Настоящее изобретение относится к сортам нержавеющей стали с пределом текучести по меньшей мере 758 МПа (110 тысяч фунтов на кв. дюйм) и предпочтительно по меньшей мере 862 МПа (125 тысяч фунтов на кв. дюйм), которые имеют улучшенное сопротивление сульфидному коррозионному растрескиванию под напряжением и коррозионную стойкость к воздействию высоких температур, чем у стандартных сортов мартенситной нержавеющей стали. Сталь согласно настоящему изобретению используется в эксплуатационной насосно-компрессорной колонне и эксплуатационной колонне-хвостовике, реже – в нижней части эксплуатационной колонны.
В общих чертах, для скважин, требующих коррозионной стойкости, используются сорта стали, содержащие 13% Cr, как определено в Американском нефтяном институте (API Specification 5CT, девятое издание, 1 января 2012 г. и API Specification 5CRA, первое издание, 1 августа 2010 г.). Тем не менее, за последние годы возросла потребность в улучшенной эффективности против коррозии для некоторых подсолевых скважин, и решение было получено путем дуплексного материала с повышенной коррозионной стойкостью по сравнению с прежними 13% Cr, определенными в вышеприведенной норме.
Когда речь идет о марках стали с повышенной коррозионной стойкостью, в заявке WO2006117926 предусмотрена труба из нержавеющей стали для нефтяной скважины, которая обладает отличной стойкостью к коррозии CO2 при сильном коррозионном воздействии, включающем CO2, Cl и т. п. Она обладает отличными улучшенными характеристиками и может быть изготовлена по выгодной цене. Речь идет о трубе из нержавеющей стали для нефтяной скважины с отличными улучшенными характеристиками, которая имеет химический состав, в котором C: 0,05% или меньше, Si: 0,50% или меньше, Mn: 0,10-1,50%, P: 0,03% или меньше, S: 0,005% или меньше, Cr: 10,5-17,0%, Ni: 0,5-7,0%, Mo: 3,0% или меньше, Al: 0,05% или меньше, V: 0,20% или меньше, N: 0,15% или меньше, O: 0,008% или меньше, и необязательно соответствующие конкретные значения содержания одного или более из Nb, Cu, Ti, Zr, Ca, B и W, и остальная часть: Fe и неизбежные примеси, и которая имеет структуру, в которой отпущенная мартенситная фаза представляет собой основную фазу, а аустенитная фаза содержится в количестве более 20%. Такая сталь дает интересные механические свойства, но ее трудно изготавливать в условиях воздействия высокой температуры для получения стали с повышенной коррозионной стойкостью. Коррозионная стойкость этой стали все еще может быть повышена.
Далее в заявке EP2224030 раскрыта ферритная нержавеющая сталь с отличной паяемостью, содержащая, в массовых процентах, 0,03% или меньше C, 0,05% или меньше N, 0,015% или больше C + N, 0,02-1,5% Si, 0,02-2% Mn, 10-22% Cr, 0,03-1% Nb и 0,5% или меньше Al, и дополнительно содержащая Ti в содержании, которое удовлетворяет следующим формулам (1) и (2), с остатком, состоящим из Fe и неизбежных примесей. Ti - 3 N ≤ 0,03 (1) и 10 (Ti - 3 N) + Al ≤ 0,5 (2) (в этом случае атомные символы в формулах (1) и (2) указывают на содержание (мас. %) соответствующего элемента, и числовые значения, которые предшествуют атомным символам, являются константами). Такое изобретение используется для охладителей, масляных охладителей, теплообменных устройств, используемых в автомобилях и различных типах установок, емкостей для водного раствора карбамида, используемых в системах автомобильного карбамида SCR (селективное каталитическое восстановление), компонентов системы доставки автомобильного топлива и т. п. Механические свойства, предлагаемые сортами ферритной нержавеющей стали, и предлагаемая коррозионная стойкость не соответствуют требованиям к эксплуатационной насосно-компрессорной колонне.
Известна также заявка WO2012117546, целью решения которой является обеспечение мартенситной нержавеющей стали, которая демонстрирует высокую эффективность даже в сильной коррозионной среде, которая имеет частичное давление сероводорода, превышающее 0,03 атм. Нержавеющая сталь представляет собой трубу для нефтяных скважин, состоящую из марки легированной стали с низким содержанием C и высоким содержанием Cr с пределом 862 МПа и обладающую высокой коррозионной стойкостью, характеризующейся содержанием в мас. %, 0,005-0,05% C, 12-16% Cr, до 1,0% Si, до 2,0% Mn, 3,5-7,5% Ni, 1,5-3,5% Mo, 0,01-0,05% V, до 0,02% N и 0,01-0,06% Ta и удовлетворительным соотношением (1), с остатком, содержащим Fe и неизбежные примеси. 25-25[%Ni]+5[%Cr]+25[%Mo]≥0 (1). Такая сталь дает интересные механические свойства, но ее трудно изготавливать в условиях воздействия высокой температуры для получения стали с повышенной коррозионной стойкостью. Однако, коррозионная стойкость все еще может быть повышена.
Сталь согласно настоящему изобретению направлена на решение вышеупомянутых проблем в случае стали, которая обладает повышенной коррозионной стойкостью и сопротивлением на излом, будучи легко изготавливаемой в условиях воздействия высокой температуры.
Для этого целью настоящего изобретения является обеспечение стали с пределом текучести по меньшей мере 758 МПа, содержащей в вес. %:
0,005 ≤ C < 0,03,
14 ≤ Cr ≤ 17,
2,3 ≤ Mo ≤ 3,5,
3,2 ≤ Ni ≤ 4,5,
Si ≤ 0,6,
0,5 ≤ Cu ≤ 1,5,
0,4 ≤ Mn ≤ 1,3,
0,35 ≤ V ≤ 0,6,
3,2 x C ≤ Nb ≤ 0,1,
W ≤ 1,5,
0,5 ≤ Co ≤ 1,5,
0,02 ≤ N ≤ 0,05,
Ti ≤ 0,05,
P ≤ 0,03,
S ≤ 0,005,
Al ≤ 0,05.
Остальную часть химического состава указанной стали составляет Fe и неизбежные примеси.
Настоящее изобретение также может проявлять характеристики, перечисленные ниже, в отдельности или в комбинации.
В предпочтительном варианте осуществления сталь согласно настоящему изобретению содержит в вес. %: 15,5 ≤ Cr ≤ 16,5.
В другом предпочтительном варианте осуществления сталь согласно настоящему изобретению содержит в вес. %: 0,8 ≤ Cu ≤ 1,2.
Предпочтительно сталь согласно настоящему изобретению имеет микроструктуру, содержащую от 30% до 50% феррита.
Предпочтительно сталь согласно настоящему изобретению имеет микроструктуру, содержащую от 5% до 15% аустенита.
Предпочтительно сталь согласно настоящему изобретению имеет микроструктуру, содержащую от 35% до 65% мартенсита.
В другом предпочтительном варианте осуществления сталь согласно настоящему изобретению имеет микроструктуру с менее 0,5% интерметаллических соединений в объемной доле.
В другом предпочтительном варианте осуществления сталь согласно настоящему изобретению имеет микроструктуру, не содержащую интерметаллических соединений.
В альтернативном варианте осуществления сталь согласно настоящему изобретению обладает пределом текучести по меньшей мере 862 МПа (125 тысяч фунтов на кв. дюйм).
В предпочтительном варианте осуществления сталь согласно настоящему изобретению обладает сопротивлением на излом при -10°C по меньшей мере 68 Дж.
Дополнительным объектом настоящего изобретения является способ изготовления стальной трубы, при котором:
- обеспечивают сталь, имеющую состав согласно настоящему изобретению,
- затем сталь подвергают горячей штамповке при температуре, составляющей от 1150°C до 1260°C, посредством общеизвестных процессов горячей штамповки, таких как ковка, прокатка, экструзия, с получением трубы, при этом данные процессы впоследствии объединяют по меньшей мере в один этап,
- затем трубу нагревают до температуры AT, составляющей от 920°C до 1050°C, и выдерживают при температуре AT в течение периода времени, составляющего от 5 до 30 минут, с последующим охлаждением до температуры окружающей среды с получением закаленной трубы,
- затем закаленную трубу нагревают до температуры TT, составляющей от 500°C до 700°C, и выдерживают при температуре TT в течение периода времени, составляющего от 5 до 60 минут, с последующим охлаждением до температуры окружающей среды с получением закаленной и отпущенной трубы.
В предпочтительном варианте осуществления по меньшей мере одно охлаждение до температуры окружающей среды осуществляют с использованием воды.
В предпочтительном варианте осуществления время Tt отпуска составляет от 10 до 40 мин.
В идеале, сталь согласно настоящему изобретению, полученная способом согласно настоящему изобретению, используют для получения бесшовной стальной трубы по меньшей мере для одного из следующего: бурения скважины, добычи, извлечения и/или транспортировки нефти и природного газа.
Кроме того, в рамках настоящего изобретения далее будет подробно описано влияние элементов химического состава, предпочтительных микроструктурных особенностей и параметров производственного процесса.
Диапазоны химического состава выражены в процентах по весу.
УГЛЕРОД
Содержание углерода должно составлять от 0,005% до 0,03%, при этом нижнее предельное значение 0,005 включено, а верхнее предельное значение 0,03 исключено. Если содержание углерода ниже 0,005%, то процесс обезуглероживания становится слишком продолжительным и трудоемким, что также отрицательно влияет на промышленную производительность. Если содержание углерода выше или равно 0,03%, то, поскольку углерод является элементом, образующим аустенит, будет слишком высокое содержание аустенита за счет мартенсита, поскольку предел текучести аустенитной фазы ниже, чем предел текучести мартенситной фазы, это приведет в результате к получению мягкой стали с пределом текучести, который едва достигает 110 тысяч фунтов на кв. дюйм (758 МПа) и едва ли достигает 125 тысяч фунтов на кв. дюйм (862 МПа).
ХРОМ
Содержание Cr должно составлять от 14% до 17%, при этом включены нижние и верхние предельные значения. Если содержание Cr ниже 14%, то устойчивость к коррозии будет ниже ожидаемой, ведь в действительности Cr улучшает эффективность против коррозии, увеличивая коррозионную стойкость защитного кожуха. Влияние содержания Cr на коррозию выше в условиях воздействия высокой температуры при высоких парциальных давлениях CO2. Если содержание Cr выше 17%, то содержание феррита будет слишком велико за счет мартенситной фазы. Поскольку предел текучести ферритной фазы ниже, чем предел текучести мартенситной фазы, это приведет в результате к получению мягкой стали с пределом текучести, который едва достигает 110 тысяч фунтов на кв. дюйм (758 МПа) и едва ли достигает 125 тысяч фунтов на кв. дюйм (862 МПа). Кроме того, содержание Cr выше 17% приводит к ухудшению вязкости и обрабатываемости в горячем состоянии. В предпочтительном варианте осуществления содержание Cr составляет от 15,5% до 16,5%, при этом включены предельные значения.
МОЛИБДЕН
Содержание Mo должно составлять от 2,3% до 3,5%, при этом включены нижние и верхние предельные значения. Если содержание Mo ниже 2,3%, то устойчивость к коррозии будет ниже ожидаемой, ведь в действительности Mo улучшает эффективность против коррозии, увеличивая коррозионную стойкость защитного кожуха. Влияние содержания Мо на коррозию выше при сульфидном коррозионном растрескивании под напряжением. Если содержание Mo выше 3,5%, это будет способствовать осаждению интерметаллических соединений, которые оказывают негативное влияние на вязкость. Предпочтительно сталь согласно настоящему изобретению не содержит интерметаллических соединений.
НИКЕЛЬ
Никель является важным элементом в настоящем изобретении. Однако, он стабилизирует аустенит за счет мартенсита, если его содержание слишком велико. С другой стороны, если его содержание слишком низкое, то содержание ферритной фазы будет слишком высоким за счет мартенсита. Поскольку пределы текучести ферритной и аустенитной фаз ниже, чем предел текучести мартенситной фазы, это приведет в результате к получению мягкой стали с пределом текучести, который едва достигает 110 тысяч фунтов на кв. дюйм (758 МПа) и едва ли достигает 125 тысяч фунтов на кв. дюйм (862 МПа). Поэтому для данного элемента необходимо найти баланс, такой баланс получают для содержания Ni от 3,2 до 4,5%, при этом включены предельные значения.
КРЕМНИЙ
Si является элементом, образующим феррит. Как следствие, если содержание Si выше 0,6%, то содержание ферритной фазы будет слишком высоким за счет мартенсита. Поскольку феррит представляет собой мягкую фазу, это приведет в результате к получению мягкой стали с пределом текучести, который едва достигает 110 тысяч фунтов на кв. дюйм (758 МПа) и едва ли достигает 125 тысяч фунтов на кв. дюйм (862 МПа). Следовательно, содержание Si должно быть ниже или равно 0,6%.
МЕДЬ
Содержание меди должно составлять от 0,5% до 1,5%, при этом включены предельные значения. Если содержание Cu ниже 0,5%, то устойчивость к коррозии будет ниже ожидаемой, ведь в действительности Cu улучшает коррозионную стойкость. Влияние содержания Cu на коррозию выше в условиях воздействия высокой температуры при высоких парциальных давлениях CO2. Однако, если содержание меди превышает 1,5%, это отрицательно влияет на обрабатываемость в горячих условиях, что приводит в результате к поверхностным дефектам после горячей штамповки. Предпочтительно содержание меди составляет от 0,8% до 1,2%, при этом включены предельные значения.
МАРГАНЕЦ
Содержание Mn должно составлять от 0,4% до 1,3%, при этом включены предельные значения. Mn стабилизирует аустенит за счет мартенсита, если его содержание слишком велико. С другой стороны, если его содержание слишком низкое, то содержание ферритной фазы будет слишком высоким за счет мартенсита. Поскольку пределы текучести ферритной и аустенитной фаз ниже, чем предел текучести мартенситной фазы, это приведет в результате к получению мягкой стали с пределом текучести, который едва достигает 110 тысяч фунтов на кв. дюйм (758 МПа) и едва ли достигает 125 тысяч фунтов на кв. дюйм (862 МПа). Кроме того, при содержании Mn выше 1,3% коррозионная стойкость ниже ожидаемой. Поэтому для данного элемента необходимо найти баланс, такой баланс получают для содержания Mn от 0,4 до 1,3%, при этом включены предельные значения.
ВАНАДИЙ
Ванадий является важным элементом настоящего изобретения. Содержание V должно составлять от 0,35% до 0,6%, при этом включены предельные значения. Согласно настоящему изобретению V образует карбонитриды (V (C, N)), которые являются меж- и внутризеренными и имеют размер менее 500 нм и предпочтительно – от 30 до 200 нм. Такие выделения способствуют увеличению предела текучести и улучшению сцепления границ зерен. Вклад в предел текучести V-выделений выражается в уравновешивании потери прочности вследствие наличия мягкого феррита. Кроме того, было продемонстрировано, что присутствие V в количестве от 0,35% до 0,6% препятствует осаждению интерметаллических соединений, эти интерметаллические соединения оказывают негативное влияние на вязкость. При содержании V ниже 0,35% его вклада недостаточно для достижения предела текучести 110 тысяч фунтов на кв. дюйм (758 МПа) или даже 125 тысяч фунтов на кв. дюйм (862 МПа). При содержании выше 0,6% наблюдается эффект насыщения на фоне ненужного увеличения стоимости легирования.
НИОБИЙ
Содержание Nb должно быть таким, чтобы: 3,2 x C ≤ Nb ≤ 0,1%, где C и Nb представлены в весовых процентах. Nb добавляют с целью удержания углерода от стабилизации аустенита. Ведь в действительности карбиды ниобия (NbC) захватывают C, который не будет служить в качестве стабилизатора аустенита. Минимальное содержание Nb 3,2 x % C необходимо для обеспечения такого эффекта захвата C. При содержании выше 0,1% вязкость значительно ухудшается и очень быстро снижается.
ВОЛЬФРАМ
Содержание W должно быть ниже или равно 1,5%. Если содержание W выше 1,5%, то содержание феррита будет слишком велико за счет мартенситной фазы, поскольку предел текучести ферритной фазы ниже, чем предел текучести мартенситной фазы, это приведет в результате к получению мягкой стали с пределом текучести, который едва достигает 110 тысяч фунтов на кв. дюйм (758 МПа) и едва ли достигает 125 тысяч фунтов на кв. дюйм (862 МПа). Кроме того, присутствие W способствует осаждению интерметаллических соединений, которые оказывают негативное влияние на вязкость.
КОБАЛЬТ
Содержание Co должно составлять от 0,5% до 1,5%, при этом включены предельные значения. При содержании ниже 0,5% трудно достичь целевого предела 110 тысяч фунтов на кв. дюйм (758 МПа), поскольку Co обладает усиливающим эффектом. Еще труднее достичь целевого предела 125 тысяч фунтов на кв. дюйм (862 МПа). Кроме того, при содержании Co ниже 0,5% коррозионная стойкость в условиях воздействия высокой температуры при высоких парциальных давлениях CO2 уменьшается до неудовлетворительного уровня. Более того, было продемонстрировано, что содержание Co выше 0,5% препятствует осаждению интерметаллических соединений, эти интерметаллические соединения оказывают негативное влияние на вязкость. При содержании Co выше 1,5% наблюдается ожидаемый эффект насыщения на фоне ненужного увеличения стоимости легирования.
АЗОТ
Содержание азота должно составлять от 0,02% до 0,05%, при этом включены предельные значения. Азот улучшает стойкость к коррозии. При содержании азота ниже 0,02% эффект на коррозионную стойкость недостаточен. При содержании выше 0,05% содержание аустенита увеличивается, ведь в действительности азот стабилизирует аустенит за счет мартенсита. Высокое содержание аустенита за счет мартенсита приведет к получению марки стали с пределом ниже 110 тысяч фунтов на кв. дюйм (758 MPa), поскольку предел текучести мартенсита ниже предела текучести аустенита.
ОСТАТОЧНЫЕ ЭЛЕМЕНТЫ
Остальную часть составляет Fe и неизбежные примеси, полученные в результате изготовления стали и процессов литья. Содержание основных примесных элементов ограничено, как указано ниже, до титана, фосфора, серы и алюминия:
Ti ≤ 0,05%
P ≤ 0,03%
S ≤ 0,005%
Al ≤ 0,05%.
Другие элементы, такие как Ca и REM (редкоземельные минералы), также могут присутствовать как неизбежные примеси.
Сумма содержания примесных элементов ниже 0,1%.
УСЛОВИЯ ПРОЦЕССА
Способ, заявленный в настоящем изобретении, включает следующие последовательные этапы, перечисленные ниже. В этом наиболее предпочтительном варианте осуществления получают стальную трубу.
Сталь, имеющая состав, заявленный согласно настоящему изобретению, получают в соответствии со способом, известным специалисту в данной области техники. Затем сталь нагревают при температуре от 1150°C до 1260°C, так что во всех точках достигнутая температура будет благоприятной для высоких значений скорости деформации, когда сталь будут подвергать горячей штамповке. Этот температурный диапазон необходим для ферритно-аустенитного диапазона. Предпочтительно максимальная температура ниже 1230°C, чтобы избежать чрезмерно высокого содержания ферритной фазы, которое может способствовать появлению дефектов при горячей штамповке. При температуре ниже 1150°C содержание феррита при горячей штамповке слишком низкое, что отрицательно влияет на горячую пластичность стали. Затем полуготовый продукт подвергают горячей штамповке по меньшей мере на одном этапе и получают трубу с требуемыми геометрическими размерами.
Затем трубу подвергают аустенизации, т. е. нагревают до температуры AT, при этом микроструктура является ферритно-аустенитной. Температура AT аустенизации составляет предпочтительно от 920°C до 1050°C; если AT составляет менее 920°C, то интерметаллические соединения не растворяются и не оказывают отрицательного влияния на вязкость материала, когда их количество составляет более 0,5% в объемной доле. При температуре выше 1050°C зерна аустенита и феррита растут нежелательно большими и приводят к более крупной конечной структуре, которая оказывает отрицательное влияние на вязкость.
Затем трубу, изготовленную из стали согласно настоящему изобретению, выдерживают при температуре AT аустенизации в течение времени At аустенизации по меньшей мере 5 минут, при этом целью является то, что во всех точках трубы достигнутая температура равна по меньшей мере температуре аустенизации. Это необходимо для того, чтобы температура была однородной по всей трубе. Время At аустенизации не должно превышать 30 минут, потому что выше такой продолжительности зерна аустенита и феррита становятся нежелательно большими и приводят к более крупной конечной структуре. Это оказывало бы негативное влияние на вязкость.
Затем трубу, изготовленную из стали согласно настоящему изобретению, охлаждают до температуры окружающей среды, предпочтительно используя охлаждение в воде. Таким образом, получают закаленную трубу, изготовленную из стали, которая содержит в процентной площади от 30 до 50% феррита, от 5 до 15% остаточного аустенита и от 35 до 65% мартенсита.
Затем закаленную трубку, изготовленную из стали согласно настоящему изобретению, предпочтительно подвергают отпуску, т. е. нагревают при температуре ТТ отпуска, составляющей от 500°С до 700°С, предпочтительно – от 500°С до 650°С. Такой отпуск проводят в течение времени Tt отпуска от 5 до 60 минут. Предпочтительно время отпуска составляет от 10 до 40 мин. Это приводит к получению закаленной и отпущенной стальной трубы.
Наконец, закаленную и отпущенную стальную трубу согласно настоящему изобретению охлаждают до температуры окружающей среды, используя либо водяное, либо воздушное охлаждение.
МИКРОСТРУКТУРНЫЕ ОСОБЕННОСТИ
ФЕРРИТ
Содержание феррита в стали согласно настоящему изобретению должно составлять от 30% до 50% в готовой трубе, при этом включены предельные значения. При содержании феррита ниже 30% горячая обрабатываемость подвергается отрицательному влиянию. Действительно, при высоких температурах, т. е. выше 900°С, как феррит, так и аустенит сосуществуют во время горячей прокатки. Поскольку феррит значительно более мягкий, чем аустенит, он деформируется первым. Чем ниже содержание феррита, тем выше локализация деформации и, следовательно, тем выше вероятность появления микротрещин. При содержании феррита выше 50% содержание мартенсита недостаточно велико, чтобы достичь марки стали с пределом 110 тысяч фунтов на кв. дюйм (758 МПа). Достичь марки стали с пределом 125 тысяч фунтов на кв. дюйм (862 МПа) еще труднее.
АУСТЕНИТ
Содержание аустенита в стали согласно настоящему изобретению должно составлять от 5% до 15% в готовой трубе, при этом включены предельные значения. Положительный эффект присутствия аустенита был обнаружен в случае коррозии в условиях воздействия высокой температуры при высоких парциальных давлениях CO2 с использованием стали согласно настоящему изобретению. При содержании ниже 5% такой положительный эффект исчезает. При содержании выше 15% содержание мартенсита недостаточно велико, чтобы достичь марки стали с пределом 110 тысяч фунтов на кв. дюйм (758 МПа). Достичь марки стали с пределом 125 тысяч фунтов на кв. дюйм (862 МПа) еще труднее.
МАРТЕНСИТ
Содержание мартенсита в стали согласно настоящему изобретению должно составлять от 35% до 65% в готовой трубе, при этом исключены нижние и верхние предельные значения. Было обнаружено, что мартенсит является самой слабой фазой в отношении коррозионной стойкости по сравнению с ферритом и аустенитом, однако, его прочность необходима для достижения марки стали с пределом по меньшей мере 110 тысяч фунтов на кв. дюйм (758 МПа).
При содержании ниже 35% не достигают марки стали с пределом 110 тысяч фунтов на кв. дюйм (758 МПа), так как мартенсит улучшает прочность. При содержании мартенсита выше 65% горячая обрабатываемость подвергается отрицательному влиянию из-за низкого содержания феррита, связанного с таким высоким содержанием мартенситной фазы. Более того, коррозия в условиях воздействия высокой температуры при высоком парциальном давлении CO2 будет подвергаться отрицательному влиянию.
В предпочтительном варианте осуществления закаленная и отпущенная стальная труба согласно настоящему изобретению после окончательного охлаждения представляет микроструктуру с менее чем 0,5% интерметаллических соединений в объемной доле. В идеале, интерметаллические соединения отсутствуют, поскольку они оказывают негативное влияние на вязкость стали согласно настоящему изобретению.
В предпочтительном варианте осуществления сталь согласно настоящему изобретению имеет улучшенную вязкость, т. е. значение вязкости, выраженное в джоулях, при -10°C составляет по меньшей мере 68 Дж.
В предпочтительном варианте осуществления сталь согласно настоящему изобретению представляет собой коррозионностойкую сталь, скорость коррозии которой составляет менее 0,13 мм/год. Испытание подробно описано в разделе «Примеры».
В еще более предпочтительном варианте осуществления сталь согласно настоящему изобретению представляет собой коррозионностойкую сталь, обладающую отличным сопротивлением сульфидному коррозионному растрескиванию под напряжением. Испытание подробно описано в разделе «Примеры».
Настоящее изобретение будет проиллюстрировано ниже на основе следующих неограничивающих примеров.
Получали сорта стали, и их составы представлены в следующей таблице 1, выраженные в весовых процентах.
Составы сортов стали I1-I5 представляют собой составы согласно настоящему изобретению.
Для целей сравнения показаны составы R1-R12, которые представляют собой составы для сортов стали, которые используют для изготовления эталонных сортов стали и они не являются составами согласно настоящему изобретению.
Таблица 1. Химические составы примеров
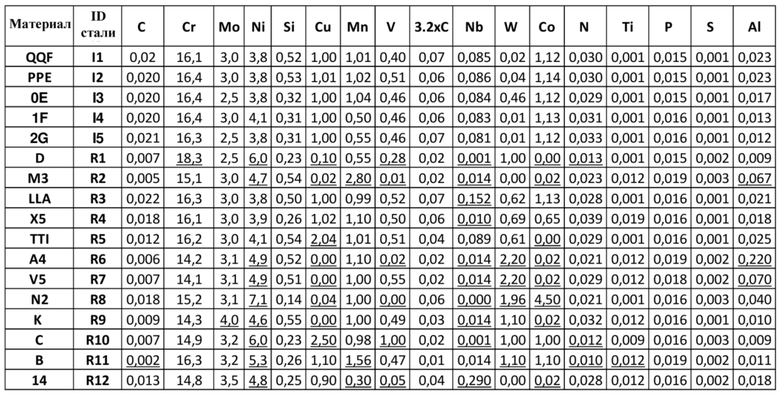
Подчеркнутые значения не соответствуют настоящему изобретению.
Первый этап производственного процесса (от плавления до горячей штамповки) осуществляют посредством общеизвестного способа изготовления бесшовных стальных труб после нагревания при температуре от 1150°C до 1260°C для горячей штамповки. Например, желательно, чтобы расплавленную сталь с вышеуказанным составом расплавляли путем применения общепринятых технологий плавления. Традиционными способами являются процесс непрерывного литья, например, способ литья в слитки и их предварительного обжимания в блюмы. Далее эти материалы нагревают, а затем подвергают горячей штамповке с получением трубы горячей обработкой посредством процесса с использованием автомат-стана Mannesmann или процесса с использованием стана для прокатки бесшовных труб Mannesmann, которые являются общеизвестными способами производства, при этом получают бесшовные стальные трубы с вышеуказанным составом с требуемыми геометрическими размерами.
Составы таблицы 1 прошли производственный процесс, который можно обобщить в таблице 2 ниже:
AT (°C): температура аустенизации в °C;
At: время аустенизации в минутах;
TT: температура отпуска в °C;
Tt: время отпуска в минутах.
В способах охлаждения представлена среда, в которой осуществляют охлаждение, а в колонке «интерметаллические соединения» в таблице 3 раскрывается, присутствуют ли интерметаллические соединения более 0,5% в объемной доле в микроструктуре стали или нет.
Таблица 2: Условия процесса примеров после ковки и прокатки
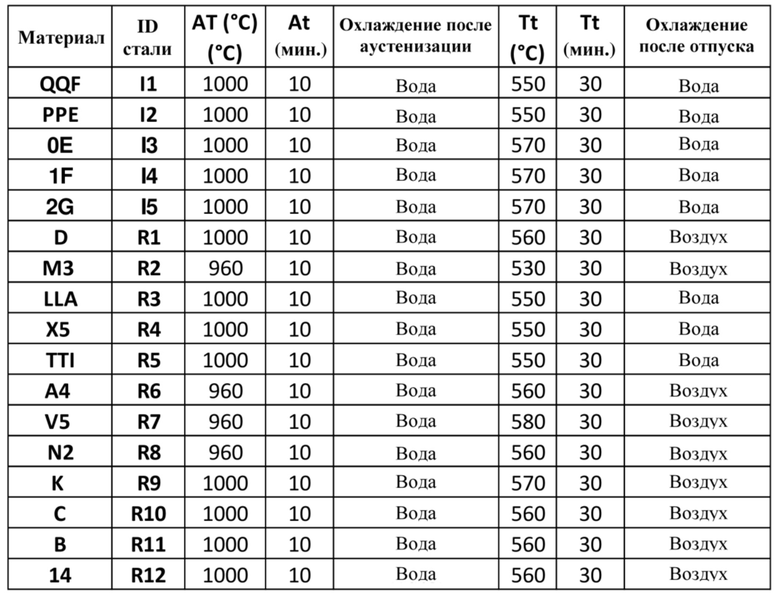
Сорта стали согласно настоящему изобретению I1-I5 и эталонные сорта R1-R12 прошли через условия процесса, обобщенные в таблице 2. Это приводило к получению закаленных и отпущенных стальных труб, которые после окончательного охлаждения от температуры отпуска имеют микроструктуры, подробно описанные в таблице 3.
Таблица 3. Микроструктурные особенности примеров
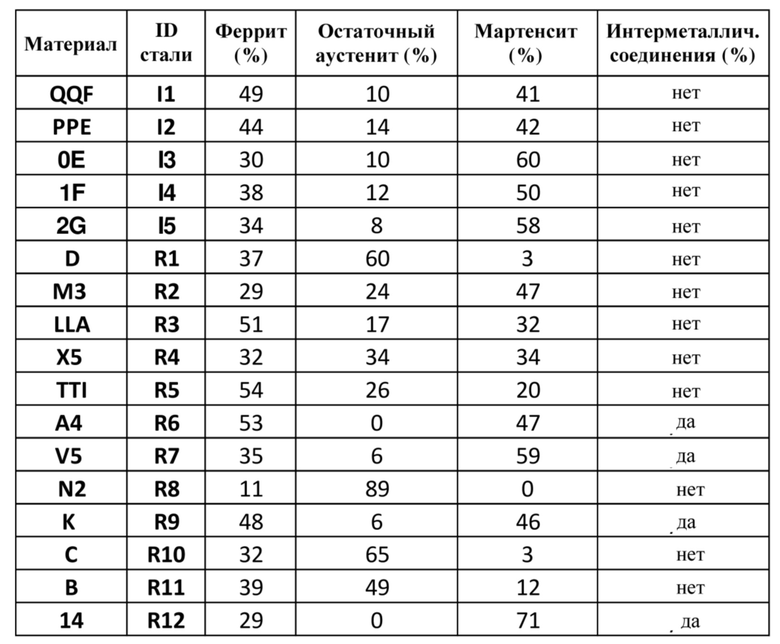
«Нет» означает, что нет интерметаллических соединений и «да» означает, что их содержание более 0,5%
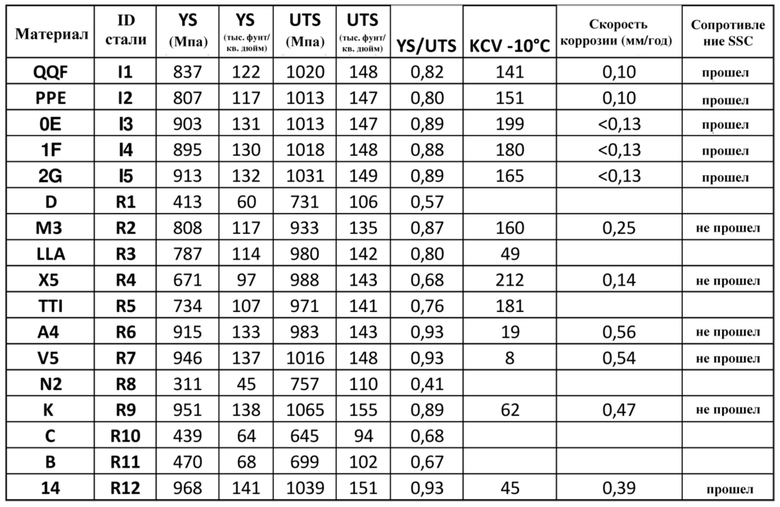
Закаленная и отпущенная стальная труба согласно настоящему изобретению после окончательного охлаждения (охлаждения после отпуска) имеет микроструктуру, описанную в таблице 3. Процесс из таблицы 2, приложенный к химическим составам из таблицы 1, также привел к механическим свойствам, коррозионной стойкости и вязкости, обобщенным в таблице 4 ниже, где:
YS в МПа и тысячах фунтов на кв. дюйм – это предел текучести, полученный при испытании на растяжение, как определено в стандартах ASTM A370 и ASTM E8.
UTS в МПа и тысячах фунтов на кв. дюйм – это предел прочности на растяжение, полученный при испытании на растяжение, как определено в стандартах ASTM A370 и ASTM E8.
KCV -10°C – это вязкость разрушения при -10°C с использованием V-образных надрезанных испытуемых образцов, как определено в стандартах ASTM A370 и ASTM E23, которая должна быть предпочтительно выше 68 Дж.
Скорость коррозии является результатом испытания на потерю массы. Это испытание коррозионной стойкости проводят путем погружения испытуемых образцов в течение 14 дней в тестовый раствор, содержащий водный раствор 20 мас. % NaCl. Температура жидкости составляет 230ºC при давлении 100 атм., при атмосферном давлении газообразного CO2.
Массу испытуемых образцов измеряют до и после погружения. Расчетную скорость коррозии получают из уменьшения массы до и после погружения в условиях, указанных выше. Скорость коррозии должна быть предпочтительно ниже 0,13 мм/год.
Сопротивление SSC представляет собой сопротивление сульфидному коррозионному растрескиванию под напряжением, оцениваемое согласно стандартному способу А NACE TM0177-2005. Испытание на SSC заключается в погружении испытуемых образцов под нагрузкой в водный раствор, доведенный до рН 4, с добавлением уксусной кислоты и ацетата натрия в тестовом растворе 20 мас. % NaCl. Температура раствора составляет 24°C, при давлении H2S 0,1 атм., при давлении CO2 0,9 атм. Продолжительность испытания составляет 720 часов, а приложенное напряжение составляет 90% от предела текучести. После испытания испытуемые образцы исследовали на предмет появления трещин. Успешное испытание означает отсутствие разрушения и отсутствие трещин на образцах после 720 часов. Это считали как «прошел» в таблице 4.
Пустые ячейки означают, что соответствующее значение не измеряли.
Таблица 4. Механические свойства, вязкость и коррозионная стойкость примеров
Следует напомнить, что сталь согласно настоящему изобретению имеет предел текучести по меньшей мере 758 МПа (110 тысяч фунтов на кв. дюйм).
Предпочтительно сталь согласно настоящему изобретению имеет сопротивление на излом по меньшей мере 68 Дж при -10°C.
Когда дело доходит до коррозионной стойкости, предпочтительно сталь согласно настоящему изобретению имеет максимальную скорость коррозии 0,13 мм/год. Еще более предпочтительно, она проходит испытание на SSC без трещин.
Составы сортов стали I1-I5 представляют собой составы согласно настоящему изобретению. Эти пять сортов стали прошли через предпочтительные условия процесса в таблице 2 для получения предпочтительных микроструктурных особенностей из таблицы 3. Как следствие, механические свойства, сопротивление на излом и коррозионная стойкость, полученные для сортов стали I1-I5, находятся в целевых диапазонах, т. е. более 758 МПа для предела текучести и предпочтительно при сопротивлении на излом по меньшей мере 68 Дж при -10°С, скорости коррозии ниже 0,13 мм/год и успешном испытании на SSC без трещин.
Все значения предела текучести составляют более 758 МПа (110 тысяч фунтов на кв. дюйм) и I3-I5 даже достигают более 862 МПа (125 тысяч фунтов на кв. дюйм).
Эталонная сталь R1 не соответствует настоящему изобретению, поскольку значения содержания Cr, Mo, Ni, Cu, V, Co и N выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, несмотря на то, что она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, предел текучести очень мал по сравнению с минимальным целевым пределом 758 МПа.
Эталонная сталь R2 не соответствует настоящему изобретению, поскольку значения содержания Ni, Cu, Mn, V, Nb, Co и Al выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, несмотря на то, что она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, содержание остаточного аустенита выше предпочтительного диапазона 5-15%. Кроме того, предпочтительная характеристика коррозионной стойкости этого материала не является удовлетворительной со скоростью коррозии 0,25 мм/год и неудачным испытанием на SSC.
Эталонная сталь R3 не соответствует настоящему изобретению, поскольку содержание Nb превышает максимально допустимое значение 0,1%. Как следствие, характеристика вязкости разрушения значительно ухудшается со значением 49 Дж при -10°C, что значительно ниже предпочтительного значения 68 Дж. Кроме того, микроструктурные особенности, т. е. значения содержания феррита, остаточного аустенита и мартенсита, находятся вне целевого диапазона.
Эталонная сталь R4 не соответствует настоящему изобретению, поскольку содержание Nb ниже минимально допустимого значения 3,2 x C, где содержание C представлено в вес. %. Как следствие, эффект захвата C не эффективен и минимальный предел текучести 758 МПа не достигается.
Эталонная сталь R5 не соответствует настоящему изобретению, поскольку значения содержания Cu и Co выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, несмотря на то, что она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, значения содержания феррита, аустенита и мартенсита выходят за пределы предпочтительных диапазонов. Более того, не достигнут минимальный предел текучести 758 МПа.
Эталонная сталь R6 не соответствует настоящему изобретению, поскольку значения содержания Ni, Cu, V, Nb, W, Co и Al выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, несмотря на то, что она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, эта сталь не содержит остаточного аустенита. Помимо этого, были обнаружены интерметаллические соединения, притом что их присутствия предпочтительно следует избегать. Более того, предпочтительная характеристика коррозионной стойкости этого материала не является удовлетворительной со скоростью коррозии 0,56 мм/год и неудачным испытанием на SSC. Также, изломостойкость значительно превосходит ожидания 19 Дж.
Эталонная сталь R7 не соответствует настоящему изобретению, поскольку значения содержания Ni, Cu, Nb, W, Co и Al выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, несмотря на то, что она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, были обнаружены интерметаллические соединения, и коррозионная стойкость и сопротивление на излом не являются удовлетворительными по сравнению с предпочтительным целевым поведением. В действительности, предпочтительная характеристика коррозионной стойкости этого материала не является удовлетворительной со скоростью коррозии 0,54 мм/год и сопротивлением на излом 8 Дж.
Эталонная сталь R8 не соответствует настоящему изобретению, поскольку значения содержания Ni, Cu, V, Nb, W и Co выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, после прохождении через предпочтительные параметры производственной линии, как подробно описано в таблице 2, полученная микроструктура полностью отличается от предпочтительной микроструктуры. Полученный предел текучести далек от целевого предела 758 МПа.
Эталонная сталь R9 не соответствует настоящему изобретению, поскольку значения содержания Mo, Ni, Cu, Nb и Co выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, несмотря на то, что она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, были обнаружены интерметаллические соединения, и коррозионная стойкость и сопротивление на излом не являются удовлетворительными по сравнению с предпочтительным целевым поведением. В действительности, предпочтительная характеристика коррозионной стойкости этого материала не является удовлетворительной со скоростью коррозии 0,47 мм/год и неудачным испытанием на SSC. Кроме того, сопротивление на излом равно 62 Дж при -10°С, что ниже предпочтительного минимального значения 68 Дж при -10°С.
Эталонная сталь R10 не соответствует настоящему изобретению, поскольку значения содержания Ni, Cu, V, Nb и N выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, после прохождения через предпочтительные параметры производственной линии, как подробно описано в таблице 2, достигнутый предел текучести значительно ниже целевого предела 758 МПа.
Эталонная сталь R11 не соответствует настоящему изобретению, поскольку значения содержания C, Ni, Mn, W, N и Ti выходят за пределы диапазонов согласно настоящему изобретению. После того, как она прошла через предпочтительные параметры производственной линии, как подробно описано в таблице 2, минимальный предел текучести 758 МПа не достигается.
Эталонная сталь R12 не соответствует настоящему изобретению, поскольку значения содержания Ni, Mn, V, Nb и Co выходят за пределы диапазонов согласно настоящему изобретению. Как следствие, после прохождения через предпочтительные параметры производственной линии, как подробно описано в таблице 2, полученная микроструктура сильно отличается от предпочтительной микроструктуры, не содержащей остаточного аустенита, избытка мартенсита и с недостаточным количеством феррита. Кроме того, сопротивление на излом составляет всего 45 Дж при -10°С, что ниже предпочтительного минимального значения 68 Дж при -10°С. Скорость коррозии также слишком высока – 0,39 мм/год.
Состав стали, заявленный в настоящем изобретении, будет преимущественно использоваться для изготовления бесшовных труб для эксплуатационной насосно-компрессорной колонны и эксплуатационной колонны-хвостовика, реже – в нижней части эксплуатационной колонны. Такие трубы будут предпочтительно устойчивы к сульфидному коррозионному растрескиванию под напряжением и воздействию высокотемпературных сред.
Изобретение относится к области металлургии, а именно к коррозионно-стойкой стали с пределом по меньшей мере 758 МПа. Сталь содержит, вес.%: 0,005≤C<0,03, 14≤Cr≤17, 2,3≤Mo≤3,5, 3,2≤Ni≤4,5, Si≤0,6, 0,5≤Cu≤1,5, 0,4≤Mn≤1,3, 0,35≤V≤0,6, 3,2xC≤Nb≤0,1, W≤1,5, 0,5≤Co≤1,5, 0,02≤N≤0,05, Ti≤0,05, P≤0,03, S≤0,005, Al≤0,05, остальное - Fe и неизбежные примеси. Сталь имеет микроструктуру, содержащую от 5% до 15% аустенита. Сталь обладает высокой коррозионной стойкостью и сопротивлением на излом, а также легко изготавливается в условиях воздействия высокой температуры. 3 н. и 10 з.п. ф-лы, 4 табл.
1. Сталь с пределом текучести по меньшей мере 758 МПа, содержащая, вес.%:
0,005 ≤ C < 0,03,
14 ≤ Cr ≤ 17,
2,3 ≤ Mo ≤ 3,5,
3,2 ≤ Ni ≤ 4,5,
Si ≤ 0,6,
0,5 ≤ Cu ≤ 1,5,
0,4 ≤ Mn ≤ 1,3,
0,35 ≤ V ≤ 0,6,
3,2 x C ≤ Nb ≤ 0,1,
W ≤ 1,5,
0,5 ≤ Co ≤ 1,5,
0,02 ≤ N ≤ 0,05,
Ti ≤ 0,05,
P ≤ 0,03,
S ≤ 0,005,
Al ≤ 0,05,
при этом остальную часть химического состава указанной стали составляет Fe и неизбежные примеси, причем сталь имеет микроструктуру, содержащую от 5% до 15% аустенита.
2. Сталь по п. 1, которая содержит, вес.%: 15,5 ≤ Cr ≤ 16,5.
3. Сталь по п. 1 или 2, которая содержит, вес.%: 0,8 ≤ Cu ≤ 1,2.
4. Сталь по любому из пп. 1-3, имеющая микроструктуру, содержащую от 30% до 50% феррита.
5. Сталь по любому из пп. 1-4, имеющая микроструктуру, содержащую от 35% до 65% мартенсита.
6. Сталь по любому из пп. 1-5, имеющая микроструктуру с менее 0,5% интерметаллических соединений в объемной доле.
7. Сталь по любому из пп. 1-5, имеющая микроструктуру, не содержащую интерметаллических соединений.
8. Сталь по любому из пп. 1-7, имеющая предел текучести по меньшей мере 862 МПа (125 тысяч фунтов на кв. дюйм).
9. Сталь по любому из пп. 1-8, имеющая сопротивление на излом при -10°C по меньшей мере 68 Дж.
10. Способ изготовления стальной трубы, при котором:
- обеспечивают сталь, имеющую состав в соответствии с любым из пп. 1-3,
- затем сталь подвергают горячей формовке при температуре, составляющей от 1150°C до 1260°C, посредством общеизвестных процессов горячей формовки, таких как ковка, прокатка, экструзия, с получением трубы, при этом данные процессы впоследствии объединяют по меньшей мере в один этап,
- затем трубу нагревают до температуры AT, составляющей от 920°C до 1050°C, и выдерживают при температуре AT в течение периода времени, составляющего от 5 до 30 минут, с последующим охлаждением до температуры окружающей среды с получением закаленной трубы,
- затем закаленную трубу нагревают до температуры TT, составляющей от 500°C до 700°C, и выдерживают при температуре TT в течение периода времени, составляющего от 5 до 60 минут, с последующим охлаждением до температуры окружающей среды с получением закаленной и отпущенной трубы.
11. Способ изготовления стальной трубы по п. 10, при котором по меньшей мере одно охлаждение до температуры окружающей среды осуществляют с использованием воды.
12. Способ изготовления стальной трубы по п. 10 или 11, при котором время Tt отпуска составляет от 10 до 40 мин.
13. Применение стали по любому из пп. 1-9 для получения бесшовной стальной трубы по меньшей мере для одного из следующего: бурения скважины, добычи, извлечения и/или транспортировки нефти и природного газа.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СТАЛЬ, ИЗДЕЛИЕ ИЗ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2270269C1 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И ИЗДЕЛИЕ ИЗ НЕЕ | 2005 |
|
RU2270268C1 |

