для Са.
Изобретение разработано на основании вышеупомянутых сведений.
Ниже будет описываться химический состав нетекстурированной электротехнической листовой стали, соответствующей изобретению.
С: не более чем 0,0050% (масс.)
С представляет собой вредный элемент, образующий карбид, что вызывает магнитное старение и ухудшает характеристики потерь в сердечнике для листовой продукции, так что на верхнее предельное значение для его количества накладывают ограничение уровнем 0,0050% (масс.). Предпочтительно оно составляет не более чем 0,0030% (масс.). Помимо этого на нижнее предельное значение для количества С конкретных ограничений не накладывают вследствие предпочтительности меньшего уровня содержания.
Si: 1,0-5,0% (масс.)
Si представляет собой элемент, демонстрирующий эффект увеличения удельного сопротивления стали, что уменьшает потери в сердечнике. Поскольку Si представляет собой немагнитный элемент, существует проблема, заключающаяся в том, что добавление большого количества Si вызывает уменьшение магнитной индукции. Однако, во множестве случаев в результате наличия эффекта уменьшения потерь в сердечнике улучшается коэффициент полезного действия двигателя, так что Si непременно добавляют в изобретении. Также изобретение представляет собой методику подавления блокирования роста зерен вследствие образования выделений нитрида кремния при отжиге для снятия напряжений. В случае количества Si, составляющего менее, чем 1,0% (масс.), вышеупомянутое отрицательное воздействие не будет ощутимым, так что эффект изобретения не развивается. С другой стороны, в случае превышения добавляемым количеством Si 5,0% (масс.) прокатка станет затруднительной. Поэтому в изобретении количество Si находится в диапазоне 1,0-5,0% (масс.). Предпочтительно оно находится в диапазоне 1,5-4,0% (масс.). Более предпочтительно оно находится в диапазоне 2,0-3,5% (масс.).
Mn: 0,03-3,0% (масс.)
Mn связывается с S, что предотвращает появление горячеломкости вследствие присутствия S, и демонстрирует эффект увеличения удельного сопротивления стали, что уменьшает потери в сердечнике. Поскольку Mn представляет собой элемент, характеризующийся величиной твердо-растворного упрочнения, меньшей, чем соответствующая характеристика Si, удельное сопротивление может быть увеличено без ухудшения штампуемости стали в сопоставлении с Si, так что его непременно добавляют в изобретении. В целях получения вышеупомянутого эффекта необходимым является добавление в количестве, составляющем не менее, чем 0,03% (масс.). С другой стороны, в случае превышения им 3,0% (масс.) увеличится количество выделений карбида Mn, что блокирует рост зерен и скорее увеличивает потери в сердечнике. Поэтому количество Mn находится в диапазоне 0,03-3,0% (масс.). Предпочтительно оно находится в диапазоне 0,3-2,0% (масс.).
[Mn]/[Si]: не менее, чем 0,20
Si и Mn представляют собой элементы, образующие нитриды. В случае добавления Si и Mn в комбинации при отжиге для снятия напряжений будет промотироваться образование нитрида Si-Mn. В частности, в случае соотношения [Mn]/[Si] между уровнем содержания Mn (% (масс.)) и уровнем содержания Si (% (масс.)), составляющего не менее, чем 0,20, будет иметь место предрасположенность к легкому производству нитрида Si-Mn, что будет блокировать рост зерен и не приведет к получению эффекта уменьшения потерь в сердечнике в результате отжига для снятия напряжений. То есть, в случае соотношения [Mn]/[Si], составляющего не менее, чем 0,20, эффект изобретения станет ощутимым. Поэтому предпочтительным является использование методики изобретения для нетекстурированных электротехнических листовых сталей, характеризующихся соотношением [Mn]/[Si], составляющим не менее, чем 0,20. Более предпочтительно оно составляет не менее, чем 0,30.
Р: не более чем 0,2% (масс.)
Поскольку Р демонстрирует высокую способность твердо-растворного упрочнения, он надлежащим образом может быть добавлен для подстраивания прочности (твердости) стали. В целях получения такого эффекта предпочтительным является добавление в количестве, составляющем не менее, чем 0,04% (масс.). Однако, в случае превышения им 0,2% (масс.) прокатка станет затруднительной вследствие охрупчивания стали, так что верхнее предельное значение для количества Р составляет 0,2% (масс.). Предпочтительно оно составляет не более чем 0,10% (масс.).
Al: не более чем 0,05% (масс.)
Al представляет собой вредный элемент, ухудшающий пригодность к переработке для вторичного использования, и предпочтительно его количество уменьшают по возможности в наибольшей степени. В частности, в случае превышения им 0,05% (масс.) переработка для вторичного использования станет затруднительной. В случае количества Al, составляющего не более чем 0,005% (масс.), уменьшится количество мелких частиц AlN, промотируя рост кристаллических зерен, что является выгодным для уменьшения потерь в сердечнике для листовой продукции. Однако, в изобретении N фиксируется в виде нитрида В (в основном BN), так что даже в случае добавления Al в количестве, доходящем вплоть до 0,05% (масс.), мелкие частицы AlN едва ли будут произведены, и отрицательное воздействие на рост зерен будет маленьким. Поэтому верхнее предельное значение для количества Al в изобретении составляет 0,05% (масс.). Предпочтительно оно составляет не более чем 0,02% (масс.).
N: не более чем 0,0050% (масс.)
N представляет собой вредный элемент, образующий нитрид с Si и/или Mn, что блокирует рост зерен и увеличивает потери в сердечнике. Такое отрицательное воздействие станет ощутимым в случае превышения его количеством 0,0050% (масс.), так что верхнее предельное значение для количества N составляет 0,0050% (масс.). Оно предпочтительно составляет не более чем 0,003% (масс.).
S: не более чем 0,005% (масс.)
S представляет собой элемент, образующий сульфид, что блокирует рост зерен и увеличивает потери в сердечнике. В частности, в случае превышения его количеством 0,005% (масс.) вышеупомянутое отрицательное воздействие станет ощутимым, так что верхнее предельное значение для его количества составляет 0,005% (масс.). Предпочтительно оно составляет не более чем 0,003% (масс.).
O: не более чем 0,010% (масс.)
О представляет собой элемент, образующий оксид, что блокирует рост зерен и увеличивает потери в сердечнике. В частности, в случае превышения его количеством 0,010% (масс.) вышеупомянутое отрицательное воздействие станет ощутимым, так что верхнее предельное значение для его количества составляет 0,010% (масс.). Предпочтительно оно составляет не более чем 0,005% (масс.).
Ti: не более чем 0,0030% (масс.), Nb: не более чем 0,0030% (масс.)
Ti и Nb представляют собой элементы, связывающиеся с С в стали, что ухудшает текстуру рекристаллизации и уменьшает магнитную индукцию для листовой продукции. В случае превышения количеством любого из них 0,0030% (масс.) вышеупомянутое отрицательное воздействие станет ощутимым, так что каждое верхнее предельное значение для их количеств составляет 0,0030% (масс.). Предпочтительно оно составляет не более чем 0,0015% (масс.).
B: 0,0005-0,0050% (масс.)
В образует стабильный нитрид, что подавляет образование нитрида Si-Mn при отжиге для снятия напряжений, и демонстрирует эффект уменьшения потерь в сердечнике после отжига для снятия напряжений, так что он представляет собой важный элемент в изобретении. В случае его количества, составляющего менее, чем 0,0005% (масс.), вышеупомянутый эффект будет маленьким, в то время как в случае превышения им 0,0050% (масс.) рост зерен будет блокироваться, что ухудшит характеристики потерь в сердечнике. Поэтому количество В находится в диапазоне 0,0005-0,0050% (масс.). С точки зрения уменьшения потерь в сердечнике после отжига для снятия напряжений нижнее предельное значение для количества В предпочтительно составляет не менее, чем 0,0010% (масс.), более предпочтительно не менее, чем 0,0020% (масс.).
Помимо этого, имеет место тенденция, заключающаяся в легком образовании нитридом В выделений на оксиде Са и/или металла РЗМ в соответствии с предшествующим описанием изобретения, выгодным является добавление В в комбинации совместно с Са и/или металлом РЗМ в целях улучшения эффекта уменьшения потерь в сердечнике при использовании В.
Нетекстурированная электротехническая листовая сталь, соответствующая изобретению, в дополнение к вышеупомянутым основным ингредиентам может содержать Са, металл РЗМ, Sn и Sb в следующих далее диапазонах.
Са: 0,0010-0,010% (масс.), металл РЗМ: 0,0010-0,040% (масс.)
Как Са, так и металл РЗМ демонстрируют эффект подавления увеличения потерь в сердечнике вследствие присутствия В в результате их добавления в комбинации совместно с В. В целях получения такого эффекта предпочтительным является добавление каждого элемента в количестве, составляющем не менее, чем 0,0010% (масс.). Однако, в случае добавления Са в количестве, превышающем 0,010% (масс.), и/или добавления металла РЗМ в количестве, превышающем 0,040% (масс.), эффект улучшения характеристик потерь в сердечнике насытится, и включения будут блокировать перемещение стенок магнитных доменов, что скорее увеличит потери в сердечнике. Поэтому при добавлении Са и/или металла РЗМ предпочтительным будет нахождение количества Са в диапазоне 0,0010-0,010% (масс.), и нахождение количества металла РЗМ в диапазоне 0,0010-0,040% (масс.). Более предпочтительно количество Са находится в диапазоне 0,0020-0,0050% (масс.), а количество металла РЗМ находится в диапазоне 0,0040-0,020% (масс.).
Sn и Sb: 0,005-0,20% (масс.) в совокупности
Sn и Sb демонстрируют эффект улучшения текстуры рекристаллизации, что улучшает магнитную индукцию и потери в сердечнике. В целях получения такого эффекта необходимым является добавление данных элементов в количестве, составляющем не менее, чем 0,005% (масс.) в совокупности. С другой стороны, в случае их добавления в количестве, превышающем 0,20% (масс.), вышеупомянутый эффект насытится. Поэтому в случае добавления Sn и/или Sb предпочтительным будет их добавление в количестве в диапазоне 0,005-0,20% (масс.) в совокупности. Более предпочтительно совокупное количество находится в диапазоне 0,01-0,10% (масс.).
Mg: 0,0002-0,0050% (масс.)
Mg демонстрирует эффект улучшения характеристик потерь в сердечнике в результате образования стабильного сульфида вплоть до повышенной температуры, что подавляет образование мелких частиц сульфида и промотирует рост зерен. В целях получения такого эффекта добавляемое количество обязательно должно составлять не менее, чем 0,0002% (масс.). С другой стороны, в случае превышения добавляемым количеством 0,0050% (масс.) характеристики потерь в сердечнике скорее ухудшатся. Поэтому в случае добавления Mg его количество предпочтительно будет находиться в диапазоне 0,0002-0,0050% (масс.). Более предпочтительно оно находится в диапазоне 0,0004-0,0020% (масс.).
В нетекстурированной электротехнической листовой стали, соответствующей изобретению, остаток, отличный от вышеупомянутых ингредиентов, представляют собой Fe и неизбежные примеси.
Ниже будет описываться способ производства нетекстурированной электротехнической листовой стали, соответствующей изобретению.
Нетекстурированная электротехническая листовая сталь, соответствующая изобретению, может быть произведена в результате плавления стали, характеризующейся вышеупомянутым химическим составом, адаптированным к изобретению, в результате осуществления обычно широко известного технологического процесса рафинирования при использовании конвертора, электрической печи, устройства для вакуумного дегазирования и тому подобного, профилирования расплавленной массы для получения стального сляба в результате осуществления способа непрерывного литья и способа разливки в слитки/прокатки на блюминге, горячей прокатки стального сляба в результате осуществления хорошо известного технологического процесса для получения горячекатаного листа, проведения для горячекатаного листа отжига горячей полосы по мере надобности, после этого проведения для горячекатаного листа одной холодной прокатки или двух и более холодных прокаток при проведении в промежутке между ними промежуточного отжига для получения холоднокатаного листа, имеющего конечную толщину, и проведения для холоднокатаного листа чистового отжига.
В данном случае проведение отжига горячей полосы является предпочтительным, поскольку это является эффективным для улучшения магнитных свойств несмотря на увеличение производственной себестоимости.
Также температуру чистового отжига после холодной прокатки в желательном случае подстраивают в соответствии с целевыми значениями магнитных свойств и механических свойств, и с точки зрения промотирования роста зерен для уменьшения потерь в сердечнике предпочтительно она составляет не менее, чем 900°С. Более предпочтительно она находится в диапазоне 950-1050°С. Кроме того, атмосфера отжига при чистовом отжиге предпочтительно должна быть восстановительной атмосферой, такой как смешанная атмосфера водорода-азота, характеризующаяся соотношением РН2О/РН2, составляющим не более чем 0,1, более предпочтительно смешанная атмосфера водорода-азота, характеризующаяся соотношением РН2О/РН2, составляющим не более чем 0,01.
У листовой стали на ее поверхность после чистового отжига предпочтительно наносят покрытие из изолирующей пленки в целях обеспечения наличия изоляционных свойств при заполнении пакета сердечника и/или улучшения штампуемости. Изолирующая пленка предпочтительно является органической пленкой, содержащей смолу, для обеспечения наличия хорошей штампуемости. Также предпочтительно ей является полуорганическая или неорганическая пленка при рассматривании в качестве важного условия наличия свариваемости.
Таким образом полученная нетекстурированная электротехническая листовая сталь, соответствующая изобретению, демонстрирует превосходные не только пригодность к переработке для вторичного использования, но также и характеристики потерь в сердечнике после отжига для снятия напряжений, так что из нее штампуют форму сердечника для ротора и статора и проводят ей заполнение пакета сердечника для получения сердечника двигателя, который может быть использован в областях применения, подвергаемых отжигу для снятия напряжений. Отжиг для снятия напряжений предпочтительно проводят в атмосфере инертного газа в условиях при температуре в диапазоне 700-900°С на протяжении периода времени в диапазоне 0,1-10 часов. В случае температуры отжига, составляющей менее, чем 700°С, и/или времени томления, составляющего менее, чем 0,1 часа, рост зерен будет недостаточным, и эффект уменьшения потерь в сердечнике в результате отжига для снятия напряжений не может быть получен в достаточной степени, в то время как при превышении температурой отжига 900°С слипание изолирующей пленки не может быть предотвращено, и, таким образом, будет затруднительно обеспечить наличие изоляционных свойств между листовыми сталями, и потери в сердечнике увеличатся. Также в случае превышения временем томления 10 часов уменьшится производительность, что увеличит производственную себестоимость. Более предпочтительное условие представляет собой температуру в диапазоне 720-820°С на протяжении периода времени в диапазоне 1-3 часов.
Пример
Каждую из сталей, характеризующихся различными химическими составами, продемонстрированными в таблице 1, расплавляют и профилируют для получения стального сляба. Стальной сляб нагревают при 1100°С на протяжении 30 минут и подвергают горячей прокатке при температуре конца чистовой прокатки 900°С для получения горячекатаного листа, имеющего толщину 2,3 мм, который скатывают в рулон при температуре скатывания в рулон 580°С. После этого горячекатаный лист подвергают травлению для удаления окалины и холодной прокатке для получения холоднокатаного листа, имеющего толщину 0,35 мм. Холоднокатаный лист подвергают чистовому отжигу в атмосфере Н2 : N2 = 20 : 80 (РН2О/РН2: 0,001) при 1000°С на протяжении 10 секунд и на него наносят покрытие из изолирующей пленки для получения нетекстурированной электротехнической листовой стали (листовой продукции).
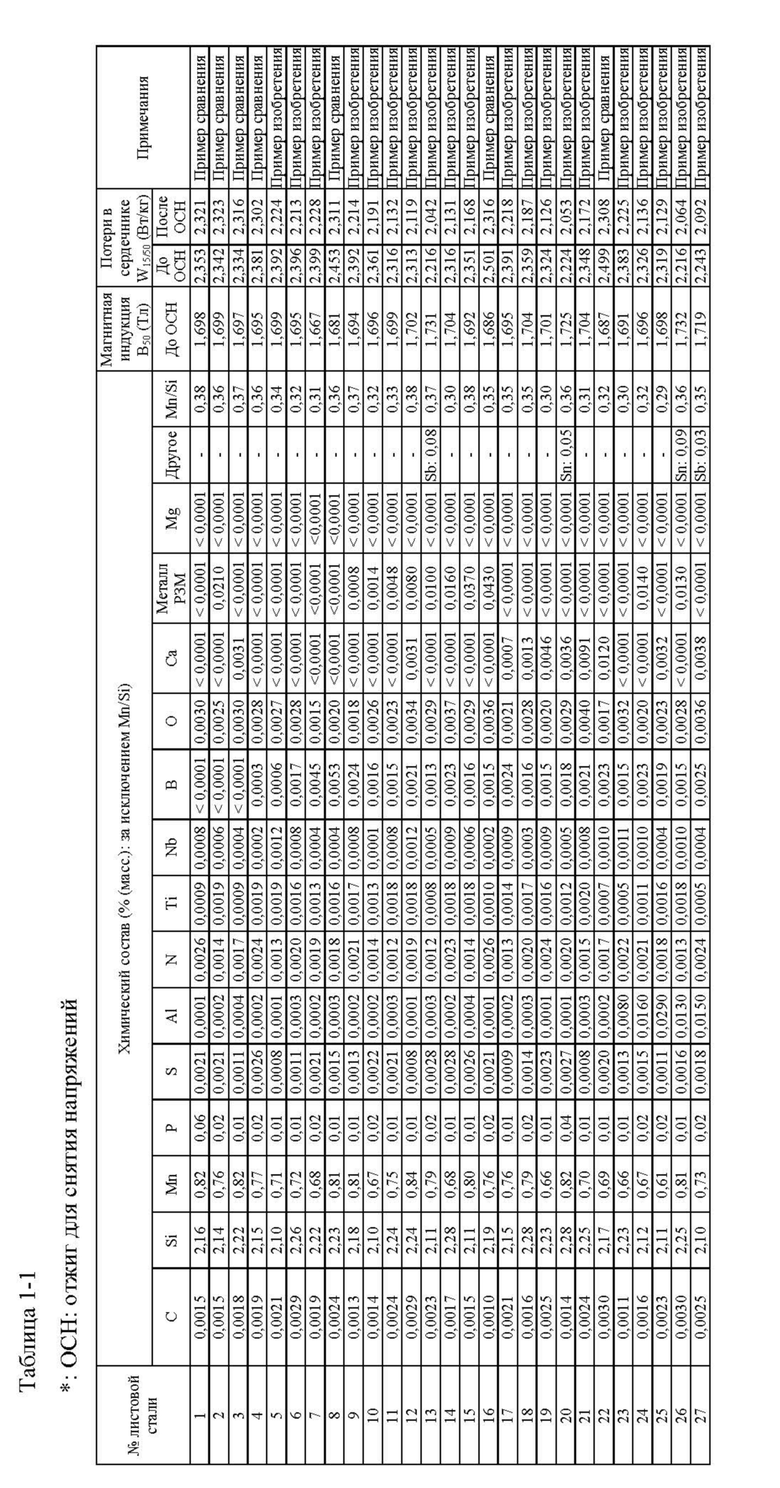
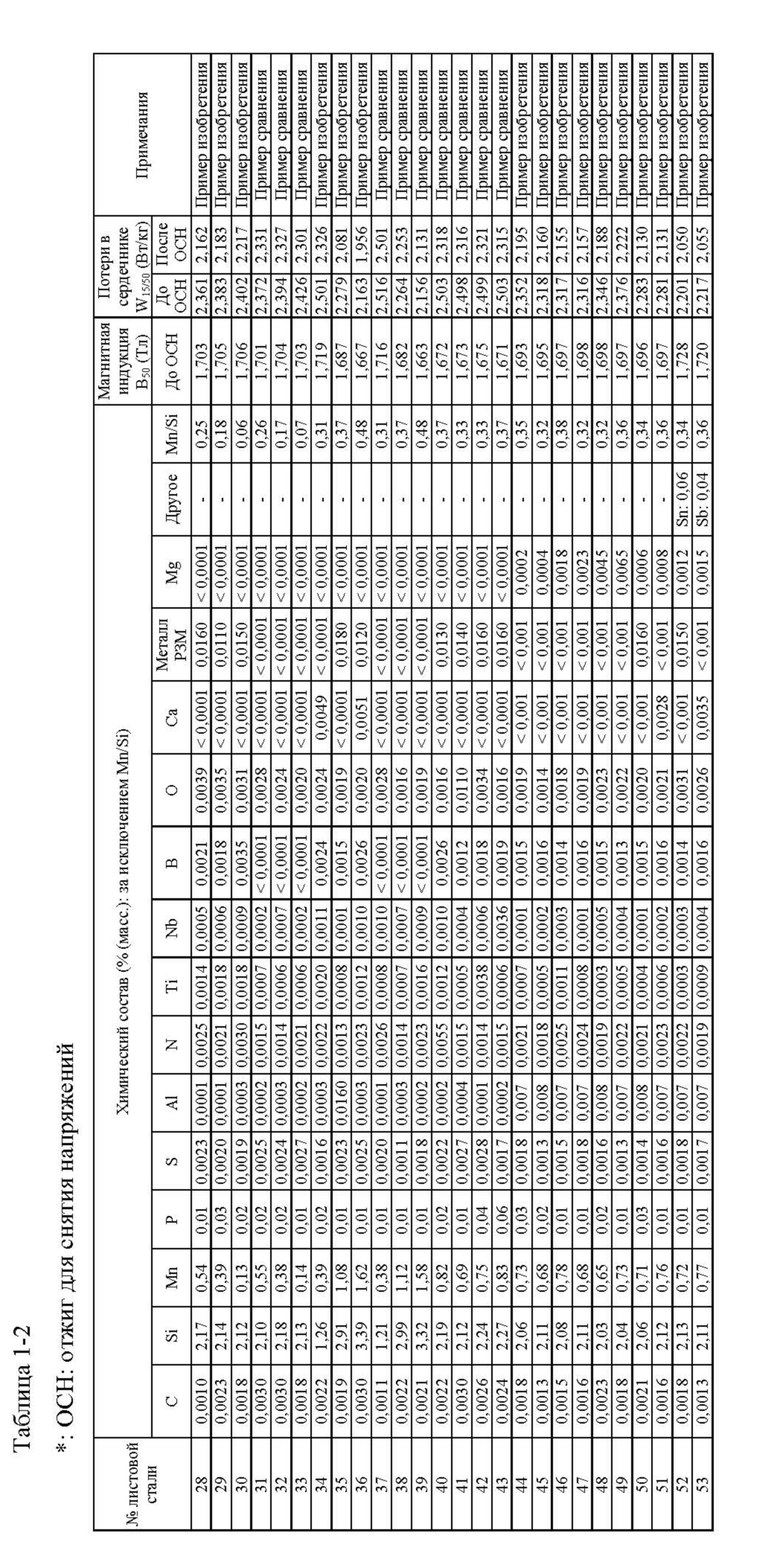
Из таким образом полученной листовой продукции отбирают образцы для испытания Эпштейна 280 мм х 30 мм в направлении прокатки и в направлении, перпендикулярном направлению прокатки, которые подвергают испытанию Эпштейна в целях измерения потерь в сердечнике W15/50 и магнитной индукции В50.
После этого образцы для испытания Эпштейна после измерения потерь в сердечнике подвергают термической обработке (скорость нагревания: 300°С/час, температура томления: 750°С, время томления: 0 часов и скорость охлаждения: 100°С/час), моделируя отжиг для снятия напряжений ОСН пользователем, и вслед за этим еще раз измеряют потери в сердечнике W15/50 и магнитную индукцию В50.
Вышеупомянутые результаты измерений также продемонстрированы и в таблице 1. Зарегистрированные значения магнитной индукции после отжига для снятия напряжений опускаются, поскольку они приблизительно равны соответствующим значениям после чистового отжига. Как это видно исходя из данной таблицы, листовые стали, характеризующиеся химическим составом, адаптированным к изобретению, демонстрируют превосходные характеристики потерь в сердечнике после отжига для снятия напряжений даже при относительно высоких уровнях содержания Si и Mn.
Изобретение относится к области металлургии, а именно к нетекстурированной электротехнической листовой стали, используемой в качестве материала железных сердечников электротехнического оборудования. Сталь имеет химический состав, содержащий, в мас.%: С: не более чем 0,0050, Si: 2,06-5,0, Mn: 0,03-3,0, Р: не более чем 0,2, S: не более чем 0,005, Al: не более чем 0,05, N: не более чем 0,0050, О: не более чем 0,010, Ti: не более чем 0,0030, Nb: не более чем 0,0004, В: 0,0005-0,0050, остальное - Fe и неизбежные примеси. Соотношение [Mn]/[Si] между уровнем содержания Mn (% (мас.)) и уровнем содержания Si (% (мас.)) составляет не менее чем 0,20. Сталь обладает превосходными характеристиками по потерям в сердечнике после отжига для снятия напряжений, а также пригодностью к переработке для вторичного использования. 4 з.п. ф-лы, 2 ил., 2 табл., 1 пр.
1. Нетекстурированная электротехническая листовая сталь, характеризующаяся химическим составом, содержащим, мас.%:
С: не более чем 0,0050
Si: 2,06-5,0
Mn: 0,03-3,0
Р: не более чем 0,2
S: не более чем 0,005
Al: не более чем 0,05
N: не более чем 0,0050
О: не более чем 0,010
Ti: не более чем 0,0030
Nb: не более чем 0,0004
В: 0,0005-0,0050
и остальное, представляющее собой Fe и неизбежные примеси,
при этом соотношение [Mn]/[Si] между уровнем содержания Mn (% (мас.)) и уровнем содержания Si (% (мас.)) составляет не менее чем 0,20.
2. Листовая сталь по п. 1, которая в дополнение к вышеупомянутому химическому составу также содержит один или два элемента, выбранных из Са: 0,0010-0,010 мас.% и редкоземельного металла: 0,0010-0,040 мас.%.
3. Листовая сталь по п. 1, которая в дополнение к вышеупомянутому химическому составу также содержит 0,005-0,20 мас.% суммарно один или два элемента, выбранных из Sn и Sb.
4. Листовая сталь по п. 2, которая в дополнение к вышеупомянутому химическому составу также содержит 0,005-0,20 мас.% суммарно один или два элемента, выбранных из Sn и Sb.
5. Листовая сталь по любому из пп. 1-4, которая в дополнение к вышеупомянутому химическому составу также содержит Mg: 0,0002-0,0050 мас.%.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| НЕТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ПРЕВОСХОДНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ И СПОСОБ ОБРАБОТКИ КАЛЬЦИЕМ ЭТОЙ СТАЛИ | 2012 |
|
RU2590740C2 |
| WO 2016031178 A1, 03.03.2016 | |||
| CA 2971682 A1, 14.07.2016 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 7922834 B2, 12.04.2011 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

