Группа изобретений относится к области теплотехники и может быть использована в металлургической, машиностроительной и других отраслях промышленности, в частности при непрерывной и/или дифференцированной термической обработке металлических изделий и/или заготовок под закалку, нормализацию, отпуск (включая терместатирование) и цементацию.
Из уровня техники известны камерные печи нагрева металлических изделий, включающие рабочую камеру с вентилятором и диффузором, при этом нагрев печи и изделий осуществляется излучением и конвекцией от электронагревательных элементов, расположенных вдоль боковых стенок рабочей камеры (например, Авторское свидетельство СССР №505713, МПК С21В 9/00, опубл. 05.03.76).
Однако известные печи не обеспечивают в достаточной мере равномерный нагрев и поддержание равномерного температурного поля внутри рабочего объема печи при термической обработке изделий и равномерное распределение температуры по объему изделий.
Задачей, на решение которой направлена заявленная группа изобретений, является разработка усовершенствованного способа термической обработки металлического продукта (изделия и/или заготовки) и устройства для его осуществления, лишенных недостатков вышеуказанных аналогов, а также расширение арсенала технических средств указанного назначения.
Технический результат заявленной группы изобретений заключается в повышении скорости нагрева/охлаждения газовой атмосферы внутри рабочего объема устройства термической металлообработки(в частности камерных проходных конвейерных печей); повышении равномерности температурного поля газовой атмосферы внутри рабочего объема; интенсификации процесса теплообмена от газовой атмосферы к металлическому продукту; повышении равномерности температурного поля по объему металлического продукта; обеспечении равномерной твердости поверхности металлического продукта; повышении твердости и прочности металлического продукта групп твердости от 1 до 5 при отпуске за счет уменьшения внутренних остаточных напряжений, получения более устойчивой структуры материала продукта.
Технический результат достигается тем, что способ термической металлообработки продукта характеризуется осуществлением термической обработки продукта конвекцией или конвекцией и излучением средой газовой атмосферы с организацией циркуляционного контура атмосферы, при этом термическую обработку осуществляют по меньшей мере одной направленной на продукт высокоскоростной струей газовой атмосферы из по меньшей мере одного напорного канала, которая, обдувая поверхность продукта, обеспечивает теплообмен с ним, после чего газовую среду отводят через по меньшей мере один отводящий канал и доводят до заданной температуры перед подачей в средство создания потока среды для продолжения теплообменного цикла.
При этом движение газовой атмосферы по циркуляционному контуру создают посредством высокотемпературного вентилятора.
При этом по меньшей мере одну высокоскоростную струю газовой атмосферы формируют посредством сопловых отверстий по меньшей мере одного напорного канала.
При этом газовую среду в по меньшей мере одном отводящем канале могут нагревать до заданной температуры посредством размещенного в нем по меньшей мере одного источника тепла, в частности газовой горелки или электрического нагревателя, или посредством подмешивания необходимого числа продуктов горения газа или горючей среды. Кроме того, газовую среду в по меньшей мере одном отводящем канале могут охлаждать газожидкостным трубчатым или пластинчатым теплообменником.
При этом гидравлический режим циркуляционного контура регулируют изменением расхода газовой среды посредством по меньшей мере одного средства, изменяющего проходное сечение по меньшей мере одного напорного и/или отводящего канала, и/или частотой вращения высокотемпературного вентилятора.
При этом тепловой и газовый режим контролируют посредством датчиков давления и температуры, расположенных в циркуляционном тракте, и регулируют системой управления. Кроме того, посредством системы управления контролируют температуру и давление среды в циркуляционном тракте и/или температуру продукта, а также регулируют подачу газовой среды через сопловые отверстия, обеспечивая дополнительное выравнивание температуры по всему объему металлического продукта и его последующую термическую обработку по заданному режиму.
При этом подачу газовой среды через сопловые отверстия регулируют по меньшей мере одним средством, изменяющим проходное сечение по меньшей мере одного напорного канала, и/или посредством изменения частоты вращения высокотемпературного вентилятора.
Кроме того, посредством системы управления контролируют и управляют подачей горючего газа или горючей среды, подаваемых на горелки, или электрической мощностью на электрических нагревателях, а также теплоносителем трубчатого или пластинчатого теплообменника.
Технический результат достигается также тем, что устройство для термической металлообработки продукта, содержащее рабочую камеру, по меньшей мере одно средство создания радиального потока среды газовой атмосферы, формирующее по меньшей мере один поток среды и размещенное в верхней части корпуса, дополнительно содержит по меньшей мере один напорный канал с сопловыми отверстиями, формирующими по меньшей мере одну высокоскоростную струю газовой среды для обработки продукта конвекцией / или конвекцией и излучением, и по меньшей мере один отводящий канал, снабженный по меньшей мере одним средством изменения температуры среды, совместно образующие циркуляционный контур, необходимый для движения газовой среды.
Кроме того, может содержать средство создания радиального потока среды, формирующее два диаметрально противоположных потока среды с возможностью поступления каждого в напорный канал с сопловыми отверстиями, формирующими высокоскоростные струи среды. При этом по меньшей мере одно средство создания радиального потока среды представляет собой высокотемпературный вентилятор.
Кроме того, может содержать по меньшей мере одно средство, изменяющее проходное сечение циркуляционного тракта, в частности по меньшей мере одного напорного канала и/или по меньшей мере одного отводящего канала, и может представлять собой заслонку.
При этом по меньшей мере одно средство изменения температуры среды в по меньшей мере одном отводящем канале может представлять собой горелку или электрический нагреватель или газожидкостный трубчатый или пластинчатый теплообменник.
Кроме того, по меньшей мере одно средство изменения температуры среды в по меньшей мере одном отводящем канале может представлять собой средство подмешивания необходимого количества продуктов горения газа или горючей среды.
При этом содержит блок управления, выполненный с возможностью контроля и регулировки температуры и/или давления среды в циркуляционном тракте, и/или температуры продукта, а также датчики давления и температуры, расположенные в циркуляционном тракте.
При этом сопловые отверстия могут быть выполнены с различной формой проходного сечения.
Равномерное температурное поле газовой атмосферы внутри рабочей камеры устройства обеспечивается формированием настильных потоков атмосферы вдоль рабочего пространства, которые с умеренными скоростями обдувают поверхность продукта из металла (изделий или заготовок), обеспечивая более точное регулирование и выравнивание температуры продукта, в частности при терместатировании при отпуске при конвективном нагреве и/или излучением или комбинированном нагреве (конвективный нагрев и излучение).
Группа изобретений поясняется следующими чертежами.
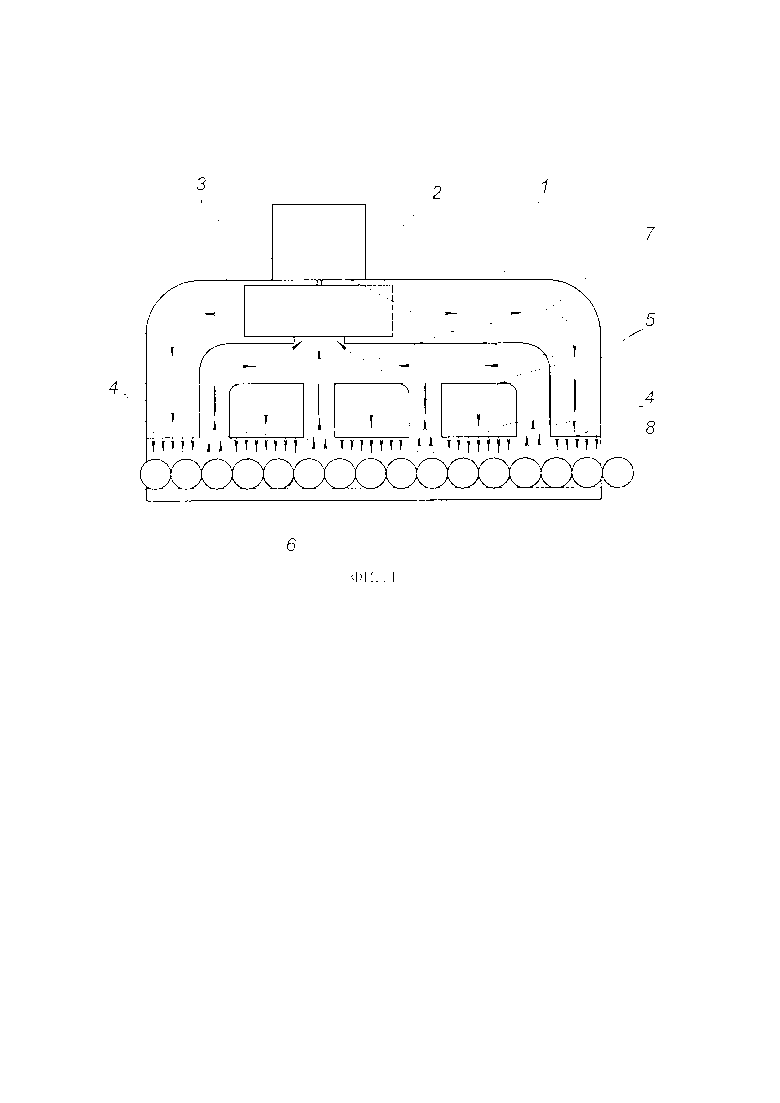
На фиг. 1 представлено устройство термической металлообработки (на примере камеры нагрева отпускной печи).
На фиг. 2 представлено устройство термической металлообработки (на примере камеры выдержки отпускной печи).
В предпочтительном, но не единственно возможном варианте исполнения устройство для термической металлообработки представляет собой сварную, литую или сборную конструкцию, выполненную из стали, в частности листовой углеродистой стали, которое содержит рабочую камеру 1 для размещения обрабатываемых металлических продуктов (изделий и/или заготовок) 8, высокотемпературный вентилятор 2, размещенный в верхней части корпуса устройства и формирующий два диаметрально противоположных радиальных потока среды, поступающих в два напорных канала 3. Каждый напорный канал 3 снабжен сопловыми (струйными) отверстиями 4, расположенными в поперечной плоскости (т.е. перпендикулярной направлению потока среды в напорном канале 3), формирующими высокоскоростые струи в сторону обрабатываемых изделий или заготовок 8. При этом сопловые отверстия 4 могут быть выполнены различной формы проходного сечения, в частности круглой, прямоугольной, овальной формы или в форме сопла с изменением сечения соплового канала). Напорные каналы 3 также снабжены системой заслонок 5 (шиберов или других средств, изменяющих проходное сечение) для регулирования гидравлического режима циркуляционного контура изменением расхода газовой среды в циркуляционном тракте.
В одном из предпочтительных вариантов исполнения (Фиг. 1) устройство содержит несколько отводящих каналов 6, в которые поступает газовая среда из рабочей камеры 1 после обдува металлического продукта 8. При этом отводящие каналы в данном варианте исполнения объединяются в один общий отводящий канал. В другом из предпочтительных вариантов исполнения (Фиг. 2) устройство содержит один отводящий канал 6.
Внутри отводящего канала 6, согласно второму варианту исполнения, (Фиг. 1) или внутри общего отводящего канала, согласно первому варианту исполнения, (Фиг. 2) перед входным окном рабочего колеса высокотемпературного вентилятора 2 предусмотрено средство нагрева среды 7 (например, горелка с прямым или косвенным теплообменом или электрический нагреватель) или средство охлаждения среды 7 (например, газожидкостный трубчатый теплообменник, пластинчатый теплообменник). Так же может быть предусмотрено средство подмешивания необходимого числа продуктов горения газа (в частности природного, доменного или коксового и др.) или горючей среды (жидкого топлива, водоугольного топлива и др.) 7, которое представляет собой газовую и/или жидкостную горелку или сопло подвода среды от внешнего (выносного) источника продуктов горения.
Высокоскоростной вентилятор 2, напорные каналы 3, рабочая камера 1 и по меньшей мере один отводящий канал 6 образуют замкнутый циркуляционный контур, необходимый для движения газовой среды атмосферы.
Кроме того, устройство содержит датчики давления и датчики температуры, расположенные циркуляционном тракте, в частности в напорных и/или отводящих каналах и/или рабочей камере (не показаны).
Устройство также снабжено блоком управления (не показан), который контролирует температуру и давление среды в циркуляционном тракте, температуру обрабатываемого продукта 8 посредством по меньшей мере одного датчика температуры, регулирует подачу среды через сопловые отверстия 4 посредством по меньшей мере одной заслонки 5 и/или частотой вращения высокотемпературного вентилятора 2, обеспечивая дополнительное выравнивание температуры по всему объему продукта и его последующую термическую обработку по заданному режиму.
Также блок управления обеспечивает контроль подачи газа или горючей среды, подаваемого на горелки 7 или электрической мощности на электронагревателях 7.
Термическая обработка металлического продукта осуществляется следующим образом.
Под действием давления, создаваемого рабочим колесом высокотемпературного вентилятора 2, нагретая среда газовой атмосферы распределяется по напорным каналам 3, где газовый поток проходя через сопловые отверстия 4, формируется в виде системы высокоскоростных струй атмосферы, которые обдувают поверхность металлического продукта 8 и, охлаждаясь (нагреваясь), отдают (получают) тепло термообрабатываемому продукту 8. Термообрабатываемый продукт 8 может представлять собой металлические изделия и заготовки.
После осуществления теплообмена газовая среда атмосферы отводится по отводящим каналам 6, где подогревается до заданной температуры за счет подмешивания необходимого количества продуктов горения газа или горючей среды или горелкой 7 с последующей подачей среды во входное окно рабочего колеса вентилятора 2 для продолжения теплообменного цикла. Охлаждение газовой среды, нагретой при термообработке металлического продукта 8, может выполняться посредством трубчатого или пластинчатого газожидкостного теплообменника 7.
Гидравлический режим циркуляционного контура регулируется изменением расхода газовой среды посредством заслонок 5 или других средств изменения проходного сечения, размещенных в напорных каналах 3 и/или по меньшей мере одном отводящем канале 6, и/или частотой вращения высокотемпературного вентилятора 2.
Тепловой и газовый режим работы устройства контролируется посредством датчиков температуры и давления, расположенными в циркуляционном тракте.
Контроль и регулировка теплового и газового режима работы устройства осуществляется посредством системы управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ КАМЕРЫ СТРУЙНОГО ОХЛАЖДЕНИЯ ПОЛОСЫ В ПРОТЯЖНОЙ ПЕЧИ | 2010 |
|
RU2449232C2 |
| Горелка с предварительным смешением газа и воздуха для газовых турбин и конвекторов (варианты) | 2018 |
|
RU2716775C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ САЖИ ИЗ РЕЗИНОВЫХ ОТХОДОВ | 2011 |
|
RU2494128C2 |
| КОНВЕЙЕРНАЯ СУШИЛКА МНОГОЯРУСНОГО ТИПА, В ЧАСТНОСТИ ДЛЯ ПЛИТООБРАЗНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2367868C2 |
| СПОСОБ ОГНЕВОЙ ОЧИСТКИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ | 2014 |
|
RU2605241C2 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ВОДЫ ФЛОТАЦИЕЙ | 2003 |
|
RU2247077C1 |
| Печь для термической обработки кускового или мелкозернистого материала | 1979 |
|
SU932999A3 |
| Туннельная печь | 1974 |
|
SU513228A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗНЫХ СЛОЕВ (ВАРИАНТЫ) | 1992 |
|
RU2041164C1 |
| ТЕРМОГАЗОХИМИЧЕСКАЯ УСТАНОВКА ДЛЯ УТИЛИЗАЦИИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2009 |
|
RU2423647C1 |

Изобретение относится к области теплотехники и может быть использовано в металлургической и машиностроительной промышленности, в частности при непрерывной и/или дифференцированной термической обработке металлических продуктов. Устройство содержит рабочую камеру, по меньшей мере одно средство создания радиального потока среды газовой атмосферы, формирующее по меньшей мере один поток среды и размещенное в верхней части корпуса, и дополнительно содержит по меньшей мере один напорный канал с сопловыми отверстиями, формирующими по меньшей мере одну высокоскоростную струю газовой среды для обработки продукта конвекцией или конвекцией и излучением, и по меньшей мере один отводящий канал, снабженный по меньшей мере одним средством изменения температуры среды, совместно образующие циркуляционный контур, необходимый для движения газовой среды. Изобретение позволяет повысить скорость нагрева или охлаждения газовой атмосферы внутри рабочего объема устройства термической обработки и равномерность температурного поля газовой атмосферы внутри рабочего объема, интенсифицировать процесс теплообмена от газовой атмосферы к металлическому продукту, повысить твердость и прочность металлического продукта групп твердости от 1 до 5 при отпуске за счет уменьшения внутренних остаточных напряжений. 2 н. и 25 з.п. ф-лы, 2 ил.
1.Способ термической обработки металлического продукта, включающий обработку поверхности металлического продукта конвекцией или конвекцией и излучением газовой среды атмосферы с образованием циркуляционного контура газовой среды атмосферы, отличающийся тем, что обработку осуществляют по меньшей мере одной направленной на металлический продукт высокоскоростной струей газовой среды атмосферы из по меньшей мере одного напорного канала, которая, обдувая поверхность продукта, обеспечивает теплообмен с ним, после чего газовую среду отводят через по меньшей мере один отводящий канал и нагревают до заданной температуры перед подачей в средство создания радиального потока газовой среды атмосферы для продолжения теплообменного цикла.
2. Способ по п. 1, отличающийся тем, что движение потока газовой среды атмосферы по циркуляционному контуру создают посредством высокоскоростного вентилятора.
3. Способ по п. 1, отличающийся тем, что по меньшей мере одну высокоскоростную струю газовой среды атмосферы формируют посредством сопловых отверстий по меньшей мере одного напорного канала.
4. Способ по п. 1, отличающийся тем, что газовую среду атмосферы в по меньшей мере одном отводящем канале нагревают до заданной температуры посредством размещенного в нем по меньшей мере одного источника тепла.
5. Способ по п. 4, отличающийся тем, что газовую среду атмосферы в по меньшей мере одном отводящем канале нагревают до заданной температуры путем нагрева газовой горелкой или электрическим нагревателем.
6. Способ по п. 1, отличающийся тем, что газовую среду атмосферы в по меньшей мере одном отводящем канале нагревают до заданной температуры посредством подмешивания необходимого числа продуктов горения газа или горючей среды.
7. Способ по п. 1, отличающийся тем, что газовую среду атмосферы в по меньше мере одном отводящем канале охлаждают газожидкостным трубчатым или пластинчатым теплообменником.
8. Способ по п. 2, отличающийся тем, что дополнительно регулируют гидравлический режим циркуляционного контура изменением расхода газовой среды атмосферы посредством по меньшей мере одного средства, изменяющего проходное сечение по меньшей мере одного напорного и/или отводящего канала, и/или частотой вращения упомянутого вентилятора.
9. Способ по п. 1, отличающийся тем, что дополнительно контролируют тепловой и газовый режим посредством датчиков давления и температуры, расположенных в циркуляционном контуре.
10. Способ по п. 1, отличающийся тем, что дополнительно регулируют тепловой и газовый режим посредством системы управления.
11. Способ по п. 10, отличающийся тем, что посредством системы управления контролируют температуру и давление газовой среды атмосферы в циркуляционном контуре и/или температуру металлического продукта.
12. Способ по п. 10, отличающийся тем, что посредством системы управления регулируют подачу газовой среды атмосферы через сопловые отверстия.
13. Способ по п. 12, отличающийся тем, что подачу упомянутой газовой среды через сопловые отверстия регулируют по меньшей мере одним средством, изменяющим проходное сечение по меньшей мере одного напорного канала, и/или посредством изменения частоты вращения высокоскоростного вентилятора.
14. Способ по п. 5, отличающийся тем, что посредством системы управления контролируют и управляют подачей газа или горючей среды, подаваемых на горелки, или электрической мощностью на электрических нагревателях.
15. Способ по п. 7, отличающийся тем, что посредством системы управления контролируют и управляют теплоносителем трубчатого или пластинчатого теплообменника.
16. Устройство для термической обработки металлического продукта, содержащее рабочую камеру, по меньшей мере одно средство создания радиального потока газовой среды атмосферы, формирующее по меньшей мере один поток газовой среды и размещенное в верхней части корпуса рабочей камеры, отличающееся тем, что оно дополнительно содержит по меньшей мере один напорный канал с сопловыми отверстиями, формирующими по меньшей мере одну высокоскоростную струю газовой среды атмосферы для обработки продукта конвекцией или конвекцией и излучением, по меньшей мере один отводящий канал, снабженный по меньшей мере одним средством изменения температуры газовой среды, совместно образующие циркуляционный контур, необходимый для движения газовой среды.
17. Устройство по п. 16, отличающееся тем, что оно содержит средство создания радиального потока газовой среды атмосферы, формирующее два диаметрально противоположных потока газовой среды с возможностью поступления каждого в напорный канал с сопловыми отверстиями, формирующими высокоскоростные струи газовой среды атмосферы.
18. Устройство по п. 16, отличающееся тем, что оно содержит по меньшей мере одно средство, изменяющее проходное сечение циркуляционного контура.
19. Устройство по п. 18, отличающееся тем, что оно содержит по меньшей мере одно средство, изменяющее проходное сечение по меньшей мере одного напорного канала и/или по меньшей мере одного отводящего канала.
20. Устройство по п. 18, отличающееся тем, что по меньшей мере одно средство, изменяющее проходное сечение циркуляционного контура, представляет собой заслонку.
21. Устройство по п. 16, отличающееся тем, что по меньшей мере одно средство изменения температуры упомянутой газовой среды в по меньшей мере одном отводящем канале представляет собой горелку или электрический нагреватель.
22. Устройство по п. 16, отличающееся тем, что по меньшей мере одно средство изменения температуры упомянутой газовой среды в по меньшей мере одном отводящем канале представляет собой газожидкостный трубчатый или пластинчатый теплообменник.
23. Устройство по п. 16, отличающееся тем, что по меньшей мере одно средство изменения температуры упомянутой газовой среды в по меньшей мере одном отводящем канале представляет собой средство подмешивания необходимого количества продуктов горения газа или горючей среды.
24. Устройство по п. 16, отличающееся тем, что по меньшей мере одно средство создания радиального потока газовой среды атмосферы представляет собой высокоскоростной вентилятор.
25. Устройство по п. 16, отличающееся тем, что оно содержит блок управления, выполненный с возможностью контроля и регулировки температуры и/или давления газовой среды в циркуляционном контуре и/или температуры продукта.
26. Устройство по п. 16, отличающееся тем, что оно содержит датчики давления и температуры, расположенные в циркуляционном контуре.
27. Устройство по п. 16, отличающееся тем, что сопловые отверстия напорного канала выполнены с различной формой проходного сечения.
| Воздушно-циркуляционная печь для термообработки изделий | 1974 |
|
SU505713A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2132884C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 2005 |
|
RU2283876C1 |
| EP 0298186 A1, 11.01.1989 | |||
| DE 3519994 A, 18.09.1986. | |||

