Изобретение относится к области производства (изготовления, монтажа, реконструкции) конструкций (изделий, продукции) с применением сварки и может быть использовано, в частности, при строительстве опасных производственных объектов.
Наиболее близким аналогом к предлагаемому изобретению является способ автоматической дуговой сварки под флюсом, включающий в себя подачу плавящегося электрода и одновременную подачу в хвостовую часть сварочной ванны дополнительной присадочной проволоки, которую подогревают путем пропускания через нее тока подогрева, при этом осуществляют регулирование величины тока подогрева дополнительной присадочной проволоки. (Авторское свидетельство SU 1031674, опубл. 30.07.1983, МПК В23K 9/16).
Недостатками известного способа является то, что в качестве дополнительной горячей присадки подается проволока сплошного сечения, в состав которой невозможно ввести наноразмерные частицы.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является повышение значений ударной вязкости металла шва, а также повышение стабильности значений ударной вязкости металла шва в условиях низких температур.
Указанный технический результат достигается за счет того, что в способе автоматической дуговой сварки под флюсом, включающем подачу плавящегося электрода и одновременную подачу в хвостовую часть сварочной ванны дополнительной присадочной проволоки, подвергаемой дополнительному нагреву проходящим через нее электрическим током, в качестве дополнительной присадочной проволоки используют порошковую проволоку, шихта которой содержит
наноразмерные частицы карбида вольфрама в количестве до 1 масс. % в составе композиционных гранул, содержащих микрочастицы порошков металлов, предотвращающих перегрев упомянутых наноразмерных частиц, при этом нагрев дополнительной присадочной проволоки осуществляют источником переменного тока с напряжением холостого хода не более 12 В.
Способ автоматической дуговой сварки под флюсом осуществляется следующим образом.
Запускают процесс автоматической дуговой сварки под флюсом. После стабилизации процесса горения дуги (например, не более 10 сек) запускают подачу дополнительной присадочной порошковой проволоки в хвостовую часть сварочной ванны. В шихте порошковой проволоки содержаться наноразмерные частицы карбида вольфрама (WC) в количестве до 1 масс. %. Превышение этого предела ведет к увеличению стоимости сварочных материалов с незначительным положительным эффектом от воздействия наночастиц.
При этом наноразмерные частицы вводят в шихту порошковой проволоки в составе композиционных гранул. Для стабилизации процесса сварки порошковую проволоку подогревают проходящим переменным током, генерируемым источником тока с напряжением холостого хода не более 12 В. Таким образом, порошковая проволока, проходя через расплавленный шлак, попадает в сварочную ванну, где ее оболочка и шихта плавятся, при этом наноразмерные частицы карбида вольфрама (WC) попадают непосредственно в расплав хвостовой части сварочной ванны. Эти частицы выступают в роли модификатора, что обеспечивает рост значений ударной вязкости металла шва. Введение наноразмерных частиц карбида вольфрама в сварочную ванну в составе композиционных гранул обеспечивает их надежную доставку в расплав сварочной ванны и равномерное распределение по ее объему, что обеспечивает повышение стабильности механических свойств металла шва, в частности,
стабильности значений ударной вязкости металла шва в условиях низких температур. Кроме того, для стабилизации процесса сварки порошковую проволоку подогревают проходящим переменным током, генерируемым источником тока с напряжением холостого хода не более 12 В.При превышении значения напряжения холостого хода источника тока, обеспечивающего нагрев порошковой проволоки, выше 12 В, возможно образование электрической дуги на торце дополнительной присадочной проволоки, что приводит к перегреву наноразмерных частиц карбида вольфрама и их полной диссоциации.
Композиционные гранулы, используемые в составе шихты порошковой проволоки, представляют собой комбинацию (наночастицы и микрочастицы), которые могут быть получены при совместной обработке в планетарной мельнице. Основное назначение микрочастиц -транспортировка наночастиц, а также предотвращение их перегрева. В качестве микрочастиц могут быть использованы порошки таких металлов как никель, железо и другие со схожими свойствами металлы.
Пример 1
После запуска процесса автоматической дуговой сварки под флюсом на оборудовании Lincoln Electric и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. В составе шихты порошковой проволоки содержатся композиционные гранулы в количестве, обеспечивающем наличие 0,75 масс. % наноразмерных частиц карбида вольфрама по отношению к проволоке. Порошковую проволоку подогревали проходящим через нее переменным током, генерируемым источником тока с напряжением холостого хода 12 В.
Пример 2
После запуска процесса автоматической дуговой сварки под флюсом и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны.
В составе шихты порошковой проволоки содержатся композиционные гранулы в количестве, обеспечивающем наличие 0,18 масс. % наноразмерных частиц карбида вольфрама по отношению к проволоке. Порошковую проволоку подогревали проходящим через нее переменным током, генерируемым источником тока с напряжением холостого хода 8 В.
Пример 3
После запуска процесса автоматической дуговой сварки под флюсом и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. В составе шихты порошковой проволоки содержатся композиционные гранулы в количестве, обеспечивающем наличие 1,0 масс. % наноразмерных частиц карбида вольфрама по отношению к проволоке. Порошковую проволоку подогревали проходящим через нее переменным током, генерируемым источником тока с напряжением холостого хода 10 В.
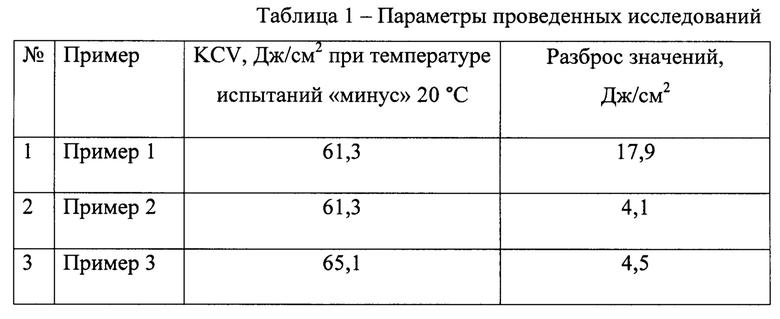
Исследования механических свойств металла шва сварного соединения (примеры 1-3) показали рост значений ударной вязкости и их стабильность в условиях низких температур (см. Таблицу 1).
Пример 4
После запуска процесса автоматической дуговой сварки под флюсом и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны.
В шихте порошковой проволоки в составе композитных гранул содержатся наноразмерные частицы карбида вольфрама. Порошковую проволоку подогревали проходящим через нее переменным током, генерируемым источником тока с напряжением холостого хода выше 12 В. При этом на торце электрода горела дуга.
Исследования механических свойств металла шва сварного соединения показали снижение стабильности значений ударной вязкости в 2 раза.
Пример 5
После запуска процесса автоматической дуговой сварки под флюсом и стабилизации процесса горения дуги подают дополнительную присадочную порошковую проволоку в хвостовую часть сварочной ванны. В шихте порошковой проволоки в составе композитных гранул содержатся наноразмерные частицы нитрида титана. Порошковую проволоку подогревали проходящим через нее переменным током.
Исследования механических свойств металла шва сварного соединения показали, что наноразмерные частицы нитрида титана в сварочной ванне склонны к диссоциации и приводят к формированию пористости, что приводит к увеличению разброса значений ударной вязкости не менее чем в 2 раза, по сравнению с карбидом вольфрама.
Таким образом введение в сварочную ванну наноразмерных частиц карбида вольфрама в количестве до 1 масс. % в составе композиционных гранул через порошковую проволоку, применяемую в качестве дополнительной горячей присадки, позволяет ввести наноразмерный модификатор в низкотемпературную зону сварочной ванны и, тем самым, воздействовать на ударную вязкость металла шва. Для стабилизации процесса сварки наноразмерные частицы карбида вольфрама вводят в сварочную ванну в составе композиционных гранул, а порошковую проволоку подогревают проходящим переменным током, генерируемым источником тока с напряжением холостого хода не более 12 В.
| название | год | авторы | номер документа |
|---|---|---|---|
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687120C1 |
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687119C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС | 2011 |
|
RU2471601C1 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Установка и способ автоматической сборки и сварки алюминиевых панелей с ребрами | 2017 |
|
RU2660468C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПРИСАДОЧНОГО МАТЕРИАЛА ДЛЯ ДУГОВОЙ СВАРКИ | 2014 |
|
RU2574930C2 |
Изобретение может быть использовано при получении сваркой конструкций, работающих при низких температурах. В сварочную ванну подают плавящийся электрод с одновременной подачей в ее хвостовую часть дополнительной присадочной проволоки, подвергаемой дополнительному нагреву проходящим через нее электрическим током. Нагрев ее осуществляют источником тока с напряжением холостого хода не более 12 В. Дополнительная присадочная проволока представляет собой порошковую проволоку, шихта которой содержит наноразмерные частицы карбида вольфрама в количестве до 1 мас.% в составе композиционных гранул, содержащих микрочастицы порошков металлов, предотвращающих перегрев упомянутых наноразмерных частиц. Способ обеспечивает высокую ударную вязкость металла шва и стабильность ее значений в условиях низких температур. 1 табл., 5 пр.
Способ автоматической дуговой сварки под флюсом, включающий подачу плавящегося электрода и одновременную подачу в хвостовую часть сварочной ванны дополнительной присадочной проволоки, подвергаемой дополнительному нагреву проходящим через нее электрическим током, отличающийся тем, что в качестве дополнительной присадочной проволоки используют порошковую проволоку, шихта которой содержит наноразмерные частицы карбида вольфрама в количестве до 1 мас.% в составе композиционных гранул, содержащих микрочастицы порошков металлов, предотвращающих перегрев упомянутых наноразмерных частиц, при этом нагрев дополнительной присадочной проволоки осуществляют источником переменного тока с напряжением холостого хода не более 12 В.
| Способ дуговой сварки мартенситных сталей в защитном газе | 1982 |
|
SU1031674A1 |
| Способ дуговой сварки под флюсом | 1986 |
|
SU1389962A1 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1743757A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| WO 2014026698 A8, 20.02.2014. | |||

