Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к нержавеющей стали для нефтяных скважин и трубе из нержавеющей стали для нефтяных скважин и более конкретно - к нержавеющей стали для нефтяных скважин и трубе из нержавеющей стали для нефтяных скважин, которые используются в высокотемпературной среде нефтяной скважины и среде газовой скважины (далее называемой высокотемпературной средой).
Уровень техники
[0002] В настоящем описании нефтяная скважина и газовая скважина совокупно называются просто «нефтяной скважиной». Соответственно этому «нержавеющая сталь для нефтяных скважин», как применяемая здесь, включает нержавеющую сталь для нефтяных скважин и нержавеющую сталь для газовых скважин. Кроме того, «труба из нержавеющей стали для нефтяных скважин» включает трубу из нержавеющей стали для нефтяных скважин и трубу из нержавеющей стали для газовой скважины.
[0003] Как используемый здесь, термин «высокотемпературный» означает, если не оговорено нечто иное, температуру не менее 150°С. Кроме того, как применяемый здесь, символ «%» в отношении химического элемента обозначает, если не оговорено нечто иное, «% по массе».
[0004] Традиционная среда нефтяной скважины включает газообразный диоксид углерода (СО2) и/или ион хлора (Cl-). По этой причине в традиционной среде нефтяной скважины обычно используют мартенситную нержавеющую сталь, содержащую 13% Cr (далее называемую «13% Cr-сталью»). 13% Cr-сталь имеет превосходную стойкость к обусловленной газообразной угольной кислотой коррозии (углекислотной).
[0005] Недавно начала развиваться разработка глубоких нефтяных скважин. Глубокая нефтяная скважина имеет высокотемпературную среду. Такая высокотемпературная среда включает газообразный диоксид углерода или газообразный диоксид углерода и газообразный сероводород. Эти газы представляют собой коррозионно-агрессивные газы. Поэтому сталь для нефтяных скважин, применяемая в глубоких нефтяных скважинах, должна иметь более высокую прочность и более высокую коррозионную стойкость, чем эти характеристики 13% Cr-стали.
[0006] Содержание Cr в двухфазной нержавеющей стали является более высоким, чем в 13% Cr-стали. Поэтому двухфазная нержавеющая сталь имеет более высокую прочность и более высокую коррозионную стойкость, чем 13% Cr-сталь. Например, двухфазная нержавеющая сталь представляет собой 22% Cr-сталь, содержащую 22% Cr, и 25% Cr-сталь, содержащую 25% Cr. Хотя двухфазная нержавеющая сталь имеет высокую прочность и высокую коррозионную стойкость, она включает многие легирующие элементы и поэтому является дорогостоящей.
[0007] Патентные документы JP 2002-4009А, JP 2005-336595А, JP 2006-16637А, JP 2007-332442 А, WO 2010/050519 и WO 2010/134498 предлагают иные нержавеющие стали, нежели вышеописанная двухфазная нержавеющая сталь. Нержавеющие стали, раскрытые в этих патентных документах, содержат максимально от 17 до 18,5% Cr.
[0008] Патентный документ JP 2002-4009 А предлагает мартенситную нержавеющую сталь для нефтяных скважин, которая имеет предел текучести не менее 860 МПа и стойкость к углекислотной коррозии в высокотемпературной среде. Химический состав представленной в этом патентном документе нержавеющей стали включает от 11,0 до 17,0% Cr и от 2,0 до 7,0% Ni и дополнительно удовлетворяет отношению: Cr+Mo+0,3Si-40С-10N-Ni-0,3Mn≤10. Металлографическая микроструктура этой нержавеющей стали преимущественно составлена мартенситом и содержит не более 10% остаточного аустенита.
[0009] Патентный документ JP 2005-336595 А предлагает трубу из нержавеющей стали, которая имеет высокую прочность и стойкость к углекислотной коррозии в высокотемпературной среде с температурой 230°С. Химический состав раскрытой в этом патентном документе трубы из нержавеющей стали включает от 15,5 до 18% Cr, от 1,5 до 5% Ni и от 1 до 3,5% Mo, удовлетворяет отношению: Cr+0,65Ni+0,6Mo+0,55Cu-20С≥19,5 и также удовлетворяет отношению Cr+Mo+0,3Si-43,5С-0,4Mn-Ni-0,3Cu-9N≥11,5. Металлографическая микроструктура этой трубы из нержавеющей стали содержит от 10 до 60% ферритной фазы и не более 30% аустенитной фазы, причем остальное количество составлено мартенситной фазой.
[0010] Патентный документ JP 2006-16637А предлагает трубу из нержавеющей стали, которая имеет высокую прочность и стойкость к углекислотной коррозии в высокотемпературной среде с температурой свыше 170°С. Химический состав раскрытой в этом патентном документе трубы из нержавеющей стали включает от 15,5 до 18,5% Cr и от 1,5 до 5% Ni, удовлетворяет отношению: Cr+0,65Ni+0,6Mo+0,55Cu-20С≥18,0 и также удовлетворяет отношению Cr+Mo+0,3Si-43,5С-0,4Mn-Ni-0,3Cu-9N≥11,5. Металлографическая микроструктура этой трубы из нержавеющей стали может включать или может не включать аустенитную фазу.
[0011] Патентный документ JP 2007-332442А предлагает трубу из нержавеющей стали, которая имеет высокую прочность не менее 965 МПа, и стойкость к углекислотной коррозии в высокотемпературной среде с температурой, превышающей 170°С. Химический состав раскрытой в этом патентном документе трубы из нержавеющей стали содержит, в % по массе, от 14,0 до 18,0% Cr, от 5,0 до 8,0% Ni, от 1,5 до 3,5% Mo и от 0,5 до 3,5% Cu и удовлетворяет отношению: Cr+2Ni+1,1Mo+0,7Cu≤32,5. Металлографическая микроструктура этой трубы из нержавеющей стали содержит от 3 до 15% аустенитной фазы, причем остальное количество составлено мартенситной фазой.
[0012] Патентный документ WO 2010/050519 предлагает нержавеющую трубу, которая имеет достаточную коррозионную стойкость даже в среде нагретого до высокой температуры в 200°С диоксида углерода и, кроме того, имеет достаточную устойчивость к коррозии, обусловленной сульфидным растрескиванием под напряжением, даже когда температура окружающей среды в нефтяной скважине или газовой скважине снижается вследствие временной приостановки извлечения сырой нефти или газа. Химический состав раскрытой в этом патентном документе трубы из нержавеющей стали содержит более 16% и не более 18% Cr, более 2% и не более 3% Mo, не менее 1% и не более 3,5% Cu и не менее 3% и менее 5% Ni, тогда как Mn и N удовлетворяют отношению: [Mn]×([N]-0,0045)≤0,001. Металлографическая микроструктура этой трубы из нержавеющей стали содержит от 10 до 40% по объемной доле ферритной фазы и не более 10% по объемной доле остаточной γ-фазы, причем мартенситная фаза составляет преобладающую фазу.
[0013] Патентный документ WO 2010/134498 предлагает высокопрочную нержавеющую сталь, которая имеет превосходную коррозионную стойкость в высокотемпературной среде и имеет стойкость к SSC (к сульфидному коррозионному растрескиванию под напряжением) при нормальной температуре. Химический состав раскрытой в этом патентном документе нержавеющей стали содержит более 16% и не более 18% Cr, не менее 1,6% и не более 4,0% Mo, не менее 1,5% и не более 3,0% Cu и более 4,0% и не более 5,6% Ni, и удовлетворяет отношению Cr+Cu+Ni+Mo≥25,5 и -8≤30(С+N)+0,5Mn+Ni+Cu/2+8,2-1,1(Cr+Mo)≤-4. Металлографическая микроструктура этой нержавеющей стали содержит мартенситную фазу от 10 до 40% ферритной фазы и фазу остаточного аустенита со степенью однородности распределения ферритной фазы свыше 85%.
Сущность изобретения
[0014] Однако в нержавеющих сталях, представленных в вышеописанных патентных документах, стабильное получение желательной металлографической микроструктуры не обязательно является легким, и может возникать ситуация, где стабильное достижение желательного предела текучести не получается. В условиях промышленного производства нержавеющей стали время, затраченное на процесс термической обработки и процесс охлаждения, будет ограниченным, чтобы повысить производительность. Поэтому может иметь место ситуация, где не удастся стабильно получать высокую прочность не менее 758 МПа.
[0015] Цель настоящего изобретения состоит в создании нержавеющей стали для нефтяных скважин, которая имеет превосходную стойкость к высокотемпературной коррозии, и может быть стабильно получена прочность не менее 758 МПа.
[0016] Нержавеющая сталь для нефтяных скважин согласно настоящему изобретению содержит, в % по массе, С: не более 0,05%, Si: не более 1,0%, Mn: от 0,01 до 1,0%, Р: не более 0,05%, S: менее 0,002%, Cr: от 16 до 18%, Mo: от 1,8 до 3%, Cu: от 1,0 до 3,5%, Ni: от 3,0 до 5,5%, Со: от 0,01 до 1,0%, Al: от 0,001 до 0,1%, О: не более 0,05% и N: не более 0,05%, причем остальное количество составляют Fe и загрязняющие примеси и удовлетворяет формулам (1) и (2):
Cr+4Ni+3Mo+2Cu≥44 (1)
Cr+3Ni+4Mo+2Cu/3≤46 (2)
где каждым символом элемента в формулах (1) и (2) обозначено содержание (% по массе) соответствующего элемента.
[0017] Вышеописанная нержавеющая сталь для нефтяных скважин может содержать, вместо некоторого количества Fe, элементы одного или более видов, выбранные из группы, состоящей из V: не более 0,3%, Ti: не более 0,3%, Nb: не более 0,3% и Zr: не более 0,3%. Вышеописанная нержавеющая сталь для нефтяных скважин может содержать, вместо некоторого количества Fe, элементы одного или более видов, выбранные из группы, состоящей из W: не более 1,0% и редкоземельного металла (REM): не более 0,3%. Вышеописанная нержавеющая сталь для нефтяных скважин может содержать, вместо некоторого количества Fe, элементы одного или более видов, выбранные из группы, состоящей из Са: не более 0,01% и В: не более 0,01%.
[0018] Металлографическая микроструктура вышеописанной нержавеющей стали предпочтительно содержит, по объемной доле, не менее 10% и менее 60% ферритной фазы, не более 10% фазы остаточного аустенита и не менее 40% мартенситной фазы.
[0019] Трубу из нержавеющей стали для нефтяных скважин согласно настоящему изобретению изготавливают из вышеописанной нержавеющей стали для нефтяных скважин.
[0020] Труба из нержавеющей стали для нефтяных скважин согласно настоящему изобретению имеет высокую прочность и превосходную стойкость к высокотемпературной коррозии, и может быть стабильно получена высокая прочность.
Наилучший вариант осуществления изобретения
[0021] Далее будут подробно описаны варианты осуществления настоящего изобретения. Авторы настоящего изобретения провели исследование и анализ и в результате получили следующие обнаруженные факты.
[0022] (А) Для получения устойчивости к коррозионному растрескиванию под напряжением (стойкость к SСC) в высокотемпературной среде предпочтительно, чтобы кроме Cr содержались Ni, Mo и Cu. Более конкретно превосходная стойкость к SСC в высокотемпературной среде будет получена, когда удовлетворяется следующая формула (1):
[0023] Cr+4Ni+3Mo+2Cu≥44 (1)
где каждый символ элемента в формуле (1) соответствует содержанию (% по массе) соответствующего элемента.
[0024] (В) Когда уровни содержания легирующих элементов, таких как Cr, Ni, Mo и Cu, возрастают, стабильное получение высокой прочности маловероятно. Вариация прочности будет предотвращена, и предел текучести на уровне не менее 758 МПа будет стабильно достигнут, когда удовлетворяется следующая формула (2):
Cr+3Ni+4Mo+2Cu/3≤46 (2)
где каждым символом элемента в формуле (2) обозначено содержание (% по массе) соответствующего элемента.
[0025] (С) Кобальт (Со) стабилизирует прочность и коррозионную стойкость. Когда формулы (1) и (2) удовлетворяются, и Со содержится в количестве от 0,01 до 1,0%, будет получена стабильная металлографическая микроструктура, и будут получены стабильная и высокая прочность и превосходная коррозионная стойкость в высокотемпературной среде.
[0026] Настоящее изобретение было выполнено на основе вышеописанных обнаруженных фактов. Далее будут описаны подробности относительно нержавеющей стали для нефтяных скважин согласно настоящему изобретению.
[0027] Химический состав
Нержавеющая сталь для нефтяных скважин согласно настоящему изобретению имеет следующий химический состав.
[0028] С: не более 0,05%
Хотя углерод (С) содействует повышению прочности, он образует карбид во время отпуска. Карбид хрома (Cr) ухудшает стойкость к коррозионному воздействию высокотемпературного газообразного диоксида углерода. Поэтому содержание С предпочтительно является меньшим. Содержание С составляет не более 0,05%. Содержание С предпочтительно составляет менее 0,05%, более предпочтительно не более 0,03% и еще более предпочтительно не более 0,01%.
[0029] Si: не более 1,0%
Кремний (Si) раскисляет сталь. Однако чрезмерное содержание Si будет ухудшать обрабатываемость в горячем состоянии. Более того, оно повышает количество образуемого феррита, тем самым снижая предел текучести (напряжение пластического течения). Поэтому содержание Si составляет не более 1,0%. Содержание Si предпочтительно составляет не более 0,8%, более предпочтительно не выше 0,5% и еще более предпочтительно не более 0,4%. Когда содержание Si составляет не менее 0,05%, Si действует особенно эффективным образом как раскислитель. Однако даже когда содержание Si составляет менее 0,05%, Si раскисляет сталь в достаточной мере.
[0030] Mn: от 0,01 до 1,0%
Марганец (Mn) раскисляет и обессеривает сталь, тем самым улучшая обрабатываемость в горячем состоянии. Однако чрезмерное содержание Mn может вызывать ликвации в стали, тем самым ухудшая ударную вязкость и стойкость к SСC в высокотемпературном водном хлоридном растворе. Более того, Mn представляет собой элемент, формирующий аустенит. Поэтому когда сталь содержит Ni и Cu, которые представляют собой формирующие аустенит элементы, избыточное содержание Mn будет вести к повышению доли остаточного аустенита, тем самым снижая предел текучести (напряжение пластического течения). Поэтому содержание Mn составляет от 0,01 до 1,0%. Нижний предел содержания Mn предпочтительно составляет 0,03%, более предпочтительно 0,05% и еще более предпочтительно 0,07%. Верхний предел содержания Mn предпочтительно составляет 0,5%, более предпочтительно менее 0,2% и еще более предпочтительно 0,14%.
[0031] Р: не более 0,05%
Фосфор (Р) представляет собой загрязняющую примесь. Р ухудшает устойчивость к сульфидному коррозионному растрескиванию под напряжением (стойкость к SSC) и стойкость стали к SСC в высокотемпературном водном хлоридном растворе. Поэтому содержание Р предпочтительно поддерживают настолько низким, насколько возможно. Содержание Р составляет не более 0,05%. Содержание Р предпочтительно составляет менее 0,05%, более предпочтительно не более 0,025% и еще более предпочтительно не более 0,015%.
[0032] S: менее 0,002%
Сера (S) представляет собой загрязняющую примесь. S ухудшает обрабатываемость стали в горячем состоянии. Металлографическая микроструктура нержавеющей стали согласно настоящему изобретению во время горячей обработки становится двухфазной микроструктурой, включающей ферритную фазу и аустенитную фазу. S ухудшает обрабатываемость такой двухфазной микроструктуры в горячем состоянии. Кроме того, S соединяется с Mn и т.д. с образованием включений. Образовавшиеся включения действуют как исходная точка питтинга (точечного выкрашивания) и SСC, тем самым ухудшая коррозионную стойкость стали. Поэтому содержание S предпочтительно поддерживают по возможности низким. Содержание S составляет менее 0,002%. Содержание S предпочтительно составляет не более 0,0015% и более предпочтительно не более 0,001%.
[0033] Cr: от 16 до 18%
Хром (Cr) повышает стойкость к SСC в среде высокотемпературного водного хлоридного раствора. Однако поскольку Cr представляет собой элемент, образующий феррит, чрезмерное содержание Cr будет вести к избыточному увеличению количества феррита в стали, тем самым ухудшая предел текучести стали. Поэтому содержание Cr составляет от 16 до 18%. Нижний предел содержания Cr предпочтительно составляет более 16%, более предпочтительно 16,3% и еще более предпочтительно 16,5%. Верхний предел содержания Cr предпочтительно составляет менее 18%, более предпочтительно 17,8% и еще более предпочтительно 17,5%.
[0034] Mo: от 1,8 до 3%
Когда добычу текучей среды из нефтяной скважины временно приостанавливают, температура текучей среды в насосно-компрессорной колонне нефтяной скважины будет снижаться. В этот момент, как правило, возрастает чувствительность высокопрочного материала к сульфидному коррозионному растрескиванию под напряжением. Молибден (Mo) улучшает чувствительность к сульфидному коррозионному растрескиванию под напряжением. Кроме того, Mo улучшает стойкость стали к SСC в присутствии Cr. Однако поскольку Mo представляет собой формирующий феррит элемент, чрезмерное содержание Mo будет вести к увеличению количества феррита в стали, тем самым снижая прочность стали. Поэтому содержание Mo составляет от 1,8 до 3%. Нижний предел содержания Mo предпочтительно составляет более 1,8%, более предпочтительно 2,0% и еще более предпочтительно 2,1%. Верхний предел содержания Mo предпочтительно составляет менее 3%, более предпочтительно 2,7% и еще более предпочтительно 2,6%.
[0035] Cu: от 1,0 до 3,5%
Медь (Cu) упрочняет ферритную фазу в результате выделения вторичных фаз при дисперсионном твердении, тем самым повышая прочность стали. Кроме того, Cu снижает скорость растворения стали в среде высокотемпературного водного хлоридного раствора, тем самым улучшая коррозионную стойкость стали. Однако чрезмерное содержание Cu будет вести к ухудшению обрабатываемости стали в горячем состоянии, тем самым снижая ударную вязкость стали. Поэтому содержание Cu составляет от 1,0 до 3,5%. Нижний предел содержания Cu предпочтительно составляет более 1,0%, более предпочтительно 1,5% и еще более предпочтительно 2,2%. Верхний предел содержания Cu составляет менее 3,5%, более предпочтительно 3,2% и еще более предпочтительно 3,0%.
[0036] Ni: от 3,0 до 5,5%
Поскольку никель (Ni) представляет собой элемент, формирующий аустенит, он стабилизирует аустенит при высокой температуре и увеличивает количество мартенсита при нормальной температуре. Поэтому Ni повышает прочность стали. Кроме того, Ni улучшает коррозионную стойкость в среде высокотемпературного водного хлоридного раствора. Однако избыточное содержание Ni склонно обусловливать увеличение остаточной γ-фазы, и становится затруднительным стабильное получение высокой прочности, в особенности во время промышленного производства. Поэтому содержание Ni составляет от 3,0 до 5,5%. Нижний предел содержания Ni предпочтительно составляет более 3,0%, более предпочтительно 3,5%, еще более предпочтительно 4,0% и еще более предпочтительно 4,2%. Верхний предел содержания Ni предпочтительно составляет менее 5,5%, более предпочтительно 5,2% и еще более предпочтительно 4,9%.
[0037] Со: от 0,01 до 1,0%
Кобальт (Со) улучшает прокаливаемость стали и обеспечивает стабильную и высокую прочность, в особенности во время промышленного производства. Более конкретно Со подавляет остаточный аустенит, тем самым предотвращая вариацию прочности. Однако чрезмерное содержание Со будет вести к ухудшению ударной вязкости стали. Поэтому содержание Со составляет от 0,01 до 1,0%. Нижний предел содержания Со предпочтительно составляет более 0,01%, более предпочтительно 0,02%, еще более предпочтительно 0,1% и еще более предпочтительно 0,25%. Верхний предел содержания Со предпочтительно составляет менее 1,0%, более предпочтительно 0,95% и еще более предпочтительно 0,75%.
[0038] Al: от 0,001 до 0,1%
Алюминий (Al) раскисляет сталь. Однако избыточное содержание Al будет вести к увеличению количества феррита в стали, тем самым ухудшая прочность стали. Кроме того, в стали образуется большое количество включений на основе оксида алюминия, тем самым ухудшая ударную вязкость стали. Поэтому содержание Al составляет от 0,001 до 0,1%. Нижний предел содержания Al предпочтительно составляет более 0,001% и более предпочтительно 0,01%. Верхний предел содержания Al предпочтительно составляет менее 0,1% и более предпочтительно 0,06%.
[0039] Как используемый здесь, термин «содержание Al» означает содержание растворимого в кислоте Al (раствор. Al).
[0040] О (кислород): не более 0,05%
Кислород (О) ухудшает ударную вязкость и коррозионную стойкость стали. Поэтому содержание О предпочтительно является более низким. Содержание О составляет не более 0,05%. Содержание О предпочтительно составляет менее 0,05%, более предпочтительно не выше 0,01% и еще более предпочтительно не более 0,005%.
[0041] N: не более 0,05%
Азот (N) повышает прочность стали. Кроме того, N стабилизирует аустенит, тем самым улучшая устойчивость к питтингу. Когда содержится даже малое количество N, вышеописанные эффекты могут быть получены до некоторой степени. С другой стороны, чрезмерное содержание N будет вести к образованию большого количества нитридов в стали, тем самым ухудшая ударную вязкость стали. Кроме того, становится более вероятным образование остаточного аустенита, тем самым снижая прочность стали. Поэтому содержание N составляет не более 0,05%. Нижний предел содержания N предпочтительно составляет 0,002% и более предпочтительно 0,005%. Верхний предел содержания N предпочтительно составляет 0,03%, более предпочтительно 0,02%, еще более предпочтительно 0,015% и еще более предпочтительно 0,010%.
[0042] Остальное количество в химическом составе нержавеющей стали для нефтяных скважин приходится на загрязняющие примеси. Термин «примесь», как используемый здесь, имеет отношение к элементу, который примешивается из руд и скрапа, которые используются в качестве исходного материала для стали, или из окружающей среды в процессе изготовления и т.д.
[0043] Относительно элементов по выбору
Нержавеющая сталь для нефтяных скважин может дополнительно содержать, вместо некоторого количества Fe, элементы одного или более видов, выбранные из группы, состоящей из V: не более 0,3%, Ti: не более 0,3%, Nb: не более 0,3% и Zr: не более 0,3%.
[0044] V: не более 0,3%,
Nb: не более 0,3%,
Ti: не более 0,3%, и
Zr: не более 0,3%.
Все из ванадия (V), ниобия (Nb), титана (Ti) и циркония (Zr) представляют собой элементы по выбору. Любой из этих элементов образует карбид и повышает прочность и ударную вязкость стали. Кроме того, эти элементы связывают углерод (С) и тем самым подавляют образование карбида хрома (Cr). В результате этого улучшается устойчивость стали к питтингу и снижается чувствительность к SCC. Когда эти элементы содержатся даже в малых количествах, вышеописанные эффекты могут быть получены до некоторой степени. С другой стороны, когда уровни содержания этих элементов являются чрезмерно высокими, карбиды укрупняются, и тем самым ухудшаются ударная вязкость и коррозионная стойкость стали. Поэтому содержание V, содержание Nb, содержание Ti и содержание Zr составляют не более 0,3% соответственно. Нижние пределы содержания V, Nb, Ti и Zr предпочтительно составляют 0,005% соответственно. Верхние пределы содержания V, Nb, Ti и Zr предпочтительно составляют менее 0,3% соответственно.
[0045] Нержавеющая сталь для нефтяных скважин может содержать, вместо некоторого количества Fe, элементы одного или более видов, выбранные из группы, состоящей из W: не более 1,0% и редкоземельного металла (REM): не более 0,3%.
[0046] W: не более 1,0%
REM: не более 0,3%
Как вольфрам (W), так и редкоземельный металл (REM) являются элементами по выбору. Здесь термин «REM» имеет отношение к элементам одного или более видов, выбранных из группы, состоящей из иттрия (Y) с атомным номером 39, от лантана (La) с атомным номером 57, до лютеция (Lu) с атомным номером 71, которые представляют собой лантаноидные элементы, и от актиния (Ас) с атомным номером 89 до лоуренсия (Lr) с атомным номером 103, которые представляют собой актиноидные элементы.
[0047] Как W, так и REM улучшают стойкость к SСC в высокотемпературной окружающей среде. Когда эти элементы содержатся даже в малом количестве, вышеописанный эффект может быть достигнут в некоторой степени. С другой стороны, когда уровни содержания этих элементов являются чрезмерно высокими, их эффекты будут насыщаться. Поэтому содержание W составляет не более 1,0%, и содержание REM составляет не более 0,3%. Когда REM включает многочисленные элементы, выбранные из описанной выше группы, содержание REM означает совокупное содержание этих элементов. Нижний предел содержания W предпочтительно составляет 0,01%. Нижний предел содержания REM предпочтительно составляет 0,001%.
[0048] Нержавеющая сталь для нефтяных скважин может содержать, вместо некоторого количества Fe, элементы одного или более видов, выбранные из группы, состоящей из Са: не более 0,01% и В: не более 0,01%.
[0049] Са: не более 0,01%
В: не более 0,01%
Как кальций (Са), так и бор (В) являются элементами по выбору. Нержавеющая сталь для нефтяных скважин во время горячей обработки имеет двухфазную микроструктуру из феррита и аустенита. По этой причине в нержавеющей стали вследствие горячей обработки могут возникать трещины и дефекты. Са и В подавляют образование трещин и дефектов во время горячей обработки. Когда эти элементы содержатся даже в малом количестве, вышеописанный эффект будет получен в некоторой степени.
[0050] С другой стороны, избыточное содержание Са будет вести к увеличению количества включений в стали, тем самым ухудшая ударную вязкость и коррозионную стойкость стали. Кроме того, чрезмерное содержание бора (В) будет обусловливать образование выделивших фаз карбида бора на границах зерен, тем самым ухудшая ударную вязкость стали. Поэтому содержание Са и содержание В для обоих составляет не более 0,01%.
[0051] Нижние пределы содержания Са и содержания В для обоих предпочтительно составляют 0,0002%. В этом случае будет достигнут заметный вышеописанный эффект. Верхние пределы содержания Са и содержания В для обоих предпочтительно составляют менее 0,01% и в обоих случаях более предпочтительно 0,005%.
[0052] В отношении формул (1) и (2)
Кроме того, химический состав нержавеющей стали для нефтяных скважин удовлетворяет формулам (1) и (2):
Cr+4Ni+3Mo+2Cu≥44 (1)
Cr+3Ni+4Mo+2Cu/3≤46 (2)
где каждым символом элемента в формулах (1) и (2) обозначено содержание (% по массе) соответствующего элемента.
[0053] Относительно формулы (1)
Определение приведено как F1=Cr+4Ni+3Mo+2Cu. По мере возрастания F1 будет улучшаться стойкость к SСC в высокотемпературной среде нефтяной скважины. Когда значение F1 составляет не менее 44, будет получена превосходная стойкость к SСC в высокотемпературной среде нефтяной скважины при температурах от 150°С до 200°С. Значение F1 предпочтительно составляет не менее 45 и более предпочтительно не менее 48. Достаточная стойкость к SСC при комнатной температуре также обеспечивается, если значение F1 составляет не менее 44.
[0054] Верхний предел значения F1 не является конкретно ограниченным. Однако когда значение F1 превышает 52, становится затруднительным соблюдение условия формулы (2), и тем самым ухудшается стабильность предела текучести.
[0055] Относительно формулы (2)
Определение приведено как F2=Cr+3Ni+4Mo+2Cu/3. В трубе из нержавеющей стали для нефтяных скважин согласно настоящему изобретению содержится вышеописанный Со, и значение F2 выдерживают не более 46, чтобы стабильно обеспечивать прочность. Когда значение F2 превышает 46, чрезмерно образуется остаточный аустенит, и становится затруднительным стабильное обеспечение предела текучести.
[0056] Значение F2 предпочтительно составляет не более 44, более предпочтительно не более 43 и еще более предпочтительно не выше 42. Нижний предел значения F2 не является конкретно ограниченным. Однако когда значение F2 составляет не более 36, это будет представлять ситуацию, где значение F1 может не составить величину не менее 44.
[0057] Соотношение между С и N
Химический состав нержавеющей стали для нефтяных скважин предпочтительно удовлетворяет формуле (3):
2,7С+N≤0,060 (3)
где символы С и N в формуле (3) обозначают содержание С (%) и содержание N (%) соответственно.
[0058] Определение приведено как F3=2,7С+N. Когда значение F3 составляет не более 0,060, дополнительно подавляется образование остаточного аустенита. Поэтому в сочетании с формулой (2) можно более стабильно обеспечить прочность. Значение F3 предпочтительно составляет не более 0,050 и более предпочтительно не более 0,045.
[0059] Металлографическая микроструктура
Металлографическая микроструктура нержавеющей стали для нефтяных скважин предпочтительно содержит, по объемной доле, менее чем от 10 до 60% ферритной фазы, не более 10% фазы остаточного аустенита, и мартенситную фазу.
[0060] Ферритная фаза: не менее 10% и менее 60% по объемной доле
Нержавеющая сталь для нефтяных скважин согласно настоящему изобретению имеет высокие уровни содержания Cr и Mo, которые представляют собой элементы, формирующие феррит. С другой стороны, хотя Ni содержится из соображений стабилизации аустенита при высокой температуре и сохранения мартенсита при нормальной температуре, содержание Ni, который представляет собой формирующий аустенит элемент, снижают до уровня, на котором количество остаточного аустенита не является чрезмерным. Поэтому нержавеющая сталь согласно настоящему изобретению не будет иметь мартенситную однофазную микроструктуру при нормальной температуре и будет представлять собой смешанную микроструктуру, включающую по меньшей мере мартенситную фазу и ферритную фазу при нормальной температуре. В то время как мартенситная фаза в металлографической микроструктуре содействует повышению прочности, чрезмерная объемная доля ферритной фазы будет ухудшать прочность стали. Поэтому объемная доля ферритной фазы предпочтительно составляет не менее 10% и менее 60%. Нижний предел объемной доли ферритной фазы предпочтительно составляет более 10%, более предпочтительно 12% и еще более предпочтительно 14%. Верхний предел объемной доли ферритной фазы предпочтительно составляет 48%, более предпочтительно 45% и еще более предпочтительно 40%.
[0061] Объемную долю ферритной фазы определяют следующим методом. Из произвольного места нержавеющей стали отбирают образец. В отобранном образце прошлифовывают поверхность образца, которая соответствует поперечному сечению нержавеющей стали. После шлифования прошлифованную поверхность образца протравливают с использованием смешанного раствора царской водки и глицерина. Долю площади ферритной фазы на протравленной поверхности измеряют методом подсчета точек согласно японскому промышленному стандарту JIS G0555 с использованием оптического микроскопа (при наблюдении со 100-кратным увеличением). Измеренную долю площади определяют как объемную долю ферритной фазы.
[0062] Фаза остаточного аустенита: не более 10% по объемной доле
Малое количество остаточного аустенита не будет вызывать заметного снижения прочности и будет существенно улучшать ударную вязкость стали. Однако чрезмерная объемная доля остаточного аустенита будет вести к значительному снижению прочности стали. Поэтому объемная доля фазы остаточного аустенита составляет не более 10%. Из соображений обеспечения прочности более предпочтительная объемная доля фазы остаточного аустенита составляет не более 8%.
[0063] Когда объемная доля фазы остаточного аустенита составляет не менее 0,5%, будет эффективно получен вышеописанный эффект улучшения ударной вязкости. Однако даже если объемная доля фазы остаточного аустенита составляет менее 0,5%, описанный выше эффект будет достигнут в некоторой степени.
[0064] Объемную долю фазы остаточного аустенита определяют методом рентгеновской дифракции. Более конкретно из произвольного места нержавеющей стали отбирают образец. Размер образца составляет 15 мм × 15 мм × 2 мм. С использованием образца измеряют соответствующие интенсивности рентгеновских рефлексов от плоскостей (200) и (211) ферритной фазы (α-фазы) и плоскостей (200), (220) и (311) фазы остаточного аустенита (γ-фазы). Затем рассчитывают интегральную интенсивность каждой плоскости. После расчета рассчитывают объемную долю Vγ (%) фазы остаточного аустенита для каждой из комбинаций (в целом 6 комбинаций) каждой плоскости α-фазы и каждой плоскости γ-фазы с использованием формулы (1). Затем определяют среднее значение объемных долей Vγ 6 комбинаций как объемную долю (%) остаточного аустенита.
Vγ=100/(1+(Iα×Rγ)/(Iγ×Rα)) (1)
где «Iα» представляет интегральную интенсивность α-фазы. «Rα» представляет кристаллографический, теоретически рассчитанный параметр α-фазы. «Iγ» представляет интегральную интенсивность γ-фазы. «Rγ» представляет кристаллографический, теоретически рассчитанный параметр γ-фазы.
[0065] Мартенситная фаза: остальное количество
В металлографической микроструктуре нержавеющей стали согласно настоящему изобретению иные части, нежели вышеописанные ферритная фаза и фаза остаточного аустенита, главным образом представляют собой фазу мартенсита отпуска. Более конкретно металлографическая микроструктура нержавеющей стали согласно настоящему изобретению предпочтительно содержит не менее 40% по объемной доле мартенситной фазы. Нижний предел объемной доли мартенсита более предпочтительно составляет 48% и еще более предпочтительно 52%. Объемную долю мартенситной фазы определяют вычитанием из 100% объемных долей ферритной фазы и фазы остаточного аустенита, которые определены описанным выше методом.
[0066] Металлографическая микроструктура нержавеющей стали для нефтяных скважин, кроме ферритной фазы, фазы остаточного аустенита и мартенситной фазы, может содержать выделившиеся фазы и/или включения, такие как карбиды, нитриды, бориды и Cu-фазу.
[0067] Способ изготовления
Способ изготовления бесшовной стальной трубы будет описан в качестве одного примера способа изготовления нержавеющей стали для нефтяных скважин.
[0068] Готовят исходный материал, имеющий описанный выше химический состав. Исходный материал может представлять собой отливку, изготовленную способом непрерывного литья (в том числе CC (непрерывного литья) круглого сечения). Кроме того, он может представлять собой заготовку, изготовленную горячей обработкой слитка, полученного в процессе литья в слитки. Он также может быть заготовкой, полученной из отливки.
[0069] Приготовленный исходный материал загружают в подогревательную печь или нагревательный колодец для нагрева. Затем нагретый исходный материал подвергают горячей обработке для изготовления пустотелой гильзы. Например, в качестве горячей обработки выполняют процесс фирмы Mannesmann. Более конкретно исходный материал подвергают обработке на прошивном трубопрокатном стане для формования в пустотелую гильзу. Затем пустотелую гильзу дополнительно прокатывают, например, с помощью стана для прокатки бесшовных труб на оправке или калибровочного стана. В качестве горячей обработки может быть выполнена горячая экструзия или может быть проведена горячая ковка.
[0070] Предпочтительно, чтобы степень обжатия исходного материала, в то время как температура исходного материала составляет от 850 до 1250°С, составляла не менее 50% во время горячей обработки. В диапазоне химического состава стали согласно настоящему изобретению выполнение горячей обработки таким образом, что степень обжатия исходного материала, когда температура исходного материала составляет от 850 до 1250°С, составляет не менее 50%, будет приводить к тому, что в приповерхностной области стали формируется микроструктура, включающая мартенситную фазу и ферритную фазу, которая является растянутой в длину (например, от около 50 до 200 мкм) по направлению прокатки. Поскольку ферритная фаза более вероятно содержит Cr и т.д., нежели мартенсит, это эффективно содействует предотвращению распространения SCC при высокой температуре. Как было до сих пор описано, когда ферритная фаза является растянутой в длину по направлению прокатки, то даже если SCC возникает на поверхности при высокой температуре, становится более вероятным достижение ферритной фазы во время процесса распространения трещины. По этой причине улучшается стойкость к SСC при высокой температуре.
[0071] Пустотелую гильзу после горячей обработки охлаждают до нормальной температуры. Способ охлаждения может представлять собой либо воздушное охлаждение, либо охлаждение водой. Поскольку в нержавеющей стали согласно настоящему изобретению мартенситное превращение будет происходить, когда ее охлаждают до температуры Ms (начала мартенситного превращения) или ниже даже при воздушном охлаждении, можно получить смешанную микроструктуру, включающую мартенсит и феррит. Однако при попытке стабильно обеспечивать высокую прочность не менее 758 МПа, в частности, высокую прочность не менее 862 МПа, предпочтительно, чтобы горячекатаную пустотелую гильзу подвергали воздушному охлаждению, после чего повторно нагревали до температуры не ниже температуры Ас3 превращения, и закаляли выполнением охлаждения водой, такого как способом погружения или способом набрызгивания.
[0072] Хотя снижение значения F2 или повышение содержания Со может сделать возможным получение высокой прочности даже при воздушном охлаждении, может иметь место недостаточная стабильность прочности. Для стабильного получения высокой прочности сталь охлаждают в условиях охлаждения водой до тех пор, пока температура поверхности пустотелой гильзы не будет составлять не выше 60°С. То есть пустотелую гильзу после горячей обработки предпочтительно охлаждают водой, и температуру, при которой охлаждение водой прекращают, выдерживают не более 60°С. Температура прекращения охлаждения водой более предпочтительно составляет не более 45°С и еще более предпочтительно не выше 30°С.
[0073] Закаленную пустотелую гильзу подвергают отпуску при температуре не более точки Ас1, чтобы скорректировать предел текучести на величину не менее 758 МПа. Когда температура отпуска превышает точку Ас1, резко возрастает объемная доля остаточного аустенита, и прочность ухудшается.
[0074] Высокопрочная нержавеющая сталь для нефтяных скважин, изготовленная вышеописанными способами, имеет предел текучести не менее 758 МПа и имеет превосходную коррозионную стойкость даже в высокотемпературной среде нефтяной скважины при 200°С благодаря действию содержащихся в ней Cr, Mo, Ni и Cu.
[0075] Стали марок 1-28, имеющие показанные в таблице 1 химические составы, были расплавлены, и были изготовлены отливки способом непрерывного литья.
[0076] Таблица 1
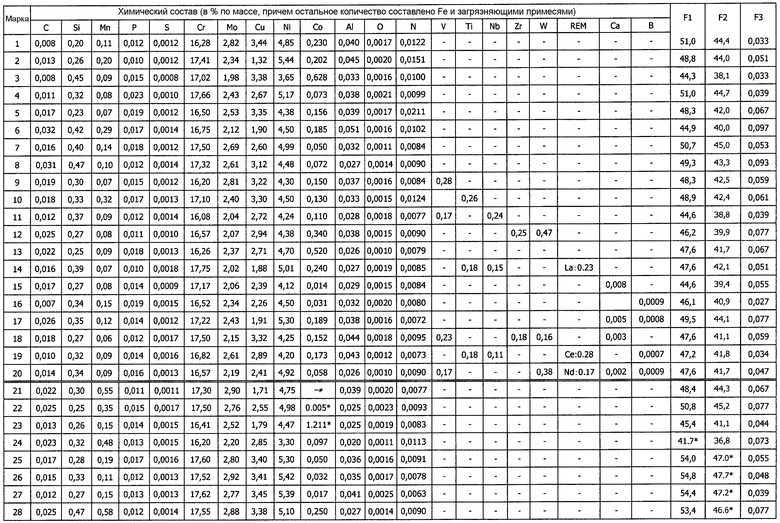
[0077] С обращением к таблице 1 стали марок 1-20 находятся в диапазоне согласно настоящему изобретению. С другой стороны, химические составы марок 21-28 были вне пределов диапазона согласно настоящему изобретению.
[0078] Отливку каждой марки подвергли прокатке на обжимном стане для изготовления круглой заготовки. Круглая заготовка каждой стали имела диаметр 232 мм. Затем наружную поверхность каждой круглой заготовки срезали так, чтобы диаметр круглой заготовки составил 225 мм.
[0079] Каждую круглую заготовку нагрели до температуры от 1150 до 1200°С в подогревательной печи. После нагрева каждую круглую заготовку подвергли прокатке. Более конкретно круглую заготовку подвергли прокатке на прошивном трубопрокатном стане для изготовления пустотелой гильзы. Пустотелую гильзу подвергли вытяжке и прокатке на стане для прокатки бесшовных труб на оправке и дополнительно уменьшили диаметр так, что наружный диаметр пустотелой гильзы составлял от 196,9 до 200 мм, и толщина стенки составляла от 15 до 40 мм. Все охлаждение пустотелой гильзы после горячей прокатки выполняли в условиях самопроизвольного охлаждения.
[0080] Закалку выполняли на пустотелой гильзе после того, как ей дали остыть. Более конкретно пустотелую гильзу загрузили в печь для термической обработки, чтобы подвергнуть томлению при температуре 980°С в течение 20 минут. После томления пустотелую гильзу охладили водой способом набрызгивания для закалки. После закалки пустотелую гильзу выдерживали при температуре отпуска 550°С в течение 30 минут для отпуска.
[0081] Описанным выше способом изготовили многочисленные бесшовные стальные трубы различных размеров для каждой марки.
[0082] Изготовленные бесшовные стальные трубы использовали для выполнения следующих оценочных испытаний.
[0083] Испытание на растяжение
Образцы в форме круглых прутков (диаметр 6,35 мм × GL (gauge length, рабочая длина) 25,4 мм), соответствующие спецификации API (Американского нефтяного института), были отобраны из многочисленных бесшовных стальных труб каждой марки. Направление растяжения круглого пруткового образца было ориентировано по направлению оси бесшовной стальной трубы. С использованием приготовленных круглых прутковых образцов провели испытания на растяжение при нормальной температуре (25°С) согласно спецификации API.
[0084] После испытания на растяжение из многочисленных бесшовных стальных труб каждой марки выбрали бесшовную стальную трубу, имеющую максимальный предел текучести для каждой марки (далее называемую «материалом с высоким YS»), и бесшовную стальную трубу, имеющую минимальный предел текучести (далее называемую «материалом с низким YS»). Материал с высоким YS и материал с низким YS каждой марки использовали для выполнения следующего оценочного испытания.
[0085] Обследование металлографической микроструктуры
Образцы для обследования микроструктуры отобрали из произвольных мест материала с высоким YS и материала с низким YS каждой марки. В отобранных образцах прошлифовали поверхность образца в поперечном сечении перпендикулярно направлению оси бесшовной стальной трубы. После шлифования прошлифованную поверхность образца протравили с использованием смешанного раствора царской водки и глицерина. Долю площади ферритной фазы на протравленной поверхности измеряли методом подсчета точек согласно стандарту JIS G0555. Измеренную долю площади определяли как объемную долю ферритной фазы.
[0086] Кроме того, объемную долю фазы остаточного аустенита определяли описанным выше методом рентгеновской дифракции. Кроме того, на основе определенных объемных долей ферритной фазы и фазы остаточного аустенита определили объемную долю мартенситной фазы вышеописанным методом.
[0087] Испытание на ударную вязкость
Из материала с высоким YS и материала с низким YS каждой марки отобрали полноразмерные образцы (L-направление) согласно стандарту ASTM Е23. Испытание на ударную вязкость по Шарпи выполняли с использованием полноразмерного образца для определения величины поглощаемой энергии при температуре -10°С.
[0088] Испытание на стойкость к высокотемпературной коррозии
Из материала с высоким YS и материала с низким YS каждой марки отобрали образцы для испытания на четырехточечный изгиб. Образец имел длину 75 мм, ширину 10 мм и толщину 2 мм. Каждому образцу придали прогиб путем четырехточечного изгиба. В этой ситуации определяли величину прогиба каждого образца согласно стандарту ASTM G39 таким образом, чтобы напряжение, создаваемое в образце, было равно пределу текучести образца.
[0089] Приготовили автоклав с температурой 200°С, в котором были герметично заключены СО2 под давлением 30 бар (3 МПа) и H2S под давлением 0,01 бар (1 кПа). В этом автоклаве выдерживали каждый образец, подвергнутый изгибу. Каждый образец погрузили в водный раствор, содержащий 25% по весу NaCl+0,41 г/л CH3COONa (величина рН=4,5 в буферной системе «CH3COONa+CH3COOН»), в каждом автоклаве в течение одного месяца.
[0090] После 720-часового погружения на каждом образце исследовали появление или отсутствие коррозионного растрескивания под напряжением (SCC). Более конкретно поперечное сечение участка каждого образца, к которому приложено растягивающее напряжение, обследовали с использованием оптического микроскопа, имеющего поле зрения со 100-кратным увеличением, для определения присутствия или отсутствия трещины.
[0091] Кроме того, измеряли вес образца до и после испытания. Коррозионные потери каждого образца определяли на основе величины изменения измеренного веса. Из величины коррозионных потерь рассчитывали годовые коррозионные потери (мм/год).
[0092] Испытание на стойкость к SSC при нормальной температуре
Из материала с высоким YS и материала с низким YS каждой марки отобрали круглые прутковые образцы согласно стандарту NACE TM0177 метод A. Размеры образца были 6,35 мм в диаметре и 25,4 мм в GL. К каждому образцу прилагали растягивающую нагрузку по его осевому направлению. В этот момент, согласно стандарту NACE TM0177-2005, определяли величину деформации каждого образца таким образом, чтобы напряжение, созданное в каждом образце, составляло 90% предела текучести (фактическое измерение) каждого образца.
[0093] Испытательная ванна представляла собой 25%-ный по весу водный раствор NaCl, который был насыщен H2S под давлением 0,01 бар (1 кПа) и СО2 под давлением 0,99 бар (0,099 МПа). Величину рН испытательной ванны регулировали на 4,0 с помощью буферного раствора «CH3COONa/CH3COOН», содержащего 0,41 г/л CH3COONa. Температура испытательной ванны составляла 25°С.
[0094] Круглый прутковый образец погрузили в вышеописанную испытательную ванну на 720 часов. После погружения определяли, возникало или нет растрескивание (SSC) в каждом образце, таким же методом, как в испытании на высокотемпературную коррозию.
[0095] Результаты исследования
Таблица 2 показывает результаты испытаний.
[0096] Таблица 2
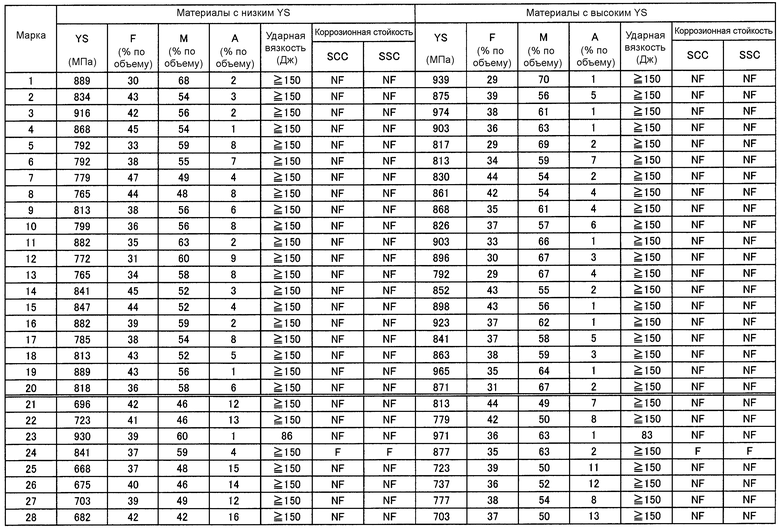
[0097] Колонка «Материалы с низким YS» в таблице 2 показывает результаты оценочных испытаний с использованием материала с низким YS каждой марки, и колонка «Материалы с высоким YS» показывает результаты оценочных испытаний с использованием материала с высоким YS. «F» (%) в таблице 2 показывает объемную долю (%) ферритной фазы в металлографической микроструктуре соответствующей марки, «М» показывает объемную долю (%) мартенситной фазы, и «А» показывает объемную долю (%) фазы остаточного аустенита соответственно. «NF» в колонках «SCC» и «SSC» колонки «Коррозионная стойкость» показывает, что SCC и SSC в соответствующей марке не наблюдались. «F» показывает, что SCC и SSC наблюдались в соответствующей марке.
[0098] Относительно металлографической микроструктуры и предела текучести
С обращением к таблице 2 химические составы бесшовных труб из сталей марок 1-20 были в пределах диапазона согласно настоящему изобретению и удовлетворяли формулам (1) и (2), и металлографические микроструктуры также были в пределах диапазона согласно настоящему изобретению. По этой причине предел текучести любой из бесшовных труб из стали каждой марки был не менее 758 МПа (110 ksi) даже при низком YS, и тем самым стабильно получался предел текучести не менее 110 ksi (758 МПа).
[0099] Кроме того, наблюдалась тенденция к тому, что предел текучести на уровне 125 ksi (862 МПа) был получен даже для материалов с низким YS для марок 1, 3, 4, 11, 16 и 19, для которых значение левой части формулы (3), то есть значение F3, было не более 0,045 среди бесшовных труб из сталей марок 1-20. Более того, в марках 5, 6, 8, 10, 12, 13 и 17, в которых значение F3 превышало 0,060, в отношении материалов с низким YS было отмечено, что, хотя удовлетворялся предел текучести на уровне 110 ksi (758 МПа), наблюдалась такая тенденция, что предел текучести на таком же уровне F2 был несколько более низким сравнительно с ситуацией, где значение F3 составляло не более 0,0045 при значении F2 на том же уровне.
[0100] Кроме того, в бесшовных стальных трубах марок 1-20 величина поглощаемой энергии при температуре -10°С составляла не менее 150 Дж, проявляя высокую ударную вязкость. Кроме того, не наблюдалось SCC при испытании на стойкость к высокотемпературной коррозии, а также не наблюдалось SSC при испытании на устойчивость к SSC при нормальной температуре.
[0101] Следует отметить, что скорость коррозии составляла менее 0,10 мм/год в любой из марок 1-28.
[0102] С другой стороны, в марках 21 и 22 содержание Со было меньшим, чем нижний предел содержания Со согласно настоящему изобретению. По этой причине предел текучести материала с низким YS становился меньше 758 МПа, и также объемная доля фазы остаточного аустенита превышала 10%. Поэтому было невозможно стабильно получать прочность не менее 110 ksi (758 МПа).
[0103] В марке 23 содержание Со превышало верхний предел содержания Со согласно настоящему изобретению. По этой причине как материал с высоким YS, так и материал с низким YS имел величину поглощаемой энергии при температуре -10°С менее 150 Дж (83 Дж в материале с высоким YS и 86 Дж в материале с низким YS), проявляя низкую ударную вязкость.
[0104] Хотя содержание каждого элемента в марке 24 было в пределах диапазона согласно настоящему изобретению, она не удовлетворяла формуле (1). По этой причине в испытании на устойчивость к SSC наблюдалось SSC, показывая низкую устойчивость к SSC. Более того, в испытании на стойкость к высокотемпературной коррозии наблюдалось SCC, показывая низкую стойкость к высокотемпературной коррозии.
[0105] Хотя содержание каждого элемента в марках 25-28 было в пределах диапазона согласно настоящему изобретению, они не удовлетворяли формуле (2). По этой причине во всех из материалов низким YS объемная доля фазы остаточного аустенита превышала 10%, и предел текучести был меньше 758 МПа (110 ksi). Хотя имела место ситуация, где предел текучести был не менее 758 МПа, как в материале с высоким YS марки 27, было ясно, что, когда значение F2 не удовлетворяло формуле (2), стабильно изготавливать высокопрочную стальную трубу было невозможно.
[0106] Хотя до сих пор были описаны варианты осуществления настоящего изобретения, вышеописанные варианты исполнения представляют собой только примеры осуществления настоящего изобретения. Поэтому настоящее изобретение не будет ограничено описанными выше вариантами осуществления и может быть реализовано при надлежащем модифицировании вышеописанных вариантов осуществления в пределах области, не выходящей за рамки смысла изобретения.
Промышленная применимость
[0107] Нержавеющая сталь для нефтяных скважин согласно настоящему изобретению может быть применена в нефтяных скважинах и газовых скважинах. В частности, она может быть использована в глубоких нефтяных скважинах, имеющих высокотемпературную среду.
Изобретение относится к области металлургии, а именно к нержавеющей стали, используемой для изготовления труб для нефтяных скважин. Сталь содержит, мас.%: С не более 0,05, Si не более 1,0, Mn от 0,01 до 1,0, Р не более 0,05, S менее 0,002, Cr от 16 до 18, Mo от 1,8 до 3, Cu от 1,0 до 3,5, Ni от 3,0 до 5,5, Со от 0,01 до 1,0, Al от 0,001 до 0,1, О не более 0,05 и N не более 0,05, остальное количество составляют Fe и неизбежные примеси. Содержание компонентов в стали удовлетворяет выражениям: Cr+4Ni+3Mo+2Cu≥44 и Cr+3Ni+4Mo+2Cu/3≤46. Сталь имеет высокую стойкость к высокотемпературной коррозии и предел текучести не менее 862 МПа. 5 н. и 10 з.п. ф-лы, 2 табл.
1. Нержавеющая сталь для нефтяных скважин, включающая, мас.%:
С: не более 0,05
Si: не более 1,0
Mn: от 0,01 до 1,0
Р: не более 0,05
S: менее 0,002
Cr: от 16 до 18
Mo: от 1,8 до 3
Cu: от 1,0 до 3,5
Ni: от 3,0 до 5,5
Со: от 0,01 до 1,0
Al: от 0,001 до 0,1
О: не более 0,05
N: не более 0,05
остальное количество составляют Fe и загрязняющие примеси,
и удовлетворяющая формулам (1) и (2):
Cr+4Ni+3Mo+2Cu≥44 (1),
Cr+3Ni+4Mo+2Cu/3≤46 (2),
где каждым символом элемента в формулах (1) и (2) обозначено содержание, мас.%, соответствующего элемента.
2. Нержавеющая сталь для нефтяных скважин по п. 1, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
V: не более 0,3%,
Ti: не более 0,3%,
Nb: не более 0,3% и
Zr: не более 0,3%.
3. Нержавеющая сталь для нефтяных скважин по п. 1, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
W: не более 1,0% и
редкоземельного металла (REM): не более 0,3%.
4. Нержавеющая сталь для нефтяных скважин по п. 2, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
W: не более 1,0% и
редкоземельного металла (REM): не более 0,3%.
5. Нержавеющая сталь для нефтяных скважин по п. 1, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
Са: не более 0,01% и
В: не более 0,01%.
6. Нержавеющая сталь для нефтяных скважин по п. 2, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
Са: не более 0,01% и
В: не более 0,01%.
7. Нержавеющая сталь для нефтяных скважин по п. 3, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
Са: не более 0,01% и
В: не более 0,01%.
8. Нержавеющая сталь для нефтяных скважин по п. 4, которая дополнительно содержит элементы одного или более видов, выбранные из группы, состоящей из:
Са: не более 0,01% и
В: не более 0,01%.
9. Нержавеющая сталь для нефтяных скважин по любому из пп. 1-8, в которой металлографическая микроструктура содержит, по объемной доле, не менее 10% и менее 60% ферритной фазы, не более 10% фазы остаточного аустенита и не менее 40% мартенситной фазы.
10. Нержавеющая сталь для нефтяных скважин по любому из пп. 1-8, которая имеет предел текучести не менее 862 МПа.
11. Нержавеющая сталь для нефтяных скважин по п. 9, которая имеет предел текучести не менее 862 МПа.
12. Труба для нефтяной скважины, изготовленная из нержавеющей стали для нефтяных скважин по любому из пп. 1-8.
13. Труба для нефтяной скважины, изготовленная из нержавеющей стали для нефтяных скважин по п. 9.
14. Труба для нефтяной скважины, изготовленная из нержавеющей стали для нефтяных скважин по п. 10.
15. Труба для нефтяной скважины, изготовленная из нержавеющей стали для нефтяных скважин по п. 11.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Устройство для получения пилообразных колебаний | 1945 |
|
SU72697A1 |
| Устройство для отмеривания равных объемов жидкости | 1939 |
|
SU65593A1 |
| ВЫСОКОПРОЧНАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ К ГАЗООБРАЗНОМУ ДИОКСИДУ УГЛЕРОДА И СОПРОТИВЛЕНИЕМ КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ В СЕРОВОДОРОДНОЙ СРЕДЕ | 2003 |
|
RU2307876C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

