Область техники
Настоящее изобретение относится к способу изготовления плакированного материала, используемого в теплообменниках транспортных средств или подобном, а также к устройству для его изготовления.
Уровень техники
В основном в качестве плакированных материалов при изготовлении теплообменников, применяемых в промежуточных охладителях, охладителях масла, радиаторах, конденсерах, испарителях и радиаторах отопителя салона транспортных средств или тому подобном, используются поверхностные материалы, наносимые при помощи прокатки. Например, в Патентном документе 1 описан общеизвестный способ изготовления типичного плакированного материала для теплообменников, содержащий следующие этапы: сначала расплавляют и выполняют литье непрерывным способом алюминиевого сплава для основного материала и алюминиевого сплава для поверхностного материала (расходуемый анод и наполнитель в Патентном документе 1), затем при необходимости выполняют тепловую обработку с целью гомогенизации. Соответственно, чтобы получить заранее определенную толщину, слитки из алюминиевого сплава, используемого в качестве поверхностного материала, подвергают горячей прокатке (см. этапы S11a и S11b на фиг.14, заметим, что тепловая обработка с целью гомогенизации указана как "гомогенизационный нагрев"). После этого слиток из алюминиевого сплава, используемого в качестве основного материала, и горячекатаные пластины для поверхностного материала (элемент для поверхностного материала) накладывают друг на друга (см. этап S12 на фиг.14) и затем подвергают горячей прокатке (плакирование путем горячей прокатки: см. этап S13 на Фиг.14) в соответствии с обычным способом, чтобы получить плакированный материал.
Патентный документ 1: публикация нерассмотренной заявки на японский патент №2005-232507 (абзацы 0037, 0039 и 0040).
Сущность изобретения
Проблемы, решаемые изобретением
Однако типичный плакированный материал, изготовленный при помощи описанных выше способов, обладает следующими недостатками:
(1) Так как для поверхностного материала используется горячекатаная пластина, то возрастает число операций горячей прокатки в ходе изготовления плакированного материала, что приводит к снижению эффективности производства.
(2) Со слитка для основного материала удаляют поверхностный слой при помощи фрезерного станка или тому подобного, в результате чего его поверхности приобретают свойства, соответствующие такому типу обработки. С другой стороны, поверхности горячекатаной пластины, используемой для поверхностного материала, образуются в результате прокатки, при которой на них возникают специфические линии, ориентированные в направлении прокатки. Соответственно существует разница в состоянии поверхности между слитком для основного материала и горячекатаной пластиной для поверхностного материала, поэтому возникает проблема, заключающаяся в возможном ухудшении сцепления между основным материалом и поверхностным материалом при их наложении друг на друга и выполнении плакирования путем горячей прокатки. Чтобы улучшить сцепление между основным материалом и поверхностным материалом, при плакировании необходима прокатка в несколько проходов с приложением небольшого давления, что приводит к снижению эффективности производства.
(3) При использовании горячекатаного материала в качестве элемента для поверхностного материала состояние поверхности и плоскостность (в частности, плоскостность в направлении по длине) горячекатаного элемента контролируют только при помощи валков для горячей прокатки, при этом на поверхности горячекатаной пластины из-за выполнения такой прокатки возникает оксидная пленка, в связи с чем трудно контролировать состояние поверхности и плоскостность такой прокатанной пластины, что приводит к такому ухудшению сцепления между основным материалом и поверхностным материалом, которое невозможно предотвратить.
(4) Ухудшение сцепления между основным материалом и поверхностным материалом приводит к возникновению следующих сопутствующих проблем: снижается эффективность производства плакированных элементов; нельзя обеспечить заранее определенную скорость плакирования; снижается качество с возникновением таких отклонений, как образование плены; и из-за ухудшения сцепления снижается коррозионная стойкость.
Настоящее изобретение создано с учетом указанных выше проблем и его основной задачей является предложить способ изготовления плакированного материала и устройство для его изготовления, при использовании которых обеспечивается высокая эффективность производства, можно с легкостью контролировать состояние поверхности и плоскостность элемента для поверхностного материала и маловероятно ухудшение сцепления.
Средства решения проблем
Чтобы решить упомянутые выше проблемы, согласно первому аспекту настоящего изобретения предлагается способ изготовления плакированного материала, состоящего из основного материала и одного или более поверхностных материалов, наложенных с одной или обеих сторон упомянутого основного материала, содержащий следующие этапы: подготавливают плакированный материал, для чего соответственно на этапе подготовки основного материала подготавливают слиток для основного материала, изготовленный путем плавления и литья металла, используемого в качестве основного материала, и на этапе подготовки поверхностного материала подготавливают слиток для поверхностного материала, изготовленный путем плавления и литья металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов; выполняют наложение, для чего слиток для поверхностного материала размещают как поверхностный материал в заранее определенном положении с одной или обеих сторон слитка для основного материала, чтобы изготовить многослойный материал; и выполняют плакирование путем горячей прокатки, для чего прокатывают многослойный материал с получением плакированного материала.
Когда плакированный материал изготовлен с использованием таких операций, горячая прокатка при изготовлении элемента для поверхностного материала не нужна, так как в качестве элемента для поверхностного материала (поверхностного материала) применяется слиток для поверхностного материала. Таким образом, можно уменьшить число операций горячей прокатки и можно обеспечить снижение трудоемкости при выполнении технологических этапов, а также с легкостью контролировать состояние поверхности и плоскостность плакированного материала по сравнению с обычным способом изготовления плакированного материала, в котором при изготовлении поверхностного материала выполняют горячую прокатку. В дополнение к этому, так как слиток для поверхностного материала накладывают на слиток для основного материала, состояния поверхностей двух слитков идентичны, что приводит к улучшению сцепления. Более того, в связи с улучшением сцепления не требуется прокатки в несколько пропусков на этапе плакирования путем горячей прокатки.
В предпочтительном случае на этапе подготовки поверхностного материала, по меньшей мере, один из поверхностных материалов изготавливают на этапе нарезания, на котором слиток для поверхностного материала, изготовленный путем плавления и литья, разрезают с получением заранее определенной толщины.
Когда плакированный материал изготовлен с использованием таких операций, так как в качестве поверхностного материала применяется нарезанный поверхностный материал, то не требуется уменьшения толщины поверхностного материала путем горячей прокатки как в случае обычного плакированного материала, поэтому можно уменьшить число операций горячей прокатки и можно обеспечить снижение трудозатрат при выполнении технологических этапов, а также с легкостью контролировать состояние поверхности и плоскостность плакированного материала по сравнению с обычным способом изготовления плакированного материала.
В предпочтительном случае слиток для поверхностного материала, изготовленный путем плавления и литья, дополнительно подвергают тепловой обработке с целью гомогенизации перед этапом резки. Когда плакированный материал изготовлен с использованием таких операций, устраняются внутренние напряжения в слитке для поверхностного материала, что приводит к улучшению плоскостности нарезанного поверхностного материала и улучшению сцепления между основным материалом и поверхностным материалом.
В предпочтительном случае на этапе нарезания слиток для поверхностного материала нарезают параллельно установочной поверхности этого слитка, который размещен горизонтально. Когда плакированный материал изготовлен с использованием таких операций, снижается до минимума влияние веса отрезанного куска или искажение геометрии (например, под действием силы, возникающей при падении отрезанного куска), поэтому улучшается плоскостность нарезанного поверхностного материала, что приводит к улучшению сцепления между основным материалом и поверхностным материалом.
В предпочтительном случае на этапе подготовки основного материала изготовленный слиток для основного материала подвергают, по меньшей мере, одному из следующего: нарезанию и тепловой обработке с целью гомогенизации. Когда плакированный материал изготовлен с использованием таких операций, улучшается состояние поверхности и плоскостность слитка для основного материала, что приводит к улучшению сцепления между основным материалом и поверхностным материалом.
В предпочтительном случае на этапе подготовки поверхностного материала изготовленный поверхностный материал подвергают, по меньшей мере, одному из следующего: нарезанию и тепловой обработке с целью гомогенизации. Когда плакированный материал изготовлен с использованием таких операций, улучшается состояние поверхности и плоскостность поверхностного материала, что приводит к улучшению сцепления между основным материалом и поверхностным материалом.
Предпочтительно, чтобы, по меньшей мере, один из поверхностных материалов имел плоскостность не хуже 1 мм на 1 м в направлении по длине. Когда плакированный материал изготовлен с использованием таких операций, можно дополнительно улучшить плоскостность поверхностного материала, поддерживая ее на уровне не хуже заранее определенного значения, что приводит к улучшению сцепления между основным материалом и поверхностным материалом.
Предпочтительно, чтобы, по меньшей мере, один из поверхностных материалов имел среднеарифметическое значение (Ra) шероховатости поверхности в диапазоне от 0,05 до 1,0 мкм. Когда плакированный материал изготовлен с использованием таких операций, маловероятно возникновение зазора между основным материалом и каждым из поверхностных материалов, что приводит к еще большему улучшению сцепления.
Предпочтительно, чтобы толщина слитка для основного материала находилась в диапазоне от 200 до 700 мм, а толщина поверхностного материала находилась в диапазоне от 3 до 200 мм. Когда плакированный материал изготовлен с использованием таких операций, можно подходящим образом регулировать скорость плакирования, задавая толщину слитка для основного материала и прокатанной пластины для поверхностного материала в определенных диапазонах.
Предпочтительно, чтобы металл, используемый в качестве основного материала, и металл, используемый в качестве поверхностного материала, представляли собой алюминий или алюминиевые сплавы. Когда плакированный материал изготовлен с использованием таких операций, в связи с тем, что металл, используемый в качестве основного материала, и металл, используемый в качестве поверхностного материала, представляют собой алюминий или алюминиевые сплавы, улучшается обрабатываемость на каждом этапе, улучшается сцепление между основным материалом и поверхностным материалом и можно подходящим образом регулировать скорость плакирования.
Предпочтительно, чтобы поверхностный материал состоял из множества слоев, и, по меньшей мере, один из слоев поверхностного материала был изготовлен с использованием этапа подготовки поверхностного материала.
В предпочтительном случае после этапа нарезания поверхность нарезанного поверхностного материала, имеющего заранее определенную толщину, дополнительно подвергают чистовой обработке поверхности. Когда поверхностный материал изготовлен с использованием таких операций, улучшаются состояние поверхности и плоскостность поверхностного материала, что приводит к улучшению сцепления между основным материалом и поверхностным материалом. Более того, улучшается соединяемость под давлением, что приводит к уменьшению числа проходов для соединения под давлением.
В предпочтительном случае чистовую обработку поверхности выполняют при помощи одного или более способов, выбираемых из следующего: резание, шлифование и полирование. Когда поверхностный материал изготовлен с использованием таких операций, улучшаются состояние поверхности и плоскостность поверхностного материала, что приводит к улучшению сцепления между основным материалом и поверхностным материалом. Более того, улучшается соединяемость под давлением, что приводит к уменьшению числа проходов для соединения под давлением.
В предпочтительном случае способ изготовления плакированного материала дополнительно включает в себя этап холодной прокатки, причем холодную прокатку выполняют после этапа горячей прокатки.
В предпочтительном случае, по меньшей мере, один слой поверхностного материала представляет собой наполнитель; наполнитель располагают таким образом, чтобы он находился на внешней поверхности плакированного материала; и, по меньшей мере, один слой поверхностного материала, включающий в себя наполнитель, изготавливают на этапе подготовки поверхностного материала.
В предпочтительном случае поверхностный материал содержит наполнитель и промежуточный материал, размещенный между основным материалом и наполнителем; наполнитель располагают таким образом, чтобы он находился на внешней поверхности плакированного материала; и, по меньшей мере, один слой поверхностного материала, включающий в себя наполнитель и промежуточный материал, изготавливают на этапе подготовки поверхностного материала.
В предпочтительном случае плакированный материал состоит из основного материала и поверхностных материалов, наложенных с обеих сторон основного материала; по меньшей мере, один слой поверхностных материалов на одной стороне основного материала представляет собой наполнитель, а, по меньшей мере, один слой поверхностных материалов на другой стороне основного материала представляет собой расходуемый материал, и наполнитель и расходуемый материал располагают таким образом, чтобы они находились на внешней поверхности с каждой стороны основного материала; и, по меньшей мере, один слой поверхностных материалов, включающий в себя наполнитель, и, по меньшей мере, один слой поверхностных материалов, включающий в себя расходуемый материал, изготавливают на этапе подготовки поверхностного материала соответственно.
В предпочтительном случае плакированный материал состоит из основного материала и поверхностных материалов, наложенных с обеих сторон основного материала; поверхностный материал на одной стороне основного материала содержит наполнитель и промежуточный материал, который размещен между основным материалом и наполнителем, а, по меньшей мере, один слой поверхностных материалов на другой стороне основного материала представляет собой расходуемый материал, и наполнитель и расходуемый материал располагают таким образом, чтобы они находились на внешней поверхности с каждой стороны основного материала; и, по меньшей мере, один слой поверхностных материалов, включающий в себя наполнитель и промежуточный материал, и, по меньшей мере, один слой поверхностных материалов, включающий в себя расходуемый материал, изготавливают на этапе подготовки поверхностного материала соответственно.
Чтобы решить упомянутые выше проблемы, согласно второму аспекту настоящего изобретения предлагается устройство для изготовления поверхностного материала, представляющее собой устройство для изготовления поверхностного материала, используемого в плакированном материале, состоящем из основного материала и одного или более слоев поверхностных материалов, наложенных с одной или более сторон основного материала, и это устройство содержит средство литья, плавящее металл, используемый в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов, и разливающее поверхностный материал; средство резания слитков, режущее слиток для поверхностного материала, отлитый средством литья; и средство транспортировки, транспортирующее слиток для поверхностного материала между упомянутыми средствами, в котором средство резания слитков представляет собой средство нарезания, нарезающее слиток для поверхностного материала с получением заранее определенной толщины.
При использовании такого устройства для изготовления поверхностного материала слиток для поверхностного материала отливают при помощи средства литья и нарезают с получением заранее определенной толщины при помощи средства нарезания, которое представляет собой средство резания слитков. При этом слиток для поверхностного материала транспортируют между упомянутыми средствами при помощи средства транспортировки.
В предпочтительном случае средство нарезания представляет собой средство, нарезающее слиток для поверхностного материала, размещенный горизонтально, параллельно установочной поверхности упомянутого слитка.
При использовании такого устройства для изготовления поверхностного материала слиток для поверхностного материала отливают при помощи средства литья и нарезают с получением заранее определенной толщины параллельно установочной поверхности упомянутого слитка, размещенного горизонтально, при помощи средства нарезания, которое представляет собой средство резания слитков. При этом слиток для поверхностного материала транспортируют между упомянутыми средствами при помощи средства транспортировки.
В предпочтительном случае устройство для изготовления поверхностного материала дополнительно включает в себя средство чистовой обработки поверхности, выполняющее чистовую обработку поверхности у поверхностного материала, имеющего заранее определенную толщину, который нарезан при помощи средства резания слитков.
При использовании такого устройства для изготовления поверхностного материала слиток для поверхностного материала отливают при помощи средства литья и нарезают с получением заранее определенной толщины при помощи средства нарезания, которое представляет собой средство резания слитков. При этом поверхностный материал, имеющий заранее определенную толщину, который нарезан при помощи средства резания слитков, подвергают чистовой обработке поверхности при помощи средства чистовой обработки поверхности, и слиток для поверхностного материала или поверхностный материал транспортируют между упомянутыми средствами при помощи средства транспортировки.
В предпочтительном случае устройство для изготовления поверхностного материала дополнительно снабжено средством тепловой обработки с целью гомогенизации, выполняющим тепловую обработку с целью гомогенизации слитка для поверхностного материала, отлитого при помощи средства литья. При использовании такого устройства для изготовления поверхностного материала слиток для поверхностного материала, отлитый при помощи средства литья, подвергают тепловой обработке с целью гомогенизации при помощи средства тепловой обработки с целью гомогенизации.
В предпочтительном случае средство резания слитков включает в себя средство нарезания и средство отрезания, отрезающее переднюю и заднюю части слитка для поверхностного материала с получением заранее определенной толщины. При использовании такого устройства для изготовления поверхностного материала слиток для поверхностного материала имеет заранее определенную длину из-за отрезания передней и задней его частей при помощи средства отрезания, и нарезан с получением заранее определенной толщины при помощи средства нарезания.
Чтобы решить упомянутые выше проблемы, согласно третьему аспекту настоящего изобретения предлагается поверхностный материал для плакированного материала, представляющий собой поверхностный материал для плакированного материала, который используют в способе изготовления плакированного материала согласно первому аспекту настоящего изобретения, отличающийся тем, что этот поверхностный материал для плакированного материала состоит из одного или более слоев; каждый слой поверхностного материала изготовлен из металла, отличающегося от основного материала по содержанию компонентов; и, по меньшей мере, один слой поверхностного материала имеет литую микроструктуру при наложении этого материала с одной или более сторон основного материала.
Когда поверхностный материал имеет такую структуру, можно с легкостью контролировать состояние поверхности и плоскостность, так как, по меньшей мере, один слой этого материала имеет литую микроструктуру. В результате при наложении основного материала и поверхностного материала друг на друга маловероятно возникновения зазора между основным материалом и поверхностным материалом, либо между поверхностными материалами, что приводит к улучшению сцепления и соединяемости под давлением. В частности, так как поверхности основного материала и поверхностного материала, которые накладывают друг на друга, идентичны по кристаллической структуре, можно улучшить сцепление между ними. Кроме того, благодаря улучшенному сцеплению, можно улучшить соединяемость под давлением на этапе плакирования путем горячей прокатки обоих материалов и уменьшить число пропусков для соединения под давлением, что приводит к увеличению объема выпуска и повышению эффективности производства. В дополнение к этому не требуется изготавливать поверхностный материал путем горячей прокатки как в случае обычного плакированного материала, поэтому можно уменьшить число операций горячей прокатки и обеспечить снижение трудозатрат при выполнении технологических этапов. Более того, так как горячая прокатка не выполняется, то уменьшается толщина оксидной пленки, что приводит к улучшению сцепления между основным материалом и поверхностным материалом. В результате можно улучшить коррозионную стойкость плакированного материала.
Предпочтительно, чтобы поверхностный материал состоял из алюминиевого сплава серии 1000, соответствующего стандарту JIS (Japan Industrial Standard - японский промышленный стандарт), либо из различных алюминиевых сплавов, не указанных в стандарте JIS. Примеры алюминиевых сплавов, не указанных в стандарте JIS, включают в себя: систему Al-Mn, систему Al-Mn-Cu, систему Al-Mn-Si, систему Al-Mn-Cu-Si, систему Al-Mn-Mg, систему Al-Mn-Mg-Cu, систему Al-Mn-Mg-Si, систему Al-Mn-Mg-Cu-Si, систему Al-Zn, систему Al-Mg-Zn, систему Al-Si-Zn, систему Al-Si-Mn-Zn, систему Al-Si-Mg-Zn, систему Al-Si-Mn-Mg-Zn, систему Al-Mn-Zn, систему Al-Mn-Si-Zn, сплав Al-3-10 Si и сплав Al-3-10 Si-Zn. Такие алюминиевые сплавы могут дополнительно содержать 0,05%-0,3% Sc, 0,05%-0,3% Zr, 0,05%-0,3% Ti или 0,001%-0,1% Sr. Когда поверхностный материал имеет такую структуру, можно улучшить его обрабатываемость, поэтому можно подходящим образом регулировать скорость плакирования при изготовлении плакированного материала, а также можно дополнительно улучшить сцепление между основным материалом и поверхностным материалом при их наложении друг на друга.
Предпочтительно, чтобы, по меньшей мере, один слой поверхностного материала имел литую микроструктуру, а его толщина находилась в диапазоне от 10 до 250 мм. Когда поверхностный материал имеет такую структуру, можно подходящим образом регулировать скорость плакирования при изготовлении плакированного материала, задавая толщину поверхностного материала, имеющего литую микроструктуру, в определенном диапазоне.
Согласно четвертому аспекту настоящего изобретения предлагается способ изготовления плакированного материала, состоящего из основного материала и двух или более поверхностных материалов, наложенных друг на друга с одной или обеих сторон упомянутого основного материала, содержащий следующие этапы: подготавливают основной материал, для чего изготавливают слиток для основного материала путем плавления и литья металла, используемого в качестве основного материала; подготавливают поверхностный материал, для чего изготавливают слиток для поверхностного материала путем плавления и литья металла, используемого в качестве поверхностного материала, который отличается от металла, используемого в качестве основного материала, по содержанию компонентов; подготавливают прокатанную пластину для поверхностного материала, для чего изготавливают прокатанную пластину для поверхностного материала путем последующей горячей прокатки слитка для поверхностного материала; выполняют наложение, для чего изготавливают многослойный материал путем размещения слитка для поверхностного материала и прокатанной пластины для поверхностного материала в качестве поверхностных материалов в заранее определенном положении с одной или обеих сторон слитка для основного материала; и выполняют плакирование путем горячей прокатки, для чего прокатывают многослойный материал с получением плакированного материала.
Когда плакированный материал изготовлен с использованием таких операций, выполнения горячей прокатки при изготовлении элемента для поверхностного материала не требуется, так как в качестве одного из нескольких элементов для поверхностного материала (поверхностных материалов) применяется слиток для поверхностного материала. Таким образом, можно уменьшить число операций горячей прокатки при изготовлении нескольких элементов для поверхностного материала по сравнению с обычным способом изготовления плакированного материала, что позволяет с легкостью контролировать состояние поверхности и плоскостность плакированного материала, а также обеспечить снижение трудозатрат при выполнении технологических этапов. В дополнение к этому, так как слиток для поверхностного материала накладывают на слиток для основного материала, состояния поверхностей двух слитков идентичны, что приводит к улучшению сцепления. Более того, в связи с улучшением сцепления не требуется прокатки в несколько проходов на этапе плакирования путем горячей прокатки. Вдобавок, в связи с тем, что в качестве элемента для поверхностного материала используется горячекатаная пластина, можно применять поверхностный материал и устройство для изготовления этого материала, используемые в обычном способе изготовления плакированного материала.
Предпочтительно, чтобы толщины слитка для поверхностного материала и горячекатаной пластины для поверхностного материала находились в диапазоне от 3 до 200 мм.
Эффект изобретения
Согласно способу изготовления плакированного материала, соответствующему первому аспекту настоящего изобретения, вследствие уменьшения числа операций горячей прокатки при изготовлении плакированного материала, можно с легкостью контролировать состояние поверхности и плоскостность элемента для поверхностного материала (поверхностного материала), а также обеспечить высокую эффективность производства, в результате чего можно изготавливать плакированный материал, для которого маловероятно ухудшение сцепления между основным материалом и поверхностным материалом. В дополнение к этому, так как нет необходимости в прокатке в несколько проходов, можно изготавливать плакированный материал с высокой эффективностью производства.
Согласно устройству для изготовления поверхностного материала, соответствующему второму аспекту настоящего изобретения, поверхностный материал изготавливают путем нарезания при помощи средства нарезания, поэтому не требуется уменьшать толщину этого материала путем горячей прокатки, как в случае обычного плакированного материала, в результате чего можно обеспечить снижение трудозатрат при выполнении технологических этапов, если не используется средство горячей прокатки при изготовлении поверхностного материала. В дополнение к этому можно изготавливать плакированный материал, у которого можно с легкостью контролировать состояние поверхности и плоскостность, можно уменьшить толщину оксидной пленки, мала вероятность ухудшения сцепления при наложении поверхностного материала на основной материал, имеется высокая коррозионная стойкость.
В части поверхностному материалу для изготовления плакированного материала, соответствующему третьему аспекту настоящего изобретения, можно отметить, что так как, по меньшей мере, один слой поверхностного материала имеет литую микроструктуру, маловероятно ухудшение сцепления при наложении поверхностного материала на основной материал, в результате чего можно изготовить плакированный материал с превосходным сцеплением и обеспечить высокую эффективность производства. В дополнение к этому, так как не требуется изготавливать поверхностный материал путем горячей прокатки, как в случае обычного плакированного материала, то можно получить плакированный материал, у которого можно с легкостью контролировать состояние поверхности и плоскостность, можно уменьшить толщину оксидной пленки, мала вероятность ухудшения сцепления между основным материалом и поверхностным материалом; и имеется высокая коррозионная стойкость, а также можно уменьшить число операций горячей прокатки по сравнению с обычным способом изготовления плакированного материала, в результате чего можно обеспечить снижение трудозатрат при выполнении технологических этапов.
Согласно способу изготовления плакированного материала, соответствующему четвертому аспекту настоящего изобретения, так как в качестве одного из элементов для поверхностного материала (поверхностных материалов) используют горячекатаную пластину для поверхностного материала, можно получить плакированный материал, у которого можно с легкостью контролировать состояние поверхности и плоскостность, мала вероятность ухудшения сцепления между основным материалом и поверхностным материалом, а также высока эффективность его производства. В дополнение к этому можно изготавливать плакированный материал с низкой себестоимостью.
Краткое описание чертежей
Фиг.1А-фиг.1С представляют собой схемы, иллюстрирующие последовательность операций в способах изготовления плакированного материала согласно первому варианту реализации настоящего изобретения.
Фиг.2 - схема, иллюстрирующая последовательность операций в способе изготовления плакированного материала согласно второму варианту реализации настоящего изобретения.
Фиг.3А-фиг.3D представляют собой поперечные сечения, иллюстрирующие структуру плакированного материала согласно настоящему изобретению.
Фиг.4 - схема, иллюстрирующая в общих чертах этап подготовки основного материала или этап подготовки поверхностного материала.
Фиг.5 - схема, иллюстрирующая в общих чертах этап подготовки основного материала или этап подготовки поверхностного материала.
Фиг.6 - схема, иллюстрирующая в общих чертах этап подготовки основного материала или этап подготовки поверхностного материала.
Фиг.7А и 7В - схемы, иллюстрирующие в общих чертах способ нарезания слитка.
Фиг.8А - схема, иллюстрирующая структуру многослойного материала при наложении.
Фиг.8В - схема, иллюстрирующая в общих чертах этап плакирования путем горячей прокатки.
Фиг.9А и 9В - схемы, иллюстрирующие последовательности операций в способах изготовления плакированного материала для теплообменников согласно третьему варианту реализации настоящего изобретения.
Фиг.10А-10F представляют собой поперечные сечения, иллюстрирующие структуру плакированного материала, предназначенного для использования в теплообменниках, согласно третьему варианту реализации настоящего изобретения.
Фиг.11 - вид в перспективе плакированного материала согласно настоящему изобретению.
Фиг.12 - схема, иллюстрирующая устройство для изготовления поверхностного материала, соответствующее настоящему изобретению.
Фиг.13 - схема, иллюстрирующая другой вариант устройства для изготовления поверхностного материала, соответствующего настоящему изобретению.
Фиг.14 - схема, иллюстрирующая последовательность операций в обычном способе изготовления плакированного материала.
Ссылочные обозначения:
S1a - этап подготовки основного материала;
S1b - этап подготовки поверхностного материала;
S1c - этап прокатки поверхностного материала;
S2a и S2b - этап наложения;
S3 - плакирование горячей прокаткой;
1а, 1b, 1с и 1d - плакированный материал;
2 - основной материал;
3 и 4 - поверхностный материал;
17, 25, 34 и 35 - слиток (слиток для основного материала, слиток для поверхностного материала).
Предпочтительные варианты реализации изобретения
Далее способ изготовления плакированного материала, соответствующий настоящему изобретению, будет описан подробно со ссылкой на сопровождающие чертежи. Из чертежей, на которые производится ссылка, Фиг.1А, 1В, 1С и Фиг.2 представляют собой схемы, иллюстрирующие последовательность операций в способах изготовления плакированного материала; Фиг.3А-Фиг.3D представляют собой поперечные сечения, иллюстрирующие структуру плакированного материала; Фиг.4 - Фиг.7 представляют собой схемы, иллюстрирующие в общих чертах этап подготовки основного материала или этап подготовки поверхностного материала; Фиг.8А представляет собой схему, иллюстрирующую структуру многослойного материала при наложении; и Фиг.8В представляет собой схему, иллюстрирующую в общих чертах этап плакирования путем горячей прокатки.
Способ изготовления плакированного материала, соответствующий настоящему изобретению, может быть использован при любом плакировании до тех пор, пока плакированный материал состоит из основного материала и одного или более поверхностных материалов, которые накладывают с одной или обеих сторон основного материала, в результате чего может быть изготовлен такой плакированный материал. В данном случае число слоев плакированного материала ничем не ограничивается, и данный способ в предпочтительном случае может быть использован для двухслойного плакированного материала 1а, в котором одна сторона основного материала 2 покрыта одним поверхностным материалом 3, как показано на фиг.3А; трехслойного плакированного материала 1b, в котором обе стороны основного материала 2 соответственно покрыты двумя поверхностными материалами 3 и 3, как показано на фиг.3B; трехслойного плакированного материала 1с, в котором одна сторона основного материала 2 покрыта двумя поверхностными материалами 3 и 3, как показано на фиг.3С; и трехслойного плакированного материала 1d, в котором обе стороны основного материала 2 соответственно покрыты поверхностным материалом 3 и обычным поверхностным материалом 4 (поверхностным материалом, изготовленным из прокатанной пластины), как показано на фиг.3D; и так далее. Однако нет необходимости говорить, что способ с выгодой может быть использован к плакированному материалу, имеющему еще больше слоев, а именно к плакированному материалу, содержащему четыре или более слоев.
В плакированном материале, соответствующем настоящему изобретению, металл, используемый в качестве основного материала, и металл, используемый в качестве поверхностного материала, отличаются друг от друга по содержанию компонентов. Металлы, отличающиеся по содержанию компонентов, включают в себя металлы одного типа, отличающиеся по содержанию компонентов, и металлы разного типа, отличающиеся по содержанию компонентов.
Под металлами одного типа, отличающимися по содержанию компонентов, понимаются металлы, у которых основой являются металлы одного типа, а содержание компонентов отличается. Что касается таких металлов, как плакированный материал для теплообменников, к этой категории относятся случаи, когда металлом для основного материала является алюминиевый сплав системы Al-Mn серии 3000, в то время как металлом для поверхностного материала является алюминиевый сплав системы Al-Mn серии 4000 (металл для наполнителя в качестве поверхностного материала), алюминиевый сплав системы Al-Zn-Mn серии 7000 (металл для расходуемого материала в качестве поверхностного материала) либо чистый алюминий серии 1000 (металл для промежуточного материала в качестве поверхностного материала). В качестве альтернативы металлам одного типа, отличающимся по содержанию компонентов, соответствуют случаи, когда основным материалом является сплав Al-0,5Si-0,5Cu-1,1Mn-0,4Mg, в то время как поверхностным материалом является сплав Al-0,5Si-0,5Cu-1,1Mn, либо основным материалом является сплав серии 3000, такой как Al-0,5Si-0,5Cu-1,1Mn, в то время как поверхностным материалом является сплав Al-0,5Si-0,1Cu-1,1Mn или Al-0,5Si-0,1Cu-1,1Mn-2,5Zn. В дополнение к этому в качестве плакированного материала для баночных консервов этой категории также соответствует случай, когда металлом для основного материала является алюминиевый сплав системы Al-Mn серии 3000 или алюминиевый сплав системы Al-Mq серии 5000, в то время как металлом для поверхностного материала является чистый алюминий серии 1000. Далее, в качестве изделия с полированным покрытием этой категории также соответствует случай, когда металлом для основного материала является алюминиевый сплав системы Al-Cu серии 2000, в то время как металлом для поверхностного материала является чистый алюминий серии 1000.
Под металлами разного типа, отличающимися по содержанию компонентов, понимаются металлические материалы, в которых основой являются металлы разного типа. Примером таких металлических материалов является металл, содержащий медный сплав или сталь вместо алюминиевого сплава. Содержание компонентов в упомянутых выше металлах может подходящим образом регулироваться в соответствии с областью применения плакированного материала и т.п.
Далее подробно описаны варианты способа изготовления плакированного материала по настоящему изобретению.
1. Первый вариант
Согласно первому варианту реализации настоящего изобретения способ изготовления плакированного материала представляет собой способ изготовления плакированного материала, состоящего из основного материала и одного или более поверхностных материалов, которые накладывают с одной или обеих сторон основного материала, и при помощи этого способа изготавливают, например, плакированные материалы 1а, 1b и 1с, показанные на фиг.3А - фиг.3С. Как показано на фиг.1А - фиг.1С, способ изготовления плакированного материала, соответствующий первому варианту реализации настоящего изобретения, включает в себя следующие этапы: этап подготовки плакированного материала, состоящий из этапа S1a подготовки основного материала и этапа S1b подготовки поверхностного материала; этап S2a наложения; и этап S3 плакирования путем горячей прокатки. Ниже будет описан каждый из этих этапов.
Этап подготовки плакированного материала
Этап подготовки плакированного материала представляет собой этап, на котором подготавливают слиток для основного материала, изготавливаемый на этапе S1a подготовки основного материала, и слиток для поверхностного материала, изготавливаемый на этапе S1b подготовки поверхностного материала. На этапе подготовки плакированного материала сначала может быть подготовлен либо слиток для основного материала либо слиток для поверхностного материала, либо оба этапа S1a и S1b могут быть подготовлены заранее и выполнены одновременно.
(1) Этап подготовки основного материала S1a
На этапе S1a подготовки основного материала плавят и льют металл, используемый в качестве основного материала, в результате чего изготавливают слиток для основного материала. В данном случае металл, используемый в качестве основного материала, представляет собой металл, содержание компонентов в котором указано ранее. В предпочтительном случае слиток изготавливают с использованием способа полунепрерывного литья, который будет описан далее. Однако возможные варианты не ограничиваются способом полунепрерывного литья и при изготовлении, например, плакированного материала, у которого основной материал имеет небольшую толщину, можно применять способ литья плоской заготовки (сляба) небольшой толщины, способ двухвалкового литья или способ нарезания плоских заготовок. В дополнение к этому особым образом не ограничиваются ширина и длина слитка для основного материала; однако, с точки зрения эффективности производства ширину выбирают предпочтительно в диапазоне от 1000 до 2500 мм, а длину выбирают предпочтительно в диапазоне от 3000 до 10000 мм.
Способ полунепрерывного литья
При осуществлении способа полунепрерывного литья применяют средство 10 литья, показанное на Фиг.4, в котором расплавленный металл М (в данном случае - металл, используемый в качестве основного материала) заливают сверху в металлическую водоохлаждаемую литейную форму 11 с открытым дном, а затвердевший металл непрерывно извлекается со стороны дна этой формы 11 для получения слитка 17 (в данном случае слитка для основного материала), имеющего заранее определенную толщину Т1. При этом расплавленный металл М подают в водоохлаждаемую литейную форму 11, используя резервуар 12, патрубок 13, поплавок 14 и образуемый мениск 15. Расплавленный металл М, подаваемый в водоохлаждаемую литейную форму 11, затвердевает, контактируя с внутренней стенкой этой формы, которая охлаждается охлаждающей водой W, и становится затвердевшим слоем 16. Слиток 17 (слиток для основного материала) может изготавливаться непрерывно при условии подачи охлаждающей воды W в режиме непосредственного разбрызгивания на поверхность затвердевшего слоя 16 из области дна водоохлаждаемой литейной формы 11.
В данном случае толщина Т1 слитка для основного материала предпочтительно находится в диапазоне от 200 до 700 мм. Если толщина Т1 выходит за пределы этого диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой. В дополнение к этому, в случае необходимости и надлежащим образом перед наложением на слиток для основного материала слитка для поверхностного материала (будет рассмотрен позднее) с применением шлифовального станка может быть выполнено, по меньшей мере, одно из следующего: обработка, связанная с удалением поверхностного слоя (на фиг.1А и 1В указана как удаление поверхностного слоя), с целью удаления кристаллизованного вещества и оксида, образовавшегося на поверхности слитка, и тепловая обработка с целью гомогенизации (на фиг.1А и 1В указана как гомогенизационный нагрев).
При выполнении обработки, связанной с удалением поверхностного слоя, можно получить основной материал, плоскостность которого не хуже 1 мм на 1 м в направлении по длине, желательно не хуже 0,5 мм, при проведении соответствующей оценки плоскостности, а шероховатость поверхности, выраженная среднеарифметическим значением (Ra), находится в диапазоне от 0,05 до 1,5 мкм, желательно от 0,1 до 0,7 мкм. Когда плоскостность выходит за пределы указанного диапазона, возможно ухудшение сцепления в плакированном материале. Если шероховатость поверхности ниже нижнего предела указанного диапазона, плакированный материал трудно обрабатывать. Если шероховатость поверхности выше верхнего предела указанного диапазона, возможно ухудшение сцепления в плакированном материале. При выполнении тепловой обработки с целью гомогенизации устраняются внутренние напряжения в слитке для основного материала, что приводит к улучшению плоскостности основного материала. В данном случае температура и период тепловой обработки с целью гомогенизации особым образом не ограничиваются; однако температуру обработки предпочтительно выбирают в диапазоне от 350°С до 600°С, а период обработки предпочтительно выбирают в диапазоне от 1 до 10 часов.
Если температура тепловой обработки с целью гомогенизации ниже 350°С, то внутренние напряжения устраняются в меньшей степени, и гомогенизация по растворенному элементу, который сегрегируем во время литья, является недостаточной, в результате чего эффект тепловой обработки, которую предполагается выполнять, будет небольшим. С другой стороны, если температура тепловой обработки с целью гомогенизации выше 600°С, то происходит так называемое прожигание, при котором часть поверхности слитка растворяется, что, возможно, является причиной возникновения дефектов на поверхности плакированного материала. Если период обработки меньше 1 часа, устранение внутренних напряжений происходит в меньшей степени, и гомогенизация, возможно, окажется недостаточной. С точки зрения эффективности производства период обработки предпочтительно должен составлять 10 часов или менее.
(2) Этап подготовки поверхностного материала S1b
На этапе S1b подготовки поверхностного материала плавят и льют металл, используемый в качестве поверхностного материала, который отличается от металла, используемого в качестве основного материала, по содержанию компонентов, в результате чего изготавливают один или более слитков для поверхностного материала. Изготавливаемый здесь слиток для поверхностного материала в некоторых случаях накладывают в заранее определенном положении с одной или более сторон основного материала в качестве поверхностного материала в том виде, как есть, либо в других случаях, перед наложением в заранее определенном положении с одной или более сторон основного материала в качестве поверхностного материала, слиток для поверхностного материала предварительно нарезают. В данном случае металл, используемый в качестве поверхностного материала, представляет собой металл, содержание компонентов в котором указано выше. Что касается способа литья, то предпочтительным является способ литья плоской заготовки небольшой толщины или способ двухвалкового литья, показанные соответственно на фиг.5 и фиг.6, а что касается способа нарезания, то предпочтительным является способ нарезания плоской заготовки, показанный на фиг.7А и 7В. Однако способ литья не ограничивается упомянутыми способом литья плоской заготовки небольшой толщины или способом двухвалкового литья и может использоваться, например, способ полунепрерывного литья. Ширина и длина слитка для поверхностного материала особым образом не ограничиваются; однако ширину выбирают предпочтительно в диапазоне от 1000 до 2500 мм, а длину выбирают предпочтительно в диапазоне от 3000 до 10000 мм. Далее будут рассмотрены способ литья плоской заготовки небольшой толщины, способ двухвалкового литья и способ нарезания плоской заготовки.
Способ литья плоской заготовки небольшой толщины
При осуществлении способа литья плоской заготовки небольшой толщины используют средство 20 литья, показанное на фиг.5, в котором расплавленный металл М (в данном случае металл, используемый в качестве поверхностного материала) заливают сбоку в металлическую водоохлаждаемую литейную форму 21 с открытым боковым участком, а затвердевший металл непрерывно извлекается с бокового участка этой формы 21 для получения слитка 25 (в данном случае слитка для поверхностного материала), имеющего заранее определенную толщину. При этом расплавленный металл М подают в водоохлаждаемую литейную форму 21, используя резервуар 22, соединенный с формой через огнеупорный материал 23. Расплавленный металл М, подаваемый в водоохлаждаемую литейную форму 21, затвердевает, контактируя с внутренней стенкой этой формы, которая охлаждается охлаждающей водой W, и становится затвердевшим слоем 26. Слиток 25 (слиток для поверхностного материала) может изготавливаться непрерывно при условии подачи охлаждающей воды W в режиме непосредственного разбрызгивания на поверхность затвердевшего слоя 26 из области бокового участка водоохлаждаемой литейной формы 21. В данном случае толщина Т2 слитка для поверхностного материала предпочтительно находится в диапазоне от 3 до 200 мм. Если толщина Т2 выходит за пределы этого диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой. На фиг.5 показано средство 20 литья с горизонтальным выпуском, однако можно применять средство литья вертикального типа, в котором выпуск продукции происходит в вертикальном направлении.
Способ двухвалкового литья
Как показано на фиг.6, способ двухвалкового литья представляет собой способ литья, в котором в качестве вращающихся литейных форм используют валки, установленные друг против друга, в данном способе применяют средство 30 литья, включающее в себя пару валков 33 и 33, боковой ограничитель 31, установленный по бокам от этой пары валков, и средство охлаждения (не показано, однако, обычно устанавливается внутри валков 33 и 33), которое охлаждает упомянутые валки. Расплавленный металл М (в данном случае металл, используемый в качестве поверхностного материала) подается в зазор между внешними периферийными поверхностями вращающихся валков 33 и 33 из сопла 32, расположенной в боковой части бокового ограничителя 31, при этом можно непрерывно изготавливать слиток 34 (в данном случае слиток для поверхностного материала), имеющий заранее определенную толщину Т3, при условии охлаждения валков 33 и 33 с использованием средства охлаждения, включаемого сразу после подачи расплавленного металла М. В данном случае толщина Т3 слитка для поверхностного материала предпочтительно находится в диапазоне от 3 до 200 мм. Если толщина Т3 выходит за пределы этого диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой. На фиг.6 показано средство 30 литья с горизонтальным выпуском, однако можно применять средство литья вертикального типа, в котором выпуск продукции происходит в вертикальном направлении. В дополнение к этому в качестве вращающейся литейной формы в средстве литья можно использовать ленту или барабан.
Способ нарезания плоской заготовки
Как показано на фиг.7, при осуществлении способа нарезания плоской заготовки на этапе S1b подготовки поверхностного материала нарезают слиток 17 (25), изготовленный с использованием способа полунепрерывного литья или способа литья плоской заготовки небольшой толщины, при помощи ленточно-отрезного станка (не показан) с получением слитка 35 для поверхностного материала, имеющего заранее определенную толщину Т4. Слиток 35 для поверхностного материала, изготовленный путем нарезания, становится поверхностным материалом. В данном случае толщина Т4 слитка 35 для поверхностного материала предпочтительно находится в диапазоне от 3 до 200 мм. Если толщина Т4 выходит за пределы этого диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой. Как показано на фиг.7В, слиток 17 (25), который размещен горизонтально, в предпочтительном случае нарезают параллельно установочной поверхности 35а этого слитка. Здесь под установочной поверхностью 35а подразумевается поверхность слитка 17 (25) для поверхностного материала, контактирующая со столом отрезного станка. При таком нарезании слитка снижается до минимума влияние веса отрезанного куска или искажение геометрии (например, под действием силы, возникающей при падении отрезанного куска), поэтому может быть улучшена плоскостность нарезанного поверхностного материала. Что касается способа нарезания, то слиток можно нарезать при помощи циркулярного обрезного станка либо с использованием лазера или воды.
Как показано на фиг.1С, слиток 17 (25), изготовленный при помощи описанного выше способа литья, в случае необходимости и надлежащим образом можно подвергнуть тепловой обработке с целью гомогенизации (на фиг.1С указан как гомогенизационный нагрев) перед нарезанием слитка. При выполнении тепловой обработки с целью гомогенизации устраняются внутренние напряжения в слитке 17 (25) и дополнительно улучшается плоскостность нарезанного поверхностного материала. Температура и период тепловой обработки с целью гомогенизации особым образом не ограничиваются; однако температуру обработки предпочтительно выбирают в диапазоне от 350°С до 600°С, а период обработки предпочтительно выбирают в диапазоне от 1 до 10 часов.
Если температура тепловой обработки с целью гомогенизации ниже 350°С, то внутренние напряжения устраняются в меньшей степени, и гомогенизация по растворенному элементу, который сегрегируем во время литья, является недостаточной, в результате чего эффект тепловой обработки, которую предполагается выполнять, будет небольшим. С другой стороны, если температура тепловой обработки с целью гомогенизации выше 600°С, то происходит так называемое прожигание, при котором часть поверхности слитка растворяется, что, возможно, является причиной возникновения дефектов на поверхности плакированного материала, используемого для теплообменника. Если период обработки меньше 1 часа, устранение внутренних напряжений происходит в меньшей степени, и гомогенизация, возможно, окажется недостаточной. С точки зрения эффективности производства период обработки предпочтительно должен составлять 10 часов или менее.
Перед наложением на описанный выше слиток для основного материала слитка для поверхностного материала с использованием шлифовального станка к этому слитку для поверхностного материала, изготовленному при помощи описанных выше способов, в случае необходимости и надлежащим образом может быть применено, по меньшей мере, одно из следующего: обработка, связанная с удалением поверхностного слоя (на Фиг.1А, 1В и 1С указана как удаление поверхностного слоя) с целью удаления кристаллизованного вещества и оксида, образовавшегося на поверхности слитка, и тепловая обработка с целью гомогенизации (на фиг.1А, 1В и 1С указана как гомогенизационный нагрев). При таком выполнении нарезания и обработки, связанной с удалением поверхностного слоя, можно получить слиток для поверхностного материала, плоскостность которого не хуже 1 мм на 1 м в направлении по длине, желательно не хуже 0,5 мм, при проведении соответствующей оценки плоскостности, а шероховатость поверхности, выраженная среднеарифметическим значением (Ra), находится в диапазоне от 0,05 до 1,5 мкм, желательно от 0,1 до 1,0 мкм. Когда плоскостность выходит за пределы указанного диапазона, возможно ухудшение сцепления в плакированном материале. Если шероховатость поверхности ниже нижнего предела указанного диапазона, плакированный материал трудно обрабатывать. Если шероховатость поверхности выше верхнего предела указанного диапазона, возможно ухудшение сцепления в плакированном материале. При выполнении тепловой обработки с целью гомогенизации устраняются внутренние напряжения в слитке для поверхностного материала, что приводит к дополнительному улучшению плоскостности основного материала. В данном случае температура и период тепловой обработки с целью гомогенизации особым образом не ограничиваются; однако температуру обработки предпочтительно выбирают в диапазоне от 350°С до 600°С, а период обработки предпочтительно выбирают в диапазоне от 1 до 10 часов.
Если температура тепловой обработки с целью гомогенизации ниже 350°С, то внутренние напряжения устраняются в меньшей степени, и гомогенизация по растворенному элементу, который сегрегирует во время литья, является недостаточной, в результате чего эффект тепловой обработки, которую предполагается выполнять, будет небольшим. С другой стороны, если температура тепловой обработки с целью гомогенизации выше 600°С, то происходит так называемое прожигание, при котором часть поверхности слитка растворяется, что, возможно, является причиной возникновения дефектов на поверхности плакированного материала. Если период обработки меньше 1 часа, устранение внутренних напряжений происходит в меньшей степени, и гомогенизация, возможно, окажется недостаточной. С точки зрения эффективности производства период обработки предпочтительно должен составлять 10 часов или менее.
Что касается чистовой обработки поверхности, то можно использовать способ резания, например обработку концевой фрезой, алмазным резцом; способ шлифования, например обработку поверхности шлифовальным камнем или тому подобным; а также способ полирования, например, при помощи полировального круга; однако способы чистовой обработки поверхности перечисленным не ограничиваются.
При использовании такого поверхностного материала 35 можно получить плакированный материал для теплообменника, у которого глубина корродирования не превышает 60 мкм при последующей проверке, которая представляет из себя следующее: CASS-тест (Copper-Accelerated Salt-Spray - ускоренное испытание соляным туманом) в течение 1500 часов (тест с распылением нейтральной соли по JIS Z 2371) как проверка для оценки стойкости к внешней коррозии, и проверка с погружением на 2000 часов (Na+: 118 частей на миллион (ppm, parts per million), Cl-: 58 частей на миллион, SO4 2-: 60 частей на миллион, Cu2+: 1 часть на миллион, Fe3+: 30 частей на миллион) при 80°С как проверка для оценки стойкости к внутренней коррозии.
Можно при помощи описанного выше способа изготовления получать, по меньшей мере, один слой 35 поверхностного материала, а другой слой (слои) изготавливать при помощи общеизвестного способа.
(3) Этап наложения S2a
Как показано на фиг.8А, на этапе S2a наложения путем размещения одного слитка 25, 34 и 35 (17) для поверхностного материала (17) либо двух или более слитков для поверхностного материала (не показано) в заранее определенном положении с одной или обеих сторон (не показано) слитка 17 (25, 34 и 35) для основного материала, изготовленного на описанных выше этапах, получают многослойный материал 36. Здесь под "заранее определенным положением" подразумеваются положения, соответствующие конструкции плакированного материала как получаемого изделия, например, соответствующие размещению основного материала 2 и поверхностного материала 3 в плакированных материалах 1а, 1b и 1 с, показанных на фиг.3А - фиг.3С.Что касается способа наложения, то используется известный способ, например способ, при котором оба концевых участка слитка 17 (25, 34 и 35) для основного материала и слитка 25, 34 и 35 (17) для поверхностного материала стягивают бандажом 37. Можно использовать и другие способы, например фиксацию при помощи сварки.
(4) Этап плакирования путем горячей прокатки
Как показано на фиг.8В, плакированный материал 1а на этапе S3 плакирования путем горячей прокатки получают в результате горячей прокатки многослойного материала 36 после срезания бандажа 37. В данном случае в качестве способа горячей прокатки используется известный способ прокатки. В качестве используемого прокатного стана на Фиг.8В показан четырехвалковый прокатный стан; однако может применяться двухвалковый прокатный стан или прокатный стан, имеющий четыре или более валков, которые не показаны. Чтобы получить плакированный материал 1а с заранее определенной толщиной, используется средство 40 прокатки, содержащее одну клеть с валками, которое показано на фиг.8В; однако для повторения операций горячей прокатки, можно использовать средство прокатки, содержащее несколько клетей с валками, которое не показано.
Плакированный материал, изготовленный таким образом, может впоследствии и при необходимости быть подвергнут холодной прокатке, тепловой обработке (отжигу), устранению деформаций, либо старению или тому подобному с использованием обычных способов, чтобы получить требуемые механические свойства и т.п., либо может быть обработан для получения определенной формы, либо может быть разрезан для получения определенного размера. В качестве такого примера можно привести холодную прокатку, которая выполняется при условии, что степень обжатия при прокатке составляет от 30% до 99%; промежуточный отжиг, который выполняется между этапами холодной прокатки; и окончательный отжиг, который выполняется после окончательного этапа холодной прокатки и который проводят в печи непрерывного действия или печи периодического действия при температуре от 200°С до 500°С в течение от 0 до 10 часов; однако такая обработка или совокупность этапов не ограничивается приведенной и можно выполнять эту обработку или совокупность этапов с подходящим изменением параметров при условии, что они обеспечивают желаемый эффект (механические свойства).
2. Второй вариант
Ниже будет рассмотрен второй вариант способа изготовления плакированного материала, предлагаемый настоящим изобретением. Согласно второму варианту реализации настоящего изобретения способ изготовления плакированного материала представляет собой способ изготовления плакированного материала, состоящего из основного материала и двух или более поверхностных материалов, которые накладывают с одной или обеих сторон основного материала, и при помощи этого способа изготавливают, например, плакированный материал 1d, в котором поверхностный материал 3 наложен с одной стороны основного материала 2, а поверхностный материал 4 наложен с другой стороны этого основного материала 2, как показано на фиг.3D. Как показано на фиг.2, способ изготовления плакированного материала, соответствующий второму варианту реализации настоящего изобретения, включает в себя следующие этапы: этап подготовки плакированного материала, состоящий из этапа S1a подготовки основного материала, этапа S1b подготовки поверхностного материала и этапа S1c прокатки поверхностного материала; этап S2b наложения; и этап S3 плакирования путем горячей прокатки. В данном случае поверхностный материал 3 в изготовленном плакированном материале получен из слитка для поверхностного материала, изготовленного на этапе S1b подготовки поверхностного материала, с использованием последующих этапов (этапа S2 наложения и этапа S3 плакирования путем горячей прокатки), а поверхностный материал 4 получен из прокатанной пластины для поверхностного материала, изготовленной на этапе S1c прокатки поверхностного материала, с использованием последующих этапов. Так как этап S1a подготовки поверхностного материала, этап S1b подготовки поверхностного материала и этап S3 плакирования путем горячей прокатки аналогичны соответствующим этапам описанного выше первого варианта реализации настоящего изобретения, то рассмотрение будет опущено, поэтому ниже будут рассмотрены этап S1c горячей прокатки поверхностного материала и этап S2b наложения.
Этап подготовки
Этап подготовки представляет собой этап, на котором подготавливают слиток для основного материала, изготавливаемый на этапе S1a подготовки основного материала, слиток для поверхностного материала, изготавливаемый на этапе S1b подготовки поверхностного материала, и прокатанную пластину для поверхностного материала, изготавливаемую на этапе S1c прокатки поверхностного материала. На этапе подготовки может быть сначала изготовлено и подготовлено любое из следующего: слиток для основного материала, слиток для поверхностного материала и прокатанная пластина для поверхностного материала, либо два или три этапа, этап S1a подготовки основного материала, этап S1b подготовки поверхностного материала и этап S1c прокатки поверхностного материала могут быть подготовлены заранее и выполнены одновременно.
Этап прокатки поверхностного материала S1c
На этапе прокатки поверхностного материала плавят и льют металл, используемый в качестве поверхностного материала, который отличается от металла, используемого в качестве основного материала, по содержанию компонентов, в результате чего изготавливают слиток для поверхностного материала, после чего слиток для поверхностного материала дополнительно подвергают горячей прокатке, в результате чего изготавливают одну или более прокатанных пластин для поверхностного материала. Необходимо отметить, что поверхностный материал на этом этапе представляет собой металл, содержание компонентов в котором указано выше. Что касается способа литья, то предпочтительными являются способ полунепрерывного литья и способ литья плоской заготовки небольшой толщины, которые описаны ранее. В дополнение к этому слиток для поверхностного материала может быть подвергнут, по меньшей мере, одному из следующего: обработке, связанной с удалением поверхностного слоя и тепловой обработке с целью гомогенизации (на фиг.2 указаны соответственно как удаление поверхностного слоя и гомогенизационный нагрев). Что касается способа горячей прокатки, то выполняется известный способ прокатки таким же образом, что и на этапе плакирования путем горячей прокатки. Используемый прокатный стан аналогичен применяемому на этапе плакирования путем горячей прокатки. Толщина прокатанной пластины для поверхностного материала предпочтительно находится в диапазоне от 3 до 200 мм, если эта толщина выходит за пределы указанного диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой.
Этап наложения S2b
На этапе S2b наложения (не показан) путем размещения одного или более слитков для поверхностного материала и прокатанной пластины для поверхностного материала, изготовленных на предыдущих этапах, в заранее определенных положениях с одной или обеих сторон слитка для основного материала, изготовленного на предыдущих этапах, получают многослойный материал. Здесь под "заранее определенными положениями" подразумеваются положения, соответствующие конструкции плакированного материала как получаемого изделия, например соответствующие размещению основного материала 2, поверхностного материала 3 и поверхностного материала 4 в плакированном материале 1d, показанном на фиг.3D. В качестве альтернативы возможна конструкция, в которой поверхностный материал 3 и поверхностный материал 4 наложены с одной стороны основного материала 2. Что касается способа наложения, то можно использовать известный способ, например способ, при котором оба концевых участка слитка для основного материала, слитка для поверхностного материала и прокатанной пластины для поверхностного материала стягивают бандажом, либо способ фиксации при помощи сварки.
Предпочтительно, чтобы каждый из зазоров, возникающих при наложении составных частей, не превышал максимум 10 мм, желательно - 5 мм.
Плакированный материал, изготовленный таким образом, может впоследствии и при необходимости быть подвергнут холодной прокатке, тепловой обработке (отжигу), устранению деформаций, либо старению или тому подобному с использованием обычных способов, чтобы получить требуемые механические свойства и т.п., либо может быть обработан для получения определенной формы, либо может быть разрезан для получения определенного размера так же, как и в первом варианте реализации настоящего изобретения.
3. Третий вариант
Ниже будет описан третий вариант способа изготовления плакированного материала, предлагаемый настоящим изобретением. Из чертежей, на которые производится ссылка, фиг.9А и фиг.9В представляют собой схемы, иллюстрирующие последовательность операций в способах изготовления плакированного материала для теплообменников, а на Фиг.10 показаны поперечные сечения, иллюстрирующие структуры плакированного материала для теплообменников.
Как показано на фиг.9А и 9В, при осуществлении способа изготовления плакированного материала для теплообменников, соответствующего настоящему изобретению, основной материал и поверхностный материал, который накладывают на основной материал, изготавливают на этапе S1a изготовления основного материала, который представляет собой этап подготовки основного материала, и этапе S1b изготовления поверхностного материала, который представляет собой этап подготовки поверхностного материала. Далее изготавливают многослойный материал путем размещения поверхностного материала на основном материале в заранее определенном положении на этапе S2 наложения, после чего этот многослойный материал подвергают тепловой обработке с целью гомогенизации на этапе S2-1 тепловой обработки с целью гомогенизации. После выполнения упомянутого этапа S2-1 осуществляют обработку, связанную с горячей прокаткой, на этапе S3 горячей прокатки, а затем на этапе S4 холодной прокатки осуществляют холодную прокатку.
Сначала может быть изготовлен и подготовлен либо поверхностный материал либо основной материал, или этап S1a подготовки основного материала и этап S1b подготовки поверхностного материала могут быть организованы заранее и выполнены одновременно.
Если плакированный материал представляет собой плакированный материал для теплообменников, то каждый слой поверхностного материала подразделяют на наполнитель 7, расходуемый материал 8 и промежуточный материал 9 в соответствии с выполняемыми ими функциями. Сначала будет описана типичная структура плакированного материала для теплообменников.
Для плакированного материала, используемого в теплообменниках, поверхностный материал применяется следующим образом: один или более слоев этого поверхностного материала накладывают с одной или более сторон основного материала, при этом число слоев поверхностного материала в таком плакированном материале ничем не ограничивается. В качестве примеров для слоев поверхностного материала можно привести следующие: на фиг.10А показан двухслойный плакированный материал 5а для теплообменников, в котором один слой наполнителя 7 в качестве плакировки наложен на основной материал 6; на фиг.10В показан трехслойный плакированный материал 5b для теплообменников, в котором с каждой из сторон основного материала 6 в качестве плакировки наложен один слой наполнителя 7; на фиг.10С показан трехслойный плакированный материал 5 с для теплообменников, в котором с одной стороны основного материала 6 в качестве плакировки наложен слой наполнителя 7, а с другой стороны основного материала 6 в качестве плакировки наложен слой расходуемого материала 8; на фиг.10D показан трехслойный плакированный материал 5d для теплообменников, в котором с одной стороны основного материала 6 в качестве плакировки наложены слой промежуточного материала 9 и слой наполнителя 7; на Фиг.10Е показан четырехслойный плакированный материал 5е для теплообменников, в котором с одной стороны основного материала 6 в качестве плакировки наложены слой промежуточного материала 9 и слой наполнителя 7 а с другой стороны основного материала 6 в качестве плакировки наложен слой расходуемого материала 8; и на фиг.10F показан пятислойный плакированный материал для теплообменников, в котором с обеих сторон основного материала 6 в качестве плакировки наложены слои промежуточного материала 9 и слои наполнителя 7.
Однако нет необходимости говорить, что можно с выгодой использовать плакированный материал для теплообменников, состоящий из шести или более слоев (не показан), в котором число слоев поверхностного материала (наполнитель, расходуемый материал и промежуточный материал) может быть дополнительно увеличено.
Согласно настоящему изобретению каждый слой поверхностного материала состоит из металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов. Примеры металлов, используемых в качестве поверхностного материала, включают в себя, например, сплав алюминия, сплав меди, сталь (сплав железа) или тому подобное. В предпочтительном случае указанные выше поверхностные материалы состоят из алюминиевого сплава серии 1000, соответствующего стандарту JIS, либо из различных алюминиевых сплавов, не указанных в стандарте JIS. Примеры алюминиевых сплавов, не указанных в стандарте JIS, включают в себя: систему Al-Mn, систему Al-Mn-Cu, систему Al-Mn-Si, систему Al-Mn-Cu-Si, систему Al-Mn-Mg, систему Al-Mn-Mg-Cu, систему Al-Mn-Mg-Si, систему Al-Mn-Mg-Cu-Si, систему Al-Zn, систему Al-Mg-Zn, систему Al-Si-Zn, систему Al-Si-Mn-Zn, систему Al-Si-Mg-Zn, систему Al-Si-Mn-Mg-Zn, систему Al-Mn-Zn, систему Al-Mn-Si-Zn, сплав Al-3-10 Si, сплав Al-3-10 Si-Zn и т.д. Такие алюминиевые сплавы могут дополнительно содержать 0,05%-0,3% Sc, 0,05%-0,3% Zr, 0,05%-0,3% Ti или 0,001%-0,1% Sr.
В случае, если используются наполнитель 7 и расходуемый материал 8, их размещают с внешней стороны на каждой из поверхностей основного материала, соответственно.
Этап подготовки поверхностного материала
На этапе S1b подготовки поверхностного материала, как показано на фиг.9, изготавливают один или более слоев поверхностного материала, которые должны быть наложены с одной или обеих сторон основного материала, используемого при изготовлении плакированного материала для теплообменников. Этап S1b включает в себя этап плавления, на котором плавят металл, используемый в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов; этап литья, на котором льют металл, используемый в качестве поверхностного материала, расплавленный на этапе плавления, и изготавливают слиток для поверхностного материала; и этап нарезания, на котором нарезают слиток для поверхностного материала с получением заранее определенной толщины, чтобы изготовить, по меньшей мере, один слой поверхностного материала. При необходимости, после этапа литья может быть выполнена тепловая обработка с целью гомогенизации (описана ниже), а после этапа нарезания может быть выполнена чистовая обработка поверхности (на фиг.9 - удаление поверхностного слоя), которая описана ниже.
Этап плавления
На этапе плавления плавят металл, используемый в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов. Если плакированные материалы 5а-5f для теплообменников содержат наполнитель 7 в качестве металла, используемого для поверхностного материала, то как наполнитель 7 можно использовать алюминиевый сплав системы Al-Si серии 4000. В данном случае сплавы системы Al-Si включают в себя также сплав, содержащий Zn кроме Si. Например, в качестве сплавов системы Al-Si можно использовать сплав системы Al-7-13 Si (% по массе) и сплав системы Al-7-13 Si (% по массе) - 2-7 Zn (% по массе) или тому подобное. Однако сплавы системы Al-Si перечисленным не ограничиваются, и в качестве наполнителя может использоваться любой сплав.
Если плакированные материалы 5с и 5е для теплообменников содержат расходуемый материал 8 в качестве металла, используемого для поверхностного материала, то как расходуемый материал 8 можно использовать алюминиевый сплав системы Al-Mn серии 3000 либо алюминиевый сплав системы Al-Zn-Mg серии 7000, а также алюминиевый сплав системы Al-Zn. В данном случае сплавы системы Al-Zn включают в себя сплав, дополнительно содержащий Mn и Si кроме Zn. Например, в качестве сплавов системы Al-Zn можно использовать сплав системы Al-1-7 Zn (% по массе), сплав системы Al-0,5-1,2 Mn (% по массе) - 0,5-1,2 Si (% по массе) - 2-6 Zn (% по массе) и сплав системы Al-0,8-1,2 Si (% по массе) - 2-6 Zn (% по массе). Однако сплавы системы Al-Zn перечисленным не ограничиваются, и в качестве расходуемого материала может использоваться любой сплав.
Если плакированные материалы 5d-5f для теплообменников содержат промежуточный материал 9 в качестве металла, используемого для поверхностного материала, то как промежуточный материал 9 можно использовать чистый алюминий серии 1000 либо алюминиевый сплав системы Al-Zn-Mg серии 7000 или тому подобное, а также можно использовать алюминиевый сплав системы Al-Mn. В данном случае сплавы системы Al-Mn включают в себя сплав, дополнительно содержащий Cu, Si и Ti кроме Mn. Например, в качестве сплавов системы Al-Mn можно использовать сплав системы Al-0,5-1,2 Mn (% по массе) - 0,5-1,2 Cu (% по массе) - 0,5-1,2 Si (% по массе) и сплав системы Al-0,5-1,2 Mn (% по массе) - 0,5-1,2 Cu (% по массе) - 0,5-1,2 Si (% по массе) -0,05-0,3 Ti (% по массе). Однако сплавы системы Al-Mn перечисленным не ограничиваются, и может применяться любой сплав, используемый в качестве промежуточного материала. Регулирование содержания компонентов в указанных выше металлах может проводиться должным образом в соответствии с областью применения или тому подобным для плакированного материала.
Промежуточный материал 9 применяется, чтобы предотвратить проникновение наполнителя 7 в основной материал 6, возникающее, например, при пайке твердым припоем плакированного материала.
Этап литья
Рассмотрение этапа литья будет опущено, так как этот этап аналогичен описанному для первого варианта реализации настоящего изобретения.
Этап нарезания
Рассмотрение этапа нарезания будет опущено, так как этот этап аналогичен описанному для первого варианта реализации настоящего изобретения.
Этап подготовки основного материала
Как показано на фиг.9, этап S1a подготовки основного материала включает в себя этап плавления, на котором плавят металл, используемый в качестве основного материала; и этап литья, на котором изготавливают слиток для основного материала посредством литья металла, используемого в качестве основного материала, который был расплавлен на этапе плавления. Может быть выполнено, по меньшей мере, одно из следующего: чистовая обработка поверхности (на фиг.1 - удаление поверхностного слоя) и тепловая обработка с целью гомогенизации. Здесь рассмотрение каждого из этих этапов будет опущено, так как они аналогичны описанным для первого варианта реализации настоящего изобретения.
Этап наложения
Здесь рассмотрение этапа наложения будет опущено, так как этот этап аналогичен описанному для первого варианта реализации настоящего изобретения.
Этап тепловой обработки с целью гомогенизации
Многослойный материал 36, изготовленный на этапе S2 наложения, подвергают тепловой обработке с целью гомогенизации (этап S2-1), чтобы получить у него гомогенизированную структуру и сделать этот материал мягче для выполнения горячей прокатки эффективным образом.
Этап горячей прокатки
Здесь рассмотрение этапа S3 горячей прокатки будет опущено, так как этот этап аналогичен описанному для первого варианта реализации настоящего изобретения.
Этап холодной прокатки
Здесь рассмотрение этапа S4 холодной прокатки будет опущено, так как этот этап аналогичен описанному для первого варианта реализации настоящего изобретения.
Как упомянуто выше, согласно способу изготовления плакированного материала, соответствующему настоящему изобретению, можно улучшить плоскостность и гладкость поверхностного материала, так как можно с легкостью контролировать состояние его поверхности и плоскостность, что дополнительно приводит к уменьшению толщины оксидной пленки. Благодаря улучшенному сцеплению и улучшенной соединяемости под давлением можно уменьшить число пропусков для соединения под давлением, что приводит к увеличению объема выпуска и повышению эффективности производства. Кроме того, маловероятно возникновение зазора между основным материалом и каждым из слоев поверхностного материала, что приводит к улучшению коррозионной стойкости.
4. Четвертый вариант
Рассмотрение способа изготовления плакированного материала, соответствующего четвертому варианту реализации настоящего изобретения, будет опущено, так как этот способ аналогичен способу изготовления плакированного материала, который соответствует второму варианту реализации настоящего изобретения, за исключением того, что, по меньшей мере, один слой поверхностного материала имеет литую структуру.
Каждый слой поверхностного материала согласно настоящему изобретению состоит из металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов. Как пример металла, используемого в качестве поверхностного материала, можно привести сплав алюминия, сплав меди, сталь (сплав железа) и т.п., а в предпочтительном случае можно использовать алюминиевый сплав серии 1000, серии 3000, серии 4000 или серии 7000, соответствующие стандарту JIS.
Как показано на фиг.11, при изготовлении плакированного материала необходимо, чтобы, по меньшей мере, один слой поверхностного материала 35 (поверхностный материал 35) имел литую структуру при наложении этого материала с одной (не показано) или обеих сторон основного материала 26, который имеет литую структуру. В данном случае основной материал 26 получен путем разрезания слитка 17 для основного материала, показанного на фиг.4, с получением заранее определенной длины. Так как, по меньшей мере, один слой поверхностного материала 35 (поверхностный материал 35а) имеет литую структуру, то улучшается сцепление между основным материалом 26 и поверхностным материалом 35а. Следовательно, на этапе горячей прокатки обоих материалов (см. фиг.8В) улучшается соединяемость под давлением и уменьшается число пропусков для соединения под давлением, что приводит к увеличению объема выпуска и повышению эффективности производства. Более того, можно получить плакированный материал, обладающий превосходной коррозионной стойкостью. На фиг.11 показан пример, в котором по одному слою поверхностного материала 35 размещают с каждой стороны основного материала 26 соответственно. Если с одной или с каждой из двух сторон основного материала 26 размещают несколько слоев поверхностного материала 35, то слоем, примыкающим к основному материалу 26 или поверхностному материалу 35, может быть слой (поверхностный материал), имеющий литую структуру. Однако с точки зрения сцепления и соединяемости под давлением для основного материала 26 и поверхностного материала 35 предпочтительно, чтобы слой поверхностного материала, примыкающий к основному материалу 26, имел литую структуру.
В поверхностном материале, соответствующем настоящему изобретению, предпочтительно, чтобы слои поверхностного материала (поверхностный материал 35b), отличающиеся от слоя, имеющего литую структуру (поверхностный материал 35а), состоял из слоев, имеющих литую структуру, чтобы улучшить сцепление между основным материалом 26 и поверхностным материалом 35, либо между слоями (не показано) поверхностного материала 35; однако слои поверхностного материала могут состоять из слоя, имеющего текстуру после прокатки, который получен в результате горячей прокатки и используется как поверхностный материал для обычного плакированного материала. Толщина (Т4 на фиг.7) слоя (поверхностного материала 35а), имеющего литую структуру, предпочтительно находится в диапазоне от 10 до 250 мм. Если толщина выходит за пределы этого диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой.
Предпочтительно, чтобы поверхностный материал 35, соответствующий настоящему изобретению, содержал слой (поверхностный материал 35а), имеющий литую структуру, а шероховатость поверхности у этого материала 35, выраженная среднеарифметическим значением (Ra), находилась бы в диапазоне от 0,05 до 1,0 мкм, желательно от 0,1 до 0,7 мкм. Если шероховатость поверхности ниже нижнего предела указанного диапазона, плакированный материал трудно обрабатывать. В противном случае если шероховатость поверхности выше верхнего предела указанного диапазона, между основным материалом 26 и поверхностным материалом 35а возникает небольшой зазор, в результате чего ухудшается соединяемость под давлением и способность к сцеплению, что приводит к ухудшению сцепления в плакированном материале. Предпочтительно, чтобы плоскостность слоя (поверхностного материала 35а), имеющего литую структуру, была не хуже 1 мм на 1 м в направлении по длине, наиболее предпочтительно не хуже 0,5 мм на 1 м. Когда плоскостность выходит за пределы указанного диапазона, между основным материалом 26 и каждым из поверхностных материалов 35 (не показано) возникает небольшой зазор, в результате чего ухудшается соединяемость под давлением и способность к сцеплению, что приводит к ухудшению сцепления в плакированном материале.
При использовании такого поверхностного материала 35 можно изготовить плакированный материал, у которого глубина корродирования не превышает 60 мкм при последующей проверке, которая представляет из себя следующее: CASS-тест в течение 1500 часов (тест с распылением нейтральной соли JIS Z 2371) как проверка для оценки стойкости к внешней коррозии, и проверка с погружением на 2000 часов (Na+: 118 частей на миллион, Cl-: 58 частей на миллион, SO4 2-: 60 частей на миллион, Cu2+: 1 часть на миллион, Fe3+: 30 частей на миллион) при 80°С как проверка для оценки стойкости к внутренней коррозии.
Предпочтительно, чтобы слой (поверхностный материал 35b), отличающийся от слоя (поверхностного материала 35а), имеющего литую структуру, также был изготовлен при помощи описанного выше способа; однако этот слой может быть изготовлен при помощи известного способа с использованием обычного плавления, литья, удаления поверхностного слоя (нагрева с целью гомогенизации) и горячей прокатки. Поверхностные материалы 35а и 35b могут быть изготовлены с использованием способа литья плоских заготовок небольшой толщины или способа двухвалкового литья вместо способа нарезания плоской заготовки.
5. Вариант устройства для изготовления поверхностного материала
Ниже со ссылкой на сопровождающие чертежи будет подробно описано устройство для изготовления поверхностного материала. Из чертежей, на которые производится ссылка, фиг.12 представляет собой схему, иллюстрирующую устройство для изготовления поверхностных материалов 50, а фиг.13 - схему, иллюстрирующую другой вариант устройства для изготовления поверхностных материалов 50.
5.1 Устройство для изготовления поверхностного материала
Как показано на фиг.12, устройство 50а для изготовления поверхностного материала 50 представляет собой устройство для изготовления поверхностного материала 3, используемого в плакированном материале, состоящем из основного материала 2 и одного или более слоев поверхностного материала 3, которые накладывают с одной или обеих сторон основного материала 2. Устройство 50а для изготовления поверхностного материала 50 включает в себя средство 51а литья, предназначенное для литья поверхностного материала 3 путем плавления металла, используемого в качестве поверхностного материала, который отличается от основного материала 2 по содержанию компонентов; средство 52 резания слитков, предназначенное для резания слитка 3' для поверхностного материала; и средство 53 транспортировки, предназначенное для транспортировки слитка 3' для поверхностного материала между упомянутыми средствами. Средство 52 резания слитков может представлять собой средство 52а нарезания, которое нарезает слиток 3' для поверхностного материала с получением заранее определенной толщины, либо средство 52 резания слитков может включать в себя средство 52а нарезания и средство 52b отрезания, предназначенное для отрезания передней и задней частей слитка 3' для поверхностного материала с получением заранее определенной длины. Кроме того, в соответствии с необходимостью средство 52 резания слитков может быть снабжено средством 54 тепловой обработки с целью гомогенизации, используемым при выполнении тепловой обработки с целью гомогенизации слитка 3' для поверхностного материала, отлитого средством 51а литья.
Ниже будет описано каждое из средств.
Средство литья
Средство 51а литья представляет собой, например, устройство для полунепрерывного литья, в котором расплавленный металл, используемый в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов, заливают сверху, а затвердевший металл непрерывно извлекается со стороны дна водоохлаждаемой литейной формы с получением слитка 3' поверхностного материала, имеющего заранее определенную толщину.
Средство тепловой обработки с целью гомогенизации
Средство 54 тепловой обработки с целью гомогенизации используется при выполнении тепловой обработки с целью гомогенизации слитка 3' для поверхностного материала, чтобы устранить внутренние напряжения и обеспечить гомогенизацию внутренней структуры этого слитка в случае необходимости. При выполнении тепловой обработки с целью гомогенизации устраняются внутренние напряжения в слитке 3' для поверхностного материала, что приводит к улучшению плоскостности нарезанного поверхностного материала 3.
Средство резания слитков
Средство 52 резания слитков используется при резании слитка 3' для поверхностного материала, отлитого при помощи средства 51а литья, и это средство 52 может представлять собой средство 52b нарезания либо может включать в себя средство 52b нарезания и средство 52а отрезания.
Средство отрезания
Средство 52а отрезания используется для отрезания у слитка 3' для поверхностного материала передней и задней частей при помощи ленточно-отрезного станка в направлении по длине таким образом, чтобы слиток 3' для поверхностного материала имел заранее определенную длину. При резании слитка таким образом можно удалить выемку или выступ, возникший в передней или задней части слитка 3' для поверхностного материала, что позволяет получить ровные поверхности в этих частях упомянутого слитка. Кроме ленточной пилы ленточно-отрезного станка можно использовать дисковую пилу циркулярного обрезного станка, воду под давлением или лазер и т.п.; однако инструменты отрезания перечисленным не ограничиваются. В дополнение к этому при наложении основного материала 2 и поверхностного материала 3 друг на друга слиток 3' для поверхностного материала отрезают с боковых сторон, что будет описано позднее.
Средство нарезания
Средство 52b нарезания нарезает слиток 3' для поверхностного материала, отлитый с использованием средства 51а литья, с получением заранее определенной толщины, при помощи, например, ленточной пилы. Ленточная пила представляет собой бесконечную ленту, которая режет во время вращения. Слиток 3' для поверхностного материала может быть нарезан следующим образом: располагают режущий край ленточной пилы в непосредственной близости от переднего или заднего торцов этого слитка, приводят полотно пилы во вращения для резки упомянутым режущим краем слитка, затем перемещают средство 52b нарезания в направлении противоположного, соответственно заднего или переднего торцов слитка. Путем повторения описанной операции слиток 3' для поверхностного материала нарезают с получением заранее определенной толщины, при этом можно изготовить множество слоев поверхностного материала 3. Слиток 3' для поверхностного материала может нарезаться с получением заранее определенной толщины за счет перемещения самого этого слитка, при этом средство 52b нарезания будет оставаться в фиксированном положении.
В предпочтительном случае слиток 3' для поверхностного материала нарезают параллельно установочной поверхности этого слитка, который размещен горизонтально. Здесь под установочной поверхностью подразумевается поверхность слитка 3' для поверхностного материала, контактирующая со столом средства нарезания. При таком нарезании слитка снижается до минимума влияние веса отрезанного куска или искажение геометрии (например, под действием силы, возникающей при падении отрезанного куска и т.д.), поэтому может быть улучшена плоскостность нарезанного поверхностного материала.
Толщина нарезанного поверхностного материала 3 предпочтительно находится в диапазоне от 10 до 250 мм. Если толщина нарезанного поверхностного материала 3 выходит за пределы этого диапазона, скорость плакирования при изготовлении плакированного материала, возможно, окажется неприемлемой. При этом режущий край ленточной пилы может иметь не одну, а две или более режущих кромок. При создании на режущем крае ленточной пилы нескольких режущих кромок можно повысить эффективность нарезания слитка 3' для поверхностного материала. Ленточная пила, используемая в средстве 52b нарезания, может быть обычной конструкции, но в качестве режущего инструмента может применяться дисковая пила, вода под давлением, лазер или тому подобное; однако инструменты, применяемые при нарезании, перечисленным не ограничиваются.
При резании слитка 3' для поверхностного материала сначала может выполняться либо отрезание у этого слитка передней и задней частей при помощи средства 52а отрезания либо нарезание этого слитка при помощи средства 52b нарезания. В данном случае описанные выше средство 52а отрезания и средство 52b нарезания выполнены как разные устройства; однако отрезание передней и задней частей слитка 3' для поверхностного материала и нарезание слитка 3' для поверхностного материала могут выполняться при помощи одного устройства.
Средство транспортировки
Средство 53 транспортировки используют при транспортировке слитка 3' для поверхностного материала между описанными выше средством 51а литья, средством 52а отрезания и средством 52b нарезания; однако средство 53 транспортировки может транспортировать слиток 3' для поверхностного материала или поверхностный материал 3 и между другими средствами. В качестве средства 53 транспортировки можно использовать устройство, снабженное ленточным конвейером или рольгангом, либо тому подобным; однако это средство перечисленным не ограничивается и может применяться средство, в котором слиток 3' для поверхностного материала или поверхностный материал 3 перемещают с использованием их подвешивания на тросе, цепи, либо с использованием вакуума.
5.2 Другое устройство для изготовления поверхностного материала
Ниже в качестве примера будут описаны модификации устройства для изготовления поверхностных материалов. Как показано на фиг.13, устройство 50 с для изготовления поверхностных материалов представляет собой устройство для изготовления поверхностных материалов 3, используемых в плакированном материале, состоящем из основного материала 2 и одного или более слоев поверхностного материала 3, которые накладывают с одной или более сторон основного материала 2. Устройство для изготовления поверхностного материала 3 включает в себя средство 51а литья, предназначенное для литья поверхностного материала 3 путем плавления металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов; средство 52 резания слитков, предназначенное для резания слитка 3' для поверхностного материала; средство 55 чистовой обработки поверхности, предназначенное для чистовой обработки поверхности; и средство 53 транспортировки, предназначенное для транспортировки слитка 3' для поверхностного материала или поверхностного материала 3 между упомянутыми средствами. Средство 52 резания слитков может представлять собой средство 52b нарезания, которое нарезает слиток 3' для поверхностного материала с получением заранее определенной толщины. В качестве альтернативы средство 52 резания слитков может включать в себя средство 52b нарезания и средство 52а отрезания, предназначенное для получения слитка с заранее определенной длиной путем отрезания передней и задней частей слитка 3' для поверхностного материала. В случае необходимости средство 52 резания слитков может быть снабжено средством 54 тепловой обработки с целью гомогенизации, используемым при выполнении тепловой обработки с целью гомогенизации слитка 3' для поверхностного материала, отлитого средством 51а литья.
Ниже будет описано каждое из средств. При этом рассмотрение средства 51а литья, средства 54 тепловой обработки с целью гомогенизации, средства 52а отрезания и средства 52b нарезания будет опущено, так как они аналогичны описанным выше.
Средство транспортировки
Средство 53 транспортировки используется при транспортировке слитка 3' для поверхностного материала или поверхностного материала 3 между описанными выше средством 51а литья, средством 52а отрезания и средством 52b нарезания; однако средство транспортировки может транспортировать слиток 3' для поверхностного материала и поверхностный материал 3 между другими средствами. В качестве средства транспортировки можно использовать устройство, снабженное ленточным конвейером или рольгангом или тому подобным; однако это средство перечисленным не ограничивается, и может применяться средство, в котором слиток 3' для поверхностного материала или поверхностный материал 3 перемещают с использованием их подвешивания на тросе, цепи, либо с использованием вакуума и т.п. Поверхностный материал 3 транспортируют после того, как слиток 3' для поверхностного материала нарезан с получением заранее определенной толщины при помощи ленточно-отрезного станка, используя "подвешивание" нарезанного поверхностного материала 3 в вакууме, с последующим транспортированием его на рабочий стол средства чистовой обработки поверхности. Поверхностный материал 3 можно транспортировать на рабочий стол средства чистовой обработки поверхности, перемещая этот материал на средстве 53 транспортировки.
Средство чистовой обработки поверхности
Средство чистовой обработки поверхности используется для чистовой обработки поверхности у поверхностного материала 3, нарезанного при помощи средства 52b нарезания. Поверхностный материал 3, перемещенный при помощи описанного выше средства 53 транспортировки, подвергают чистовой обработке поверхности с использованием средства 55 чистовой обработки поверхности. После переворачивания поверхностного материала 3 при помощи средства переворачивания чистовой обработке поверхности можно подвергать обратную сторону этого материала. В качестве чистовой обработки поверхности можно использовать способ резания, например резание концевой фрезой, резание алмазным резцом; способ шлифования, при использовании которого выполняют обработку поверхности шлифовальным камнем или тому подобное; а также способ полирования, например, при помощи полировального круга или тому подобное; однако способы чистовой обработки поверхности перечисленным не ограничиваются. В качестве чистовой обработки поверхности можно использовать комбинацию нескольких способов, например, в ситуации когда после резания выполняется удаление поверхностного слоя.
С использованием описанного выше устройства 50а или 50с для изготовления поверхностных материалов может быть получен, по меньшей мере, один слой поверхностного материала 3, при этом другой слой или слои могут быть получены с использованием обычного устройства для изготовления поверхностных материалов.
Ниже будет описано устройство для изготовления плакированных материалов 50, в котором используется описанное выше устройство 50а или 50с для изготовления поверхностных материалов. Устройство для изготовления плакированных материалов 50 включает в себя описанное выше устройство 50а или 50с для изготовления поверхностных материалов; устройство для изготовления основных материалов 2, состоящее из средства 51b литья, предназначенного для плавления и литья металла для основного материала, который отличается от поверхностного материала, и средства 52b отрезания, предназначенного для обработки слитка 3' для основного материала, отлитого при помощи средства 51b литья, с получением заранее определенной длины путем отрезания слитка 3' по длине; средство наложения (не показано), предназначенное для получения многослойного материала путем наложения поверхностного материала 3 и основного материала 2 друг на друга; и средство горячей прокатки (не показано), предназначенного для горячей прокатки упомянутого многослойного материала.
Устройство для изготовления поверхностного материала
В данном случае устройство 50а или 50с для изготовления поверхностного материала рассматриваться не будет, так как это устройство аналогично описанному ранее.
Устройство для изготовления основного материала
Средство литья
В средстве 51b литья расплавленный металл, используемый в качестве основного материала, который плавят на этапе плавления и готовят, например, с использованием способа полунепрерывного литья и который отличается от поверхностного материала 3 по содержанию компонентов, при этом его заливают сверху, а затвердевший металл непрерывно извлекается со стороны дна водоохлаждаемой литейной формы с получением слитка основного материала, имеющего заранее определенную толщину.
Средство отрезания
Средство 52b отрезания используют для отрезания слитка 2' для основного материала, отлитого при помощи средства 51b литья, с получением заранее определенного размера. В качестве режущего инструмента может применяться ленточная пила, вода под давлением, лазер или тому подобное, а также дисковая пила; однако инструменты, применяемые при нарезании, перечисленным не ограничиваются.
Средство наложения
Средство наложения позволяет получить многослойный материал путем размещения поверхностного материала 3 или нескольких поверхностных материалов 3 с одной или обеих сторон основного материала 2, который изготовлен на описанном выше этапе в заранее определенном положении. Что касается способа наложения, то используется известный способ, например способ, при котором оба концевых участка основного материала 2 и поверхностного материала 3 стягивают бандажом. Можно использовать и другие способы, например фиксацию при помощи сварки. Полученный таким образом многослойный материал при необходимости может быть подвергнут тепловой обработке с целью гомогенизации при помощи средства 54 тепловой обработки, чтобы удалить внутренние напряжения и облегчить выполнение горячей прокатки.
Средство горячей прокатки
Горячая прокатка
На этапе горячей прокатки указанный выше бандаж, предназначенный для фиксации многослойного материала, разрезают и путем горячей прокатки многослойного материала изготавливают плакированный материал. Что касается способа горячей прокатки, то используется известный способ прокатки. Используемое средство прокатки может представлять собой устройство двухвалковой прокатки или устройство прокатки с четырьмя или более валками, а также четырехвалковое устройство прокатки. Горячую прокатку можно повторять для получения плакированного материала, имеющего заранее определенную толщину, используя средство прокатки, снабженное несколькими группами клетей с валками, а также средство прокатки, снабженное одной группой клетей с валками.
Холодная прокатка
Изготовленный таким образом плакированный материал впоследствии при необходимости подвергают холодной прокатке. Этап холодной прокатки можно выполнять, например, при условии, что степень обжатия находится в диапазоне от 30% до 99%.
Плакированный материал при необходимости может быть подвергнут тепловой обработке (отжигу), устранению деформаций либо старению или тому подобному с использованием обычных способов, чтобы получить требуемые механические свойства и т.п., либо может быть обработан для получения определенной формы, либо может быть разрезан для получения определенного размера. В качестве примера можно привести отжиг, включающий в себя грубый отжиг, который выполняется перед холодной прокаткой, промежуточный отжиг, который выполняется между этапами холодной прокатки, и окончательный отжиг, который выполняется после окончательного этапа холодной прокатки, причем эти этапы отжига проводят в печи непрерывного действия или печи периодического действия при температуре от 200°С до 500°С в течение от 0 до 10 часов; однако такая совокупность этапов или обработка не ограничивается приведенной, и нет необходимости говорить, что можно выполнять эту совокупность этапов или обработку с подходящим изменением параметров при условии, что они обеспечивают желаемую выгоду (механические свойства).
Как указано выше, в соответствии с устройством для изготовления поверхностных материалов, предлагаемым настоящим изобретением, не требуется уменьшать толщину поверхностного материала путем горячей прокатки как для обычного плакированного материала, поэтому нет необходимости в использовании средства горячей прокатки при изготовлении поверхностного материала, что приводит к снижению трудозатрат при выполнении технологических этапов. В дополнение к этому, так как можно с легкостью контролировать состояние поверхности и плоскостность поверхностного материала, то можно улучшить плоскостность и гладкость поверхностного материала, и, кроме того, уменьшить толщину оксидной пленки. Далее, при наложении поверхностного материала на основной материал так как улучшается сцепление и соединяемость под давлением между основным материалом и поверхностным материалом, то можно уменьшить число проходов при горячей прокатке, что приводит к увеличению объема выпуска и повышению эффективности производства. Более того, маловероятно возникновение зазора между основным материалом и каждым из поверхностных материалов, что приводит к улучшению коррозионной стойкости.
Выше был описан способ изготовления плакированного материала и устройство для изготовления плакированного материала; однако представленное описание не должно восприниматься как ограничение сущности и объема настоящего изобретения. Объем настоящего изобретения должен определяться только пунктами приложенной формулы изобретения. Кроме того, специалист в данной области техники должен понимать, что возможно множество изменений и модификаций, которые не выходят за пределы сущности и объема настоящего изобретения, и эти изменения и модификации также могут быть использованы как варианты реализации этого изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БОКОВОЙ МАТЕРИАЛ И СПОСОБ ЕГО ПРОИЗВОДСТВА И СПОСОБ ПРОИЗВОДСТВА ПЛАКИРОВАННОГО ЭЛЕМЕНТА ДЛЯ ТЕПЛООБМЕННИКА | 2009 |
|
RU2456526C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2785724C1 |
| Способ получения плакированных листов из сплава на основе системы Al-Cu-Mg-Mn | 2022 |
|
RU2801806C1 |
| СПОСОБ ОДНОВРЕМЕННОГО ЛИТЬЯ НЕСКОЛЬКИХ СПЛАВОВ | 2002 |
|
RU2323799C2 |
| ПЛАКИРОВАННЫЕ ЛИСТЫ ДЛЯ ТЕПЛООБМЕННИКОВ | 2015 |
|
RU2672652C1 |
| СПОСОБ НАГРЕВА МЕТАЛЛИЧЕСКОГО СЛИТКА, СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СЛИТКА | 2011 |
|
RU2469815C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ ЛИСТОВ | 1992 |
|
RU2025238C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОЙ ФОЛЬГИ ПРОКАТКОЙ | 2005 |
|
RU2300450C2 |
| АЛЮМИНИЕВЫЕ СЛИТКИ, ПОЛУЧЕННЫЕ ЛИТЬЕМ С ПРЯМЫМ ОХЛАЖДЕНИЕМ, ИМЕЮЩИЕ ГРАДИЕНТ ПО СОСТАВУ ДЛЯ СНИЖЕНИЯ РАСТРЕСКИВАНИЯ | 2021 |
|
RU2834680C1 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2783714C1 |
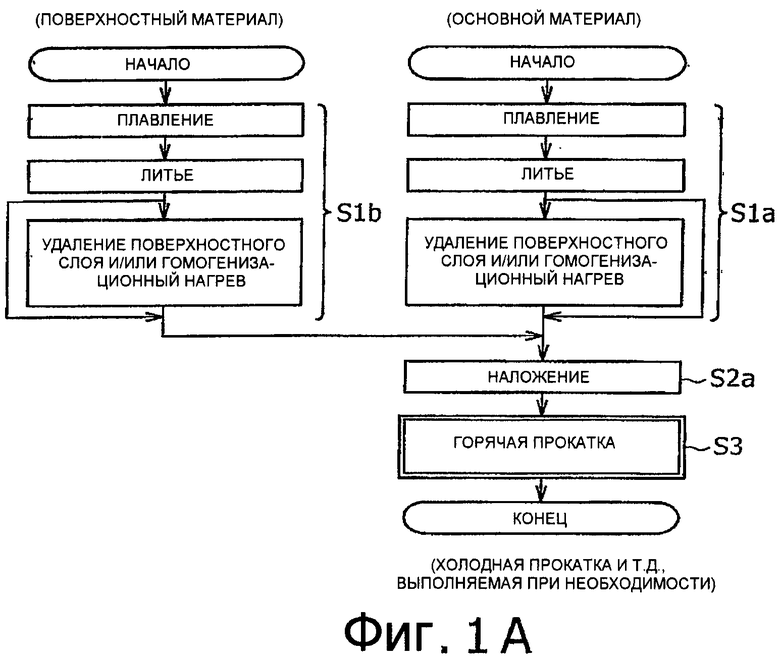
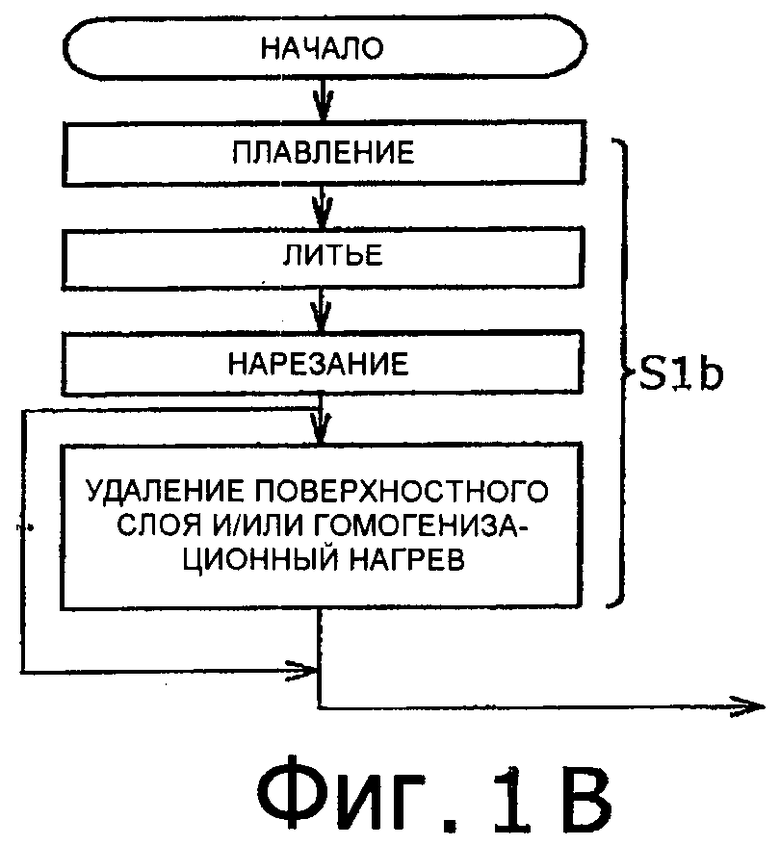
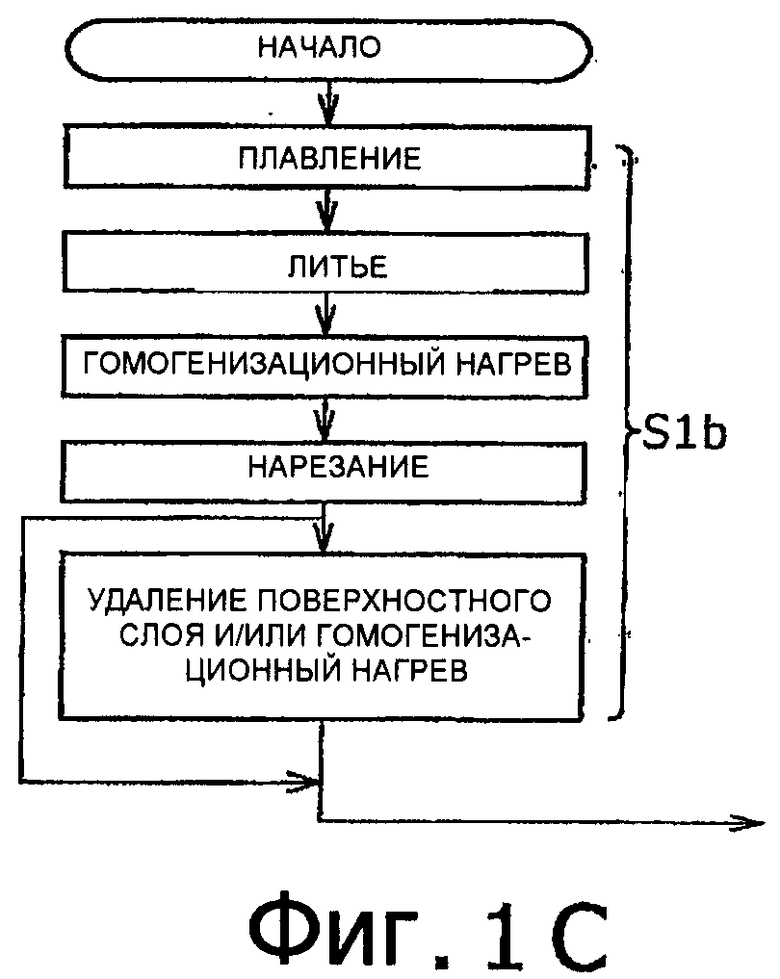
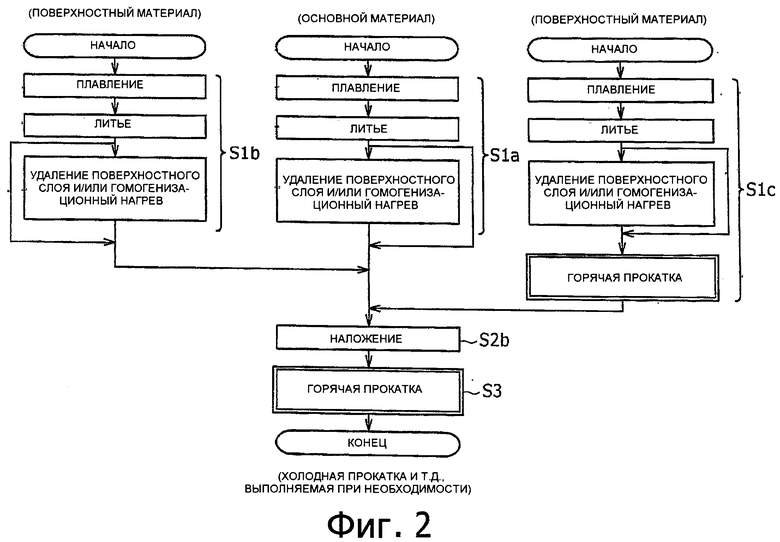
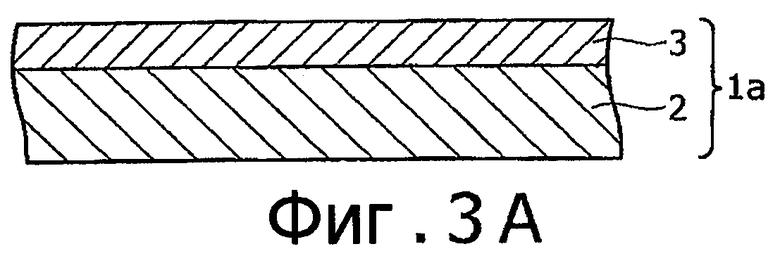
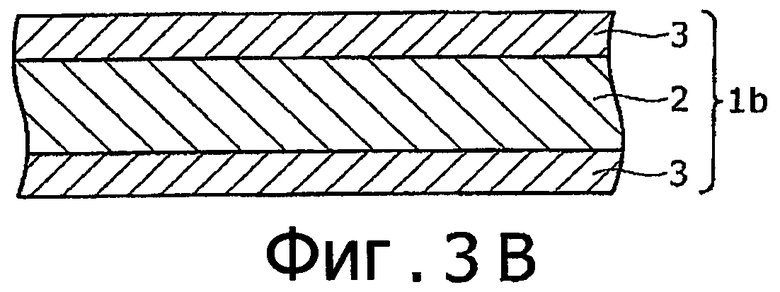

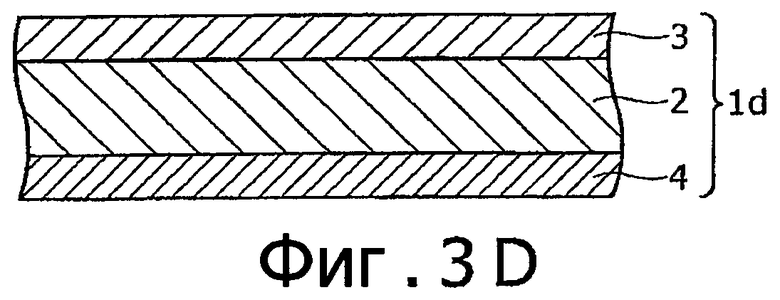
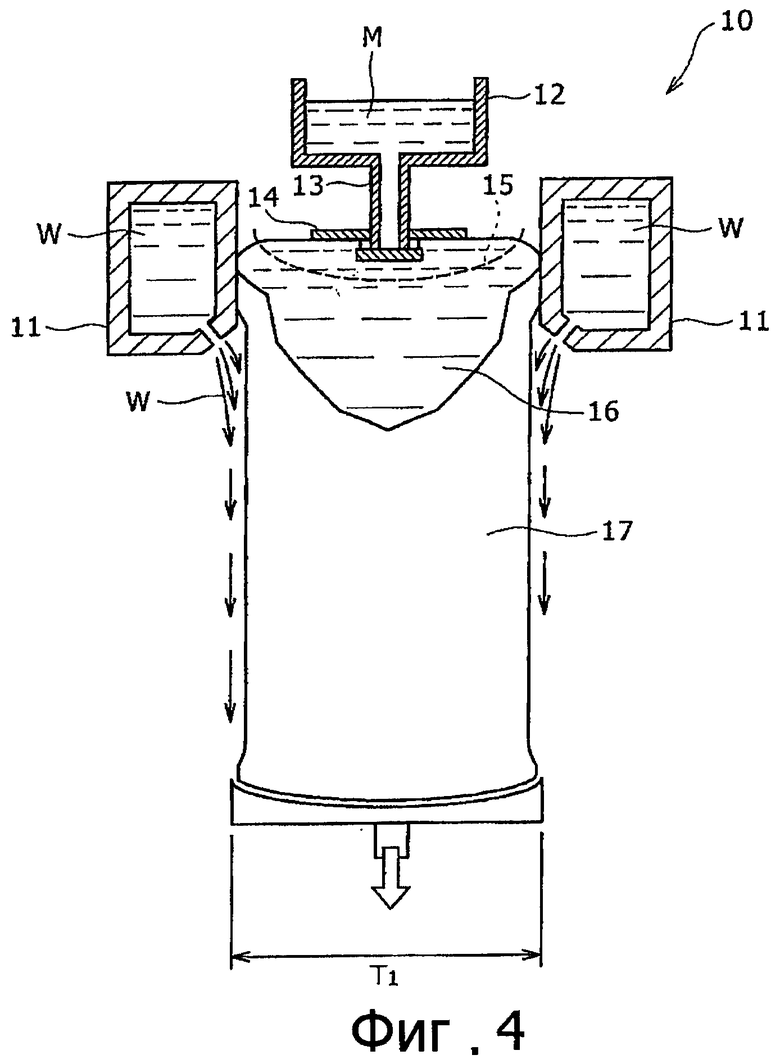
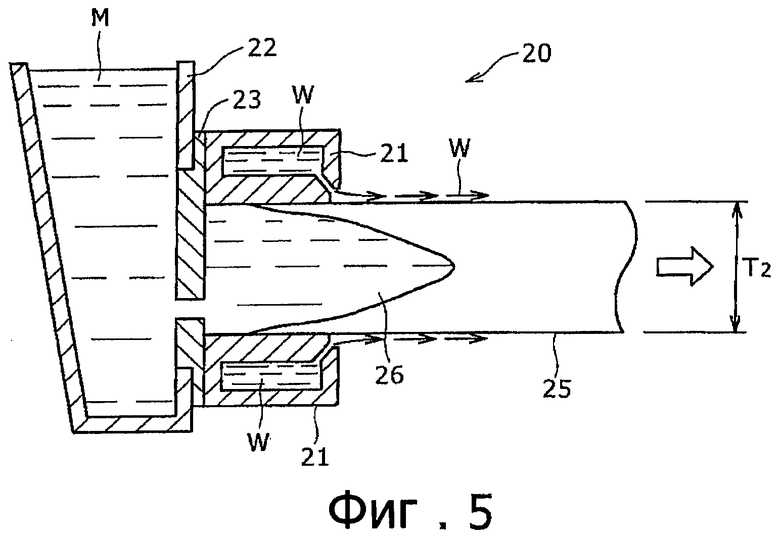
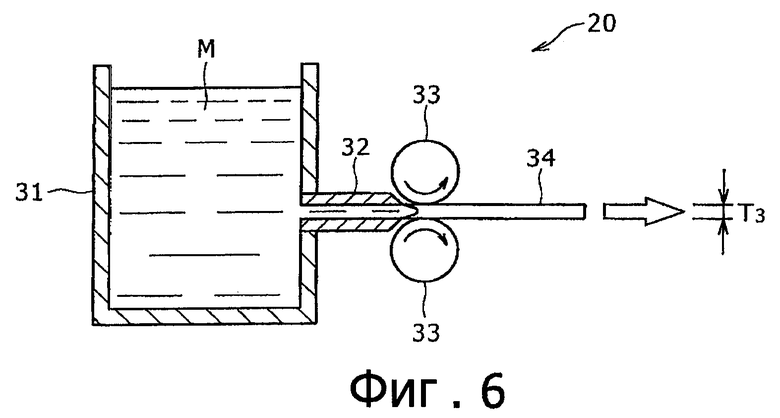
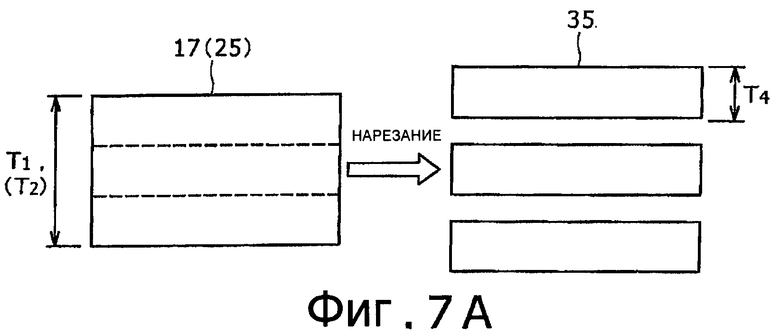
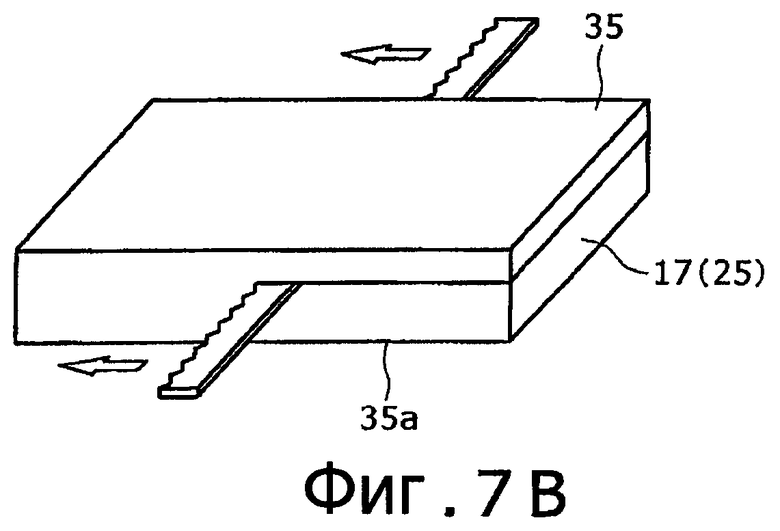

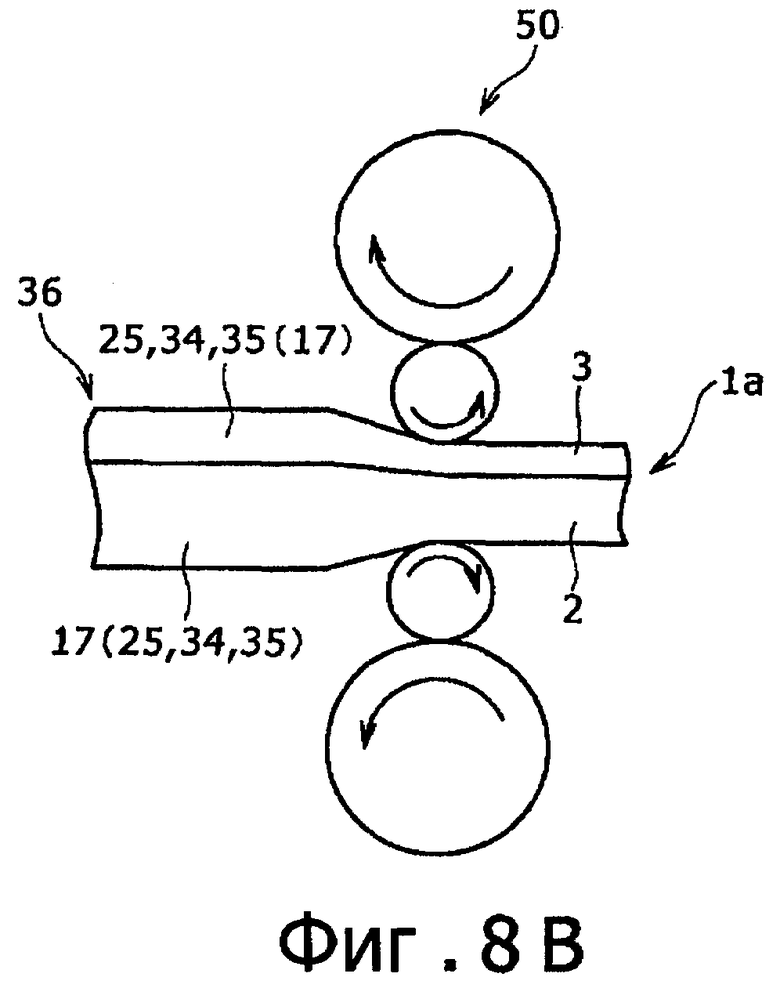

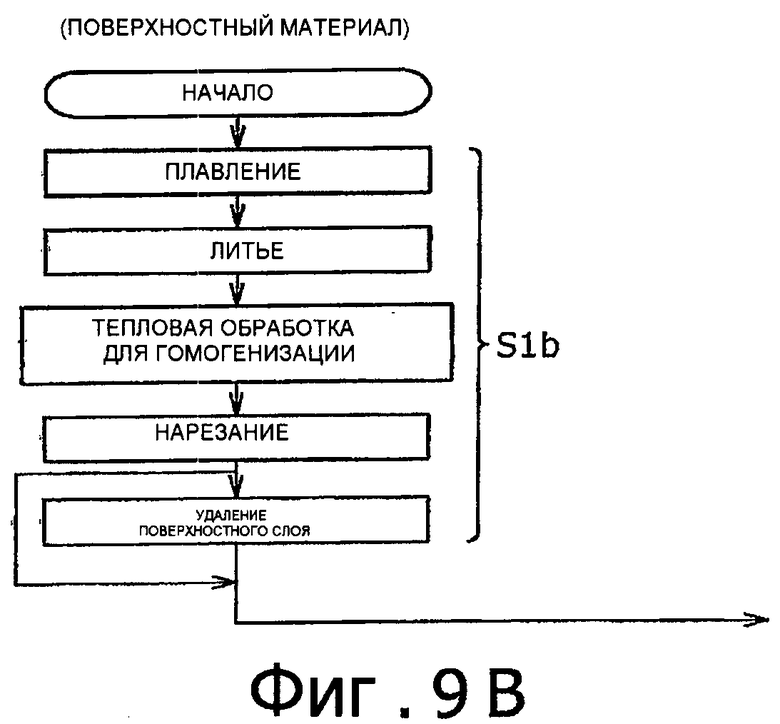
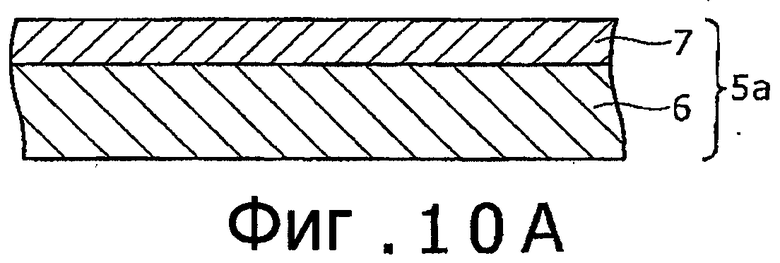
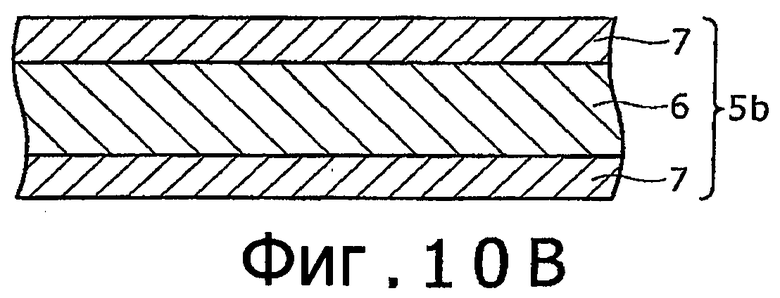
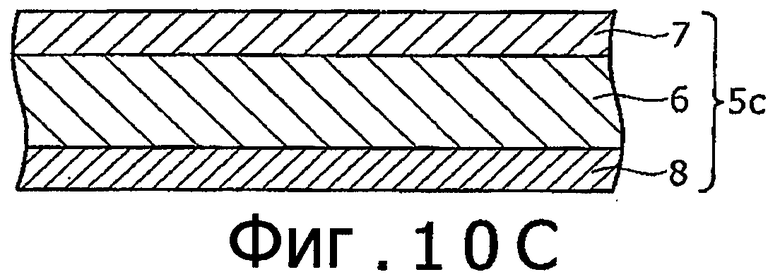
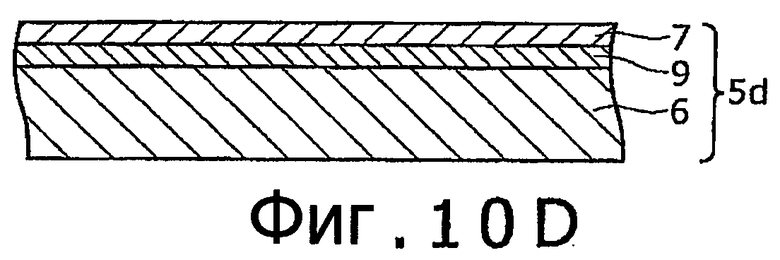
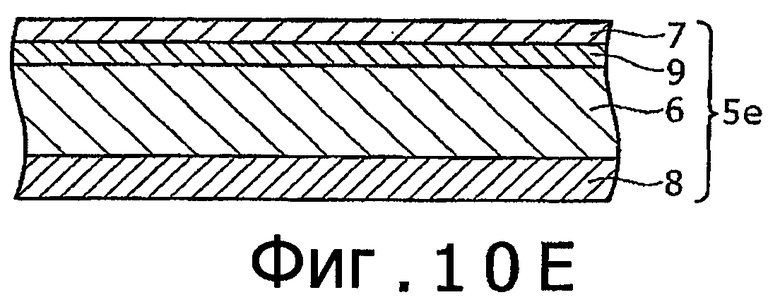

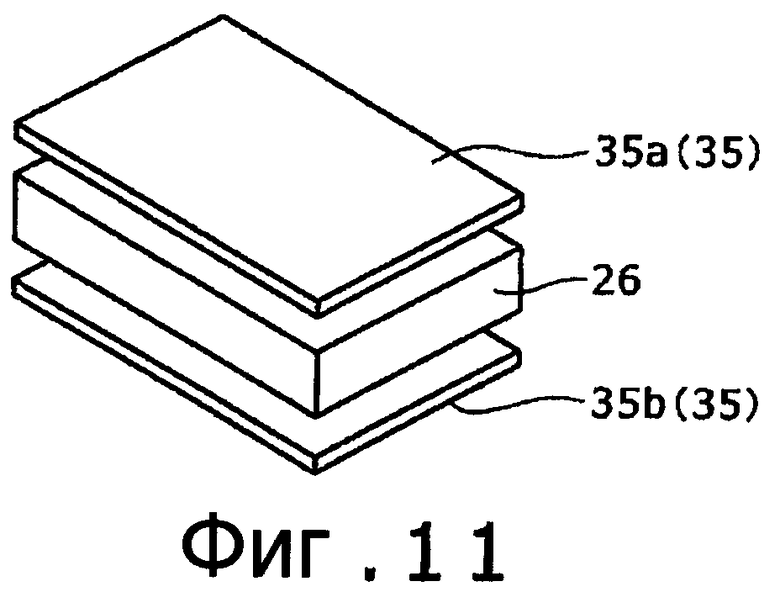
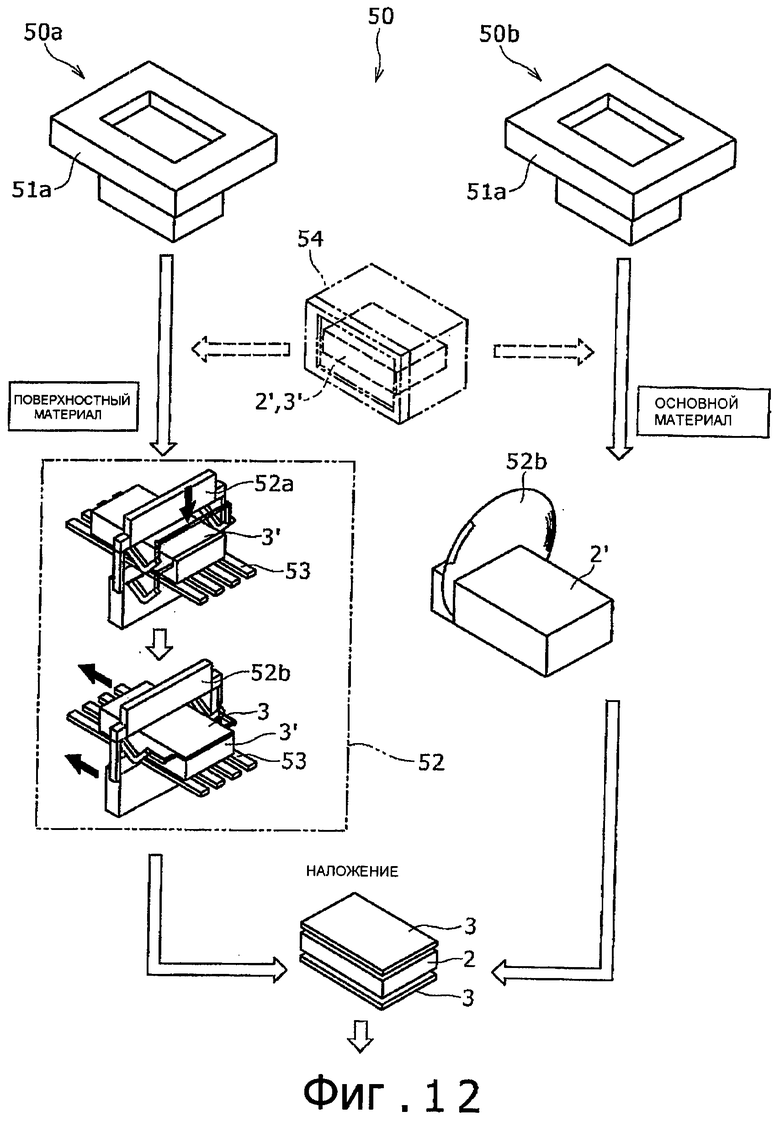
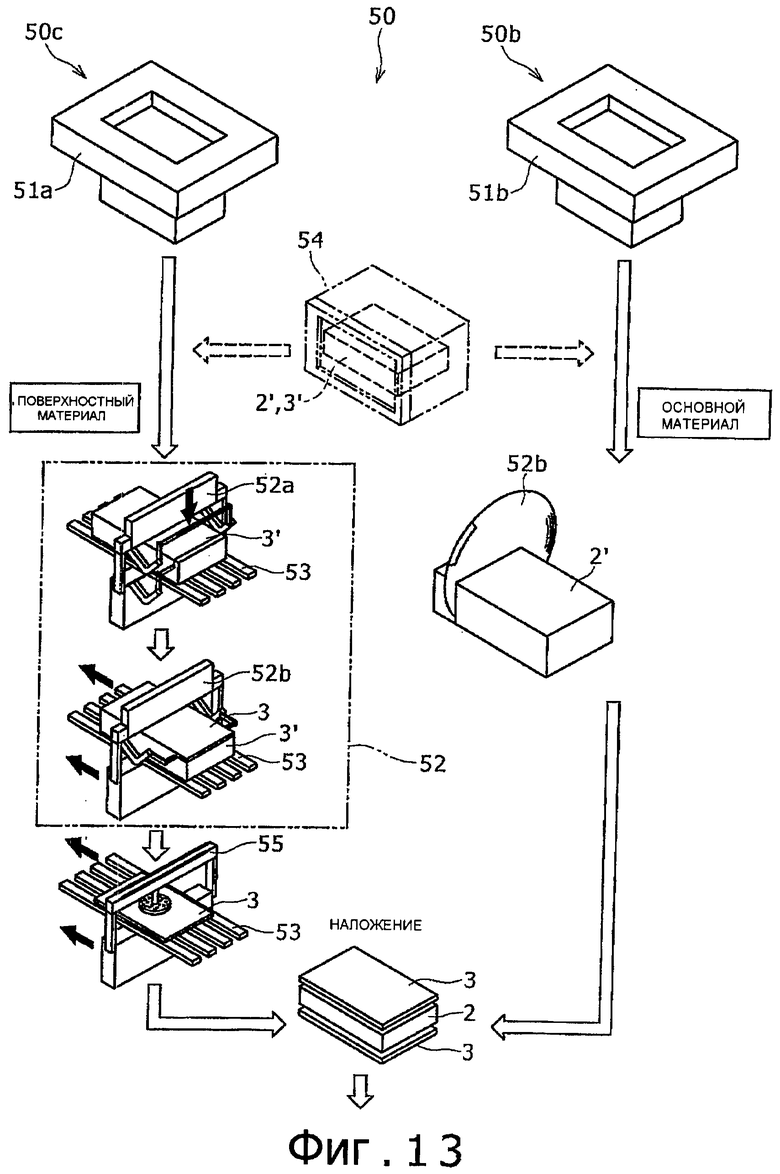
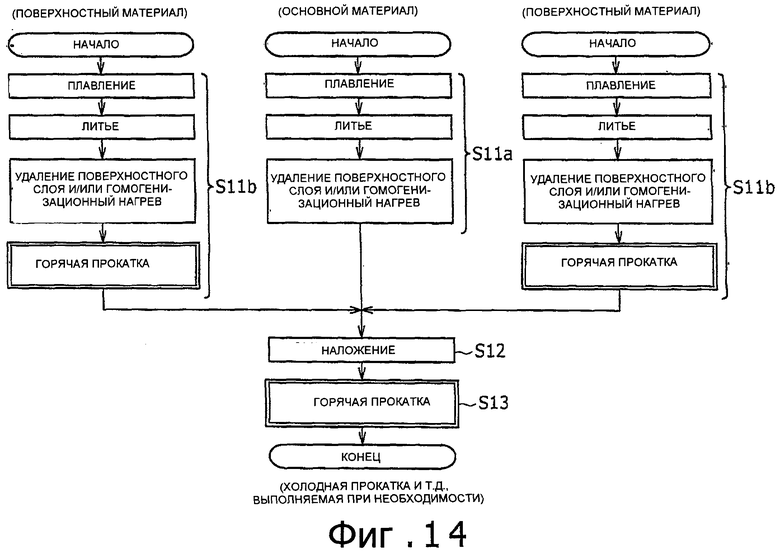
Изобретения могут быть использованы для изготовления плакированного материала, в частности для теплообменников транспортных средств. В соответствии со способом на этапе подготовки основного материала подготавливают слиток для основного материала, изготовленный путем плавления и литья металла. На этапе подготовки поверхностного материала подготавливают слиток для поверхностного материала, изготовленный путем плавления и литья металла, который отличается от основного материала по содержанию компонентов. Слиток для поверхностного материала размещают в заранее определенном положении с одной или обеих сторон слитка для основного материала с получением многослойного материала. Выполняют плакирование путем горячей прокатки. Поверхностный материал может быть получен путем нарезания изготовленного слитка с получением заранее определенной толщины. Поверхностный материал может состоять из множества слоев. Изобретения обеспечивают высокую эффективность производства за счет облегчения контроля за состоянием поверхности и плоскостностью плакированного материала при хорошем сцеплении между слоями плакированного материала. 4 н. и 24 з.п. ф-лы, 14 ил.
1. Способ изготовления плакированного материала, состоящего из основного материала и одного или более слоев поверхностного материала, наложенных с одной или обеих сторон упомянутого основного материала при котором
на этапе подготовки основного материала изготавливают слиток для основного материала путем плавления и литья металла, используемого в качестве основного материала, и на этапе подготовки поверхностного материала изготавливают слиток для поверхностного материала путем плавления и литья металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов;
выполняют наложение путем размещения слитка для поверхностного материала в заранее определенном положении с одной или обеих сторон слитка для основного материала, чтобы изготовить многослойный материал; и
выполняют плакирование путем горячей прокатки, для чего прокатывают многослойный материал с получением плакированного материала.
2. Способ по п.1, в котором на этапе подготовки поверхностного материала, по меньшей мере, один из поверхностных материалов подвергают нарезанию, при котором слиток для поверхностного материала, изготовленный путем плавления и литья, нарезают с получением заранее определенной толщины.
3. Способ по п.2, в котором слиток для поверхностного материала, изготовленный путем плавления и литья, дополнительно подвергают тепловой обработке для гомогенизации перед этапом нарезания.
4. Способ по п.2, в котором на этапе нарезания слиток для поверхностного материала нарезают параллельно установочной поверхности, на которой слиток размещен горизонтально.
5. Способ по п.1, в котором на этапе подготовки основного материала изготовленный слиток для основного материала подвергают удалению поверхностного слоя и/или тепловой обработке для гомогенизации.
6. Способ по п.1, в котором на этапе подготовки поверхностного материала изготовленный поверхностный материал подвергают удалению поверхностного слоя и/или тепловой обработке для гомогенизации.
7. Способ по п.1, в котором, по меньшей мере, один из поверхностных материалов имеет плоскостность не более 1 мм на 1 м в направлении по длине.
8. Способ по п.1, в котором, по меньшей мере, один из поверхностных материалов имеет среднеарифметическое значение (Ra) шероховатости поверхности в диапазоне от 0,05 до 1,0 мкм.
9. Способ по п.1, в котором толщина слитка для основного материала находится в диапазоне от 200 до 700 мм, а толщина поверхностного материала находится в диапазоне от 3 до 200 мм.
10. Способ по п.1, в котором металл, используемый в качестве основного материала, и металл, используемый в качестве поверхностного материала, представляют собой алюминий или алюминиевые сплавы.
11. Способ по п.2, в котором поверхностный материал состоит из множества слоев, по меньшей мере, один из которых изготавливают нарезанием слитка поверхностного материала.
12. Способ по п.2, в котором после этапа нарезания поверхность нарезанного поверхностного материала, имеющего заранее определенную толщину, дополнительно подвергают чистовой обработке.
13. Способ по п.12, в котором чистовую обработку поверхности выполняют при помощи одного или более методов, выбираемых из группы:
резание, шлифование и полирование.
14. Способ по п.1, который дополнительно включает этап холодной прокатки после этапа горячей прокатки.
15. Способ по п.11, в котором при изготовлении плакированного материала, предназначенного для теплообменников, по меньшей мере, один слой поверхностного материала, представляет собой наполнитель, который располагают таким образом, чтобы он находился на внешней поверхности плакированного материала, при этом, по меньшей мере, один слой поверхностного материала изготавливают нарезанием слитка поверхностного материала.
16. Способ по п.11, в котором при изготовлении плакированного материала, предназначенного для теплообменников, поверхностный материал содержит наполнитель и промежуточный материал, размещаемый между основным материалом и наполнителем, причем наполнитель располагают таким образом, чтобы он находился на внешней поверхности плакированного материала, и в котором, по меньшей мере, один из упомянутых слоев поверхностного материала изготавливают нарезанием слитка.
17. Способ по п.11, в котором плакированный материал, предназначенный для теплообменников, состоит из основного материала и поверхностных материалов, наложенных с обеих сторон основного материала, при этом, по меньшей мере, один слой поверхностного материала на одной стороне основного материала представляет собой наполнитель, а, по меньшей мере, один слой поверхностного материала на другой стороне основного материала представляет собой расходуемый материал, причем наполнитель и расходуемый материал располагают таким образом, чтобы они находились на внешней поверхности с каждой стороны основного материала, причем, по меньшей мере, один из упомянутых слоев поверхностного материала изготавливают нарезанием слитка.
18. Способ по п.11, в котором плакированный материал, предназначенный для теплообменников, состоит из основного материала и поверхностных материалов, наложенных с обеих сторон основного материала, при этом поверхностный материал на одной стороне основного материала содержит наполнитель и промежуточный материал, который размещен между основным материалом и наполнителем, а, по меньшей мере, один слой поверхностного материала на другой стороне основного материала представляет собой расходуемый материал, при этом наполнитель и расходуемый материал располагают таким образом, чтобы они находились на внешней поверхности с каждой стороны основного материала, и, по меньшей мере, один из упомянутых слоев поверхностного материала изготавливают нарезанием слитка.
19. Устройство для изготовления поверхностного материала для плакированного материала, изготовленного способом по п.1, содержащее
средство литья, обеспечивающее плавление металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов, и его литье;
средство резания слитков поверхностного материала, отлитых с помощью средства литья, включающее средство нарезания слитка для поверхностного материала с получением заранее определенной толщины;
средство транспортировки слитка поверхностного материала между упомянутыми средствами.
20. Устройство по п.19, в котором средство нарезания слитка для поверхностного материала размещено горизонтально, параллельно установочной поверхности упомянутого слитка.
21. Устройство по п.19, которое дополнительно содержит средство чистовой обработки поверхности поверхностного материала, имеющего заранее определенную толщину, который нарезан при помощи средства резания слитков.
22. Устройство по п.19, которое дополнительно снабжено средством тепловой обработки для гомогенизации слитка для поверхностного материала, отлитого при помощи средства литья.
23. Устройство по п.19, в котором средство резания слитков включает средство отрезания, отрезающее переднюю и заднюю части слитка с получением заранее определенной длины.
24. Поверхностный материал для плакированного материала, состоящего из основного материала и одного или более слоев поверхностного материала, наложенных с одной или обеих сторон упомянутого основного материала, и изготовленного путем подготовки основного материала и поверхностного материала, наложения поверхностного материала в заранее определенном положении с одной или обеих сторон основного материала для получения многослойного материала и плакирования путем горячей прокатки, который
состоит из одного или более слоев;
каждый слой изготовлен из металла, отличающегося от основного материала по содержанию компонентов и
по меньшей мере, один слой имеет литую микроструктуру при наложении этого материала с одной или обеих сторон основного материала.
25. Поверхностный материал по п.24, который изготовлен из алюминиевого сплава серии 1000, серии 3000, серии 4000 или серии 7000, соответствующих стандарту JIS.
26. Поверхностный материал по п.24, в котором, по меньшей мере, один слой имеет литую микроструктуру, а его толщина находится в диапазоне от 10 до 250 мм.
27. Способ изготовления плакированного материала, состоящего из основного материала и двух или более слоев поверхностных материалов, наложенных друг на друга с одной или обеих сторон упомянутого основного материала, при котором
подготавливают основной материал путем изготовления слитка для основного материала плавлением и литьем металла, используемого в качестве основного материала;
подготавливают поверхностный материал путем изготовления слитка для поверхностного материала плавлением и литьем металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов;
подготавливают прокатанную пластину для поверхностного материала путем последующей горячей прокатки слитка для поверхностного материала;
выполняют наложение путем размещения слитка для поверхностного материала и прокатанной пластины для поверхностного материала в заранее определенном положении с одной или обеих сторон слитка для основного материала; и
выполняют плакирование путем горячей прокатки многослойного материала с получением плакированного материала.
28. Способ по п.27, в котором толщина слитка для поверхностного материала и горячекатаной пластины для поверхностного материала находятся в диапазоне от 3 до 200 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТКОЙ СТАЛЬНОГО СЛОИСТОГО МАТЕРИАЛА | 2003 |
|
RU2234385C1 |
| Способ изготовления плакированных листов из алюминиевых сплавов | 1986 |
|
SU1479241A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158641C1 |
| JP 2000263282 A1, 26.09.2000 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

