Область техники
[0001] Настоящее изобретение относится к производству столовых приборов. Оно относится к способу производства столовых приборов и к вырубному инструменту, используемому в производстве столовых приборов.
Уровень техники
[0002] Сегодня столовые приборы обычно изготавливают несколькими этапами, включающими вырубку, снятие заусенцев и шлифование. Этапы снятия заусенцев и шлифования зачастую выполняют неоднократно между другими этапами. Каждое изделие столовых приборов часто создается путем вырубки листового металла из нержавеющей стали.
[0003] На этапе вырубки первая часть реза заготовки столовых приборов будет относительно точной, тогда как следующая часть будет относительно неровной. Это представляет собой известное явление и обусловлено тем, что в процессе резания первая часть практически будет представлять собой процесс резания, тогда как вторая часть будет процессом отрывания. Неровная поверхность, полученная процессом отрывания, должна быть подвергнута достаточно тщательной шлифовке. Обычно между вырубным инструментом и конечным размером изделия столовых приборов имеется зазор между 10-15%. Таким образом, снятие заусенцев необходимо для получения готовых столовых приборов. Обычно для столовых приборов используется нержавеющая сталь. В течение каждого этапа снятия заусенцев и шлифования материал нагревается. Такой нагрев может влиять на материал, в том смысле, что из нержавеющей стали выделяется хром. Это уменьшит защиту готовых столовых приборов от коррозии.
Раскрытие сущности изобретения
[0004] Ввиду вышеизложенного существует потребность в способе производства столовых приборов, который снижает риск образования коррозии на столовых приборах при нормальном использовании. Кроме того, необходим способ производства столовых приборов, который более точен, чем способ, используемый сегодня, и который подходит для промышленного производства столовых приборов при высокой скорости, тем самым подходит для массового производства столовых приборов.
[0005] В способе настоящего изобретения могут быть использованы такие же пресса, как используются сегодня для вырубки столовых приборов. Средство, в котором выполняют вырубку, можно назвать гибридным инструментом для чистовой вырубки. В вырубном инструменте направляющий элемент использован для стабилизации перемещения в инструменте. Таким образом, зазор между вырубным инструментом и конечным размером изделия столовых приборов может быть уменьшен от 0,1 до 2,0%, предпочтительно от 0,2 до 1,5% и более предпочтительно примерно до 0,5%. Способ настоящего изобретения может быть использован без наковальни. В способе настоящего изобретения материала используется меньше, чем в известных способах чистовой вырубки, поскольку в известных способах чистовой вырубки для удерживающего средства потребуется больше материала для удерживания. Путем удерживания листового металла, из которого выполняют столовые приборы, в течение фактической вырубки, вырезка будет полностью представлять собой процесс резания с небольшим отрыванием или без него. Таким образом, устраняется проблема в части вырезания, являющегося процессом отрывания. Необходимо удерживать листовой металл зафиксированным в матрице в течение вырубки. Специалисту в данной области техники понятно, что для удерживания листового металла могут быть использованы различные средства. В варианте реализации, показанном на прилагаемых чертежах, листовой металл удерживается в матрице посредством подпружиненного держателя.
[0006] На первом этапе настоящего изобретения изделие столовых приборов или заготовка столовых приборов может быть вырублена из предварительно полированного материала. В некоторых вариантах реализации контур заготовки столовых приборов вырублен за один ход вырубки. В других вариантах реализации контур заготовки столовых приборов вырублен по меньшей мере за два или более хода вырубки. В каждом таком ходе вырубки вырублена часть контура заготовки столовых приборов. На необязательном втором этапе на кромках формируют радиус для предотвращения острых краев и заусенцев. Таким образом, этапы шлифования и/или полировки сведены к минимуму. На втором этапе заготовка столовых приборов вдавливается в инструмент, имеющий закругленные поверхности, для формирования радиусов кромок изделия столовых приборов. На необязательном третьем этапе изделию столовых приборов придают трехмерную форму. Этапы, следующие за третьим этапом, могут включать конечную полировку, чистку, контроль качества и упаковку.
[0007] Способом настоящего изобретения изделие столовых приборов производится с использованием меньшего количества этапов, чем в традиционном способе изготовления столовых приборов. Меньшее количество этапов означает меньшее время для производства каждого изделия столовых приборов, а меньшее время будет снижать затраты. Меньшее количество этапов также означает лучшее качество, поскольку можно не применять шлифование и применять меньше полировки, таким образом, меньше хрома выводится из нержавеющей стали. По сравнению с традиционным производством столовых приборов, количество этапов в способе настоящей заявки равно примерно половине количества этапов традиционного производства столовых приборов. Способ согласно настоящему изобретению может быть способом производства столовых приборов, не содержащим шлифования.
[0008] В одном варианте реализации сквозные отверстия и/или выемки пробиты в столовых приборах до вырубки контура столовых приборов. Преимущество этого варианта реализации состоит в том, что сквозные отверстия и/или выемки могут быть расположены в столовых приборах в качестве неотъемлемой части процесса вырубки. Сквозные отверстия, например, могут быть использованы для обеспечения возможности хранения столовых приборов путем подвешивания. Сквозные отверстия также могут быть использованы для других целей, таких как этап перфорирования, для улучшения готовых столовых приборов. Выемки, например, могут быть предназначены для создания зубцов вилки.
[0009] Дальнейшие объекты и преимущества настоящего изобретения станут очевидными для специалиста в данной области техники по прочтении приведенного ниже подробного описания вариантов реализации настоящего изобретения.
Краткое описание чертежей
[0010] Настоящее изобретение дополнительно будет описано ниже посредством примера и со ссылкой на прилагаемые чертежи, на которых изображены:
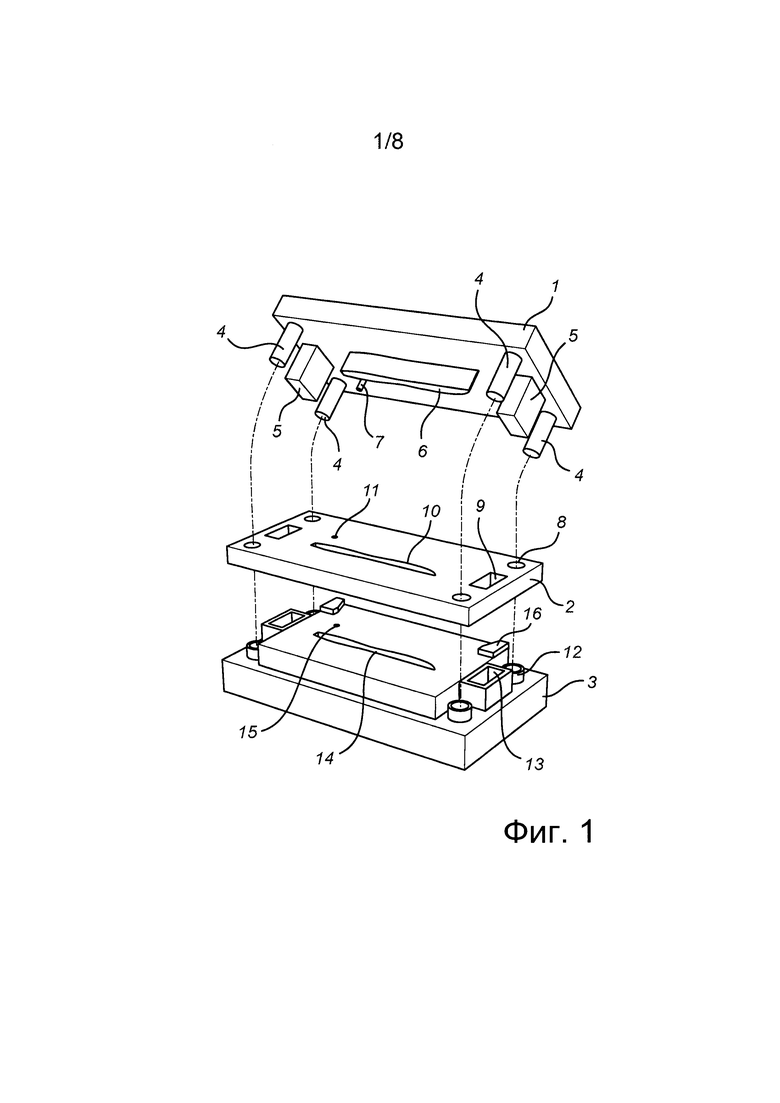
на фиг. 1 показан покомпонентный вид в перспективе вырубного инструмента для столовых приборов, который может быть использован со способом настоящего изобретения,
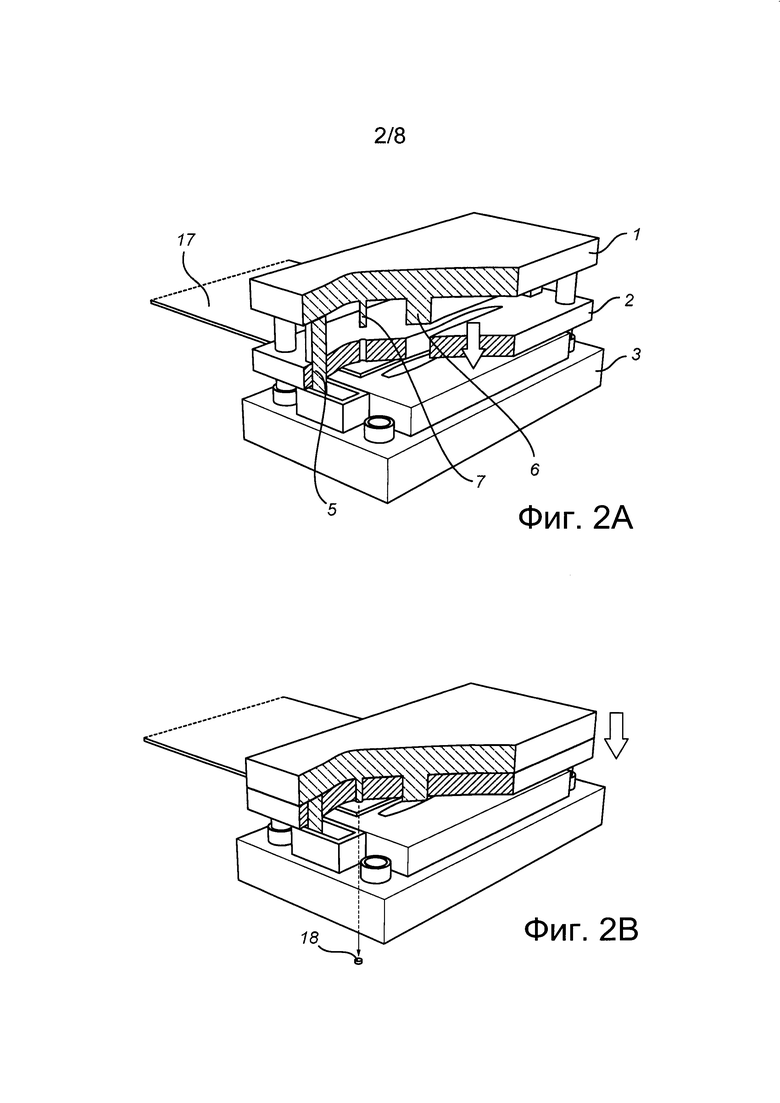
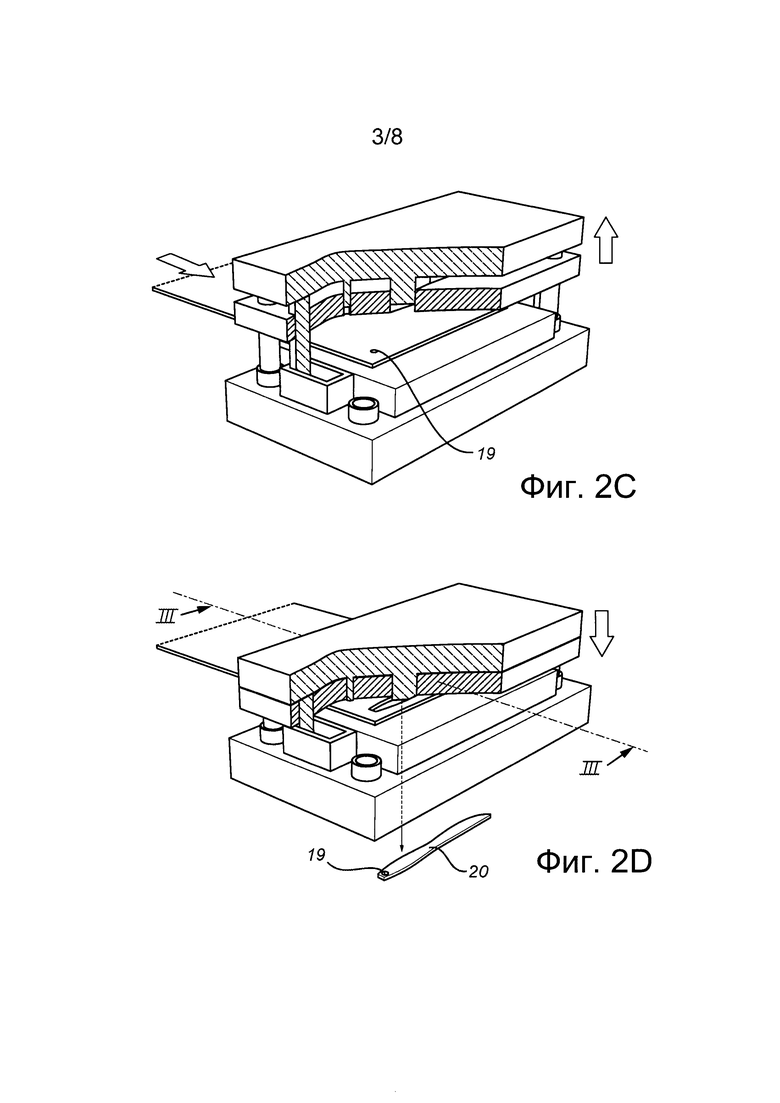
на фиг. 2А-2Е показаны виды в перспективе, с местными вырезами, вырубного инструмента для столовых приборов, представленного на фиг. 1, иллюстрирующие различные производственные этапы,
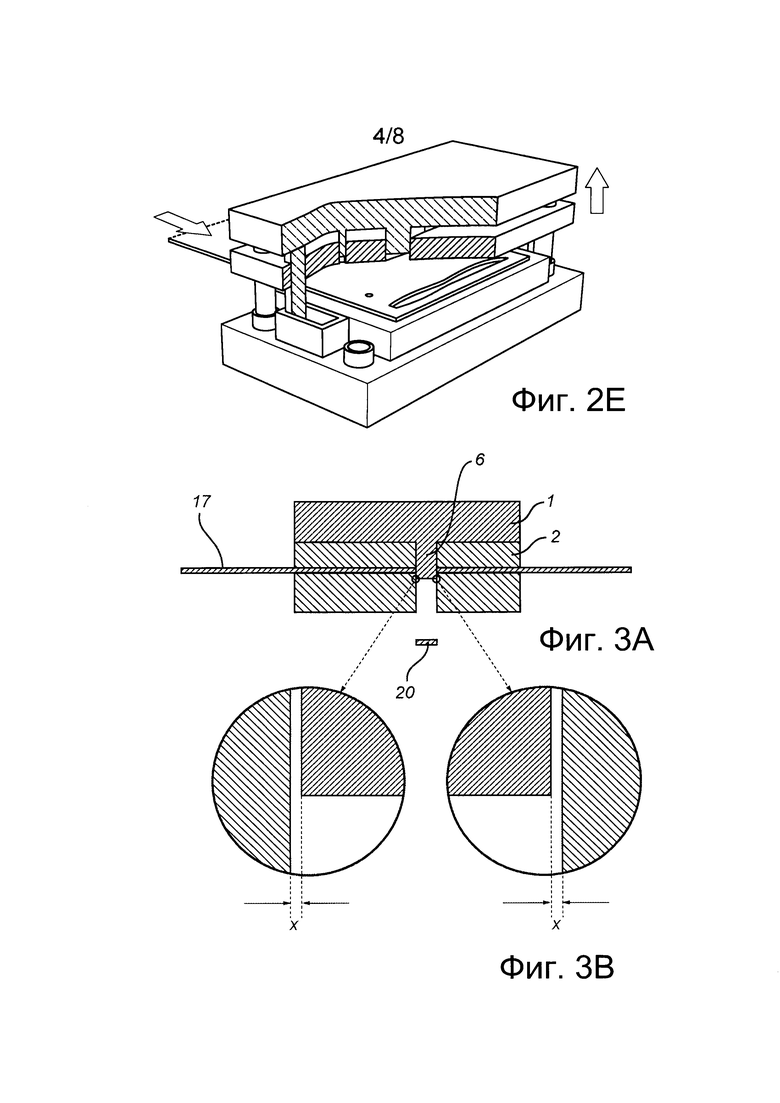
на фиг. 3А показано сечение, выполненное по линии III-III на фиг. 2D,
на фиг. 3В показан увеличенный вид частей с фиг. 3А, и
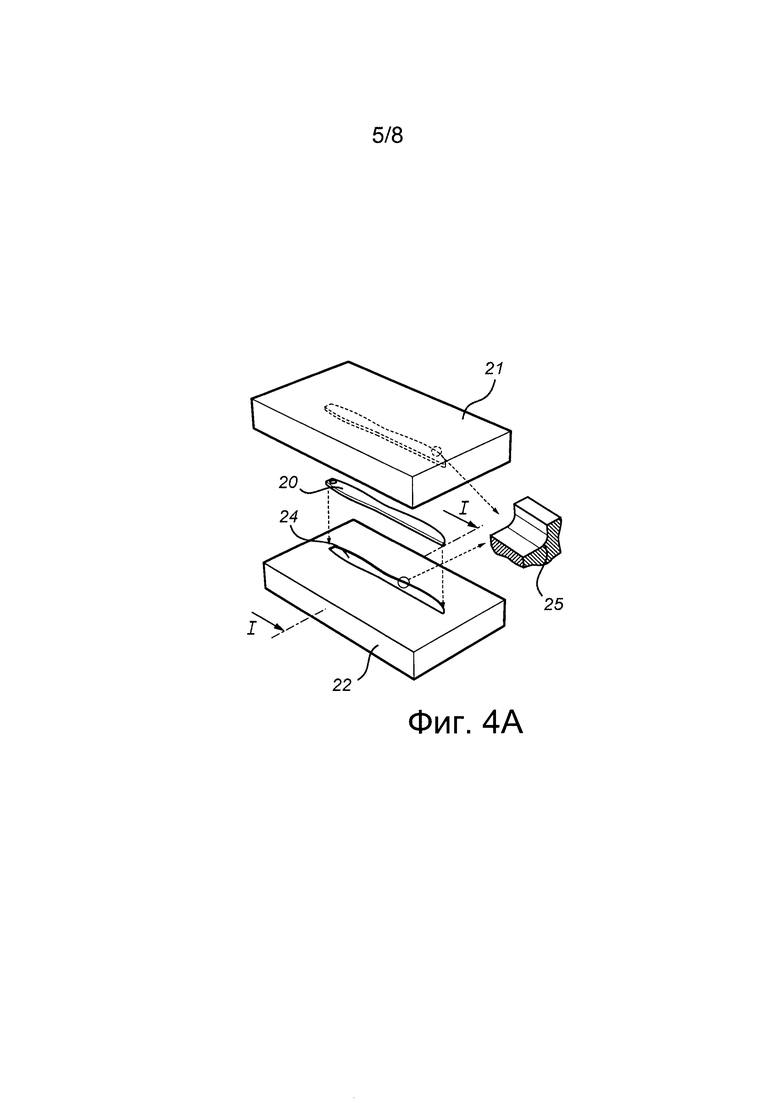
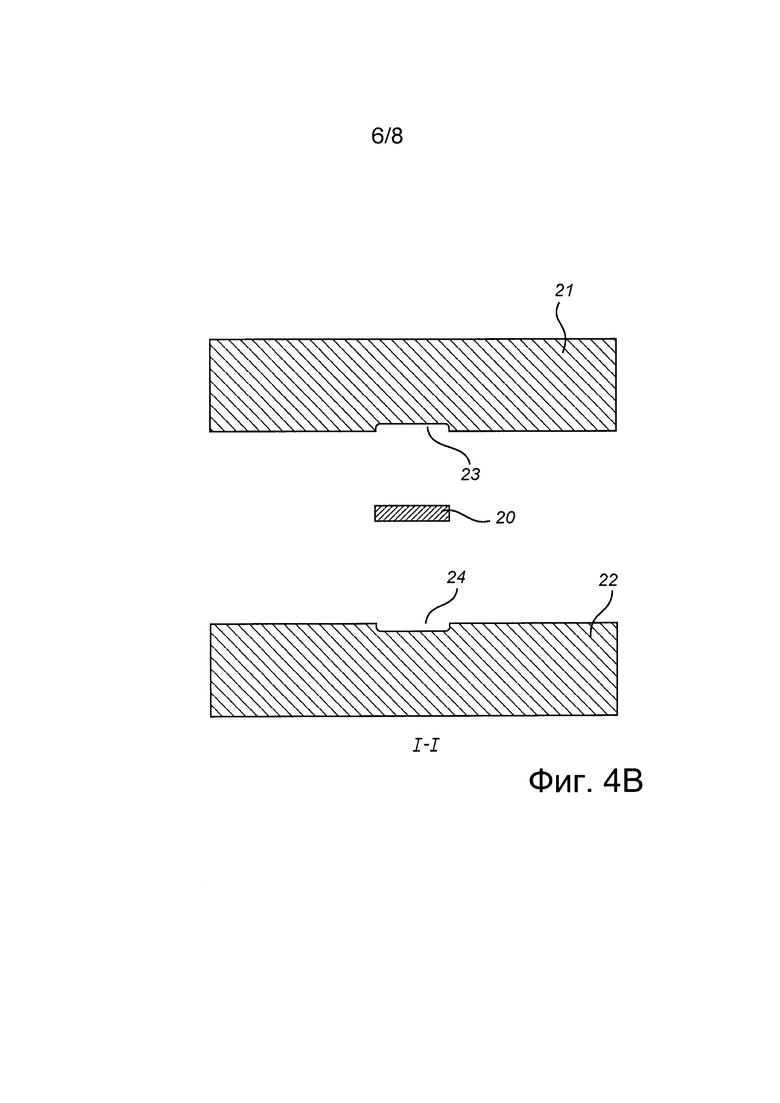
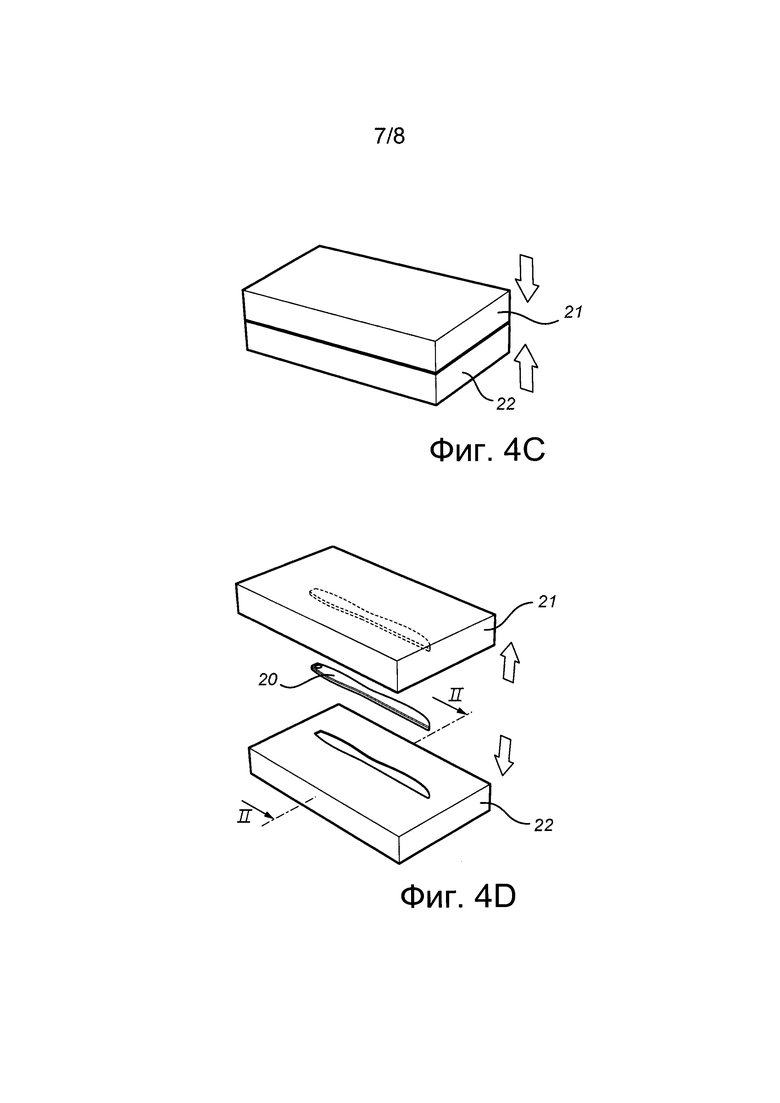
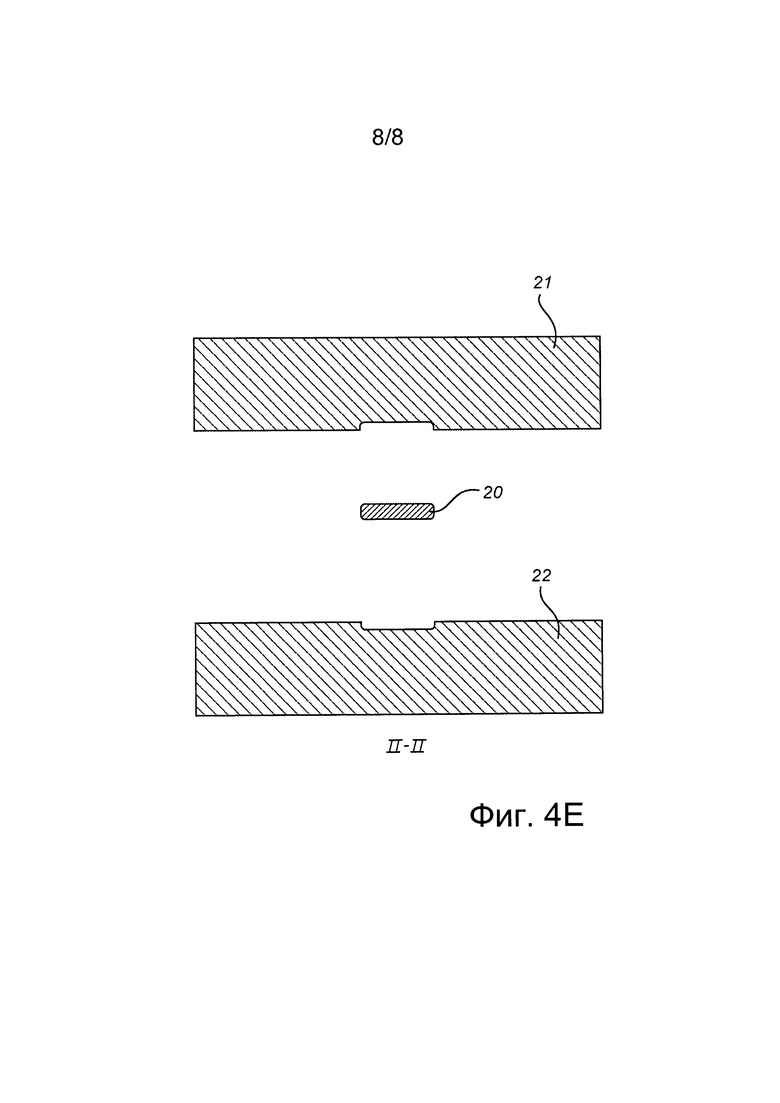
на фиг. 4А-4Е показаны виды в перспективе и виды в разрезе, соответственно матрицы для снятия заусенцев и иллюстрирующие различные производственные этапы.
Осуществление изобретения
[0011] На конкретных прилагаемых чертежах показана вырубка или производство одного типа столовых приборов. Специалисту в данной области техники понятно, что принципы вырубки и производства столовых приборов являются одинаковыми независимо от типа производимых столовых приборов.
[0012] В контексте настоящего описания выражение «столовые приборы» относится к столовым приборам или столовой посуде и содержит ножи, ложки и вилки.
[0013] В контексте настоящего описания выражения «верхний», «нижний» и подобные выражения представляют нормальную ориентацию вырубного или формообразующего инструментов для столовых приборов.
[0014] Показанный вариант реализации одного примера вырубного инструмента для столовых приборов содержит три основные части. Указанные части являются верхней частью в виде пуансона 1, промежуточной частью в виде держателя 2 и нижней частью в виде матрицы 3.
[0015] Вырубной инструмент для столовых приборов предназначен для использования в обычном прессе для вырубки столовых приборов. Поскольку настоящее изобретение по сути не относится к прессу и поскольку принцип действия такого пресса известен специалисту в данной области техники, то здесь пресс дополнительно не будет описан.
[0016] Пуансон 1 содержит четыре направляющих штифта 4, размещенных рядом с углами пуансона 1. Пуансон 1 также содержит два направляющих элемента 5. Указанные направляющие штифты 4 и направляющие элементы 5 используются для точного направления пуансона 1 относительно других частей вырубного инструмента для столовых приборов. Кроме того, пуансон 1 содержит первую вырубную часть 6, которая в показанном варианте реализации выполнена с возможностью получения ножа. При производстве вилок или ложек вырубная часть будет иметь форму, соответствующую форме конкретной вилки или ложки. Первая вырубная часть 6 выступает из пуансона 1 на стороне, обращенной к держателю 2 и матрице 3. Пуансон 1 содержит дополнительную, или вторую, вырубную часть 7, эта вторая вырубная часть 7 используется при вырубке углубления. Количество вырубных частей 6, 7 пуансона 1 может варьироваться в зависимости от конструкции изделия производимых столовых приборов. Таким образом, пуансон 1 может иметь одну или более вырубных частей 6, 7. В других вариантах реализации обеспечена только одна вырубная часть, которая имеет основную часть в общей форме фактического изделия производимых столовых приборов и также одну или более вырубных частей, выступающих из указанной основной части. Указанные дополнительные вырубные части предназначены для формирования отверстий и/или углублений изделия столовых приборов.
[0017] Держатель 2 имеет отверстия 8, предназначенные для направляющих штифтов 4 пуансона 1, и направляющее отверстия 9, предназначенные для направляющих элементов 5 пуансона 1. Держатель также имеет отверстия 10, 11 для вырубных частей 6, 7 пуансона 1. Все отверстия 8, 9, 10, 11 держателя 2 являются сквозными отверстиями.
[0018] Матрица 3 имеет отверстия 12 для направляющих штифтов 4 пуансона 1 и направляющие отверстия 13, предназначенные для направляющих элементов 5 пуансона 1. Кроме того, матрица 3 имеет отверстия 14, 15 для вырубных частей 6, 7 пуансона 1. Матрица 3 также содержит направляющие 16 для материала, из которого должны быть вырублены столовые приборы.
[0019] Специалисту в данной области техники понятно, что вырубной инструмент для столовых приборов будет несколько отличаться в зависимости от типа производимых столовых приборов.
[0020] При использовании листовой металл 17 помещается на матрицу 3, как показано на фиг. 2А, в результате чего вырубные части 6, 7 пуансона 1 проходят вниз в отверстия 14, 15 матрицы 3, вырезая части 18 из листового металла 17, соответствующие форме вырубных частей 6, 7. В течение хода вырубки пуансон 1 точно направляется посредством направляющих элементов 5, принимаемых соответственно в направляющие отверстия 9, 13 держателя 2 и матрицы 3. В первой части перемещения пуансон 1 и держатель 2 движутся вместе как один блок к матрице 3, пока держатель 2 не ударит листовой металл 17, расположенный на матрице 3. Затем пуансон 1 будет продолжать нисходящее движение и будет перемещаться относительно держателя 2 и матрицы 3. Пуансон 1 будет двигаться вниз, пока он не прорубит листовой металл 17, удерживаемый между матрицей 3 и держателем 2. Вырезанные части 18, 20 будут падать вниз из отверстий 14, 15 матрицы 3.
[0021] В течение первой части хода вырубки расстояние между пуансоном 1 и держателем 2 сохраняется фиксированным посредством пружин (не показаны) или т.п., помещенными между пуансоном 1 и держателем 2. Пружины сжимаются в последней части хода вырубки, в которой держатель 2 упрется в листовой металл 17. Таким образом, усилие пуансона 1 превысит усилие средств, выдерживающих расстояние между пуансоном 1 и держателем 2. Как указано в представленном выше разделе «раскрытие сущности изобретения», листовой металл 17 может удерживаться в матрице 3 другими средствами, а не держателем, описанным в приведенном выше описании. Важно, что листовой металл 17 удерживается зафиксированным в матрице 3 в течение процесса фактической вырубки.
[0022] Расстояние для перемещения пуансона 1 в течение последней части хода вырубки превышает толщину листового металла 17. Как обозначено в приведенном выше описании, в течение указанной последней части хода вырубки между держателем 2 и матрицей 3 не происходит перемещения. Перемещение пуансона 1 останавливается в тот момент, когда пуансон 1 сталкивается с держателем 2. Высота, на которую соответствующая вырубная часть 6, 7 выступает из пуансона 1, превышает сумму толщины листового металла 17 и высоты отверстий 10, 11 держателя 2 для приема указанных вырубных частей 6, 7. В одном варианте реализации длина хода для пуансона 1 на этапе вырубке составляет примерно 10 мм.
[0023] Этапы использования показанного варианта реализации вырубного инструмента для столовых приборов теперь будут описаны со ссылкой на фиг. 2А-2Е.
[0024] На фиг. 2А изображена общая компоновка вырубного инструмента для столовых приборов. Как показано стрелкой, выступающие части пуансона 1 будут вталкиваться в держатель 2.
[0025] На фиг. 2В показан первый этап, на котором листовой металл 17 был введен в положение для вырубки первой вырезанной части 18. Таким образом, в этом положении листовой металл 17 только размещается, закрывая одно из отверстий 14, 15 матрицы 3 для приема вырубных частей 6, 7 пуансона 1. Согласно приведенному выше описанию одна основная вырубная часть может быть обеспечена одним или более дополнительными вырубными частями, выступающими из указанной основной вырубной части. На этапе вырубки сначала останавливается держатель 2 при столкновении с листовым металлом 17, тогда как пуансон 1 продолжает перемещаться относительно держателя 2. Пуансон 1 будет продолжать перемещаться вниз, пока он не столкнется с держателем 2, в этом положении одна из вырубных частей 7 пройдет через листовой металл 17, образуя сквозное отверстие 19 в листовом металле 17. В производстве вилок зубцы вилки также выполняют из дополнительных вырубных частей, указанные дополнительные вырубные части могут быть отделены от основной вырубной части или быть ее частью.
[0026] На следующем этапе, как указано на фиг. 2С, держатель 2 и пуансон 1 перемещают вверх. При движении вверх держатель 2 будет поднят от листового металла 17, и пуансон 1 и держатель 2 будут отделены, посредством пружин или т.п., на расстояние, превышающее толщину листового металла 17. Когда листовой металл 17 будет освобожден от держателя 2, его протолкнут дальше в вырубном инструменте для столовых приборов. Листовой металл 17 будет перемещен на такое расстояние, при котором предварительно выполненное сквозное отверстие 19 будет размещено над отверстием для вырубной части 6, имеющей форму ножа.
[0027] На следующем этапе, как показано на фиг. 2D, пуансон 1 и держатель 2 еще раз движутся вниз до столкновения держателя 2 с листовым металлом 17. Затем пуансон 1 будет продолжать движение вниз, в результате чего вырубные части 6, 7 пуансона 1 пройдут через листовой металл 17. В показанном варианте реализации заготовка 20 ножа вырубается из листового металла 17, указанная заготовка 20 ножа содержит предварительно выполненное сквозное отверстие 19.
[0028] Затем держатель 2 и пуансон 1 снова поднимают от листового металла 17, после этого листовой металл 17 проталкивают дальше в вырубном инструменте для столовых приборов. Затем указанные в приведенном выше описании этапы производства столовых приборов повторяются. Как указано в приведенном выше описании, общие этапы производства, описанные в связи с фиг. 2А-2Е применительно к производству ножей, также могут быть применены для производства вилок и/или ложек согласно подобным принципам.
[0029] На фиг. 3А и 3В показан конец хода вырубки. В указанном конце хода вырубки вырубная часть 6 пуансона 1 прошла через листовой металл 17, создав заготовку 20 для ножа. Согласно фиг. 3В между вырубной частью 6 и матрицей 3 существует зазор х.
[0030] В одном варианте реализации толщина используемого листового металла 17 равна от 2 до 6,0 мм. Зачастую листовой металл 17, используемый для ножей, является более толстым, чем листовой металл 17, используемый для вилок и ложек. Поскольку листовой металл 17 удерживается зафиксированным в течение фактической вырубки и поскольку перемещение пуансона 1 направляется точно, то зазор х, как показано на фиг. 3В, между вырубными частями 6, 7 пуансона 1 и отверстиями 12, 13 матрицы 3, взаимодействующими с вырубными частями 6, 7, может быть небольшим. В одном варианте реализации зазор х между каждым отверстием 14, 15 матрицы 3 для приема вырубных частей 6, 7 пуансона 1 и соответствующей вырубной частью 6, 7 составляет 0,01 мм. В других вариантах реализации зазор х между каждым отверстием 14, 15 матрицы 3 для приема вырубных частей 6, 7 пуансона 1 и соответствующей вырубной частью 6, 7 может быть между 0,008 мм и 0,05 мм, предпочтительно между 0,01 мм и 0,03 мм.
[0031] После вырубки у вырезанных заготовок для столовых приборов снимают заусенцы, в том смысле, что заготовку 20 для ножа помещают в матрицу для снятия заусенцев. Матрица для снятия заусенцев содержит верхнюю часть 21 и нижнюю часть 22. Верхняя часть 21 имеет пространство 23 матрицы, и нижняя часть 22 имеет соответствующее пространство 24 матрицы. Между нижней или верхней и соответствующей стороной каждого пространства 23, 24 матрицы имеется радиус 25. При использовании заготовка 20 для ножа помещается в одно из пространств 23, 24 матрицы, как показано на фиг. 4А. На этом этапе заготовка 20 для ножа имеет прямые кромки, как показано на фиг. 4В. Затем верхнюю и нижнюю части 21, 22 матрицы для снятия заусенцев сжимают друг с другом, как показано на фиг. 4С, в результате чего кромкам заготовки 20 для ножа придают радиус, соответствующий радиусу 25 соответствующего пространства 23, 24 матрицы, как показано на фиг. 4Е. Затем верхнюю и нижнюю части 21,21 отделяют друг от друга и извлекают заготовку 20 для ножа, как показано на фиг. 4D. Также с ложек и вилок снимают заусенцы соответствующим способом, как описано в приведенном выше описании для ножей.
[0032] Следующим этапом является конечное трехмерное формирование изделий столовых приборов. Трехмерное формирование изделий столовых приборов является известной методикой. Оно обычно выполняется с использованием формообразующего инструмента, содержащего пуансон и матрицу. Кроме того, известно использование процесса горячей штамповки для придания трехмерной формы.
[0033] После окончательного формирования столовые приборы подвергают полировке, чистке, контролю качества и упаковке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Последовательный штамп с запрессовкой вырубленной детали в полосу | 1978 |
|
SU747582A1 |
| Шиповая пластина и способ ее получения | 1982 |
|
SU1269747A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Способ штамповки деталей из листовых заготовок | 1984 |
|
SU1299664A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ВЫТЯЖКИ | 1992 |
|
RU2086333C1 |
| Подкладной инструмент для вырубки изделий | 1979 |
|
SU863131A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве столовых приборов. Листовой металл помещают в устройство для вырубки на матрицу (3) и осуществляют пуансоном вырубку по меньшей мере части контура заготовки. Вырубной инструмент дополнительно содержит средства для перемещения пуансона относительно держателя при осуществлении первого и второго этапов вырубки. При этом держатель контактирует с листовым металлом в течение второго этапа вырубки. Сокращается количество этапов способа при одновременном повышении качества готовых изделий за счет контакта металла с держателем. 2 н. и 16 з.п. ф-лы, 4 ил.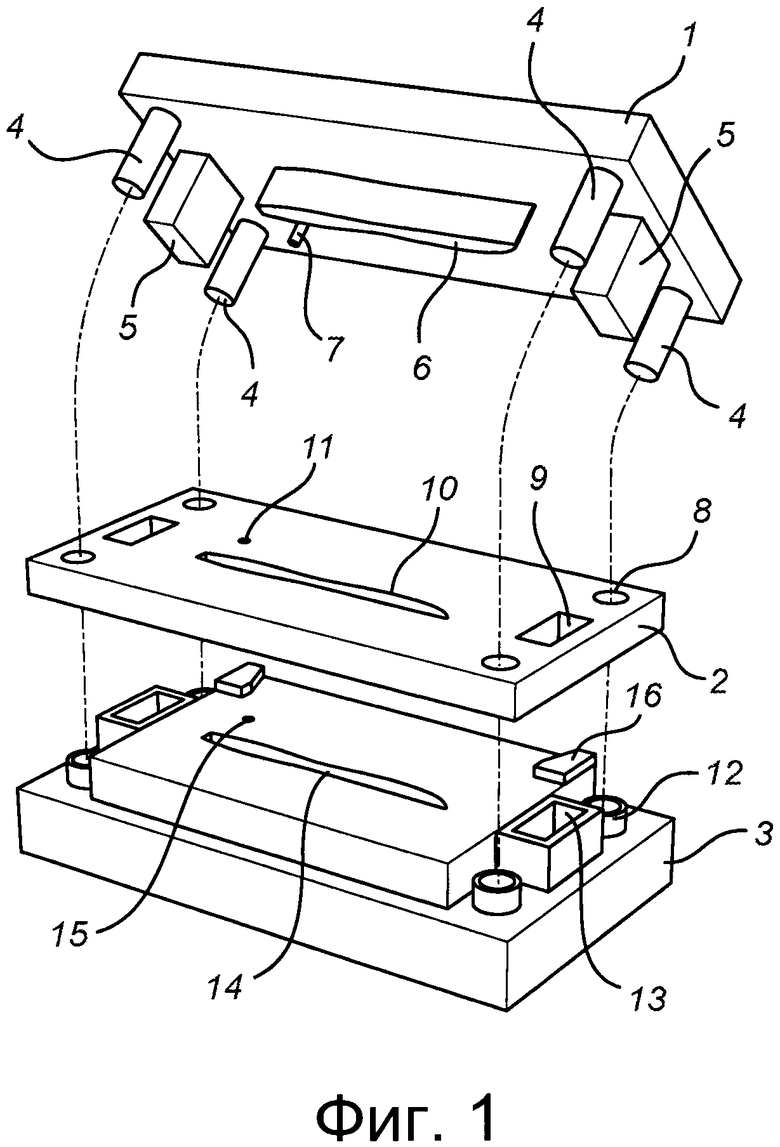
1. Способ производства заготовок столовых приборов, включающий размещение листового металла на матрице,
удерживание листового металла, зафиксированного на матрице, посредством держателя,
выполнение по меньшей мере одного хода вырубки посредством пуансона, взаимодействующего с матрицей, для образования по меньшей мере части контура заготовки столовых приборов в листовом металле при одновременном удерживании держателем листового металла, зафиксированного на матрице, и
снятие листового металла с матрицы,
причем пуансон снабжен по меньшей мере одной вырубной частью, которая взаимодействует с соответствующим отверстием в матрице,
а зазор между указанной по меньшей мере одной вырубной частью и отверстием находится в диапазоне от 0,008 до 0,05 мм.
2. Способ по п. 1, в котором
в первой части хода вырубки держатель и пуансон перемещают вместе к матрице, во второй части хода вырубки держатель приводят в контакт с листовым металлом и прижимают листовой металл к матрице посредством держателя, при этом осуществляют перемещение пуансона к держателю и матрице для завершения хода вырубки,
причем вторую часть хода вырубки начинают с приведения держателя в контакт с листовым металлом.
3. Способ по п. 1, в котором контур заготовки столовых приборов выполняют по меньшей мере двумя отдельными ходами вырубки, причем
посредством первой вырубной части в первом ходе вырубки получают первую часть контура, а
посредством второй вырубной части во втором ходе вырубки получают вторую часть контура.
4. Способ по п. 1, в котором одну или более частей вырубают из области листового металла внутри контура заготовки столовых приборов посредством одного или более ходов вырубки.
5. Способ по п. 1, в котором заготовку столовых приборов, полученную по меньшей мере одним ходом вырубки и отделенную от листового металла, помещают в матрицу для снятия заусенцев, имеющую пространство матрицы с закругленными внутренними кромками,
причем заготовку столовых приборов вдавливают в пространство матрицы для снятия заусенцев для получения закругленных кромок по меньшей мере на части указанного контура заготовки столовых приборов, отделенной от листового металла.
6. Способ по п. 5, в котором этап вдавливания заготовки столовых приборов в матрицу для снятия заусенцев выполняют отдельно от последующего этапа придания заготовке столовых приборов трехмерной формы посредством воздействия на заготовку столовых приборов формовочным инструментом и/или горячей штамповки.
7. Способ по п. 1, в котором зазор между указанной по меньшей мере одной вырубной частью и отверстием находится предпочтительно между 0,01 мм и 0,03 мм, а наиболее предпочтительно между 0,01 мм и 0,02 мм.
8. Способ по п. 6, в котором изделием столовых приборов является вилка, нож или ложка.
9. Вырубной инструмент для производства заготовок столовых приборов, выполненный с возможностью размещения в прессе для производства столовых приборов, содержащий
верхнюю часть в виде пуансона (1),
промежуточную часть в виде держателя (2) и
нижнюю часть в виде матрицы (3),
причем вырубной инструмент содержит
средство для перемещения пуансона (1) и держателя (2) вместе в виде одного блока к матрице (3) в течение первой части хода вырубки для пуансона (1),
и средство для перемещения пуансона (1) относительно держателя (2) в течение второй части хода вырубки для пуансона (1),
причем держатель (2) выполнен с возможностью упирания в листовой металл (17), расположенный на матрице (3), в течение второй части хода вырубки пуансона (1) и удерживания листового металла (17) прижатым к матрице (3),
при этом пуансон (1) имеет по меньшей мере одну вырубную часть (6, 7), которая выступает в направлении к держателю (2) и матрице (3), причем матрица (3) имеет одно или более отверстий (14, 15) для приема указанной по меньшей мере одной вырубной части (6, 7) пуансона (1) в течение второй части хода вырубки пуансона (1), а зазор (х) между указанным одним или более отверстиями (14, 15) матрицы (3) и соответствующей по меньшей мере одной вырубной частью (6, 7) пуансона (1) составляет меньше 0,05 мм.
10. Вырубной инструмент по п. 9, в котором первая вырубная часть (6) имеет в целом форму изделия производимых столовых приборов.
11. Вырубной инструмент по п. 10, в котором по меньшей мере вторая вырубная часть (7) имеет форму сквозного отверстия (19) и/или выемки, образуемой в конечном изделии столовых приборов.
12. Вырубной инструмент по п. 9, в котором пуансон (1) содержит направляющие средства, размещаемые в отверстиях держателя (2) и матрицы (3) и выступающие из пуансона (1) в направлении к держателю (2) и матрице (3).
13. Вырубной инструмент по п. 12, в котором направляющие средства пуансона (1) содержат два направляющих элемента (5), имеющих в целом прямоугольное поперечное сечение.
14. Вырубной инструмент по п. 12 или 13, в котором направляющие средства пуансона (1) содержат четыре направляющих штифта (4), каждый из которых размещен рядом с одним углом пуансона (1) и выступает в направлении к держателю (2) и матрице (3).
15. Вырубной инструмент по п. 14, в котором каждый направляющий штифт (4) выполнен с возможностью размещения в сквозном отверстии (8) держателя (2) и в отверстии (12) матрицы (3).
16. Вырубной инструмент по п. 9, в котором между пуансоном (1) и держателем (2) расположены пружины.
17. Вырубной инструмент по п. 9, в котором держатель (2) имеет одно или более отверстий (10, 11) для приема по меньшей мере одной вырубной части (6, 7) пуансона (1) в течение второй части хода вырубки пуансона (1).
18. Вырубной инструмент по п. 9, в котором зазор (х) между одним или более отверстиями (14, 15) матрицы (3) и соответствующей по меньшей мере одной вырубной частью (6, 7) пуансона (1) составляет предпочтительно меньше 0,02 мм.
| Способ приготовления носителя для катализатора конверсии метана | 1984 |
|
SU1202611A1 |
| Штамп последовательного действия | 1974 |
|
SU479537A2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1996 |
|
RU2116153C1 |

