ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к нержавеющей стали, и более конкретно, к изделию из нержавеющей стали для нефтяной скважины.
УРОВЕНЬ ТЕХНИКИ
[0002] В окружающих нефтяную скважину средах традиционным обычным было широкое применение мартенситной нержавеющей стали. Обычная окружающая нефтяную скважину среда содержит газообразный диоксид углерода (СО2) и/или ионы хлора (Cl-). Мартенситная нержавеющая сталь, содержащая около 13 мас.% Cr (далее называемая 13%-Cr-сталью), имеет хорошую коррозионную стойкость в такой обычной среде нефтяной скважины.
[0003] В недавние годы растущие цены на нефть стали стимулом к бурению глубоководных морских нефтяных скважин. Глубоководные морские нефтяные скважины располагаются на больших глубинах. Кроме того, глубоководные морские нефтяные скважины имеют высокую коррозионную активность и высокие температуры. Более конкретно, глубоководная морская нефтяная скважина содержит высокотемпературные коррозионно-агрессивные газы. Такие коррозионно-агрессивные газы содержат СО2 и/или Cl-, и могут содержать газообразный сероводород. Коррозионная реакция при высокой температуре является более интенсивной, чем коррозионная реакция при комнатной температуре. Ввиду этого сталь в нефтяной скважине для применения в глубоководной морской нефтяной скважине должна иметь более высокие прочность и устойчивость к коррозии, чем эти характеристики у 13%-Cr-стали.
[0004] Дуплексная нержавеющая сталь имеет более высокое содержание Cr, чем 13%-Cr-сталь. Таким образом, дуплексная нержавеющая сталь имеет более высокую коррозионную стойкость, чем 13%-Cr-сталь. Например, дуплексная нержавеющая сталь может представлять собой 22%-Cr-сталь, содержащую 22% Cr, или 25%-Cr-сталь, содержащую 25% Cr. Однако дуплексная нержавеющая сталь является дорогостоящей, так как она содержит большое количество легирующих элементов. Таким образом, существует потребность в нержавеющей стали, которая имеет более высокую коррозионную стойкость, чем 13%-Cr-сталь, и является менее дорогостоящей, чем дуплексная нержавеющая сталь.
[0005] Для удовлетворения этой потребности была предложена нержавеющая сталь, содержащая от 15,5 до 18% Cr, и имеющая высокую коррозионную стойкость в высокотемпературных средах нефтяных скважин. Патентный документ JP 2005-336595 А (Патентный Документ 1) предлагает трубу из нержавеющей стали, имеющей высокую прочность и проявляющей устойчивость к коррозионному воздействию газообразного диоксида углерода в высокотемпературных средах до температур 230°С. Химический состав этой стальной трубы включает от 15,5 до 18% Cr, от 1,5 до 5% Ni, и от 1 до 3,5% Mo, удовлетворяет условию Cr+0,65Ni+0,6Мо+0,55Cu-20C≥19,5, и удовлетворяет условию Cr+Mo+0,3Si-43,5C-0,4Mn-Ni-0,3Cu-9N≥11,5. Металлографическая структура этой стальной трубы содержит от 10 до 60% феррита и 30% или менее аустенита, причем остальное количество составляет мартенсит.
[0006] Патентный документ WO 2010/050519 A (Патентный Документ 2) предлагает трубу из нержавеющей стали, имеющую коррозионную стойкость в высокотемпературных средах газообразного диоксида углерода при температуре 200°С, и имеющую высокую устойчивость к сульфидному коррозионному растрескиванию под напряжением, даже когда температура окружающей среды в нефтяной скважине или газовой скважине падает после того, как извлечение нефти или газа временно прекращается. Химический состав этой стальной трубы включает от более 16% до 18% Cr, от более 2% до 3% Mo, от 1 до 3,5% Cu, и от 3 до менее 5% Ni, и удовлетворяет условию [Mn]×([N]-0,0045)≤0,001. Металлографическая структура этой стальной трубы содержит, в объемном отношении, от 10 до 40% феррита и 10% или менее остаточного аустенита, причем остальное количество составляет мартенсит.
[0007] Патентный документ WO 2010/134498 (Патентный Документ 3) предлагает высокопрочную нержавеющую сталь, имеющую хорошую коррозионную стойкость в высокотемпературных средах, и имеющую хорошую устойчивость к SSC (сульфидному коррозионному растрескиванию) при комнатной температуре. Химический состав этой стали включает от более 16% до 18% Cr, от 1,6 до 4,0% Mo, от 1,5 до 3,0 Cu, и от более 4,0 до 5,6% Ni, удовлетворяет условию Cr+Cu+Ni+Mo≥25,5, и удовлетворяет условию -8≤30(C+N)+0,5Mn+Ni+Cu/2+8,2-1,1(Cr+Mo)≤-4. Металлографическая структура этой стали содержит мартенсит, от 10 до 40% феррита, и остаточный аустенит, где коэффициент распределения феррита составляет выше 85%.
[0008] В нержавеющих сталях с высоким содержанием Cr, содержащих от 15,5 до 18% Cr, раскрытых в этих документах, часто может быть недостаточной низкотемпературная ударная вязкость. Патентный документ JP 2010-209402 А (Патентный Документ 4) предлагает высокопрочную трубу из нержавеющей стали для нефтяной скважины с хорошей низкотемпературной ударной вязкостью. Эта стальная труба содержит от 15,5 до 17,5% Cr, где расстояние между любыми двумя точками в крупнейшем кристаллическом зерне в микроструктуре составляет не выше 200 мкм (другими словами, диаметр кристаллического зерна составляет не более 200 мкм). Кроме того, патентный документ WO 2013/179667 (Патентный Документ 5) описывает, что сталь имеет как хорошую коррозионную стойкость, так и хорошую низкотемпературную ударную вязкость, если она имеет микроструктуру, в которой значение GSI, которое определяется как число ферритно-мартенситных межзеренных границ, присутствующих в расчете на единицу длины вдоль линейного сегмента, протяженного по направлению толщины стенки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Однако, когда ударную вязкость оценивают в связи с температурой перехода вида излома, даже эти способы могут не достигать достаточной низкотемпературной ударной вязкости. В частности, эта проблема является существенной, когда толщина стенки велика.
[0010] Цель настоящего изобретения состоит в создании нержавеющей стали и изделия из нержавеющей стали для нефтяной скважины, имеющих высокую прочность и проявляющих хорошую устойчивость к коррозионному растрескиванию под напряжением (SCC-стойкость) при высоких температурах, и хорошую устойчивость к сульфидному коррозионному растрескиванию под напряжением (SSC-стойкость) при комнатной температуре, а также хорошую низкотемпературную ударную вязкость.
[0011] Нержавеющая сталь согласно одному варианту осуществления настоящего изобретения имеет химический состав, включающий, в мас.%: C: от 0,001 до 0,06%; Si: от 0,05 до 0,5%; Mn: 0,01 до 2,0%; P: до 0,03%; S: менее 0,005%; Cr: от 15,5 до 18,0%; Ni: от 2,5 до 6,0%; V: от 0,005 до 0,25%; Al: до 0,05%; N: до 0,06%; O: до 0,01%; Cu: от 0 до 3,5%; Co: от 0 до 1,5%; Nb: от 0 до 0,25%; Ti: от 0 до 0,25%; Zr: от 0 до 0,25%; Ta: от 0 до 0,25%; B: от 0 до 0,005%; Ca: от 0 до 0,01%; Mg: от 0 до 0,01%; и REM: от 0 до 0,05%, дополнительно включающий один или два элемента, выбранных из группы, состоящей из: Mo: от 0 до 3,5%; и W: от 0 до 3,5%, в количестве, удовлетворяющем Уравнению (1), причем остальное количество составляют Fe и примеси. Нержавеющая сталь имеет структуру матрицы, имеющую, в объемном отношении, от 40 до 80% мартенсита отпуска, от 10 до 50% феррита, и от 1 до 15% аустенита. Когда изображение микроструктуры с размерами 1мм× 1мм, полученное фотографированием структуры матрицы со 100-кратным увеличением, размещают в x-y-координатной системе с х-осью, образованной направлением толщины стенки, и y-осью, образованной направлением длины, и каждый из 1024×1024 пикселей представлен уровнем серой шкалы, значение β, определяемое Уравнением (2), составляет не менее 1,55:
1,0≤Mo+0,5W≤3,5 (1).
[0012] Здесь Mo и W представляют уровни содержания Mo и W в мас.%.
[Формула 1]
[0013] В Уравнении (2) Su определяется Уравнением (3), и Sv определяется Уравнением (4):
[Формула 2]

[0014] В Уравнениях (3) и (4) F(u,v) определяется Уравнением (5):
[Формула 3]

[0015] В Уравнении (5) f(x,y) представляет уровень серого тона пикселя в координатах (x,y).
[0016] Нержавеющая сталь и изделие из нержавеющей стали для нефтяной скважины согласно настоящему изобретению имеют высокую прочность, хорошую SCC-стойкость при высокой температуре и хорошую SSC-стойкость при комнатной температуре, и хорошую низкотемпературную ударную вязкость.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
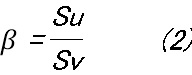
[0017] [ФИГ. 1] ФИГ. 1 представляет изображение микроструктуры, показывающее пример микроструктуры нержавеющей стали в одном варианте осуществления настоящего изобретения.
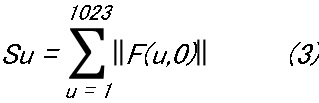
[ФИГ. 2] ФИГ. 2 представляет логарифмическую частотную спектрограмму, полученную выполнением двумерного дискретного Фурье-преобразования на изображении микроструктуры из ФИГ. 1.
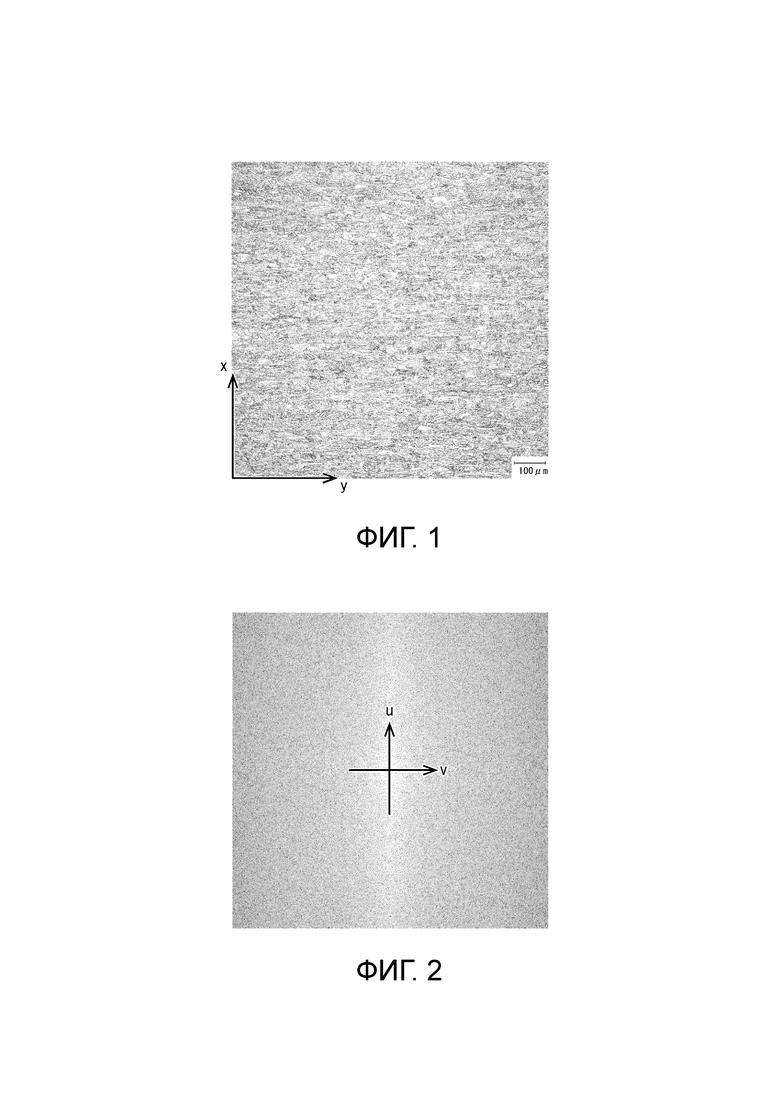
[ФИГ. 3] ФИГ. 3 представляет изображение, показывающее пример микроструктуры нержавеющей стали сравнительного примера.
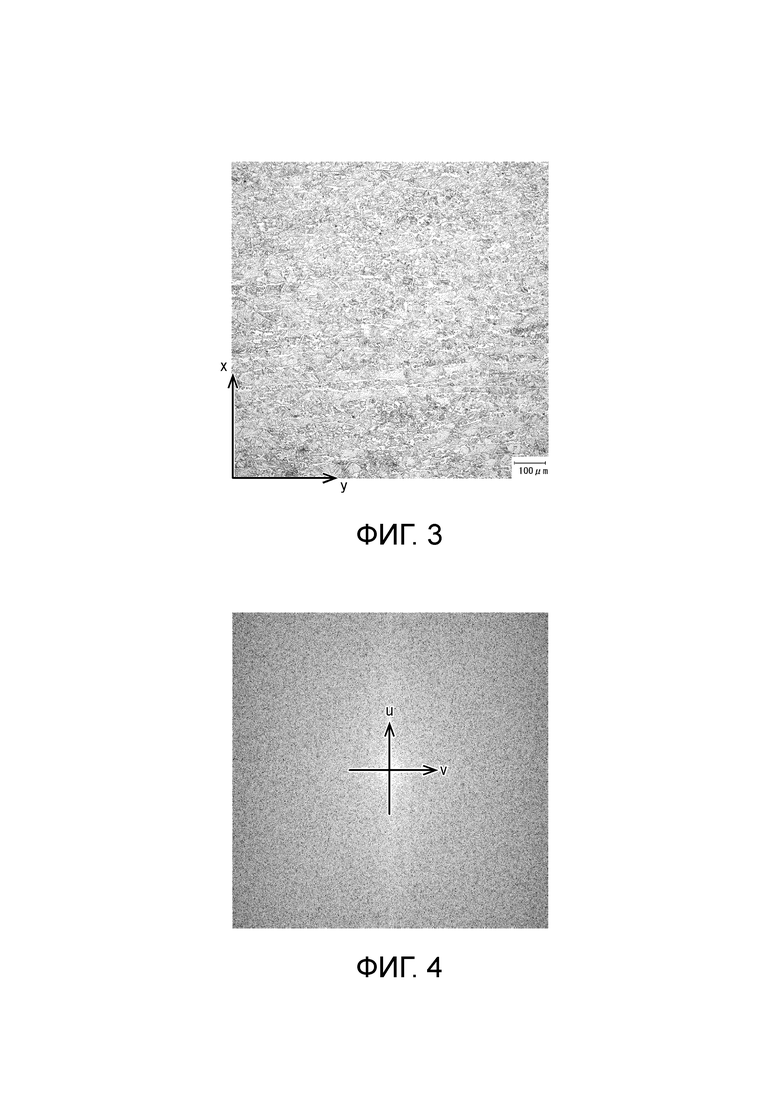
[ФИГ. 4] ФИГ. 4 представляет логарифмическую частотную спектрограмму, полученную выполнением двумерного дискретного Фурье-преобразования на изображении микроструктуры из ФИГ. 3.
[ФИГ. 5] ФИГ. 5 представляет изображение микроструктуры, показывающее пример микроструктуры нержавеющей стали в одном варианте осуществления настоящего изобретения.
[ФИГ. 6] ФИГ. 6 представляет логарифмическую частотную спектрограмму, полученную выполнением двумерного дискретного Фурье-преобразования на изображении микроструктуры из ФИГ. 5.
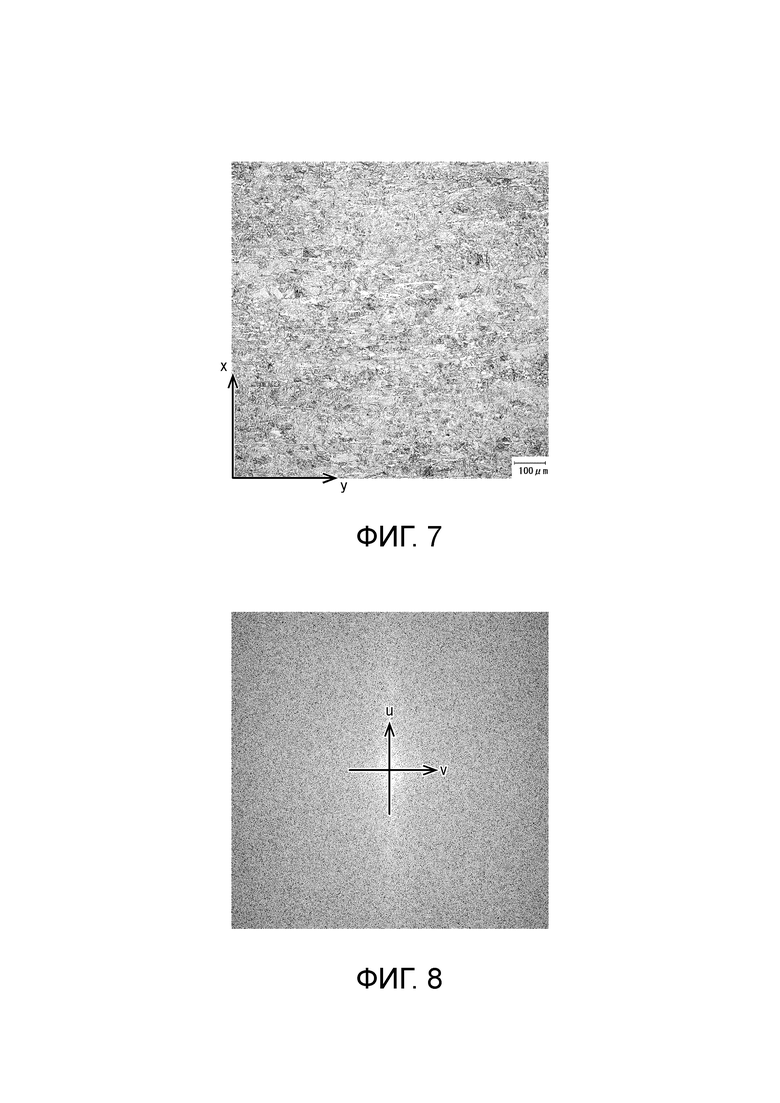
[ФИГ. 7] ФИГ. 7 представляет изображение, показывающее пример микроструктуры нержавеющей стали сравнительного примера.
[ФИГ. 8] ФИГ. 8 представляет логарифмическую частотную спектрограмму, полученную выполнением двумерного дискретного Фурье-преобразования на изображении микроструктуры из ФИГ. 7.
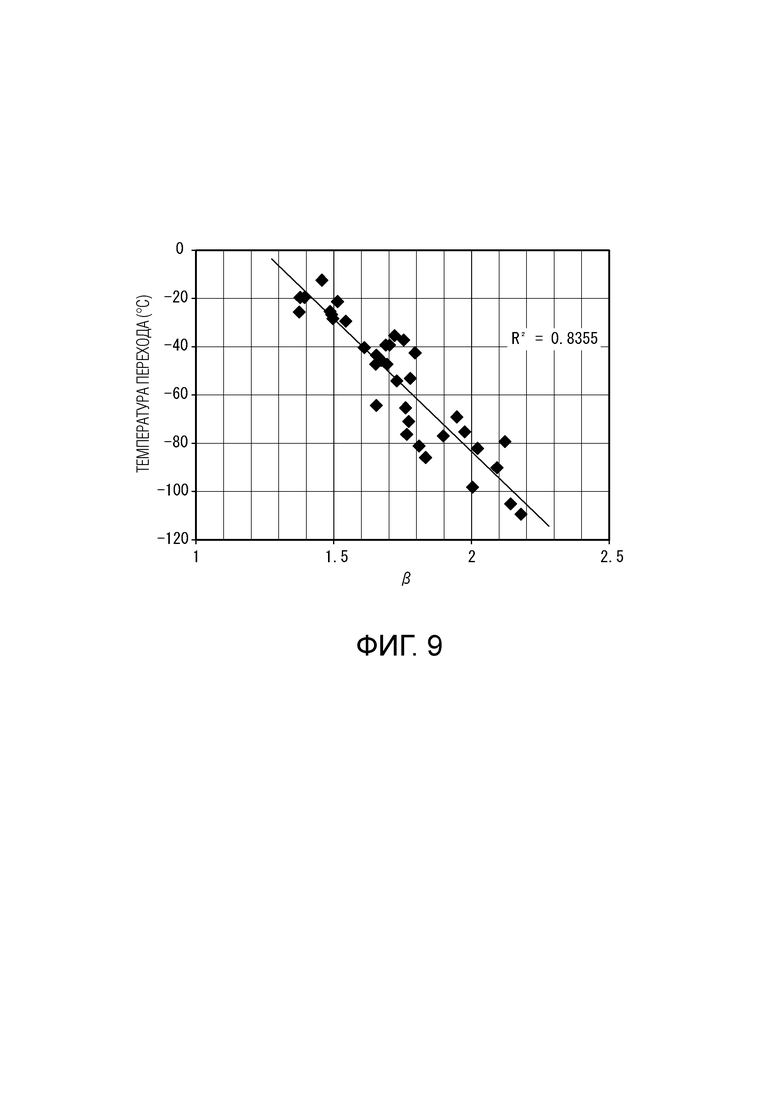
[ФИГ. 9] ФИГ. 9 представляет график, иллюстрирующий взаимосвязь между β и температурой вязко-хрупкого перехода.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0018] Для разрешения вышеуказанных проблем авторы настоящего изобретения исследовали условия, имеющие отношение к низкотемпературной ударной вязкости. Авторы настоящего изобретения пришли к следующим выводам.
[0019] Структура матрицы нержавеющей стали включает феррит, и мартенсит отпуска и аустенит (далее называемый в основном мартенситной фазой). Если в структуре матрицы ферритная фаза и в основном мартенситная фаза являются протяженными по направлению прокатки (то есть, по направлению длины), и размещены в слоистой конфигурации, нержавеющая сталь имеет хорошую низкотемпературную ударную вязкость. С другой стороны, если в структуре матрицы ферритная фаза случайным образом распределена в сетчатой конфигурации, нержавеющая сталь имеет невысокую низкотемпературную ударную вязкость. Если нержавеющая сталь представляет собой стальную пластину, направление прокатки определяется центральной осью стальной пластины, растянутой прокаткой. Если нержавеющая сталь представляет собой стальную трубу, направление прокатки определяется центральной осью стальной трубы.
[0020] Авторы настоящего изобретения установили, что степень слоистости микроструктуры, которая представляет ферритную фазу и в основном мартенситную фазу в нержавеющей стали, протяженные по направлению длины, может быть оценена и дискретизирована на основе как направления толщины стенки, так и направления длины, выполнением двумерного дискретного Фурье-преобразования на изображении микроструктуры. Этот вопрос будет более подробно пояснен ниже.
[0021] Изображение микроструктуры с размерами 1 мм × 1 мм при обследовании со 100-кратным увеличением получают на участке поверхности перпендикулярно произвольному направлению по ширине пластины из нержавеющей стали фотографированием ее с помощью оптического микроскопа, и визуализацией его с использованием серой шкалы (256 уровней). Один пример изображения микроструктуры показан в ФИГ. 1. На ФИГ. 1 изображение микроструктуры позиционировано в x-y-координатной системе. y-Ось по ФИГ. 1 представляет направление длины, тогда как х-ось представляет направление по толщине стенки, перпендикулярное направлению длины. На ФИГ. 1 серый участок представляет в основном мартенситную фазу, и белый участок, расположенный между зернами в основном мартенситной фазы, представляет феррит. Изображение микроструктуры имеет М=1024 пикселя в ряду по направлению х-оси и N=1024 пикселя в ряду по направлению y-оси. То есть, изображение микроструктуры имеет M×N=1024×1024 пикселей.
[0022] Из изображения микроструктуры получают двумерные данные f(x,y) для каждого пикселя (x,y) (x=от 0 до М-1, y=от 0 до N-1). f(x,y) представляет уровень в серой шкале для пикселя с координатами (x,y). На полученных двумерных данных выполняют двумерное дискретное Фурье-преобразование (2D DFT), определяемое Уравнением (5). М-1=1023, N-1=1023.
[Формула 4]
[0023] Здесь F(u,v) представляет двумерный частотный спектр двумерных данных f(x,y) после двумерного дискретного Фурье-преобразования. Обычно частотный спектр F(u,v) представляет собой комплексное число, и содержит информацию о периодичности и регулярности двумерных данных f(x,y). Другими словами, частотный спектр F(u,v) содержит информацию о периодичности и регулярности структуры ферритной фазы и в основном мартенситной фазы в изображении микроструктуры, такой, как показано в ФИГ. 1.
[0024] ФИГ. 2 представляет логарифмическую частотную спектрограмму из изображения микроструктуры по ФИГ. 1. Горизонтальная ось на ФИГ. 2 образует v-ось, тогда как вертикальная ось составляет u-ось. Частотная спектрограмма в ФИГ. 2 представляет собой черно-белое изображение уровней серого (то есть, полутоновое изображение), где максимальное значение частотного спектра является белым, и минимальное значение является черным. Участок с высокими значениями частотного спектра (то есть, белый участок в ФИГ. 2) может быть в форме, протяженной вдоль u-оси, как в ФИГ. 2, без четких границ.
[0025] В связи с частотным спектром F(u,v) частотной спектрограммы, сумма Su абсолютных спектральных значений вдоль u-оси определяется Уравнением (3). В связи с частотным спектром F(u,v), сумма Sv абсолютных спектральных значений вдоль v-оси определяется Уравнением (4). Кроме того, отношение Su к Sv составляет значение β, определяемое Уравнением (2). Su и Sv не включают спектральную интенсивность в координатах (0,0) в (u,v)-пространстве.
[Формула 5]
[0026] Кроме того, подобным образом получают изображения микроструктуры нержавеющих сталей, показанные на ФИГУРАХ 3, 5 и 7. Кроме того, из изображений микроструктуры нержавеющих сталей, показанных на ФИГУРАХ 3, 5 и 7, получают логарифмические частотные спектрограммы. ФИГ. 4 представляет логарифмическую частотную спектрограмму из изображения микроструктуры по ФИГ. 3, ФИГ. 6 представляет логарифмическую частотную спектрограмму из изображения микроструктуры по ФИГ. 5, и ФИГ. 8 представляет логарифмическую частотную спектрограмму из изображения микроструктуры по ФИГ. 7. В нижеследующем описании микроструктура согласно ФИГ. 1 будет называться структурой 1, микроструктура согласно ФИГ. 3 будет называться структурой 2, микроструктура согласно ФИГ. 5 будет называться структурой 3, и микроструктура согласно ФИГ. 7 будет называться структурой 4.
[0027] Сравнение между изображением структуры 1 (ФИГ. 1) и изображением структуры 2 (ФИГ. 3) показывает, что структура 1 имеет ферритную фазу и в основном мартенситную фазу, протяженную вдоль направления прокатки (то есть, направления длины), по сравнению со структурой 2. Кроме того, в структуре 1 период слоистой структуры ферритной фазы и в основном мартенситной фазы (то есть, периодичность, в которой они размещаются по направлению толщины стенки) является более коротким, чем в структуре 2, и эти фазы более регулярны. Сравнение между изображением структуры 1 и изображением структуры 3 (ФИГ. 5) показывает, что обе структуры 1 и 3 имеют каждую фазу, протяженную вдоль направления длины. Кроме того, подобно структуре 1, структура 3 имеет более короткий период слоистой структуры и более регулярные фазы. Сравнение между изображением структуры 3 и изображением структуры 4 (ФИГ. 7) показывает, что структура 3 имеет каждую фазу, протяженную вдоль направления длины, сравнительно со структурой 4. Кроме того, структура 3 имеет более короткий период слоистой структуры и более регулярные фазы, чем структура 4.
[0028] Кроме того, в каждой из логарифмических частотных спектрограмм структур 1-4 белый участок является протяженным вдоль u-оси. Однако в структурах 1 и 3 ширина белого участка, измеренная по направлению v-оси, является меньшей, чем в структурах 2 и 4. Значение β составляет 2,024 в структуре 1, 1,458 в структуре 2, 2,183 в структуре 3, и 1,395 в структуре 4. Короче говоря, когда значение β снижается, белый участок становится более коротким при измерении по направлению u-оси и более широким при измерении по направлению v-оси.
[0029] Кроме того, температура вязко-хрупкого перехода составляет -82°С в структуре 1, -12°С в структуре 2, -109°С в структуре 3, и -19°С в структуре 4. Значения температуры перехода следуют из условий, подобных условиям Примеров, описываемых далее. ФИГ. 9 представляет график, иллюстрирующий взаимосвязь между значением β и температурой перехода (°С). ФИГ. 9 была получена согласно следующей процедуре: изготовили многочисленные нержавеющие стали с химическими составами в пределах диапазонов описываемого ниже настоящего варианта исполнения и с различными значениями β. Для каждой нержавеющей стали провели описываемое ниже испытание для оценки низкотемпературной ударной вязкости, чтобы получить значение температуры перехода, и получили ФИГ. 9 на основе этих значений. Прямая линия на ФИГ. 9 была получена методом наименьших квадратов из всех точек на графике по ФИГ. 9, где R2 представляет корреляционную функцию.
[0030] Таким образом, было обнаружено, что чем больше значение β, тем лучшей склонна быть низкотемпературная ударная вязкость. Следовательно, значение β можно рассматривать как показатель степени слоистости.
[0031] Значение β может быть повышено горячей прокаткой стального материала с большой долей аустенита при температуре горячей прокатки и с высоким сокращением площади поперечного сечения. Доля аустенита при температуре горячей прокатки может быть повышена регулированием химического состава стального материала или снижением температуры горячей прокатки. Однако, если температура горячей прокатки слишком низка, снижается обрабатываемость в горячем состоянии, что может вызывать дефекты на поверхности стального материала. Кроме того, существует предел повышения степени обжатия для сокращения площади поперечного сечения.
[0032] Для повышения доли аустенита при температуре горячей прокатки может быть отрегулирован химический состав повышением уровней содержания образующих аустенит элементов, таких как С, Ni, Cu и Со, или снижением уровней содержания образующих феррит элементов, таких как Si, Cr, V, Mo и W. В особенности эффективно повышение содержания Ni. Это делает значение β равным или превышающим 1,55, в то время как температура прокатки и сокращение площади поперечного сечения находятся в целесообразном диапазоне. С другой стороны, если химический состав корректируют для повышения доли аустенита при температуре горячей прокатки, то доля аустенита при комнатной температуре, то есть, количество остаточного аустенита, проявляет тенденцию к возрастанию. Это делает затруднительным обеспечение требуемой прочности.
[0033] После дополнительного исследования авторы настоящего изобретения установили, что является эффективным, если в стальном материале содержится V. Как обсуждалось выше, V представляет собой образующий феррит элемент, и тем самым является неблагоприятным, когда должна быть увеличена доля аустенита при температуре горячей прокатки. С другой стороны, V повышает устойчивость к разупрочнению при отпуске, улучшая прочность стали. Надлежащее содержание V создает возможность сделать значение β равным или превышающим 1,55, и в то же время обеспечить необходимую прочность.
[0034] Авторы настоящего изобретения создали настоящее изобретение на основе вышеописанных найденных фактов. Сначала будет представлена сущность одного варианта осуществления настоящего изобретения.
[0035] Нержавеющая сталь согласно одному варианту осуществления настоящего изобретения имеет химический состав, включающий, в мас.%: C: от 0,001 до 0,06%; Si: от 0,05 до 0,5%; Mn: 0,01 до 2,0%; P: до 0,03%; S: менее 0,005%; Cr: от 15,5 до 18,0%; Ni: от 2,5 до 6,0%; V: от 0,005 до 0,25%; Al: до 0,05%; N: до 0,06%; O: до 0,01%; Cu: от 0 до 3,5%; Co: от 0 до 1,5%; Nb: от 0 до 0,25%; Ti: от 0 до 0,25%; Zr: от 0 до 0,25%; Ta: от 0 до 0,25%; B: от 0 до 0,005%; Ca: от 0 до 0,01%; Mg: от 0 до 0,01%; и REM: от 0 до 0,05%. Она дополнительно включает один или два элемента, выбранных из группы, состоящей из: Mo: от 0 до 3,5%; и W: от 0 до 3,5%, в количестве, которое удовлетворяет Уравнению (1). Остальное количество составляют Fe и примеси. Нержавеющая сталь имеет структуру матрицы, имеющую, в объемном отношении, от 40 до 80% мартенсита отпуска, от 10 до 50% феррита, и от 1 до 15% аустенита. Когда изображение микроструктуры с размерами 1 мм × 1 мм, полученное фотографированием структуры матрицы со 100-кратным увеличением, размещают в x-y-координатной системе с х-осью, протяженной по направлению толщины стенки, и y-осью, протяженной по направлению длины, и каждый из 1024×1024 пикселей представлен уровнем серой шкалы, значение β, определяемое Уравнением (2), составляет не менее 1,55:
1,0≤Mo+0,5W≤3,5 (1).
[0036] Здесь Mo и W представляют уровни содержания Mo и W в мас.%.
[Формула 6]
[0037] В Уравнении (2) Su определяется Уравнением (3), и Sv определяется Уравнением (4):
[Формула 7]
[0038] В Уравнениях (3) и (4) F(u,v) определяется Уравнением (5):
[Формула 8]
[0039] В Уравнении (5) f(x,y) представляет уровень серого тона пикселя в координатах (x,y).
[0040] В этой нержавеющей стали значение β составляет не ниже 1,55, так что температура вязко-хрупкого перехода составляет не выше -30°С. В результате эта нержавеющая сталь имеет хорошую низкотемпературную ударную вязкость. Кроме того, эта нержавеющая сталь имеет высокую прочность и хорошую SCC-стойкость при высокой температуре, и хорошую SSC-стойкость при комнатной температуре.
[0041] Химический состав нержавеющей стали в варианте осуществления настоящего изобретения может включать один или два элемента, выбранных из группы, состоящей, в мас.%, из: Cu: от 0,2 до 3,5%; и Со: от 0,05 до 1,5%.
[0042] Химический состав нержавеющей стали в варианте осуществления настоящего изобретения может включать один или более элементов, выбранных из группы, состоящей, в мас.%, из: Nb: от 0,01 до 0,25%; Ti: от 0,01 до 0,25%; Zr: от 0,01 до 0,25%; и Ta: от 0,01 до 0,25%.
[0043] Химический состав нержавеющей стали в варианте осуществления настоящего изобретения может включать один или более элементов, выбранных из группы, состоящей, в мас.%, из: B: от 0,0003 до 0,005%; Ca: от 0,0005 до 0,01%; Mg: от 0,0005 до 0,01%; и REM: от 0,0005 до 0,05%.
[0044] Нержавеющая сталь в варианте осуществления настоящего изобретения предпочтительно используется в качестве стального изделия для нефтяной скважины.
[0045] [Химический состав]
Нержавеющая сталь в варианте осуществления настоящего изобретения имеет описываемый ниже химический состав. В приведенном ниже описании «%» для элемента означает содержание в процентах по массе.
[0046] С: от 0,001 до 0,06%
Углерод (С) повышает прочность стали. Однако, если содержание С является слишком высоким, слишком высока твердость после отпуска, снижая SSC-стойкость. Кроме того, в химическом составе согласно настоящему варианту исполнения по мере возрастания содержания С снижается Ms-точка. Таким образом, когда содержание С возрастает, проявляется тенденция к увеличению аустенита и к снижению предела текучести. Ввиду этого, содержание С должно быть не выше 0,06%. Содержание С предпочтительно составляет не выше 0,05%, и более предпочтительно не выше 0,03%. Кроме того, когда принимаются во внимание затраты, связанные с выполнением стадии обезуглероживания в процессе производства стали, содержание С не должно быть ниже 0,001%. Содержание С предпочтительно составляет не ниже 0,003%, и более предпочтительно не ниже 0,005%.
[0047] Si: от 0,05 до 0,5%
Кремний (Si) раскисляет сталь. Однако, если содержание Si является слишком высоким, снижаются ударная вязкость и обрабатываемость стали в горячем состоянии. Кроме того, если содержание Si является слишком высоким, возрастает количество образующегося феррита, и проявляется тенденция к снижению предела текучести. Кроме того, становится затруднительным повышение значения β. Из этих соображений содержание Si должно быть в диапазоне от 0,05 до 0,5%. Содержание Si предпочтительно составляет ниже 0,5%, и более предпочтительно не выше 0,4%. Содержание Si предпочтительно составляет не ниже 0,06%, и более предпочтительно не ниже 0,07%.
[0048] Mn: от 0,01 до 2,0%
Марганец (Mn) раскисляет и обессеривает сталь, повышая обрабатываемость в горячем состоянии. Эти эффекты проявляются недостаточно, если содержание Mn является слишком низким. С другой стороны, если содержание Mn является слишком высоким, избыточный аустенит склонен оставаться во время закалки, делая затруднительным сохранение прочности стали. Ввиду этого содержание Mn должно быть в диапазоне от 0,01 до 2,0%. Содержание Mn предпочтительно составляет не выше 1,0%, и более предпочтительно не выше 0,6%. Содержание Mn предпочтительно составляет не ниже 0,02%, и более предпочтительно не ниже 0,04%.
[0049] Р: до 0,03%
Фосфор (Р) представляет собой примесь. Р снижает SSC-стойкость стали. Поэтому чем ниже содержание Р, тем лучше. Содержание Р должно быть не выше 0,03%. Содержание Р предпочтительно составляет не выше 0,028%, и более предпочтительно не выше 0,025%. Хотя предпочтительно снижать содержание Р до наименьшего возможного уровня, чрезмерное снижение его ведет к возрастанию стоимости изготовления стали. Тем самым содержание Р предпочтительно составляет не ниже 0,0005%, и более предпочтительно не ниже 0,0008%.
[0050] S: ниже 0,005%
Сера (S) представляет собой примесь. S снижает обрабатываемость стали в горячем состоянии. Поэтому чем ниже содержание S, тем лучше. Содержание S должно быть ниже 0,005%. Содержание S предпочтительно составляет не выше 0,003%, и более предпочтительно не выше 0,0015%. Хотя предпочтительно снижать содержание S до наименьшего возможного уровня, чрезмерное снижение его ведет к возрастанию стоимости изготовления стали. Тем самым содержание S предпочтительно составляет не ниже 0,0001%, и более предпочтительно не ниже 0,0003%.
[0051] Cr: от 15,5 до 18,0%
Хром (Cr) повышает коррозионную стойкость стали. Более конкретно, Cr снижает скорость коррозии, повышая тем самым SCC-стойкость стали. Эти эффекты проявляются недостаточно, если содержание Cr является слишком низким. С другой стороны, если содержание Cr оказывается слишком высоким, возрастает объемная доля феррита в стали, снижая прочность стали. Кроме того, становится затруднительным повышение значения β. Ввиду этого содержание Cr должно быть в диапазоне от 15,5 до 18,0%. Содержание Cr предпочтительно составляет не выше 17,8%, и более предпочтительно не выше 17,5%. Содержание Cr предпочтительно составляет не ниже 16,0%, и более предпочтительно не ниже 16,3%.
[0052] Ni: от 2,5 до 6,0%
Никель (Ni) повышает ударную вязкость стали. Кроме того, Ni повышает прочность стали. Ni увеличивает долю аустенита при температурах горячей обработки и содействует повышению значения β. Эти эффекты проявляются недостаточно, если содержание Ni является слишком низким. С другой стороны, если содержание Ni является слишком высоким, проявляется тенденция к образованию большого количества остаточного аустенита, снижая прочность стали. По этой причине содержание Ni должно быть в диапазоне от 2,5 до 6,0%. Содержание Ni предпочтительно составляет ниже 6,0%, и более предпочтительно не выше 5,9%. Содержание Ni предпочтительно составляет не ниже 3,0%, и более предпочтительно не ниже 3,5%.
[0053] V: от 0,005 до 0,25%
Ванадий (V) повышает прочность стали. Если содержание V составляет ниже 0,005%, может быть не обеспечена необходимая прочность. Однако, если содержание V является слишком высоким, снижается ударная вязкость. Кроме того, становится затруднительным повышение значения β. Ввиду этого содержание V должно быть в диапазоне от 0,005 до 0,25%. Содержание V предпочтительно составляет не выше 0,20%, и более предпочтительно не выше 0,15%. Содержание V предпочтительно составляет не ниже 0,008%, и более предпочтительно не ниже 0,01%.
[0054] Al: до 0,05%
Алюминий (Al) раскисляет сталь. Однако, если содержание Al является слишком высоким, возрастает количество включений в стали, снижая ударную вязкость стали. Ввиду этого верхний предел должен составлять 0,05%. Содержание Al предпочтительно составляет не выше 0,048%, и более предпочтительно не выше 0,045%. Содержание Al предпочтительно составляет не ниже 0,0005%, и более предпочтительно не ниже 0,001%.
[0055] N: до 0,06%
Азот (N) повышает прочность стали. Однако, если содержание N является слишком высоким, образуется избыточный аустенит, повышая количество включений в стали. В результате этого снижается ударная вязкость стали. Ввиду этого содержание N должно быть не выше 0,06%. Содержание N предпочтительно составляет не выше 0,05%, и более предпочтительно не выше 0,03%. Хотя предпочтительно снижать содержание N до наименьшего возможного уровня, чрезмерное сокращение его приводит к возрастанию стоимости изготовления стали. Поэтому содержание N предпочтительно составляет не ниже 0,001%, и более предпочтительно не ниже 0,002%.
[0056] О: до 0,01%
Кислород (О) представляет собой примесь. Кислород (О) снижает ударную вязкость и коррозионную стойкость стали. Ввиду этого содержание О должно быть не выше 0,01%. Содержание О предпочтительно составляет ниже 0,01%, и более предпочтительно не выше 0,009%, и еще более предпочтительно не выше 0,006%. Хотя предпочтительно снижать содержание О до наиболее низкого возможного уровня, чрезмерное сокращение его приводит к возрастанию стоимости изготовления стали. Таким образом, содержание О предпочтительно составляет не ниже 0,0001%, и более предпочтительно не ниже 0,0003%.
[0057] Mo: от 0 до 3,5%, W: от 0 до 3,5%
Молибден (Mo) и вольфрам (W) являются взаимозаменяемыми в отношении друг друга, то есть, могут содержаться оба из них, или может содержаться один из них. Должен содержаться по меньшей мере один из Mo и W. Эти элементы повышают SCC-стойкость стали. С другой стороны, если уровни содержания этих элементов слишком высоки, в отношении этих эффектов в стали происходит насыщение, и становится затруднительным также повышение значения β. Ввиду этого содержание Mo должно быть в диапазоне от 0 до 3,5%, и содержание W должно быть в диапазоне от 0 до 3,5%, и один или два элемента, выбранные из группы, состоящей из Mo и W, должны содержаться в количестве, которое удовлетворяет Уравнению (1). Содержание Mo предпочтительно составляет не выше 3,3%, и более предпочтительно не выше 3,0%. Содержание Mo предпочтительно составляет не ниже 0,01%, и более предпочтительно не выше 0,03%. Содержание W предпочтительно составляет не выше 3,3%, и более предпочтительно не выше 3,0%. Содержание W предпочтительно составляет не ниже 0,01%, и более предпочтительно не ниже 0,03%.
1,0≤Mo+0,5W≤3,5 (1).
[0058] Химический состав нержавеющей стали в настоящем варианте исполнения может содержать один или более из перечисленных ниже необязательных элементов. То есть, каждый из указанных ниже элементов может не содержаться в нержавеющей стали согласно настоящему варианту исполнения. Могут содержаться только некоторые из них.
[0059] Cu: от 0 до 3,5%, Со: от 0 до 1,5%
Медь (Cu) и кобальт (Со) являются взаимозаменяемыми в отношении друг друга. Эти элементы необязательны. Эти элементы повышают долю мартенсита отпуска, увеличивая прочность стали. Кроме того, Cu содействует повышению значения β. Кроме того, во время отпуска Cu образует выделившуюся фазу в форме частиц Cu, дополнительно повышая прочность. Эти эффекты проявляются недостаточно, если уровни содержания этих элементов являются слишком низкими. С другой стороны, если уровни содержания этих элементов слишком высоки, снижается обрабатываемость стали в горячем состоянии. Ввиду этого содержание Cu должно быть в диапазоне от 0 до 3,5%, и содержание Со должно быть в диапазоне от 0 до 1,5%. Кроме того, предпочтительно включение одного или двух элементов из группы, состоящей из Cu в количестве от 0,2 до 3,5% и Со в количестве от 0,05 до 1,5%, чтобы тем самым вышеописанные эффекты проявлялись в достаточной мере. Содержание Cu предпочтительно составляет не выше 3,3%, и более предпочтительно не выше 3,0%. Содержание Cu предпочтительно составляет не ниже 0,3%, и более предпочтительно не ниже 0,5%. Содержание Со предпочтительно составляет не выше 1,0%, и более предпочтительно не выше 0,8%. Содержание Со предпочтительно составляет не ниже 0,08%, и более предпочтительно не ниже 0,1%.
[0060] Nb: от 0 до 0,25%, Ti: от 0 до 0,25%, Zr: от 0 до 0,25%, и Та: от 0 до 0,25%
Ниобий (Nb), титан (Ti), цирконий (Zr) и тантал (Та) являются взаимозаменяемыми в отношении друг друга. Эти элементы необязательны. Эти элементы повышают прочность стали. Эти элементы улучшают сопротивление точечной коррозии и SCC-стойкость стали. Эти эффекты проявляются, если эти элементы содержатся в малом количестве. Однако, если уровни содержания этих элементов слишком высоки, снижается ударная вязкость стали. Ввиду этого содержание Nb должно быть в диапазоне от 0 до 0,25%, содержание Ti должно быть в диапазоне от 0 до 0,25%, содержание Zr должно быть в диапазоне от 0 до 0,25%, и содержание Та должно быть в диапазоне от 0 до 0,25%. Кроме того, предпочтительно включение одного или многих элементов, выбранных из группы, состоящей из Nb в количестве от 0,01 до 0,25%, Ti в количестве от 0,01 до 0,25%, Zr в количестве от 0,01 до 0,25%, и Та в количестве от 0,01 до 0,25%, чтобы вышеуказанные эффекты проявлялись в достаточной степени. Содержание Nb предпочтительно составляет не выше 0,23%, и более предпочтительно не выше 0,20%. Содержание Nb предпочтительно составляет не ниже 0,02%, и более предпочтительно не ниже 0,05%. Содержание Ti предпочтительно составляет не выше 0,23%, и более предпочтительно не выше 0,20%. Содержание Ti предпочтительно составляет не ниже 0,02%, и более предпочтительно не ниже 0,05%. Содержание Zr предпочтительно составляет не выше 0,23%, и более предпочтительно не выше 0,20%. Содержание Zr предпочтительно составляет не ниже 0,02%, и более предпочтительно не ниже 0,05%. Содержание Та предпочтительно составляет не выше 0,24%, и более предпочтительно не выше 0,23%. Содержание Та предпочтительно составляет не ниже 0,02%, и более предпочтительно не ниже 0,05%.
[0061] Са: от 0 до 0,01%, Mg: от 0 до 0,01%, REM: от 0 до 0,05%, и В: от 0 до 0,005%
Кальций (Са), магний (Mg), редкоземельные элементы (REM) и бор (В) являются взаимозаменяемыми в отношении друг друга. Эти элементы необязательны. Эти элементы улучшают обрабатываемость изготавливаемой стали в горячем состоянии. Вышеописанные эффекты проявляются до некоторой степени, если эти элементы содержатся в малом количестве. Однако, если уровни содержания Са, Mg и REM слишком высоки, они связываются с кислородом, значительно снижая чистоту полученного сплава, ухудшая SSC-стойкость. Если содержание В является слишком высоким, снижается ударная вязкость стали. Ввиду этого содержание Са должно быть в диапазоне от 0 до 0,01%, содержание Mg должно быть в диапазоне от 0 до 0,01%, содержание REM должно быть в диапазоне от 0 до 0,05%, и содержание В должно быть в диапазоне от 0 до 0,005%. Предпочтительно включение одного или многих элементов, выбранных из группы, состоящей из Са в количестве от 0,0005 до 0,01%, Mg в количестве от 0,0005 до 0,01%, REM в количестве от 0,0005 до 0,05%, и В в количестве 0,0003 до 0,005%, чтобы вышеописанные эффекты проявлялись в достаточной степени. Содержание Са предпочтительно составляет не выше 0,008%, и более предпочтительно не выше 0,005%. Содержание Са предпочтительно составляет не ниже 0,0008%, и более предпочтительно не ниже 0,001%. Содержание Mg предпочтительно составляет не выше 0,008%, и более предпочтительно не выше 0,005%. Содержание Mg предпочтительно составляет не ниже 0,0008%, и более предпочтительно не ниже 0,001%. Содержание REM предпочтительно составляет не выше 0,045%, и более предпочтительно не выше 0,04%. Содержание REM предпочтительно составляет не ниже 0,0008%, и более предпочтительно не ниже 0,001%. Содержание В предпочтительно составляет не выше 0,0045%, и более предпочтительно не выше 0,004%. Содержание В предпочтительно составляет не ниже 0,0005%, и более предпочтительно не ниже 0,0008%.
[0062] REM представляет общее наименование в целом 17 элементов, то есть, скандия (Sc), иттрия (Y) и лантаноидов. В настоящем варианте исполнения содержание REM подразумевает совокупное содержание одного или многих из этих 17 элементов.
[0063] Остальное количество химического состава нержавеющей стали в настоящем варианте исполнения составляют Fe и примеси. Примесь, как используемая здесь, означает элемент, происходящий из руды или скрапа, применяемых в качестве исходного материала при изготовлении нержавеющей стали на промышленной основе, или элемент, который был внесен из окружающей среды или тому подобного во время процесса изготовления.
[0064] [Микроструктура]
Структура матрицы нержавеющей стали в настоящем варианте исполнения имеет, в объемном отношении, от 40 до 80% мартенсита отпуска, от 10 до 50% феррита, и от 1 до 15% аустенита. В нижеследующем описании «%» для объемных концентраций (или долей) структуры матрицы означает процентное содержание по объему.
[0065] Если объемная доля мартенсита отпуска является слишком низкой, необходимая прочность не может быть обеспечена. С другой стороны, если доля мартенсита отпуска слишком высока, не могут быть обеспечены требуемые коррозионная стойкость и ударная вязкость. Нижний предел объемной доли мартенсита отпуска предпочтительно составляет 45%, и более предпочтительно 50%. Верхний предел объемной доли мартенсита отпуска предпочтительно составляет 75%, и более предпочтительно 70%.
[0066] Если объемная доля феррита слишком низка, не может быть обеспечена необходимая коррозионная стойкость. С другой стороны, если объемная доля феррита является слишком высокой, не могут быть достигнуты требуемые прочность и ударная вязкость. Нижний предел объемной доли феррита предпочтительно составляет 15%, и более предпочтительно 20%. Верхний предел объемной доли феррита предпочтительно составляет 45%, и более предпочтительно 40%.
[0067] Если объемная доля аустенита слишком низка, не может быть обеспечена необходимая ударная вязкость. С другой стороны, если объемная доля аустенита слишком высока, не может быть обеспечена требуемая прочность. Нижний предел объемной доли аустенита предпочтительно составляет 1,5%, и более предпочтительно 2%. Верхний предел объемной доли аустенита предпочтительно составляет 12%, и более предпочтительно 10%.
[0068] Если повышаются уровни содержания формирующих аустенит элементов, таких как С, Ni, Cu и Со, возрастают объемные доли мартенсита отпуска и аустенита, и снижается объемная доля феррита. Если повышаются уровни содержания формирующих феррит элементов, таких как Si, Cr, V, Mo и W, возрастает объемная доля феррита, и снижаются объемные доли мартенсита отпуска и аустенита.
[0069] Объемную долю феррита в структуре матрицы (то есть, содержание феррита, в %), объемную долю аустенита (то есть, содержание аустенита, в %), и объемную долю мартенсита отпуска (то есть, содержание мартенсита отпуска, в %) измеряют согласно следующей методике.
[0070] [Метод измерения доли феррита]
Из произвольного места в нержавеющей стали отбирают образец. Поверхность образца, которая соответствует участку поверхности нержавеющей стали (далее называемая обследуемой поверхностью), отполировывают. Для травления обследуемой поверхности, которая была отполирована, применяют смешанный раствор царской водки и глицерина. Участки, которые были протравлены и стали белыми, составляют ферритную фазу, и измеряют долю площади этой ферритной фазы точечным методом подсчета в соответствии со стандартом JIS G0555 (2003). Поскольку предполагается, что измеренная доля площади равна объемной доле ферритной фазы, содержание феррита (%) определяется такой долей площади.
[0071] [Метод измерения доли аустенита]
Содержание аустенита определяют с использованием метода рентгеновской дифракции. Из произвольного места нержавеющей стали отбирают образец с размерами 15 мм × 15 мм × 2 мм. На этом образце измеряют интенсивности рентгеновских рефлексов для плоскостей (200) и (211) ферритной фазы (α-фазы), и плоскостей (200), (220) и (311) аустенитной фазы (γ-фазы), и рассчитывают интегральную интенсивность для каждой плоскости. После расчета для каждой из в целом 6 комбинаций плоскости α-фазы и плоскости γ-фазы применяют приведенное ниже Уравнение (6) для определения объемной доли Vγ. Доля (%) аустенита определяется как среднее значение объемных долей Vγ для этих плоскостей.
Vγ=100/{1+(Iα×Rγ)/(Iγ×Rα)} (6).
[0072] Здесь Iα представляет интегральную интенсивность для α-фазы, Rγ представляет кристаллографическое теоретически рассчитанное значение для γ-фазы, Iγ представляет интегральную интенсивность для γ-фазы, и Rα представляет кристаллографическое теоретически рассчитанное значение для α-фазы.
[0073] [Метод измерения доли мартенсита]
Объемную долю фазы мартенсита отпуска (то есть, содержание мартенсита) определяют как объемную долю остальной структуры матрицы, то есть, ее части, иной, нежели феррит и аустенит. То есть, долю (%) мартенсита получают вычитанием доли (%) феррита и доли (%) аустенита из 100%.
[0074] [Значение β]
Нержавеющая сталь согласно настоящему варианту исполнения имеет значение β, определяемое Уравнением (2), которое является равным или превышающим 1,55. Значение β рассчитывают согласно следующей процедуре. Фотографируют структуру матрицы на участке поверхности, перпендикулярном произвольному направлению по ширине пластины из нержавеющей стали (для стальной трубы, участке поверхности в толщине стенки параллельно оси трубы), со 100-кратным увеличением. Полученное изображение микроструктуры с размерами 1 мм × 1 мм размещают в x-y-координатной системе с x-осью, протяженной по направлению толщины стенки, и y-осью, протяженной по направлению длины, и каждый из 1024×1024 пикселей представляется уровнем серой шкалы. Таким образом, получают изображение микроструктуры, представленное в серой шкале (с 256 уровнями), участка поверхности нержавеющей стали, которое включает направление по толщине стенки и направление по длине. Кроме того, используют двумерное дискретное Фурье-преобразование для расчета значения β, определяемого Уравнением (2), на основе изображения микроструктуры, представленного в шкале полутонов.
[Формула 9]
[0075] В Уравнении (2) Su определяется Уравнением (3), и Sv определяется Уравнением (4):
[Формула 10]
[0076] В Уравнениях (3) и (4) F(u,v) определяется Уравнением (5):
[Формула 11]
[0077] В Уравнении (5) f(x,y) представляет уровень серого тона пикселя в координатах (x,y).
[0078] Таким образом, значение β и низкотемпературная ударная вязкость взаимосвязаны так, как показано в ФИГ. 9. В нержавеющей стали согласно варианту осуществления настоящего изобретения температура вязко-хрупкого перехода составляет не выше -30°С, как показано в ФИГ. 9, если значение β, рассчитанное по структуре матрицы, составляет не ниже 1,55. Таким образом, нержавеющая сталь в варианте осуществления настоящего изобретения имеет хорошую низкотемпературную ударную вязкость при -10°С, воздействию какой температуры обычно должна подвергаться сталь. Значение β предпочтительно составляет не ниже 1,6, и более предпочтительно не ниже 1,65.
[0079] Значение β зависит от доли аустенита при температурах горячей обработки и сокращения площади поперечного сечения. Чем выше доля аустенита при температурах горячей обработки, и чем больше сокращение площади поперечного сечения, тем выше становится значение β. Доля аустенита при температурах горячей обработки может быть повышена увеличением уровней содержания формирующих аустенит элементов, таких как С, Ni, Cu и Со, или снижением уровней содержания формирующих феррит элементов, таких как Si, Cr, V, Mo и W. Или же горячая обработка может выполняться при более низких температурах.
[0080] Таким образом, нержавеющая сталь в варианте осуществления настоящего изобретения имеет высокую прочность и хорошую SCC-стойкость при высоких температурах, и хорошую SSC-стойкость при комнатной температуре, и имеет хорошую низкотемпературную ударную вязкость. Нержавеющая сталь в настоящем варианте исполнения предпочтительно используется в качестве изделия из нержавеющей стали для нефтяной скважины.
[0081] Нержавеющая сталь согласно настоящему варианту исполнения предпочтительно имеет предел текучести не ниже 758 МПа. Нержавеющая сталь согласно настоящему варианту исполнения более предпочтительно имеет предел текучести не ниже 800 МПа.
[0082] Нержавеющая сталь согласно настоящему варианту исполнения предпочтительно имеет температуру вязко-хрупкого перехода не выше -30°С. Нержавеющая сталь согласно настоящему варианту исполнения более предпочтительно имеет температуру вязко-хрупкого перехода не выше -35°С.
[0083] [Способ изготовления]
Будет описан пример способа изготовления нержавеющей стали в настоящем варианте исполнения. Структура матрицы со значением β не ниже 1,55 будет получена, если стальной материал, имеющий вышеописанный химический состав (сляб или заготовка, такая как плита, блюм или сутунка), подвергают горячей прокатке при надлежащей температуре при наивысшем возможном сокращении площади поперечного сечения. В настоящем варианте исполнения, в качестве примера способа изготовления нержавеющей стали, будет описан способ получения пластины из нержавеющей стали.
[0084] Получают стальной материал, имеющий вышеописанный химический состав. Материал может представлять собой сляб, изготовленный непрерывным литьем, или плиту, полученную горячей обработкой сляба или слитка.
[0085] Полученный материал загружают в нагревательную печь или томильную печь, и нагревают. Нагретый материал подвергают горячей прокатке для получения промежуточного материала (то есть, стального материала после горячей прокатки). Сокращение площади поперечного сечения во время этой стадии горячей прокатки составляет 40% или выше. Сокращение площади поперечного сечения (r в %) определяется следующим Уравнением (7):
r={1-(толщина стенки стального материала после горячей прокатки/толщина стенки стального материала перед горячей прокаткой)}×100 (7).
[0086] Температура стального материала во время горячей прокатки (то есть, температура начала прокатки) находится в диапазоне от 1200 до 1300°С. Температура стального материала, как используемая здесь, подразумевает температуру поверхности материала. Температура поверхности материала может быть измерена во время, когда, например, начинается горячая прокатка. Температура поверхности материала представляет собой среднее значение температур поверхности, измеренных вдоль осевого направления материала. Если, например, материал подвергают томлению при температуре нагрева 1250°С в нагревательной печи, температура стального материала по существу равна температуре нагрева, то есть, 1250°С. Температура стального материала, когда горячая прокатка завершается (то есть, температура конца прокатки), предпочтительно составляет не ниже 1100°С.
[0087] Если способ изготовления включает многочисленные стадии горячей прокатки, сокращение площади поперечного сечения представляет собой совокупное сокращение для стадий горячей прокатки, последовательно выполняемых на материале при температурах стального материала в диапазоне от 1100 до 1300°С.
[0088] Если температура стального материала во время горячей прокатки падает ниже 1100°С, обусловленное этим снижение обрабатываемости в горячем состоянии может вызывать большое число дефектов на поверхности стального материала. Ввиду этого, чтобы предотвратить дефекты, чем выше температура нагрева стального материала, тем лучше. С другой стороны, предпочтительно прокатывать сталь при низких температурах для повышения степени слоистости (то есть, повышения значения β).
[0089] Кроме того, чтобы увеличить степень слоистости (то есть, повысить значение β), предпочтительно прокатывать сталь при высоких величинах сокращения площади поперечного сечения.
[0090] Листовой материал после горячей прокатки (то есть, промежуточный материал) подвергают закалке и отпуску. Закалка и отпуск промежуточного материала обеспечивают то, что предел текучести пластины из нержавеющей стали будет составлять не ниже 758 МПа. Кроме того, структура матрицы содержит фазы мартенсита отпуска и феррита.
[0091] Во время стадии закалки промежуточный материал предпочтительно охлаждают для температуры, близкой к комнатной температуре. Затем охлажденный промежуточный материал нагревают до температуры в диапазоне от 850 до 1050°С. Нагретый промежуточный материал охлаждают водой или тому подобным, и закаливают для получения пластины из нержавеющей стали. Во время стадии отпуска промежуточный материал после закалки предпочтительно нагревают до температуры, которая составляет не выше 650°С. То есть, температура отпуска предпочтительно составляет не выше 650°С, поскольку, если температура отпуска превышает 650°С, в стали возрастает оставшаяся при комнатной температуре аустенитная фаза, что обусловливает снижение прочности. Во время стадии отпуска промежуточный материал после закалки предпочтительно нагревают до температуры выше 500°С. То есть, температура отпуска предпочтительно является более высокой, чем 500°С.
[0092] Описанным выше способом изготовления получают пластину из нержавеющей стали со значением β не ниже 1,55. Нержавеющая сталь не ограничивается стальной пластиной, и может принимать другие формы. Материал предпочтительно подвергают томлению при температуре в диапазоне от 1200 до 1250°С в течение предварительно заданного периода времени, и затем выполняют горячую прокатку с сокращением площади поперечного сечения не ниже 50% и при температуре окончания прокатки не ниже 1100°С. Этим будет получаться изделие из нержавеющей стали с высокой степенью слоистости, в то же время с предотвращением образования поверхностных дефектов.
[Примеры]
[0093] Изготовили выплавкой стали типов стали от А до W, имеющие химические составы, показанные в Таблице 1, и получили слитки. Химические составы сталей типов от А до V находятся в пределах диапазонов согласно настоящему варианту исполнения. Сталь типа W представляет собой сравнительный пример, который не содержит V. Слитки подвергли горячей проковке для получения плит с шириной 100 мм и высотой 30 мм. Полученные плиты обработали для получения стальных материалов №№ 1-37. В показанных в Таблице 1 химических составах содержание каждого элемента представлено в процентах по массе, и остальное количество составляют Fe и примеси.
[0094] [Таблица 1]
[0095] Полученные материалы нагрели в нагревательной печи. Нагретые материалы извлекли из нагревательной печи, и непосредственно после извлечения подвергли горячей прокатке для получения промежуточных материалов №№ 1-37. Температуры стальных материалов для материалов во время горячей прокатки показаны в Таблице 2. В настоящих Примерах материалы нагревали в нагревательной печи в течение достаточного периода времени так, что температуры стальных материалов были равны температурам нагрева. Сокращения площади поперечного сечения во время горячей прокатки для различных номеров показаны в Таблице 2.
[0096] [Таблица 2]
[0097] Промежуточные материалы №№ 1-37 подвергли закалке и отпуску. Температура закалки составляла 950°С. Время, в течение которого материалы выдерживали при температуре закалки (то есть, время термической обработки), составляло 15 минут. Промежуточные материалы подвергали закалке охлаждением водой. Температура отпуска для промежуточных материалов №№ 1, 23-30, 32, 33 и 37 составляла 550°С, и для промежуточных материалов №№ 2-22, 31 и 34-36 составляла 600°С. Время, в течение которого материалы выдерживали при температуре отпуска, составляло 30 минут. Вышеописанным способом изготовления получили стальные пластины различных номеров.
[0098] [Испытание с обследованием микроструктуры]
Стальные пластины №№ 1-37 разрезали по центру, если измерять по ширине, вдоль направления длины. Образцы для обследования микроструктуры отобрали из участков поверхностей разреза (с y-осью, образованной направлением по длине, и x-осью, образованной направлением по толщине стенки), которые находились в центрах стальных пластин. Долю площади измеряли на каждом из отобранных образцов согласно описанной выше процедуре, и проводили обработку, как для объемной доли феррита. Кроме того, объемную долю аустенита рассчитывали описанным выше методом рентгеновской дифракции. Кроме того, объемную долю мартенсита отпуска рассчитывали согласно описанной выше процедуре с использованием объемной доли феррита и объемной доли аустенита.
[0099] Кроме того, получили изображение микроструктуры с размерами 1 мм × 1 мм с наблюдением при 100-кратном увеличении (например, изображение, показанное в ФИГ. 1) произвольного места на каждой обследуемой поверхности. Полученное изображение микроструктуры использовали для расчета значения β для каждой из стальных пластин с различными номерами по описанной выше процедуре.
[0100] [Испытание для оценки предела текучести]
Круглый стержень для испытания на растяжение отобрали из участка каждой из стальных пластин №№ 1-37, которые был расположен в центре, если измерять по направлению толщины стенки. Продольное направление круглого стержня было параллельным направлению прокатки стальной пластины (то есть, направлению L). Диаметр параллельного участка каждого круглого стержня составлял 6 мм, и расстояние между контрольными рисками составляло 40 мм. Испытание на растяжение проводили на каждом отобранном круглом стержне в соответствии со стандартом JIS Z 2241 (2011) при комнатной температуре для определения предела текучести (при условном пределе текучести с остаточной деформацией 0,2%).
[0101] [Испытание для оценки низкотемпературной ударной вязкости]
Для оценки ударной вязкости при низких температурах проводили испытания на ударную вязкость по Шарпи. Полноразмерные испытательные образцы в соответствии со стандартом ASTM E23 отобрали из участка каждой из стальных пластин №№ 1-37, который находился в центре, если измерять по направлению толщины стенки. Продольное направление испытательных образцов было параллельно направлению по ширине пластины. Испытания на ударную вязкость по Шарпи проводили на каждом из отобранных испытательных образцов при температурах в диапазоне от 20°С до -120°С, и измеряли поглощенную энергию (Дж), и определяли температуру вязко-хрупкого перехода для поглощенной энергии удара.
[0102] [Испытание для оценки высокотемпературной SCC-стойкости]
Из каждой из стальных пластин №№ 1-37 отобрали образцы для испытания на четырехточечный изгиб. Испытательные образцы имели длину 75 мм, ширину 10 мм и толщину 2 мм. Испытательные образцы прогибали в условиях четырехточечного изгиба. Степень изгиба для каждого испытательного образца определяли так, что напряжение, приложенное к испытательному образцу, было равным 0,2%-ному условному пределу текучести испытательного образца в соответствии со стандартом ASTM G 39. Для каждого из №№ 1-36 приготовили автоклав с температурой 200°С, в котором находились сжатые СО2 при давлении 30 бар (3,0 МПа) и H2S при давлении 0,01 бар (1 кПа). Изогнутый испытательный образец поместили внутрь каждого автоклава. В автоклаве испытательный образец погрузили на 720 часов в раствор NaCl с концентрацией 25 мас.%. Раствор был отрегулирован на значение рН 4,5 с использованием буферной системы CH3COONa+CH3COOH, содержащей 0,41 г/л CH3COONa. Испытательный образец после погружения обследовали для определения, имелись ли обусловленные коррозией под напряжением трещины (SCC). Более конкретно, участок поверхности испытательного образца, к которому было приложено напряжение растяжения, обследовали с использованием оптической микроскопии со 100-кратным увеличением для определения, имелись ли трещины. В Таблице 3 «О» означает, что трещины отсутствовали, и «×» показывает, что трещины присутствовали, и испытательные образцы с оценкой «О» имели лучшие SCC-стойкости, чем образцы с «×». Кроме того, для каждого испытательного образца определяли уменьшение количества вследствие коррозии на основе разности между весом до испытания и весом после погружения. На основе определенного уменьшения количества вследствие коррозии рассчитывали степень годовой коррозии (мм/год).
[0103] [Испытание для оценки SSC-стойкости при комнатной температуре]
Из каждой из стальных пластин №№ 1-37 отобрали испытательный образец в виде круглого стержня для испытания по методу А стандарта NACE TM0177. Испытательный образец имел диаметр 6,35 мм, и длину параллельного участка 25,4 мм. К испытательному образцу по его осевому направлению прилагали растягивающее напряжение. Приложенное к испытательному образцу напряжение регулировали так, что оно составляло 90% измеренного напряжения при текучести испытательного образца в соответствии со стандартом NACA TM0177-2005. Испытательный образец погрузили на 720 часов в раствор NaCl с концентрацией 25 мас.%, насыщенный H2S при давлении 0,01 бар (1 кПа) и СО2 при давлении 0,99 бар (0,099 МПа). Раствор был отрегулирован на значение рН 4,0 с использованием буферной системы CH3COONa+CH3COOH, содержащей 0,41 г/л CH3COONa. Температуру раствора устанавливали на 25°С. Испытательный образец после погружения обследовали для определения, имелись ли обусловленные сульфидной коррозией под напряжением трещины (SSC). Более конкретно, были обследованы те из испытательных образцов №№ 1-37, которые разрушились во время испытания, и те, которые не разрушились, где параллельный участок каждого испытательного образца был обследован невооруженным глазом, для определения, имелись ли трещины или коррозионные язвины. В Таблице 3 «О» показывает, что трещины или коррозионные язвины отсутствовали, и «×» показывает, что присутствовали трещины или коррозионные язвины, и испытательные образцы с оценкой «О» имели лучшие SSC-стойкости, чем образцы с оценкой «×».
[0104] [Результаты испытаний]
Таблица 3 показывает результаты испытаний. В каждой из стальных пластин №№ 1-37 объемная доля феррита (α-фракция), объемная доля аустенита (γ-фракция) и объемная доля мартенсита отпуска (М-фракция) были в пределах диапазонов согласно настоящему варианту исполнения. Каждый из стальных материалов №№ 1-36 имел предел текучести не менее 758 МПа, степень годовой коррозии не выше 0,01 мм/год, и хорошие SCC-стойкость и SSC-стойкость.
[0105] [Таблица 3]
[0106] В каждом из стальных материалов №№ 1, 4, 7, 10, 12-16 и 19-36 значение β было не менее 1,55. Эти стальные продукты имеют температуры перехода не выше -30°С и хорошие низкотемпературные ударные вязкости.
[0107] В стальном материале № 37 значение β было не менее 1,55, но предел текучести был ниже 758 МПа.
[0108] В каждом из стальных материалов №№ 2, 3, 5, 6, 8, 9, 11, 17 и 18 значение β было менее 1,5, и температура перехода была выше -30°С. Эти стальные продукты имеют худшие низкотемпературные ударные вязкости.
[0109] Хотя был описан один вариант осуществления настоящего изобретения, вышеописанный вариант осуществления представляет собой только один пример исполнения настоящего изобретения. Поэтому настоящее изобретение не ограничивается вышеописанным вариантом осуществления, и вышеописанный вариант осуществления может быть модифицирован, как необходимо, без выхода за пределы смысла настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0110] Настоящее изобретение представляет нержавеющую сталь, имеющую высокую прочность и хорошую SSC-стойкость при комнатной температуре, и хорошую низкотемпературную ударную вязкость, которая пригодна для применения в нефтяной скважине.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДУКТ ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2718019C1 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ ДЛЯ НЕФТЯНЫХ СКВАЖИН И ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2013 |
|
RU2583207C1 |
| ВЫСОКОПРОЧНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ ДЛЯ НЕФТЯНЫХ СКВАЖИН И ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2011 |
|
RU2519201C1 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2584100C1 |
| МАРТЕНСИТНАЯ ХРОМСОДЕРЖАЩАЯ СТАЛЬ И ТРУБЫ, ПРИМЕНЯЕМЫЕ В НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ | 2014 |
|
RU2647403C2 |
| МАРТЕНСИТНО-ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, ИЗГОТОВЛЕННЫЙ ПРОДУКТ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2015 |
|
RU2696513C2 |
| БЕСШОВНАЯ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2599936C2 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ, ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ И СПОСОБ ПОЛУЧЕНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ | 2010 |
|
RU2494166C2 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ СТАЛИ И ЕЕ ПРИМЕНЕНИЕ | 2016 |
|
RU2721528C2 |
| НЕРЖАВЕЮЩАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ | 2006 |
|
RU2346074C2 |

Изобретение относится к черной металлургии. Нержавеющая сталь имеет структуру матрицы, содержащую в объемном отношении от 40 до 80% мартенсита отпуска, от 10 до 50% феррита и от 1 до 15% аустенита. Когда изображение микроструктуры с размерами 1 мм × 1 мм, полученное фотографированием структуры матрицы со 100-кратным увеличением, размещают в x-y-координатной системе с х-осью, протяженной по направлению толщины стенки, и y-осью, протяженной по направлению длины, и каждый из 1024×1024 пикселей представлен уровнем серой шкалы, значение β, определяемое выражением (2), составляет не менее 1,55. Достигается хорошая коррозионная стойкость и низкотемпературная ударная вязкость. 2 н. и 4 з.п. ф-лы, 9 ил., 3 табл.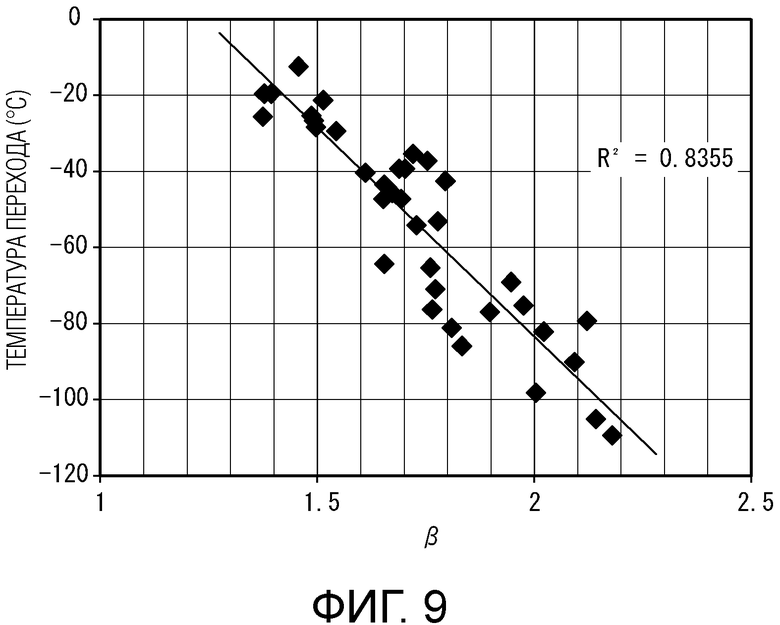
1. Изделие из нержавеющей стали, которая имеет химический состав, включающий, мас.%:
C: от 0,001 до 0,06;
Si: от 0,05 до 0,5;
Mn: 0,01 до 2,0;
P: до 0,03;
S: менее 0,005;
Cr: от 15,5 до 18,0;
Ni: от 2,5 до 6,0;
V: от 0,005 до 0,25;
Al: до 0,05;
N: до 0,06;
O: до 0,01;
Cu: от 0 до 3,5;
Co: от 0 до 1,5;
Nb: от 0 до 0,25;
Ti: от 0 до 0,25;
Zr: от 0 до 0,25;
Ta: от 0 до 0,25;
B: от 0 до 0,005;
Ca: от 0 до 0,01;
Mg: от 0 до 0,01 и
REM: от 0 до 0,05,
дополнительно включающий один или два элемента, выбранных из группы, состоящей из:
Mo: от 0 до 3,5; и
W: от 0 до 3,5,
в количестве, которое удовлетворяет выражению (1),
причем остальное количество составляют Fe и примеси,
причем нержавеющая сталь имеет структуру матрицы, имеющую, в объемном отношении, от 40 до 80% мартенсита отпуска, от 10 до 50% феррита и от 1 до 15% аустенита, причем
когда изображение микроструктуры с размерами 1× 1 мм, полученное фотографированием структуры матрицы со 100-кратным увеличением, размещают в x-y-координатной системе с х-осью, протяженной по направлению толщины стенки, и y-осью, протяженной по направлению длины, и каждый из 1024×1024 пикселей представлен уровнем серой шкалы, значение β, определяемое выражением (2), составляет не менее 1,55, где:
1,0≤Mo+0,5W≤3,5 (1),
где Mo и W представляют уровни содержания Mo и W, мас.%,
 , причем в выражении (2)
, причем в выражении (2)
Su – сумма абсолютных спектральных значений вдоль вертикальной u-оси логарифмической частотной спектрограммы изображения микроструктуры размером 1×1 мм,
Sv - сумма абсолютных спектральных значений вдоль горизонтальной v-оси логарифмической частотной спектрограммы изображения микроструктуры размером 1×1 мм,
причем Su определяется выражением (3), и Sv определяется выражением (4):
в выражениях (3) и (4) F(u, v) определяется выражением (5):
 , причем
, причем
в выражении (5) F(u, v) – двухмерный частотный спектр двухмерных данных f(x, y), где f(x, y) - уровень серого тона пикселя в координатах (x, y).
2. Изделие из нержавеющей стали по п. 1, в котором химический состав включает один или два элемента, выбранных из группы, состоящей, мас.%, из:
Cu: от 0,2 до 3,5; и
Со: от 0,05 до 1,5.
3. Изделие из нержавеющей стали по п. 1, в котором химический состав включает один или более элементов, выбранных из группы, состоящей, мас.%, из:
Nb: от 0,01 до 0,25;
Ti: от 0,01 до 0,25;
Zr: от 0,01 до 0,25 и
Ta: от 0,01 до 0,25.
4. Изделие из нержавеющей стали по п. 2, в которой химический состав включает один или более элементов, выбранных из группы, состоящей, мас.%, из:
Nb: от 0,01 до 0,25;
Ti: от 0,01 до 0,25;
Zr: от 0,01 до 0,25 и
Ta: от 0,01 до 0,25.
5. Изделие из нержавеющей стали по любому из пп. 1-4, в которой химический состав включает один или более элементов, выбранных из группы, состоящей, мас.%, из:
B: от 0,0003 до 0,005;
Ca: от 0,0005 до 0,01;
Mg: от 0,0005 до 0,01; и
REM: от 0,0005 до 0,05.
6. Труба из нержавеющей стали для нефтяной скважины, изготовленная из изделия из нержавеющей стали по любому из пп. 1-5.
| WO 2010134498 A1, 12.11.2012 | |||
| МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2004 |
|
RU2335570C2 |
| ЭКОНОМНОЛЕГИРОВАННАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2008 |
|
RU2458178C2 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ | 2005 |
|
RU2321671C2 |
| JP 2005336595 A, 08.12.2005 | |||
| JP 2013249516 A, 12.12.2013. | |||

