Изобретение относится к весоизмерительной технике, в частности к непрерывному весовому взвешиванию сыпучих материалов с помощью ленточного транспортера, и может быть использовано в разработке поточных расходомеров-дозаторов непрерывного действия.
Наиболее близким по технической сущности к предлагаемому изобретению является способ взвешивания потока сыпучего, которое заключается в интегрировании по времени мгновенной производительности на входе транспортера в локальном его сечении. [а.с. СССР 1506287 опубликован 07/09/1989, формула изобретения п. 1].
Недостатком известного способа является то, что при взвешивании потока сыпучего материала остается неизменная скорость движения конвейерной ленты, что приводит к значительным ошибкам определения мгновенной массы при изменении геометрических размеров или производительности поточного расходомера-дозатора с загрузкой со стороны взвешивания.
Целью изобретения является определение оптимальной скорости движения конвейерной ленты поточных расходомеров-дозаторов разного геометрического размера и производительности с загрузкой со стороны взвешивания.
В результате использования предлагаемого изобретения повышается точность измерений взвешивания непрерывного потока сыпучего материала в широком диапазоне расходов.
Вышеуказанный технический результат достигается тем, что в предлагаемом способе определения оптимальной скорости движения конвейерной ленты поточных расходомеров-дозаторов разного геометрического размера и производительности с загрузкой со стороны взвешивания, заключающемся в расчете оптимальной скорости движения конвейерной ленты, основываясь на геометрических данных расходомера-дозатора, а именно площади поперечного сечения формирователя потока, и текущей производительности в виде среднего значения массы, дополнительно определяется необходимость корректировки текущей скорости конвейерной ленты и момент ввода фаззи-регулятора в систему, тем самым сохраняя оперативное пространство, за счет уменьшения обработки математических операций во время работы алгоритма.
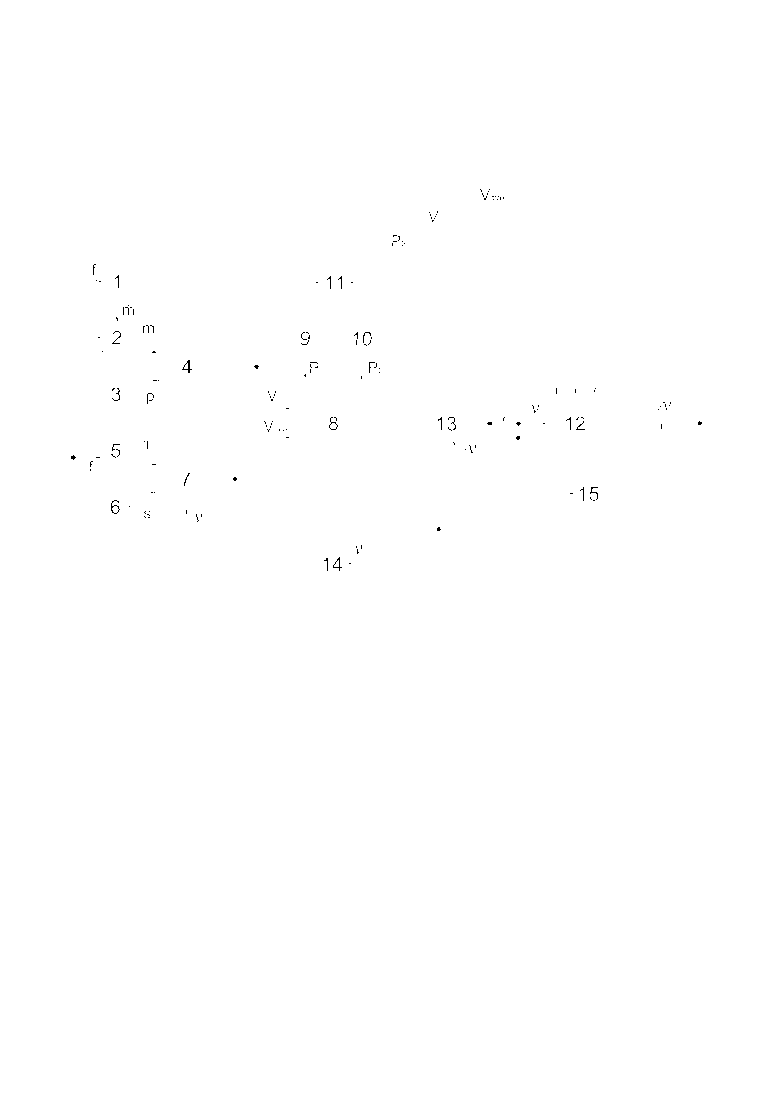
Сущность предлагаемого изобретения поясняется чертежом, на котором представлена общая схема осуществления способа определения оптимальной скорости движения конвейерной ленты поточных расходомеров-дозаторов разного геометрического размера и производительности с загрузкой со стороны взвешивания.
Определение оптимальной скорости движения конвейерной ленты поточных расходомеров-дозаторов осуществляется следующим образом.
В блоке 9 и 10 в процентах задается минимальное и максимальное значения диапазона максимального допустимого объема Р1 и Р2, которые подаются в блок 8 также как значения максимального объема Vmax и среднего объема Vcp. Частота ƒ поступает на блок 1 где формируется значение мгновенной массы  , поступившая на конвейерную ленту за промежуток времени 1/ƒ. Данное значение мгновенной массы, а также время τ поступают на блок 2, где формируется среднее значение массы за время τ равное:
, поступившая на конвейерную ленту за промежуток времени 1/ƒ. Данное значение мгновенной массы, а также время τ поступают на блок 2, где формируется среднее значение массы за время τ равное:

С блока 2 и 3 в блок 4 поступает среднее значение массы mcp и плотность сыпучего материала ρ соответственно, где формируется значение среднего объема Vcp равное:

С блока 5 и 6 в блок 7 поступает время τ и площадь поперечного сечения формирователя потока S, где формируется значение максимально возможного объема Vmax=S⋅τ⋅υ.
В блоке 8 определяется нахождение среднего объема Vcp в диапазоне (P1⋅Vmax, P2⋅Vmax), в соответствии с неравенством:

В случае если средний объем не удовлетворяет системе неравенств блока 8, производится переключение ключа и в блоке 12 производится перерасчет текущей скорости υ путем активации фаззи-регулятора.
Входными данными фаззи-регулятора 12 является значения максимально возможного объема Vmax и среднее значение объема Vcp, а также среднее значение диапазона допустимого объема Р3, которое в свою очередь формируется в блоке 11 путем вычисления среднего арифметического заданных значений в блоке 9 и 10 и равно:

На выходе из блока 12 формируется поправка для значения скорости Δυ, необходимая для корректировки и задания скорости в блоке 13, которая равна υ=υ+Δυ. В случае если средний объем Vcp удовлетворяет системе уравнений 8, переключение ключа производиться не будет и в блоке 15 будет присвоена нулевая поправка скорости Δυ=0. Из блока 13 текущая скорость v поступает на блок 14 где из зависимости ƒ(υ) высчитывается текущая частота, которая поступает на блок 1 и 5. В блоке 5 формируется время τ на заданном диапазоне n и равно:

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОРРЕКТИРОВКИ РАССТОЯНИЯ МЕЖДУ КОНВЕЙЕРНОЙ ЛЕНТОЙ И КОРПУСОМ ФОРМИРОВАТЕЛЯ ПОТОКА ПОТОЧНОГО РАСХОДОМЕРА-ДОЗАТОРА | 2021 |
|
RU2769640C1 |
| ВЕСОВОЙ РАСХОДОМЕР-ДОЗАТОР | 2016 |
|
RU2634325C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСОВЫХ ПОКАЗАТЕЛЕЙ РАСХОДОМЕРА-ДОЗАТОРА | 2016 |
|
RU2650423C1 |
| СПОСОБ ДОЗИРОВАНИЯ | 2017 |
|
RU2660035C1 |
| ПОТОЧНЫЙ РАСХОДОМЕР-ДОЗАТОР СЫПУЧИХ МАТЕРИАЛОВ | 2012 |
|
RU2509986C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА МАССЫ СЫПУЧЕГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2554644C2 |
| Способ измерения скорости подводных течений | 2022 |
|
RU2804343C1 |
| СПОСОБ РЕГИСТРАЦИИ ПОТОКА ПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2086931C1 |
| Способ взвешивания потока сыпучего материала и устройство для его осуществления | 1987 |
|
SU1506287A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ГОРЯЧИХ СЫПУЧИХ МАТЕРИАЛОВ НА КОВШОВЫХ КОНВЕЙЕРАХ (ВАРИАНТЫ), СИСТЕМА ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ И КОНВЕЙЕРНЫЕ ВЕСЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2009 |
|
RU2401995C1 |
Изобретение относится к весоизмерительной технике, в частности к непрерывному весовому взвешиванию сыпучих материалов с помощью ленточного транспортера, и может быть использовано в разработке поточных расходомеров-дозаторов непрерывного действия. Способ формирования оптимальной скорости движения конвейерной ленты поточных расходомеров-дозаторов разного геометрического размера и производительности с загрузкой со стороны взвешивания включает проверку условия нахождения среднего за время τ значения объема Vср в диапазоне Р1⋅Vmax<Vcp<P2⋅Vmin, где P1 и Р2 - заданные в процентах значения максимального Vmax и минимального допустимых объемов материала соответственно, определение момента ввода фаззи-регулятора и корректировку значения текущей скорости υ, если значение объема материала Vcp находится вне указанного диапазона. Технический результат изобретения - повышение точности взвешивания в широком диапазоне расходов сыпучих материалов независимо от неравномерности распределения массы на конвейерной ленте и неравномерной подачи сыпучего материала. 1 ил.
Способ формирования оптимальной скорости движения конвейерной ленты поточных расходомеров-дозаторов разного геометрического размера и производительности с загрузкой со стороны взвешивания, включающий проверку условия нахождения среднего за время τ значения объема Vср в диапазоне Р1⋅Vmax<Vcp<P2⋅Vmin, где P1 и Р2 - заданные в процентах значения максимального Vmax и минимального допустимых объемов материала соответственно, определение момента ввода фаззи-регулятора и корректировку значения текущей скорости υ, если значение объема материала Vcp находится вне указанного диапазона.
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ЛЕНТЫ КОНВЕЙЕРА | 2015 |
|
RU2600404C1 |
| US 3430751 A1, 04.03.1969 | |||
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ ВЕСА ПЕРЕМЕЩАЕМЫХ МАТЕРИАЛОВ НА ЛЕНТОЧНЫХ КОНВЕЙЕРАХ, СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ВЕСОВАЯ РОЛИКООПОРА ЛЕНТОЧНОГО КОНВЕЙЕРА | 2009 |
|
RU2401994C1 |
| US 20090099687 A1, 16.04.2009 | |||
| Способ управления ленточным конвейером | 1984 |
|
SU1154173A1 |

