ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к металлической продолговатой бутылке и к способу ее изготовления, и, в частности, к продолговатой бутылке из алюминия с малой разницей характеристик и к способу ее изготовления.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Емкости для напитков часто изготавливают из листового металла из-за прочной конструкции, малого веса и хорошей теплопроводности листовых металлических материалов. Например, алюминиевые банки получили широкое распространение в индустрии напитков и изготовлены из рулонов листового алюминия, которые разрезают, вытягивают, формируют, обрезают и покрывают для формирования цилиндрических емкостей. Цилиндрические емкости затем наполняют напитком и герметично закрывают одноразовой крышкой.
[0003] В недавнее время листовой металлический материал также использовался для создания алюминиевых емкостей в форме бутылок, имеющих узкое горлышко и открытый конец, который либо содержал резьбу для соединения с крышкой, либо включал обжатый корончатый колпачок. Узкое горлышко и узкая форма алюминиевых бутылок обеспечивают большее удобство для потребителей, держащих бутылку, а также обеспечивают привлекательный внешний вид. Тем не менее, основная часть продолговатой формы и узкое горлышко алюминиевых бутылок требуют повышенной пластической деформации исходного листового алюминиевого материала при формировании бутылки. Повышенная деформация алюминиевого листа приводит к увеличению производственных дефектов и повышенному проценту брака по сравнению с изготовлением алюминиевых банок.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0004] Настоящее изобретение представляет продолговатую бутылку из металла с малой разницей характеристик и способ ее изготовления. Как подробнее описано ниже, бутылка из металла с малой разницей характеристик и способ изготовления приводят к уменьшению процента брака по сравнению с процентом брака при изготовлении алюминиевых бутылок из традиционных материалов для алюминиевых банок и способов их изготовления. Продолговатая бутылка из металла с малой разницей характеристик выполнена из металла с малой разницей характеристик и содержит основную часть продолговатой формы и узкое горлышко. Металл с малой разницей характеристик обладает малой разницей характеристик между состоянием текучести, соответствующим пределу текучести листового металла, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла.
[0005] В конкретном аспекте разница характеристик листового металла равна арифметической разности между пределом текучести и пределом прочности при растяжении. Например, в некоторых вариантах осуществления разность между пределом текучести и пределом прочности при растяжении листового металла с малой разницей характеристик составляет приблизительно 22,4 МПа или 3,25 тысячи фунтов на кв. дюйм. В некоторых вариантах осуществления предел текучести листового металла с малой разницей характеристик составляет приблизительно 200 МПа или 29 тысяч фунтов на кв. дюйм.
[0006] В другом аспекте описан способ изготовления продолговатой бутылки, который включает предоставление куска листового металла, обладающего малой разницей характеристик между состоянием текучести и состоянием при предельном растяжении. Состояние текучести соответствует пределу текучести листового металла и состояние предельной деформации при растяжении соответствует пределу прочности при растяжении листового металла. Куску листового металла придают форму круглой чаши. Круглую чашу вытягивают с образованием цилиндрической емкости, имеющей открытый конец и закрытый конец. Закрытому концу цилиндрической емкости придают форму вогнутой нижней части. Открытый конец цилиндрической емкости сужают с образованием горловины.
[0007] В одном конкретном аспекте способ дополнительно включает обрезку открытого конца для образования ровной кромки перед сужением открытого конца с образованием горловины.
[0008] В другом конкретном аспекте сужение открытого конца цилиндрической емкости с образованием горловины дополнительно включает приложение давления перпендикулярно оси цилиндра центральной емкости возле открытого конца.
[0009] В еще одном конкретном аспекте способ дополнительно включает нанесение слоя краски на внешнюю поверхность продолговатой бутылки. На слой краски дополнительно наносится слой прозрачного уплотнения.
[0010] В одном конкретном аспекте способ дополнительно включает нанесение пленки уплотнения на внутреннюю поверхность продолговатой бутылки.
[0011] В еще одном конкретном аспекте разница характеристик листового металла равна арифметической разности между пределом текучести и пределом прочности при растяжении листового металла. В некоторых вариантах осуществления разница характеристик составляет приблизительно 22,4 МПа или 3,25 тысячи фунтов на кв. дюйм.
[0012] В другом аспекте описана продолговатая бутылка, содержащая основную часть, выполненную из листового металла, при этом листовой металл основной части, выполненной из листового металла, обладает малой разницей характеристик между состоянием текучести, соответствующим пределу текучести листового металла, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла. Основная часть также содержит вогнутую нижнюю часть, имеющую круговой периметр, и цилиндрическую часть, проходящую от кругового периметра нижней части. В некоторых вариантах осуществления цилиндрическая часть имеет равномерный диаметр. Бутылка также содержит горловину, имеющую переменный диаметр, который меньше равномерного диаметра цилиндрической части, для формирования конического профиля. Бутылка также содержит отверстие.
[0013] В некоторых вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении листового металла составляет от приблизительно 21 МПа или 3,05 тысячи фунтов на кв. дюйм до приблизительно 23,1 МПа или 3,35 тысячи фунтов на кв. дюйм.
[0014] В других вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении листового металла составляет от приблизительно 21,4 МПа или 3,1 тысячи фунтов на кв. дюйм до приблизительно 22,8 МПа или 3,3 тысячи фунтов на кв. дюйм.
[0015] В еще одних вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении листового металла составляет приблизительно 22,1 МПа или 3,2 тысячи фунтов на кв. дюйм.
[0016] В других вариантах осуществления предел текучести листового металла составляет от приблизительно 196,5 МПа или 28,5 тысячи фунтов на кв. дюйм до приблизительно 217,2 МПа или 31,5 тысячи фунтов на кв. дюйм.
[0017] В еще одном варианте осуществления предел текучести листового металла составляет от приблизительно 29 тысяч фунтов на кв. дюйм до приблизительно 31 тысячи фунтов на кв. дюйм.
[0018] В другом варианте осуществления предел текучести составляет приблизительно 29,8 тысячи фунтов на кв. дюйм.
[0019] В некоторых вариантах осуществления цилиндрическая часть бутылки имеет длину от приблизительно 114 мм или 4,490 дюйма до приблизительно 162 мм или 6,381 дюйма.
[0020] В других вариантах осуществления цилиндрическая часть имеет длину, составляющую приблизительно 162 мм.
[0021] В еще одних вариантах осуществления бутылка имеет общую длину, составляющую от приблизительно 190 мм до приблизительно 238 мм.
[0022] В еще одном варианте осуществления бутылка имеет общую длину, составляющую приблизительно 238 мм.
[0023] В определенных вариантах осуществления горловина бутылки содержит резьбовую часть.
[0024] В других вариантах осуществления резьбовая часть горловины содержит сложенный фланец.
[0025] В некоторых вариантах осуществления бутылка содержит резьбовую крышку, выполненную с возможностью соединения с резьбовой частью.
[0026] В другом аспекте описан способ изготовления продолговатой бутылки, который включает предоставление листового металла, обладающего малой разницей характеристик между состоянием текучести, соответствующим пределу текучести листового металла, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла. Способ включает придание листовому металлу формы круглой чаши и вытягивание с утонением круглой чаши с образованием цилиндрической емкости, имеющей открытый конец и закрытый конец. Способ также включает придание закрытому концу цилиндрической емкости формы вогнутой нижней части и отрезание открытого конца цилиндрической емкости. Способ также включает придание открытому концу цилиндрической емкости формы горловины.
[0027] В некоторых вариантах осуществления способ включает формирование емкости, имеющей общую длину от приблизительно 127 мм или 5 дюймов до приблизительно 254 мм или 10 дюймов.
[0028] В других вариантах осуществления способ включает формирование емкости, имеющей общую длину, составляющую приблизительно 238 мм.
[0029] В некоторых вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении составляет приблизительно 22,4 МПа или 3,2 тысячи фунтов на кв. дюйм.
[0030] В другом аспекте предоставлен способ изготовления бутылки для напитков, который включает придание листовому металлу формы круглой чаши, при этом листовой металл обладает малой разницей характеристик между состоянием текучести, соответствующим пределу текучести листового металла, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла. Арифметическая разность между пределом текучести и пределом прочности при растяжении листового металла составляет приблизительно 22 МПа или 3,2 тысячи фунтов на кв. дюйм и предел текучести составляет приблизительно 205,5 МПа или 29,8 тысячи фунтов на кв. дюйм. Способ также включает вытягивание с утонением круглой чаши с образованием цилиндрической емкости, имеющей открытый конец и закрытый конец. Способ также включает придание закрытому концу цилиндрической емкости формы вогнутой нижней части и отрезание открытого конца цилиндрической емкости. Способ также включает сужение открытого конца цилиндрической емкости с образованием горловины, и складывание края открытого конца наружу для формирования фланца. В некоторых вариантах осуществления бутылка имеет общую длину, составляющую приблизительно 238 мм.
[0031] В других вариантах осуществления способ включает формирование буртика под углом приблизительно 45 градусов к основной части емкости.
[0032] Другие аспекты, признаки и преимущества станут очевидны из следующего подробного описания в сочетании с прилагаемыми графическими материалами, которые являются частью данного описания и иллюстрируют, путем примера, принципы настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0033] На фиг. 1 показано схематическое изображение варианта осуществления продолговатой бутылки, выполненной из металла с малой разницей характеристик согласно настоящему изобретению.
[0034] На фиг. 2А и фиг. 2В показаны графики, демонстрирующие зависимость между напряжениями и деформацией металла с малой разницей характеристик, используемого для создания продолговатой бутылки, изображенной на фиг. 1.
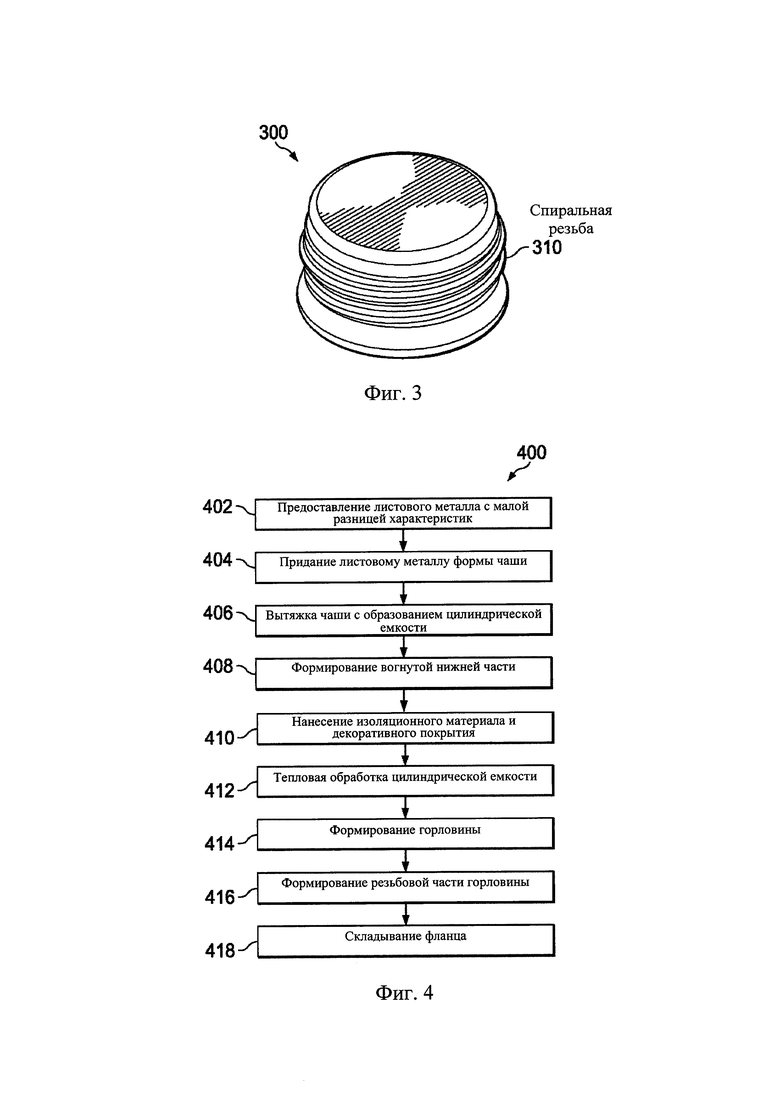
[0035] На фиг. 3 показано схематическое изображение крышки для укупорки продолговатой бутылки по фиг. 1.
[0036] На фиг. 4 показана блок-схема, изображающая вариант осуществления способа изготовления продолговатой бутылки по фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ
[0037] Металлические продолговатые бутылки имеют много преимуществ по сравнению с традиционными емкостями в форме банок (как было вкратце описано в предпосылках). Тем не менее, при изготовлении процент брака продолговатых бутылок может быть выше процента брака традиционных банок из-за более сложной геометрической формы бутылки и большей пластической деформации, необходимой для продолговатой формы и более узкого горлышка бутылки. Например, процент брака при производстве металлических бутылок может варьировать от приблизительно 5% до приблизительно 95% из-за дефектов, таких как чрезмерное расширение металла и разделение накатанной кромки.
[0038] Ранее считалось, что большая разница характеристик между пределом текучести и пределом прочности при растяжении листового алюминия, используемого для формирования алюминиевых емкостей, обеспечит меньший процент брака, обеспечивая больший допустимый интервал для параметров формовки металла. Тем не менее, было обнаружено, что малая разница характеристик, т.е., малая разность между пределом текучести и пределом прочности при растяжении, листового алюминия, такого как алюминий серии 3104, обеспечивает меньший процент брака при высокой производительности. Кроме этого, было обнаружено, что особая тепловая обработка металла, выполняемая после формования, в сочетании с металлом, обладающим малой разницей характеристик, также способствует уменьшению производственных дефектов. Например, в некоторых вариантах осуществления чаша, выполненная из металла, обладающего малой разницей характеристик, подвергается тепловой обработке после покрытия чаши декоративной печатью для высушивания декоративной печати. Затем в чаше формируют горловину и резьбу и отверстие бутылки оснащают накатанной кромкой. В некоторых вариантах осуществления тепловая обработка металла, в сочетании с металлом, обладающим малой разницей характеристик, устраняет существенный объем работ по деформационному упрочнению для обеспечения формирования горловины, резьбы и накатанной кромки при высокой производительности с малым процентом брака.
[0039] В настоящем изобретении предлагается продолговатая бутылка из металла с малой разницей характеристик и способ ее изготовления для снижения процента брака, связанного с производством алюминиевых бутылок. В некоторых вариантах осуществления способ изготовления, описанный в данном документе, также позволяет изготавливать продолговатую бутылку, которая выше алюминиевых бутылок, доступных ранее. В некоторых вариантах осуществления способ изготовления, описанный в данном документе, также обеспечивает меньшую толщину боковых стенок и, таким образом, меньший расход алюминиевого материала, чем было доступно ранее. Кроме этого, описанные процессы и устройства могут использоваться для изготовления бутылок сложной формы, возможность осуществления которых меньше при использовании металлов, не обладающих малой разницей характеристик.
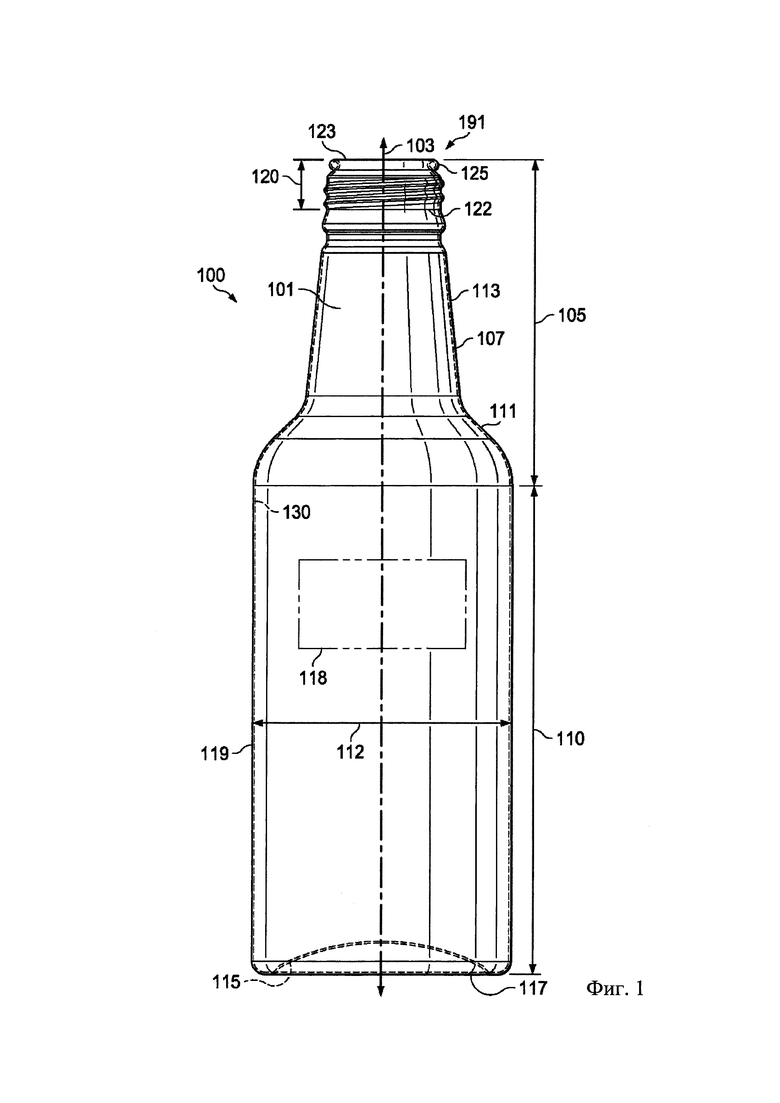
[0040] На фиг. 1 схематически изображена продолговатая бутылка 100, изготовленная из листового металла 101 с малой разницей характеристик. Продолговатая бутылка 100 может производиться серийно из рулонов листового металла 101 с малой разницей характеристик с помощью производственных способов «вытягивания с утонением». В некоторых вариантах осуществления для большей толщины стенок также могут использоваться способы штамповки ударным выдавливанием с заготовками, обладающими подобными физическими свойствами. Листовой металл 101 с малой разницей характеристик представляет собой алюминиевый сплав, подвергнутый тепловой обработке и химической обработке и обладающий малой разницей характеристик (т.е., арифметической разностью) между состоянием текучести, соответствующим пределу текучести листового металла 101, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла 101.
[0041] Продолговатая бутылка 100, изображенная на фиг. 1, является примером бутылки 100, изготовленной из металла, обладающего малой разницей характеристик, и возможны другие геометрические формы, конструкции и варианты. Продолговатая бутылка 100 содержит вогнутую нижнюю часть 115, цилиндрическую часть 110 и горловину 105, содержащую резьбовую часть 120. Нижняя часть 115 содержит круговой периметр 117. Вогнутая форма нижней части 115 обеспечивает структурную опору для жидких напитков, находящихся под давлением и содержащихся в ней. Нижняя часть 115 образована из центральной части листового металла 101 и формирует закрытый конец. Цилиндрическая часть 110 проходит от кругового периметра 117 и имеет равномерный диаметр 112. При изготовлении цилиндрическую часть 110 подвергают вытягиванию с утонением до длины, слегка превышающей высоту бутылки 100. В некоторых вариантах осуществления толщина стенки цилиндрической части 110 составляет от приблизительно 0,213 мм или 0,0084 дюйма до приблизительно 0,239 мм или 0,0094 дюйма. В других вариантах осуществления толщина стенки цилиндрической части 110 составляет приблизительно 0,165 мм или 0,0065 дюйма.
[0042] Горловину 105 формируют возле открытого конца 191 бутылки 100. Горловина 105 имеет переменный диаметр, который меньше равномерного диаметра 112 цилиндрической части 110. Переменный диаметр образует конический профиль 107, который постепенно сужает горловину 105 к отверстию 123. В некоторых вариантах осуществления буртик 111 горловины 105 проходит под углом приблизительно 45 градусов от цилиндрической части 110. В некоторых вариантах осуществления верхняя часть 113 горловины 105 проходит под углом приблизительно 6 градусов от центральной линии 103 бутылки 100. В некоторых вариантах осуществления верхняя часть 113 горловины 105 проходит под углом приблизительно 5,75 градусов от центральной линии 103 бутылки 100.
[0043] Горловина 105 содержит резьбовую часть 120, содержащую один или несколько витков 122 резьбы, находящихся на внешней поверхности резьбовой части 120. Витки 122 резьбы позволяют резьбовой крышке 300 (фиг. 3) закрывать и герметизировать отверстие 123. В некоторых вариантах осуществления резьбовая часть 120 дополнительно содержит сложенный фланец 125, который сложен наружу от отверстия 123 для безопасного контакта, когда напиток потребляют из бутылки 100.
[0044] В некоторых вариантах осуществления на внешнюю поверхность бутылки 100 наносят напечатанные знаки 118. Напечатанные знаки 118 могут быть дополнительно защищены бесцветным или прозрачным покрытием 119, нанесенным на внешнюю поверхность бутылки 100. Внутреннее покрытие 130 может быть нанесено на внутреннюю поверхность продолговатой бутылки 100 для отделения напитка от листового металла 101.
[0045] В некоторых вариантах осуществления цилиндрическая часть 110 бутылки 100 имеет высоту от приблизительно 114 мм или 4,490 дюйма до приблизительно 162 мм или 6,381 дюйма. В некоторых вариантах осуществления цилиндрическая часть 110 имеет высоту от приблизительно 120 мм или 4,7244 дюйма до приблизительно 155 мм или 6,1024 дюйма. В других вариантах осуществления цилиндрическая часть 110 имеет высоту, составляющую приблизительно 162 мм или 6,3779 дюйма. В некоторых вариантах осуществления бутылка 100 имеет общую высоту от приблизительно 190 мм или 7,48 дюйма до приблизительно 238 мм или 9,37 дюйма. В других вариантах осуществления бутылка 100 имеет общую высоту от приблизительно 200 мм или 7,874 дюйма до приблизительно 220 мм или 8,661 дюйма. В других вариантах осуществления бутылка 100 может иметь общую высоту до приблизительно 762 мм или 30 дюймов. Как подробнее описано ниже, бутылки такой высоты ранее было тяжело изготавливать на постоянной основе с высокой производительностью из-за большого процента брака. Например, увеличенный объем работ по холодной обработке металла, связанной с формированием более высокой емкости, приводил к повышению хрупкости металла, что вело к увеличению процента производственных дефектов. Было обнаружено, что использование металла, обладающего малой разницей характеристик, в сочетании с тепловой обработкой, позволяет создавать емкости в форме бутылок при высокой производительности с малым процентом дефектов. Настоящее изобретение позволяет осуществлять унифицированное, характеризующееся низким процентом дефектов, изготовление бутылок 100, имеющих общую высоту, составляющую приблизительно 238 мм (9,37 дюйма) или больше, с высокой производительностью.
[0046] На фиг. 2А и фиг. 2В показаны варианты осуществления примерной зависимости между напряжениями и деформацией листового металла 210 с малой разницей характеристик и листового металла 220, не обладающего малой разницей характеристик. Фиг. 2А и фиг. 2В представлены для наглядности и другие материалы с другими зависимостями между напряжениями и деформацией находятся в пределах объема настоящего изобретения. В частности, как изображено на фиг. 2А, кривая зависимости между напряжениями и деформацией листового металла с малой разницей характеристик обозначена номером 210 и кривая зависимости между напряжениями и деформацией листового металла, не обладающего малой разницей характеристик, обозначена номером 220. Горизонтальная ось на фиг. 2А изображает переменную величину деформации (е) и вертикальная ось изображает переменную величину напряжения (σ). Два разных металла, представленных кривыми 210 и 220, имеют одинаковый модуль упругости (Е), обозначенный номером 215, и одинаковый предел текучести (σу), обозначенный номером 202. Как обозначено кривыми 210 и 220, предел 202 текучести соответствует деформации 222 и (предел текучести, деформация), или (σу, ε1), определено на точке пересечения между зависимостью между напряжениями и деформацией и наклонной прямой линией модуля упругости (Е) 215, проходящей от (ε0,2, 0), где ε0,2=0,002. Предел прочности при растяжении металла 210 с малой разницей характеристик выражен как σuL и обозначен номером 204, и предел прочности при растяжении металла 220, не обладающего малой разницей характеристик, выражен как σuN и обозначен номером 206. В этом примере σuL и σuN соответствуют одной и той же предельной деформации при растяжении εT, обозначенной номером 224. В примере, изображенном на фиг. 2А, σyL=σyN=σy для облегчения сравнения. Фактические величины σyL и σyN могут отличаться. Подобным образом, предельная деформация при растяжении εT также может иметь соответствующие величины для металла 210 с малой разницей характеристик и металла 220, не обладающего малой разницей характеристик. Для одного и того же сплава, σuL и σuN могут варьировать в зависимости от тепловой обработки, изменений элементов сплава, химической обработки или других изменений структуры металлических кристаллов.
[0047] Как показано на фиг. 2А, разность между пределом текучести и пределом прочности при растяжении металла 210 с малой разницей характеристик меньше разности между пределом текучести и пределом прочности при растяжении металла, не обладающего малой разницей характеристик, так что σuL-σyL<σuN-σyN.
В некоторых вариантах осуществления разность (т.е., разница характеристик) между пределом прочности при растяжении σuL и пределом текучести σyL листового металла 210 с малой разницей характеристик значительно меньше разности между пределом прочности при растяжении σuN и пределом текучести σyN листового металла 220, не обладающего малой разницей характеристик. В некоторых вариантах осуществления, например, листовой металл 210 с малой разницей характеристик имеет предел прочности при растяжении, составляющий приблизительно 227,53 МПа или 33 тысячи фунтов на кв. дюйм, и предел текучести, составляющий приблизительно 205,46 МПа или 29,8 тысячи фунтов на кв. дюйм, и обычный листовой металл, не обладающий малой разницей характеристик, имеет предел прочности при растяжении, составляющий приблизительно 268,9-317,2 МПа или 39-46 тысяч фунтов на кв. дюйм, и предел текучести, составляющий приблизительно 241-289,6 МПа или 35-42 тысячи фунтов на кв. дюйм.
[0048] В некоторых вариантах осуществления предел прочности при растяжении листового алюминиевого материала с малой разницей характеристик составляет от приблизительно 213,7 МПа или 31 тысячи фунтов на кв. дюйм до приблизительно 241,3 МПа или 35 тысяч фунтов на кв. дюйм. В некоторых вариантах осуществления предел прочности при растяжении листового алюминиевого материала составляет приблизительно 227,5 МПа или 33 тысячи фунтов на кв. дюйм. В некоторых вариантах осуществления предел текучести листового алюминиевого материала составляет от приблизительно 196,5 МПа или 28,5 тысячи фунтов на кв. дюйм до приблизительно 217,2 МПа или 31,5 тысячи фунтов на кв. дюйм. В других вариантах осуществления предел текучести составляет приблизительно 205,5 МПа или 29,8 тысячи фунтов на кв. дюйм. Было обнаружено, что предел текучести менее приблизительно 193 МПа или 28 тысяч фунтов на кв. дюйм может привести к уменьшению прочности на изгиб бутылки 100. В некоторых вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении металла с малой разницей характеристик составляет от приблизительно 21 МПа или 3,05 тысячи фунтов на кв. дюйм до приблизительно 23,1 МПа или 3,35 тысячи фунтов на кв. дюйм. В других вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении металла с малой разницей характеристик составляет от приблизительно 21,4 МПа или 3,1 тысячи фунтов на кв. дюйм до приблизительно 22,1 МПа или 3,2 тысячи фунтов на кв. дюйм. В некоторых вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении металла с малой разницей характеристик составляет приблизительно 22,4 МПа или 3,25 тысячи фунтов на кв. дюйм. В некоторых вариантах осуществления, например, металл 210 с малой разницей характеристик может иметь предел текучести σу=200 МПа (или 29 тысяч фунтов на кв. дюйм) и растягивающее напряжение σuL=222,4 МПа (или 32,25 тысячи фунтов на кв. дюйм). Следовательно, малая разница характеристик σuL - σY составляет приблизительно 22,4 МПа (или 3,25 тысячи фунтов на кв. дюйм). Как было описано выше, в металле, не обладающем малой разницей характеристик, арифметическая разность между пределом текучести и пределом прочности при растяжении обычно составляет приблизительно 255,1 МПа или 37 тысяч фунтов на кв. дюйм.
[0049] При деформации, достигаемая максимальная пластическая деформация листового металла 210 с малой разницей характеристик выражена как εL и обозначена номером 233, где εT - εL представляет собой упругую деформацию. Подобным образом, максимальная пластическая деформация листового металла 220, не обладающего малой разницей характеристик, выражена как εN и обозначена номером 231, где εT - εN представляет собой упругую деформацию. Поскольку σuN больше, чем σuL, и оба металла 210 и 220 имеют одинаковый модуль упругости Е 215, достигаемая пластическая деформация εL 233 больше, чем εN 231. Следовательно, было обнаружено, что металл 210 с малой разницей характеристик может противостоять большей пластической деформации при высокоскоростном производстве металлических бутылок, чем металл 220, не обладающий малой разницей характеристик. Кроме этого, было обнаружено, что разность между εL 233 и εN 231 в металле с малой разницей характеристик уменьшает процент брака при производстве путем уменьшения разрывов и дефектов в бутылках. В некоторых вариантах осуществления, например, из металла, обладающего малой разницей характеристик и имеющего разницу характеристик, составляющую приблизительно 3,2 тысячи фунтов на кв. дюйм, были изготовлены бутылки 100 со скоростью приблизительно 1200 бутылок в минуту с процентом дефектов, составляющим примерно 3%, по сравнению с процентами дефектов от приблизительно 10% до приблизительно 60% для материала, не обладающего малой разницей характеристик.
[0050] Ранее считалось, что малая разница характеристик между пределом текучести и пределом прочности при растяжении металлических листов, используемых для формирования банок и бутылок, приведет к увеличению процента дефектов и к замедлению производства. В частности, ранее считалось, что большая разница характеристик была необходим для обеспечения большего допустимого интервала для параметров формовки металла. Тем не менее, было обнаружено, что использование листового металла с малой разницей характеристик между пределом текучести и пределом прочности при растяжении хорошо подходит для формирования продолговатых алюминиевых бутылок на высоких скоростях.
[0051] На фиг. 2В показана вторая примерная группа кривых зависимости между напряжениями и деформацией, сравнивающих листовой металл 260 с малой разницей характеристик и листовой металл 270, не обладающий малой разницей характеристик. Подобно фиг. 2А, горизонтальная ось на фиг. 2В изображает переменную величину деформации (ε) и вертикальная ось изображает переменную величину напряжения (σ). Два разных металла 260 и 270 имеют одинаковый модуль упругости Е 215 и одинаковый предел 252 текучести σу. σу 252 соответствует деформации ε1 272, где (ε1, σу) определено на пересечении между зависимостью между напряжениями и деформацией и наклонной прямой линией Е 265, проходящей от (ε0,2, 0), где ε0,2=0,002. Предел прочности при растяжении металла 260 с малой разницей характеристик выражен как σuL 254, и предел прочности при растяжении металла 270, не обладающего малой разницей характеристик, выражен как σuN 256. σuL 254 соответствует предельной деформации при растяжении εuL 275 и σuN 256 соответствует предельной деформации при растяжении εuN 285. В примере, изображенном на фиг. 2В, σyL=σyN=σy, хотя, как было описано выше, эти величины могут отличаться.
[0052] Как описано выше, листовой металл 260 с малой разницей характеристик имеет меньшую разницу характеристик, чем листовой металл 270, не обладающий малой разницей характеристик, или, другими словами, σuL-σyL-σuN-σyN. В примере, изображенном на фиг. 2В, меньшая предельная прочность при растяжении σuL 254 соответствует большей предельной деформации при растяжении εuL 275, чем εuN 285, т.е., εuL>suN. При деформации, достигаемая максимальная пластическая деформация листового металла 260 с малой разницей характеристик выражена как εL 273, где εuL - εL представляет собой упругую деформацию. Подобным образом, максимальная пластическая деформация листового металла 270, не обладающего малой разницей характеристик, выражена как εN 283, где εuN - εN представляет собой упругую деформацию. Поскольку σuN больше, чем σuL, и оба металла 210 и 220 имеют одинаковый модуль упругости Е 215, часть упругой деформации (εuN - εN) больше, чем (εuL - εL). Кроме этого, εL больше, чем εN. Следовательно, было обнаружено, что металл 260 с малой разницей характеристик может выдерживать существенно большую пластическую деформацию, чем металл 270, не обладающий малой разницей характеристик, при высокой производительности. Также было обнаружено, что разность между εL 273 и εN 283 может способствовать снижению процента брака в ходе производства путем предоставления более высокой величины деформации εL для пластической деформации. Было обнаружено, что большая разница характеристик не является необходимой, поскольку предварительно сформированную емкость можно систематически изготавливать без производственных дефектов. Фактически, было обнаружено, что большая разница характеристик повышает процент производственных дефектов, связанных с формированием горлышка и резьбы.
[0053] На фиг. 3 показано схематическое изображение крышки 300 для укупорки продолговатой бутылки 100 по фиг. 1. Крышка 300 содержит спиральную резьбу 310, соответствующую спиральной резьбе 122 бутылки 100. Спиральная резьба 310 может входить в зацепление с резьбовой частью 120 для герметизации продолговатой бутылки 100. В некоторых вариантах реализации крышка 300 может быть изготовлена из металла, пластмассы или других подходящих материалов. Крышка 300 также может содержать компонент, указывающий на то, что крышку 300 уже открывали, такой как отрывная полоска на нижнем крае крышки 300.
[0054] На фиг. 4 показана блок-схема 400 способа изготовления продолговатой бутылки 100 по фиг. 1. На этапе 402 предоставляют листовой металл с малой разницей характеристик для изготовления продолговатой бутылки 100. Листовой металл с малой разницей характеристик обладает малой разницей характеристик между состоянием текучести, соответствующим пределу текучести листового металла, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла. В некоторых вариантах осуществления малая разница характеристик листового металла равна арифметической разности между пределом текучести и пределом прочности при растяжении. Например, в некоторых вариантах осуществления арифметическая разность между пределом текучести и пределом прочности при растяжении металла с малой разницей характеристик составляет приблизительно 22,4 МПа или 3,25 тысячи фунтов на кв. дюйм.
[0055] На этапе 404 листовому металлу придают форму чаши. Чашу затем вытягивают с образованием цилиндрической емкости на этапе 406. Цилиндрическая емкость имеет открытый конец и закрытый конец. На этапе 408 вогнутую нижнюю часть формируют на закрытом конце цилиндрической емкости. В некоторых вариантах осуществления открытый конец обрезают для образования ровной кромки перед сужением открытого конца в горловину. На этапе 410 на чашу наносят декоративное покрытие и изоляционный материал. В некоторых вариантах осуществления слой краски наносят на внешнюю поверхность продолговатой бутылки 100 и слой прозрачного изоляционного материала 119 может быть дополнительно нанесен на слой краски. Пленка изоляционного материала 130 может быть нанесена на внутреннюю поверхность продолговатой бутылки 100 для отделения напитка от листового металла. На этапе 412 цилиндрическая емкость может быть подвергнута тепловой обработке для удаления некоторых или всех следов деформационного упрочнения, образованных на предыдущих этапах, и для высушивания декоративного покрытия или изоляционного материала, нанесенного на чашу. На этапе 4114 формируют горловину возле отверстия 123 цилиндрической емкости 100. Горловина 105 может быть сформирована с помощью операции обжатия и может иметь переменный диаметр, образующий сужающийся конический профиль 107.
[0056] На этапе 416 резьбовую часть 120 формируют на горловине 105 путем деформирования или выполнения углублений на части горловины 105 для формирования одного или нескольких витков 122 резьбы. Витки 122 резьбы находятся на внешней поверхности продолговатой бутылки 100. На этапе 418 фланец 125 на краю отверстия 123 складывают наружу для образования закругленного ободка.
[0057] В некоторых вариантах осуществления, заданные значения температуры и длительность цикла на протяжении этапа 412 подобраны таким образом, чтобы обеспечивать отверждение любого декоративного покрытия, нанесенного на бутылку, и обеспечивать тепловое восстановление металла. Например, покрытая бутылка 100 может проходить через моечно-сушильную установку, конвейерную печь со штифтами и печь для отверждения. В некоторых вариантах осуществления покрытая бутылка 100 может перемещаться со скоростью приблизительно 5-17 футов/мин через моечно-сушильную установку при температуре приблизительно 275-500°F. Затем покрытая бутылка 100 может перемещаться со скоростью приблизительно 200-1500 банок/мин через конвейерную печь со штифтами при температуре приблизительно 390-500 F. И наконец, покрытая бутылка 100 может перемещаться через печь для отверждения с максимальной скоростью приблизительно 12-22 фута/мин. Внутри печи температура может составлять приблизительно 290-340°F в первой зоне, 410-500°F во второй зоне и 400-500°F в третьей зоне.
[0058] В другом варианте осуществления покрытая бутылка 100 может перемещаться со скоростью приблизительно 6-14 футов/мин через моечно-сушильную установку при температуре приблизительно 280-350°F. Затем покрытая бутылка 100 может перемещаться со скоростью приблизительно 400-1300 банок/мин через конвейерную печь со штифтами при температуре приблизительно 425-485°F. И наконец, покрытая бутылка 100 может перемещаться через печь для отверждения с максимальной скоростью приблизительно 14-20 футов/мин. Внутри печи температура может составлять приблизительно 300-330°F в первой зоне, приблизительно 450-490°F во второй зоне и приблизительно 440-490°F в третьей зоне.
[0059] В некоторых вариантах осуществления покрытая бутылка 100 может перемещаться со скоростью приблизительно 7-12 футов/мин через моечно-сушильную установку при температуре приблизительно 300-320°F. Затем покрытая бутылка 100 может перемещаться со скоростью приблизительно 600-1200 банок/мин через конвейерную печь со штифтами при температуре приблизительно 460-470°F. И наконец, покрытая бутылка 100 может перемещаться через печь для отверждения с максимальной скоростью приблизительно 16-18 футов/мин. Внутри печи температура может составлять приблизительно 310-320°F в первой зоне, приблизительно 465-475°F во второй зоне и приблизительно 460-470°F в третьей зоне. Было обнаружено, что в некоторых вариантах осуществления вышеприведенные температуры и скорости перемещения восстанавливают по меньшей мере некоторую часть деформационного упрочнения материала для того, чтобы позволить металлу, обладающему малой разницей характеристик, принимать форму бутылки с частью в форме горловины, как описано выше.
[0060] В вышеприведенном описании конкретных вариантов осуществления конкретная терминология была выбрана для ясности. Тем не менее, предполагается, что настоящее изобретение не ограничивается выбранными конкретными терминами, и следует понимать, что каждый конкретный термин включает другие технические эквиваленты, функционирующие подобным образом для достижения подобной технической цели. В настоящем техническом описании слово «содержащий» необходимо понимать в его «открытом» значении, то есть в значении «включающий», и таким образом, не ограниченным его «закрытым» значением, то есть значением «состоящий только из». Соответствующее значение должно быть присвоено соответствующим словам «содержать», «содержал» и «содержит» там, где они встречаются.
[0061] Кроме этого, выше описаны некоторые варианты осуществления изобретения и в них могут быть внесены замены, модификации, дополнения и/или изменения в пределах объема и идеи описанных вариантов осуществления, при этом данные варианты осуществления предоставлены для наглядности, но не ограничения.
[0062] Кроме этого, настоящее изобретение не должно ограничиваться изображенными вариантами применения, а напротив, должно охватывать различные модификации и эквивалентные конструкции, находящиеся в пределах объема и идеи настоящего изобретения. Также, различные варианты осуществления, описанные выше, могут быть реализованы в сочетании с другими вариантами осуществления, например, аспекты одного варианта осуществления могут сочетаться с аспектами другого варианта осуществления для реализации других вариантов осуществления. Дополнительно, каждый независимый признак или компонент любого данного узла может представлять собой дополнительный вариант осуществления.

Описаны продолговатая бутылка из металла с малой разницей характеристик и способ ее изготовления для снижения процента брака, связанного с производством металлических бутылок при высоких скоростях. Продолговатая бутылка содержит основную часть, выполненную из листового металла. Листовой металл обладает малой разницей характеристик между состоянием текучести, соответствующим пределу текучести листового металла, и состоянием при предельном растяжении, соответствующим пределу прочности при растяжении листового металла. Основная часть дополнительно содержит вогнутую нижнюю часть, имеющую круговой периметр. Цилиндрическая часть проходит от кругового периметра нижней части и имеет равномерный диаметр. Горловина проходит от цилиндрической части и имеет конический профиль. Горловина может содержать резьбовую часть, содержащую витки резьбы, находящиеся на внешней поверхности горловины или область для обжатия корончатого колпачка. 3 н. и 10 з.п. ф-лы, 5 ил.
1. Продолговатая бутылка, содержащая:
основную часть, выполненную из листового металла, при этом листовой металл
обладает малой разницей характеристик между состоянием текучести, соответствующим
пределу текучести листового металла, и состоянием при предельном растяжении,
соответствующим пределу прочности при растяжении листового металла, при этом
арифметическая разность между пределом текучести и пределом прочности при
растяжении листового металла составляет от приблизительно 21 МПа или 3,05 тысяч
фунтов на кв. дюйм до приблизительно 23,1 МПа или 3,35 тысяч фунтов на кв. дюйм,
при этом основная часть дополнительно содержит:
вогнутую нижнюю часть, имеющую круговой периметр;
цилиндрическую часть, проходящую от кругового периметра нижней части, при
этом цилиндрическая часть имеет равномерный диаметр;
горловину, имеющую переменный диаметр, который меньше равномерного
диаметра цилиндрической части, при этом переменный диаметр формирует конический
профиль; и
отверстие.
2. Бутылка по п. 1, отличающаяся тем, что предел текучести листового
металла составляет от приблизительно 196,5 МПа или 28,5 тысяч фунтов на кв. дюйм до
приблизительно 217,2 МПа или 31,5 тысяч фунтов на кв. дюйм.
3. Бутылка по п. 1, отличающаяся тем, что цилиндрическая часть имеет длину
от приблизительно 114 мм или 4,490 дюймов до приблизительно 162 мм или 6,381 дюйма.
4. Бутылка по п. 3, отличающаяся тем, что цилиндрическая часть имеет длину,
составляющую приблизительно 162 мм.
5. Бутылка по п. 1, отличающаяся тем, что бутылка имеет общую длину,
составляющую от приблизительно 190 мм до приблизительно 238 мм.
6. Бутылка по п. 1, отличающаяся тем, что горловина содержит резьбовую
часть.
7. Бутылка по п. 6, отличающаяся тем, что резьбовая часть дополнительно
содержит сложенный фланец.
8. Бутылка по п. 6, отличающаяся тем, что дополнительно содержит
резьбовую крышку, выполненную с возможностью соединения с резьбовой частью.
9. Способ изготовления продолговатой бутылки, включающий:
предоставление листового металла, обладающего малой разницей характеристик
между состоянием текучести, соответствующим пределу текучести листового металла, и
состоянием при предельном растяжении, соответствующим пределу прочности при
растяжении листового металла, при этом арифметическая разность между пределом
текучести и пределом прочности при растяжении листового металла составляет от
приблизительно 21 МПа или 3,05 тысяч фунтов на кв. дюйм до приблизительно 23,1 МПа
или 3,35 тысяч фунтов на кв. дюйм;
придание листовому металлу формы круглой чаши;
вытяжку с утонением круглой чаши с образованием цилиндрической емкости,
имеющей открытый конец и закрытый конец;
придание закрытому концу цилиндрической емкости формы вогнутой нижней
части;
отрезание открытого конца цилиндрической емкости; и
придание открытому концу цилиндрической емкости формы горловины.
10. Способ по п. 9, отличающийся тем, что бутылка имеет общую длину,
составляющую от приблизительно 190 мм до приблизительно 238 мм.
11. Способ по п. 9, отличающийся тем, что арифметическая разность между
пределом текучести и пределом прочности при растяжении листового металла составляет
приблизительно 3,2 тысячи фунтов на кв. дюйм.
12. Способ изготовления бутылки для напитков, включающий:
придание листовому металлу формы круглой чаши, при этом листовой металл
обладает малой разницей характеристик между пределом текучести листового металла и
пределом прочности при растяжении листового металла, причем арифметическая
разность между пределом текучести и пределом прочности при растяжении листового
металла составляет приблизительно 22,4 МПа и причем предел текучести составляет
приблизительно 200 МПа;
вытяжку с утонением круглой чаши с образованием цилиндрической емкости,
имеющей открытый конец и закрытый конец;
придание закрытому концу цилиндрической емкости формы вогнутой нижней
части;
отрезание открытого конца цилиндрической емкости;
сужение открытого конца цилиндрической емкости с образованием горловины; и
складывание края открытого конца наружу для формирования фланца;
при этом бутылка имеет общую длину, составляющую приблизительно 238 мм.
13. Способ по п. 12, отличающийся тем, что дополнительно включает
формирование буртика под углом приблизительно 45 градусов к основной части емкости.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| ОБТЕКАТЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2112685C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| EP 1914024 A1, 23.04.2008 | |||
| Срывной клапан | 1937 |
|
SU53240A1 |
| Движитель для летательных аппаратов | 1926 |
|
SU8857A1 |

