1
Изобретение относится к листовой штамповке.
Известен штамп для вытяжки, содержащий верхнюю и нижнюю плиты, пу- г ансон, матрицу, прижим с равномерно расположенньоми по окружности радиальными пазами, в которых установлены с возможностью радиального смещения ползуны, а также привод перемещения .« ползунов. Привод ползунов выполнен в виде клиньев, жестко смонтированных на нижней плите в проходящих через . отверстия ползунов 1 .
Недостатком этого штампа является то, что ползуны штампа имеют скорость радиального перемещения, не соответствующую скорости перемещения края заготовки при вытяжке. В начальный момент вытяжки край заготовки пере- 20 мещается значительно медленнее, чем в конце вытяжки. Наклонная прамолинейная поверхность клиньев и отверстия ползунов обуславливают постоянство скорости радиального перемеще- 25 ния ползунов. Это приводит к тому, что при вытяжке, подпор края заготовки осуществляется или в начале И.ЛИ в конце операции, что снижает качество готового изделия.30
Цель изобретения - повышение качества готового изделия за счет создания равномерного торцового подпора заготовки.
С этой целью ползуны предложенного штампа подпружинены в радиальном направлении, а привод их перемещения выполнен в виде неподвижно закрепленного на нижней плите кольца, охватывающего прижим и несущего подпружиненные в радиальном направлении толкатели, каждый из которых взаимодействует с боковой поверхностью соответ ствующего ползуна, при этом боковая поверхность каждого ползуна выполнена профилированной, профиль которой рассчитывается по формуле
д.
л. Ik
Х гг Mf«bi ia-T e sp;: r M6
UV)
где ЛХ - длина пути перемещения ползунов штс1мпа в одном из интервалов процесса вытяжки , П - количество интервалов, на которые условно делится процесс вытяжки;
начальный радиус заготовки;
радиус матрицы вытяжки; показатель степени определяемый в зависимости от коэффициента анизотропии материала заготовки в направлении совпадающем с направлением перемещений ползуна штампа по зависимости
сИч - безразмерная величина,
характеризующая способность материала заготовки к фестонообразованию и равная
ЕГ-Щ.
- зазор между матрицей и
пуансоном - начальная толщина материала
, заготовки) - показатель степени в направлении образования впадин при
вытяжке анизотропного материала, - показатель степени в направлении образования фестонов. Выполнение профилированной поверхности ползунов по приведенной формул позволяет им радиально перемещаться по закону, близкому к закону перемещения края заготовки, а установка толкателей упирающихся в упругие подушки с одной стороны в профилированную поверхность ползунов, с другой позволяет обеспечивать подпор края заготовки, избегая необходимости коррекции профилированной поверхности ползунов в случае изменения анизотропии механических свойств материала .
Ползуны штампа целесообразнее всего устанавливать в направлениях, совпадающих с направлением образования впадин при вытяжке анизотропного материала. Обычно при вытяжке образуются четыре впадины. Тогда в математическом выражении 01-2 1, а f f .
В случае необходимости дальнейшей интенсификации процесса вытяжки, количество ползунов следует увеличить и установить их в направлении образования фестонов. Тогда в приведенной зависимости построения профиля поверхности ползунов
, ф иЛг 1При вытяжке без утонения для определения профиля поверхности ползунов с достаточной для практики точностью можно принять в математиSiческой зависимости -gj, i.
При комбинированной вытяжке (одновременном уменьшении диаметргч и толщины заготовки) отнои1ение |i следует учитывать, чтобы nocTix iiTb профиль поверхности ползунов, отвечающих закону радиального перемещения края заготовки.
В случае, если материал заготовки изотропен или его плоскостная анизотропия мала, фестоны не образуются и профилированная поверхность всех ползунов штампа будет одинакова, так как показатели степени f для всех направлений равны. В частном случае для изотропного материала зависимость имеет вид
ilk
ЛХ
s
1
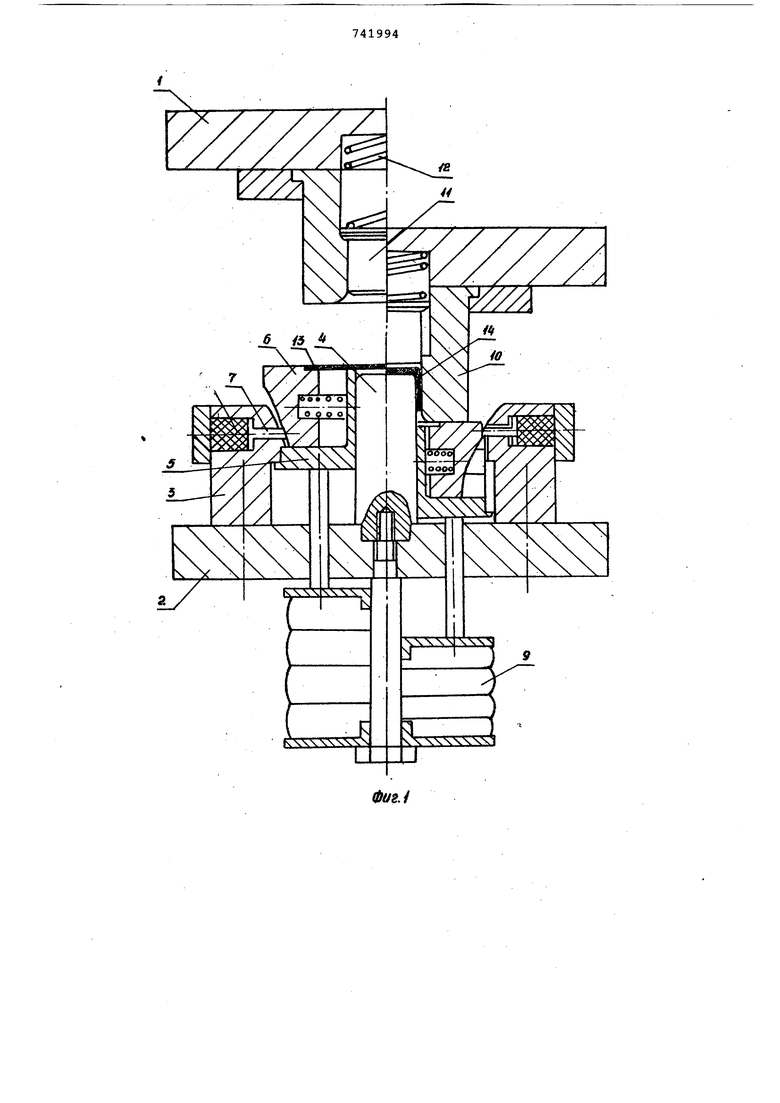
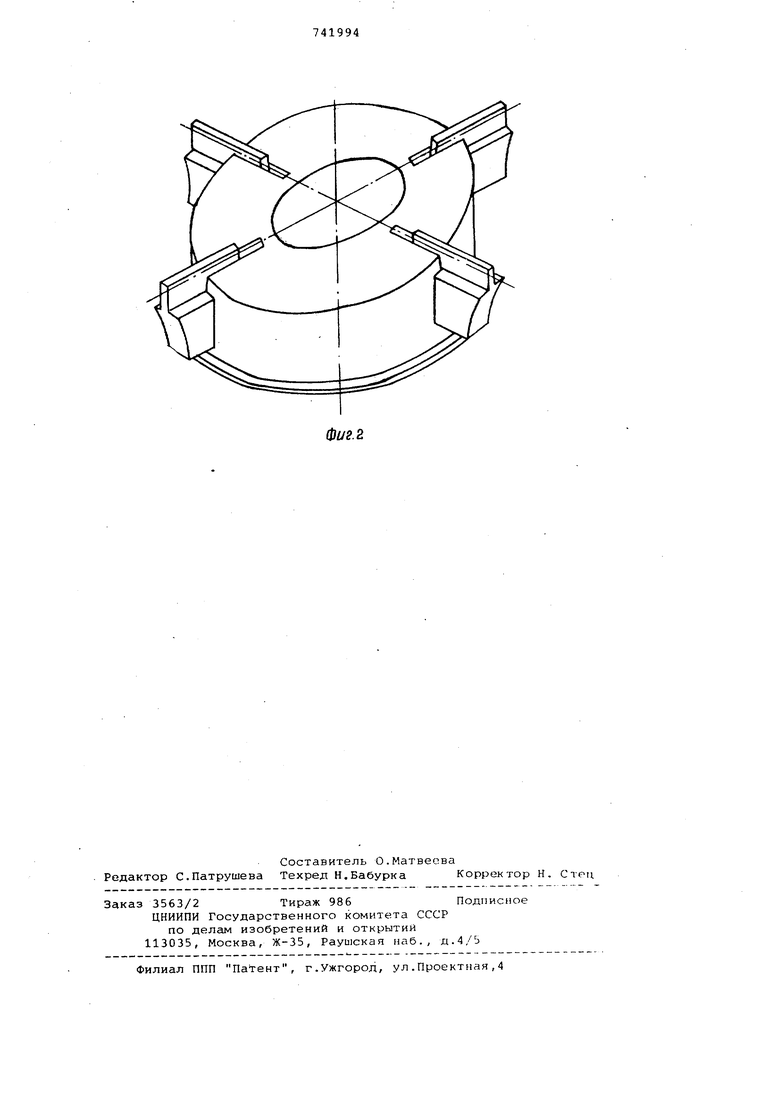
На фиг. изображена схема штампа для вытяжки; на фиг.2 - прижим-съемник с ползунами.
Штамп имеет верхнюю 1 и нижнюю 2 плиты, кольцо 3, закрепленное на нижней плите 1, пуансон вытяжки 4, по которому перемещается прижимсъемник 5, имеющий пазы, равномерно расположенные по окружности, в которые установлены подпружиненные ползуны 6,упирающиеся своей профилированной поверхностью в толкатели 7,смонтированные в кольце З.В кольцо 3 помещены упругие подушки 8, подпружинивающие толкатели 7, прижим-съемник 5 связан с буфером штампа 9. Матрица вытяжки 10 крепится к
0 верхней плите 1, внутри матрицы
установлен выталкиватель 11 с упругим элементом 12.
Штамп работает следующим образом. При опускании верхней плиты
5 матрица 10 упирается в заготовку 13, установленную на ползунах 6. Под действием усилия ползуны,6 опускаются вниз, скользя своей профилированной поверхностью по толкателям 7 и
Q радиально перемещаясь по пазам
прижима-съемника 5, осуществляя непрерывный подпор края заготовки 13 в процессе вытяжки. Толкатели 7 могут перемещаться в кольце 3, сжимая или разжимая упругую подушку 8.
После вытяжки деталь 14 снимается с пуансона 4 прижимом-съемником 5, перемещающимся вверх под действием буфера штс1мпа 9. Подпружиненные ползуны 6 устанавливаются в исходное
0 положение. С помощью выталкивателя 11 и упругого элемента 12 деталь 14 удаляется из матрицы 10.
Предлагаемая конструкция штампа может применять.ся при вытяжке без
5 утонения и комбинированной вытяжке.
В случае не обходимости замены ползуEIOB на другие, их легко удалить и вставить новые,что значительно облегчает настройку штампа . Конструкция штампа позволяет совместить операции вырубки и вытяжки, если закрепить матрицу вырубки на кольце 3 Ожидаемые коэффициенты вытяжки 0,350,3, что позволяет сократить количество вытяжных операций примерно в 2 раза.
Формула изобретения
Штамп для вытяжки, содержащий верхнюю и нижнюю плиты, пуансон, матрицу, прижим с равномерно расположенными по окружности радиальными пазами, в которых установлены с возможностью радиального смещения ползуны, а также привод перемещения ползунов, отличающийся тем, что, с целью повышения качества готового изделия за счет создания равномерного торцового подпора заготовки, ползуны подпружинены в радиальном направлении, а привод их перемещения выполнен в виде неподвижно закрепленного на нижней плите кольца, охватывающего прижи м и несущего подпружиненные в радиальном направлении толкатели, каждый из которых взаимодействует с боковой поверхнос.тью соответствующего ползуна, при этом боковая поверхность каждого ползуна выполнена профилированной, профиль которой рассчитывается по формуле
ДЧ
Л.Х
Si Ядлд. SifR|ui2 V .l SoU -aMvl ЧR,, перемещение ползунов штампа в одном из интервалов процесса вытяжки,
h количество интервалов, на которые условно делится процесс вытяжки
пtiH.
RT, - начальный радиус заготовки,
радиус матрицы вытяжки; ot - безразмерная величина,
характеризующая способ-, ность материала заготовки к фестонообразованию и равная
(
20
и{ - показатели степени, соот ветственно, в направлении образования впадин и фестонов, величина которых зависит от коэффициента, анизотропии - в соответствующем направлении и находится по зависимости
S - зазор между матрицей и
пуансоном;
SQ - начальная толщина материала заготовки. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 313587, кл.В 21 D 22/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки полых изделий | 1983 |
|
SU1139537A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1017409A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| ТОРЦЕВАЯ КРЫШКА КОНТЕЙНЕРА (ВАРИАНТЫ) И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 1994 |
|
RU2121456C1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |