Область техники
Настоящее изобретение относится к листовой стали. В частности, настоящее изобретение относится к листовой стали, которая может быть подвергнута горячему формованию с получением частей, обладающих однородной, очень высокой прочностью при растяжении и высокой свариваемостью.
Уровень техники
Современные автотранспортные средства в целях повышения безопасности пассажиров и снижения массы автомобиля во все больших количествах содержат участки из высокопрочной и ультравысокопрочной стали. Конфигурация многих формованных кузовных деталей автомобиля препятствует применению холодногнутых прогрессивных сталей повышенной прочности. Вследствие этого распространенным способом производства деталей из ультравысокопрочной стали стало горячее формование, сопровождаемое закалкой до мартенситного состояния.
При горячей штамповке применяются специальные стали, обеспечивающие необходимую для соответствия эксплуатационным параметрам способность принимать закалку. Многие из этих специальных сталей предназначены для закалки в водоохлаждаемых пресс-формах.
Примером такой стали для горячей штамповки является USIBOR, которая содержит (в масс. %) 0,15-0,25% С, 0,8-1,5% Mn, 0,1-0,35% Si, 0,01-0,2% Cr, менее 0,1% Ti, менее 0,1% А1, менее 0,05% Р, менее 0,03% S и 0,0005-0,01% В. Сталь с такой химической композицией раскрывается в патенте США №6296805. В этой композиции Ti и В необходимы для достижения высоких механических свойств после горячего прессования в охлаждаемой водой пресс-форме.
Производство высокопрочных деталей из USIBOR описано в патенте США №6564604. Данный способ включает нагревание в печи горячекатаных или холоднокатаных заготовок до температур выше 700°С, перенос нагретых заготовок в пресс-формы, штамповку заготовок в пресс-форме и выдерживание водоохлаждаемой пресс-формы с находящейся в ней формованной заготовкой в закрытом состоянии до достижения данной деталью комнатной температуры. Быстрое охлаждение в водоохлаждаемой пресс-форме, то есть закалка, необходимо для получения структуры мартенсита и, следовательно, высокой прочности. Закаленная сталь перед тепловой обработкой для горячей штамповки может быть покрыта Zn или Al-Si с помощью непрерывного способа нанесения покрытия погружением в расплав с целью защиты стальной подложки от окисления в ходе горячей штамповки и от последующей коррозии.
Хотя USIBOR широко применяется для горячей штамповки и может после закалки в водоохлаждаемой пресс-форме достигать прочности при растяжении 1500 МПа, USIBOR имеет множество недостатков. Одним недостатком является то, что USIBOR, содержащая 0,25 масс. % С, имеет недостаточную свариваемость. Кроме того, микроструктура USIBOR обладает высокой чувствительностью к скорости охлаждения и при низкой скорости водяного охлаждения пресс-формы демонстрирует образование феррита или бейнита, вследствие чего не может быть гарантирована однородность распределения прочности по штампованной детали. Кроме того, способ горячей штамповки с использованием USIBOR обычно является длительным и производительность применяемого для горячей штамповки дорогого оборудования оказывается относительно невысокой. Помимо этого, относительно невысока пластичность (например, удлинение) USIBOR, имеющей прочность при растяжении более 1500 МПа.
Также известны самозакаливающиеся стали. Например, WO2006/048009 раскрывает способную к воздушной закалке сталь, содержащую в массовых процентах 0,07-0,15% С, 0,15-0,30% Si, 1,60-2,10% Mn, 0,5-1,0% Cr, 0,30-0,60% Мо, 0,12-0,20% V, 0,010-0,050% Ti и 0,0015-0,0040% В. Данная сталь может быть легко подвергнута сварке и цинкованию. Она демонстрирует высокую прочность, например, предел текучести в 750-850 МПа и прочность при растяжении 850-1000 МПа. Однако эта сталь имеет недостаток, заключающийся в необходимости использования больших количеств дорогостоящих элементов, таких как Мо и V.
Публикация патентной заявки DE 102 61 210 А1 описывает другую способную принимать воздушную закалку легированную сталь, предназначаемую для производства автомобильных деталей способом горячего прессования. Данный сплав содержит в массовых процентах 0,09-0,13% С, 0,15-0,3% Si, 1,1-1,6% Mn, максимально 0,015% Р, максимально 0,011% S, 1,0-1,6% Cr, 0,3-0,6% Мо, 0,02-0,05% Al и 0,12-0,25% V. Когда такая сталь закаливается в пресс-форме, то без дополнительной закалки может быть получена структура верхнего бейнита. Данная сталь показывает предел текучести 750-1100 МПа, прочность при растяжении 950-1300 МПа и удлинение 7-16%. Одним недостатком этой стали является необходимость использования большого количества дорогостоящих Мо и V.
Нерассмотренная японская патентная заявка №2006-213959 предлагает обладающий превосходной производительностью способ производства высокопрочных стальных элементов горячим прессованием. При данном способе используется листовая сталь, которая содержит в массовых процентах от 0,05 до 0,35% С, от 0,005 до 1,0% Si, от 0 до 4,0% Mn, от 0 до 3,0% Cr, от 0 до 4,0% Cu, от 0 до 3,0% Ni, от 0,0002 до 0,1% В, от 0,001 до 3,0% Ti, ≤0,1% Р, ≤0,05% S, от 0,005 до 0,1% Al и ≤0,01% N, с остальным, представленным Fe и неизбежными примесями, притом, что Mn+Cr/3,1+(Cu+Ni)/1,4≥2,5%. Данная листовая сталь нагревается при 750-1300°С в течение времени от 10 до 6000 секунд и затем подвергается прессованию при температуре 300°С или выше. После прессования отформованный продукт извлекается из формы и охлаждается от температуры 1200-1100°С до температуры 5-40°С со скоростью охлаждения 0,1°С/с или более для получения элементов, имеющих мартенситную структуру на 60 или более процентах площади. При использовании этого способа этап закалки в пресс-форме может быть исключен. Полученные элементы имеют небольшой разброс внутренних параметров качества материала и хорошую форму элементов с превосходной однородностью.
Нерассмотренная японская патентная заявка №2006-212663 предлагает способ производства горячим прессованием высокопрочных стальных элементов, обладающих превосходной формуемостью. При данном способе используется листовая сталь, которая содержит в выражении массовых процентов от 0,05 до 0,35% С, от 0,005 до 1,0% Si, от 0,10 до 4,0% Mn, от 0 до 3,0% Cr, от 0 до 4,0% Cu, от 0 до 3,0% Ni, от 0,0002 до 0,1% В, от 0,001 до 3,0% Ti, ≤0,1% Р, ≤0,05% S, от 0,005 до 0,1% Al и ≤0,01% N, с остальным, представленным Fe и неизбежными примесями, притом, что Mn+Cr/3,1+(Cu+Ni)/1,4≥2,5. Листовая сталь нагревается до 750-1300°С, выдерживается в таких условиях в течение 10-6000 секунд и затем подвергается прессованию дважды или более раз при 300°C с получением элементов, имеющих структуру мартенсита на 60 или более процентах площади. Полученные элементы показывают высокую прочность и небольшой разброс внутренних параметров качества материала.
Известно, что прочность стали при растяжении увеличивается с возрастанием содержания С. Однако увеличение содержания С ухудшает свариваемость.
В этой связи существует потребность в пригодной для горячей формовки, способной к самозакаливанию, высокопрочной листовой стали, которая не включает больших количеств дорогостоящих элементов, таких как Мо, и в дополнение к наличию небольшой внутренней изменчивости показателя прочности при растяжении демонстрирует превосходную свариваемость.
Раскрытие сущности изобретения
Настоящее изобретение обеспечивает высокую прочность при растяжении (800-1400 МПа) стальных листов, содержащих (в масс. %) 0,04≤С≤0,30, 0,5≤Mn≤4, 0≤Cr≤4, 2,7≤Mn+Cr≤5, 0,003≤Nb≤0,1, 0,015≤Al≤0,1 и 0,05≤Si≤1,0. Необязательно листовая сталь может содержать одно или несколько из Ti≤0,2, V≤0,2, Мо≤0,3 и В≤0,015. После аустенизации при температуре Ас3 +20°С или выше листовая сталь может быть подвергнута горячему формованию в пресс-форме и может быть охлаждена в пресс-форме или в охлаждающей среде, такой как воздух, азот, масло или вода. Химическая композиция стали, в частности, содержание Mn+Cr от 2,7 до 5 масс. %, делает подвергнутый формованию лист нечувствительным к скорости охлаждения и гарантирует однородное распределение прочности по детали вне зависимости от времени задержки между операциями и конечным охлаждением/закаливанием. Содержание Nb от 0,003 до 0.1 масс. % делает прочность при растяжении менее чувствительной к содержанию С и уменьшает количество С, необходимого для достижения аналогичной прочности при растяжении. Кроме того, так как снижение содержания С улучшает свариваемость, добавление Nb обеспечивает такую же высокую прочность при растяжении, как и один С, но с улучшенной свариваемостью. Покрытие листовой стали Zn, Al или сплавом Al может улучшить коррозионную стойкость листовой стали.
Краткое описание чертежей
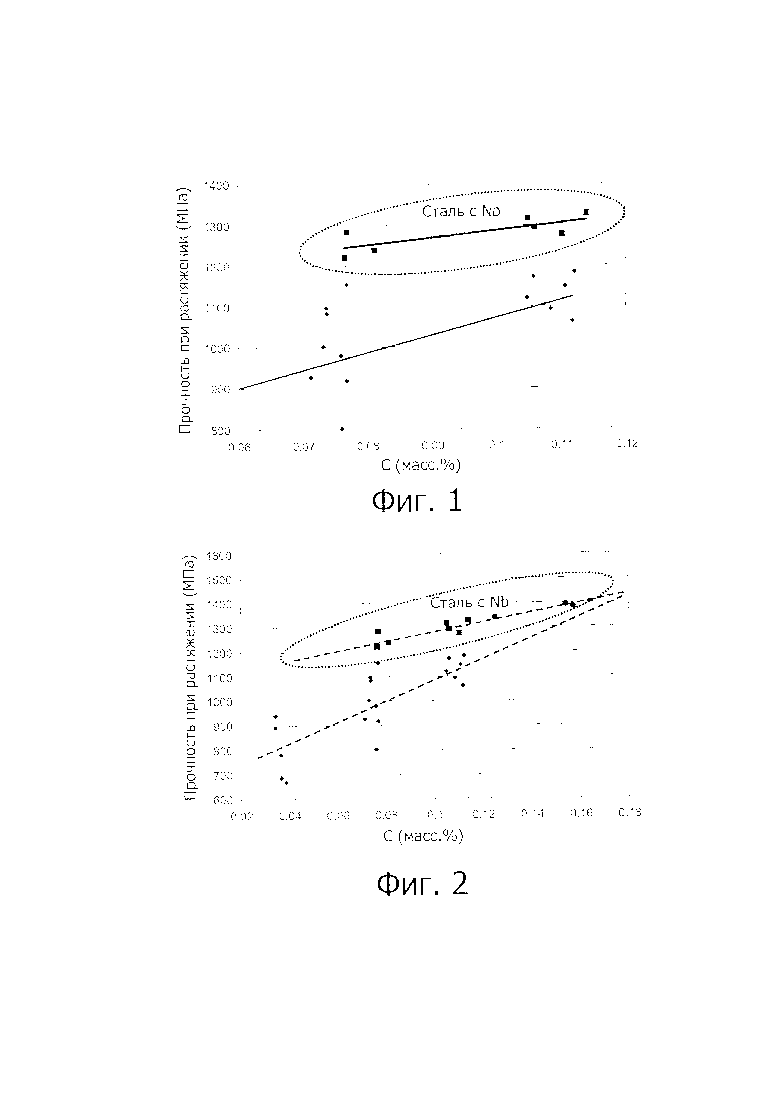
Фиг. 1 отображает изменения в прочности при растяжении (МПа) с C для различных композиций листовой стали, когда количество С варьирует в пределах от 0,06 до 0,12 масс. %, с и без добавления Nb;
фиг. 2 отображает изменения в прочности при растяжении (МПа) с C для различных композиций листовой стали, когда количество С варьирует в пределах от 0,06 до 0,18 масс. %, с и без Nb;
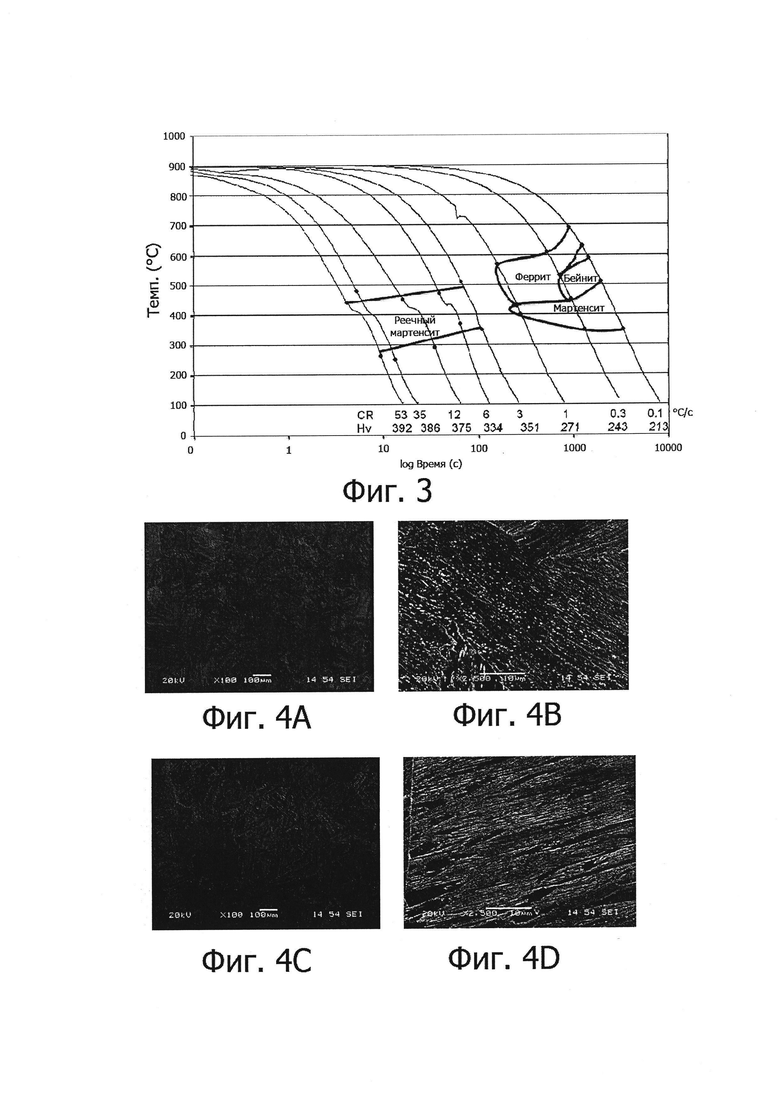
фиг. 3 показывает диаграмму превращения при непрерывном охлаждении для стали согласно настоящему изобретению, отображающую кривые охлаждения как температуру в градусах С от логарифма времени в секундах;
фиг. 4a-4d представляют полученные при различном увеличении микрофотографии стали настоящего изобретения, охлаждавшейся при различных скоростях охлаждения;
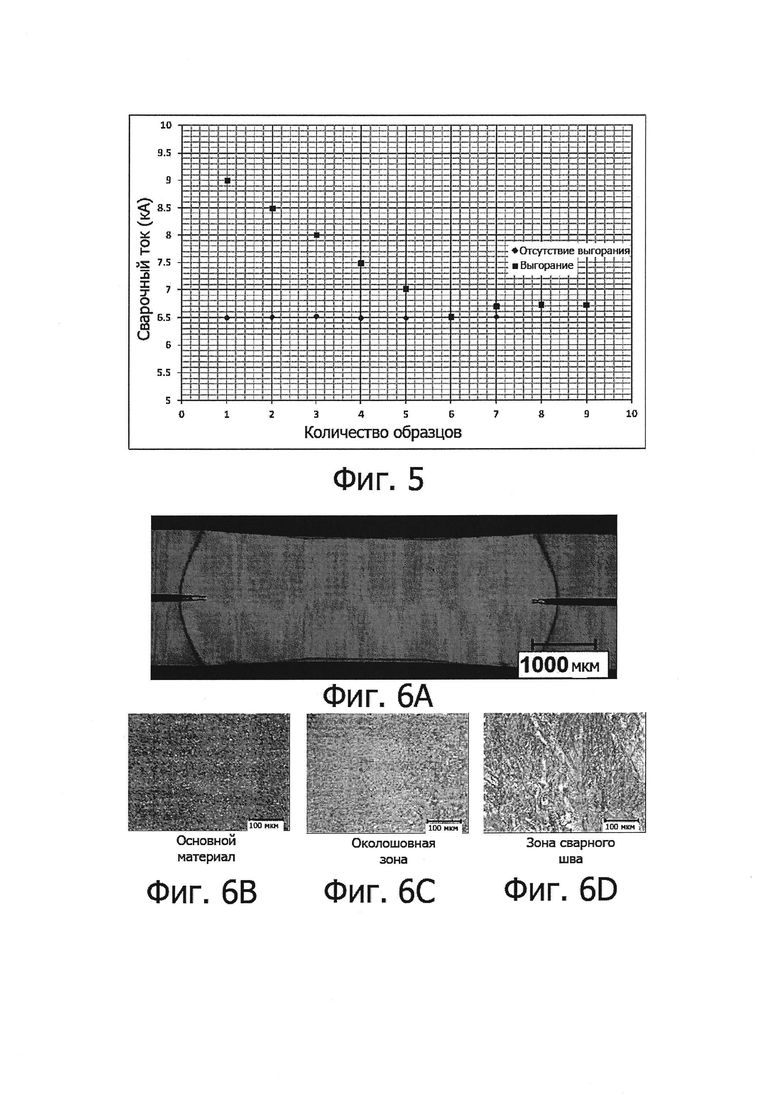
фиг. 5 представляет график сварочного тока от количества образцов для сталей настоящего изобретения, данный график определенно показывает отсутствие потерь металла вследствие выгорания стали при точечной сварке;
фиг. 6A - 6D представляют собой совокупность из четырех (4) микрофотографий, показывающих цельный точечный шов стали настоящего изобретения (6А), представленные под большим увеличением область основного металла (6В), зону (6С) термического влияния и сварную зону (6D) точечного шва.
Осуществление изобретения
Настоящее изобретение предоставляет листовую сталь, которая может быть подвергнута горячему формованию в деталь, имеющую однородное распределение прочности и улучшенную свариваемость. Данная листовая сталь является низколегированной сталью, композиция которой содержит в масс. % 0,04≤С≤0,30, 0,5≤Mn≤4, 0≤Cr≤4, 2,7≤Mn+Cr≤5, 0,003≤Nb≤0,1, 0,015≤Al≤0,10 и 0,05≤Si≤1,0. Необязательно такая листовая сталь может содержать одно или несколько из Ti≤0,2, V≤0,5, Мо≤0,6 и В≤0,015. Эта химическая композиция делает лист, получаемый после горячего формования, нечувствительным к скорости охлаждения и гарантирует однородное распределение прочности по детали независимо от времени задержки между операциями и конечным охлаждением/закаливанием. Гарантируемая однородность свойств при растяжении вне зависимости от скорости охлаждения в конкретных местоположениях формованной детали может существенно увеличить производительность горячего формования. Хотя прочность при растяжении возрастает с увеличением содержания С, повышение С приводит к ухудшению свариваемости. Однако посредством замены доли С на Nb возможно поддержание увеличения прочности при растяжении и улучшение свариваемости.
Концентрации различных составляющих элементов листовой стали настоящего изобретения ограничены по следующим причинам. Концентрации даны в массовых процентах (то есть масс. %).
Углерод имеет важное значение для увеличения прочности стали. Однако если добавляется слишком много С, затрудняется сваривание. Таким образом, количество С ограничивается диапазоном от 0,04 до 0,30 масс. %. Предпочтительно нижний предел для содержания С составляет 0,06 масс. %, более предпочтительно 0,08 масс. %. Верхний предел количества С предпочтительно составляет 0,18 масс. %, более предпочтительно 0,16 масс. %.
Марганец, помимо того, что является элементом упрочнения твердого раствора, также ингибирует ферритное превращение, таким образом, он представляет собой химический элемент, важный с точки зрения обеспечения закаливаемости. Однако добавление слишком большого количества Mn не только поощряет косегрегацию с Р и S, но также оказывает неблагоприятное воздействие на технологичность в ходе производства стали, литья и горячей прокатки. Вследствие этого количество Mn ограничивается диапазоном от 0,5 до 4 масс. %. Предпочтительно нижний предел содержания Mn равен 1 масс. %, более предпочтительно 1,5 масс. %. Предпочтительно верхний предел содержания Mn составляет 3,5 масс. %, более предпочтительно 3,0 масс. %.
Хром играет важную роль в улучшении закаливаемости. Однако избыточное содержание Cr будет неблагоприятно воздействовать на обрабатываемость в процессе производства. Поэтому количество Cr ограничивается диапазоном от 0 до 4 масс. %. Предпочтительно нижний предел для содержания Cr равен 0,2 масс. %, более предпочтительно 0,5 масс. %. Верхний предел содержания Cr предпочтительно составляет 3,5 масс. %, более предпочтительно 3,0 масс. %.
Объединенное количество Mn и Cr ограничивается диапазоном от 2,7 до 5 масс. % с тем, чтобы сделать сталь нечувствительной к скорости охлаждения после формования и обеспечить однородность распределения прочности по детали вне зависимости от времени задержки между операциями и конечным охлаждением/закаливанием. Предпочтительно нижний предел для Mn+Cr равен 3,0 масс. %, более предпочтительно 3,3 масс. %. Верхний предел для Mn+Cr предпочтительно составляет 4,7 масс. %, более предпочтительно 4,4 масс. %.
Ранее было известно, что небольшие добавки Nb к высокопрочным низколегированным сталям обладают значительным эффектом предупреждения рекристаллизации аустенита и образования вследствие этого тонкозернистой ферритной структуры, а также способствуют дисперсионному упрочнению феррита тонкодисперсными карбонитридами. Кроме того, большие количества Nb добавлялись к высокоуглеродистым, стойким к ползучести легированным сталям. Однако до сих пор в открытых литературных источниках ничего не сообщалось об эффектах добавления небольших количеств Nb к среднеуглеродистым сталям с мартенситной микроструктурой. Авторы данного изобретения обнаружили, что небольшое добавление Nb к самозакаливающейся стали настоящего изобретения снижает чувствительность прочности при растяжении к содержанию С и значительно увеличивает прочность стали, таким образом уменьшая количество С, необходимого для достижения конкретной величины прочности при растяжении. Так как снижение содержания углерода улучшает свариваемость, добавление Nb помогает достижению желаемой высокой прочности при растяжении с улучшенной свариваемостью. Для обеспечения этих эффектов количество Nb ограничивается диапазоном от 0,003 до 0,1 масс. %. Предпочтительно нижний предел содержания Nb равен 0,005 масс. %, более предпочтительно 0,010 масс. %. Верхний предел содержания Nb предпочтительно составляет 0,09 масс. %, более предпочтительно 0,085 масс. %.
Al добавляется к стали в небольшом количестве в качестве раскислителя. При этом избытки Al приводят к образованию множества неметаллических включений и дефектов поверхности. Al также является сильным ферритообразующим элементом и значительно увеличивает температуру полной аустенизации. Эти эффекты нежелательны для закаливающихся на воздухе сталей. Поэтому количество Al ограничивается диапазоном от 0,015 до 0,1 масс. %. Предпочтительно нижний предел для содержания Al равен 0,02 масс. %, более предпочтительно 0,03 масс. %. Верхний предел содержания Al предпочтительно составляет 0,09 масс. %, более предпочтительно 0,08 масс. %.
Si эффективен в увеличении прочности листовой стали. Однако слишком большие количества Si создают проблему образования поверхностной окалины. Вследствие этого количество Si ограничивается пределами от 0,05 до 0,35 масс. %. Предпочтительно нижний предел содержания Si равен 0,07 масс. %, более предпочтительно 0,1 масс. %. Верхний предел содержания Si предпочтительно составляет 0,3 масс. %, более предпочтительно 0,25 масс. %.
Ti может быть при необходимости добавлен к стали с B в количестве ≤0,1 масс. % с целью улучшения закаливаемости. Ti при очень высокой температуре соединяется с N, тем самым не допуская образования BN. B в растворе улучшает закаливаемость. Вне границ стехиометрического соотношения с азотом Ti является карбидообразующим элементом. Он упрочняет сталь посредством образования очень мелкозернистых карбидов. Его действие подобно эффекту Nb.
V может при необходимости добавляться к стали в количестве ≤0,2 масс. % для повышения прочности стали посредством дисперсионного твердения. Он также дополнительно увеличивает способность стали принимать закалку.
Мо может быть при необходимости добавлен к стали в количестве ≤0,3 масс. % для повышения прочности и улучшения закаливаемости.
В может быть при необходимости добавлен к стали в количестве ≤0,005 масс. % с целью улучшения способности принимать закалку и, вследствие этого, повышения прочности стали.
Сталь также содержит Fe и может содержать неизбежные примеси.
Листовая сталь настоящего изобретения имеет мартенситную микроструктуру, которая может включать вплоть до 10% фазы нижнего бейнита. Данная микроструктура преимущественно представлена мартенситом. Количество бейнита может составлять вплоть до 10%, предпочтительно составляет менее 5% и более предпочтительно менее 1%.
Листовая сталь настоящего изобретения имеет прочность при растяжении в диапазоне 800-1400 МПа. Нижний предел прочности при растяжении предпочтительно равен 900 МПа, более предпочтительно 1000 МПа. Конечная прочность главным образом зависит от содержания в мартенсите углерода.
Листовая сталь настоящего изобретения может демонстрировать удлинение в диапазоне от 4 до 9%, предпочтительно от 5 до 9%, более предпочтительно от 6 до 9%.
Листовая сталь настоящего изобретения может быть изготовлена способами, которые начинаются со стандартных способов выплавки и литья стали, за которыми следует горячая прокатка. Полученные слитки перед горячей прокаткой могут быть непосредственно загружены в нагревательную печь или же охлаждены перед выполнением этого. В ходе процесса горячей прокатки нет никаких ограничений на температуру конца прокатки, кроме того, что она должна превышать Ar3.
Температура намотки в рулон после горячей прокатки зависит от обработки после горячей прокатки. Если для получения конечной толщины требуется холодная прокатка, то предпочтительна температура намотки в рулон между 700°С и 600°С. Если необходимая конечная толщина может быть достигнута непосредственно горячей прокаткой, то рекомендуется температура намотки в рулон между 600°С и 500°С.
Горячекатаный лист может быть протравлен. В случае холоднокатаных продуктов горячекатаный лист может быть подвергнут травлению перед холодной прокаткой до необходимой толщины.
Горячекатаная или холоднокатаная листовая сталь может быть защищена от окисления и/или коррозии нанесением на одну или обе стороны стального листа покрытия из Zn, Al или сплава Al, такого как Al-Si. Нанесение покрытия может выполняться непрерывным способом посредством погружения стального листа в расплав.
Прежде чем быть подвергнутыми формованию, например, штамповкой в одной или нескольких пресс-формах до желаемой формы, стальные листы с или без покрытия нагреваются до температуры полной аустенизации, то есть по меньшей мере до Ас3 +5°С. Деформированная в горячую деталь далее охлаждается в пресс-форме или в охлаждающей среде, такой как воздух, азот, масло или вода. Различные охлаждающие среды обеспечивают различные скорости охлаждения. Отформованные детали демонстрируют однородную по детали мартенситную структуру вне зависимости от скорости охлаждения.
Конечная прочность можно контролироваться на основе химической композиции (в частности, количествами С и Nb) и/или нагреванием ниже или выше температуры полной аустенизации.
Примеры
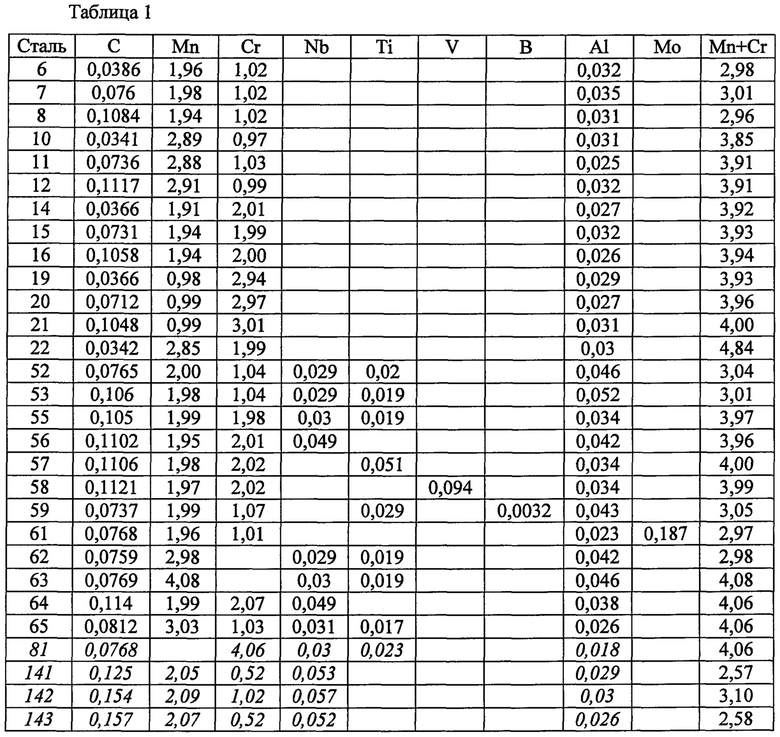
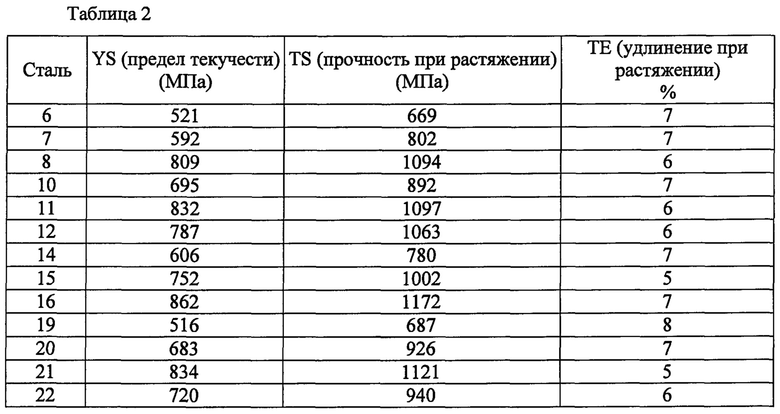
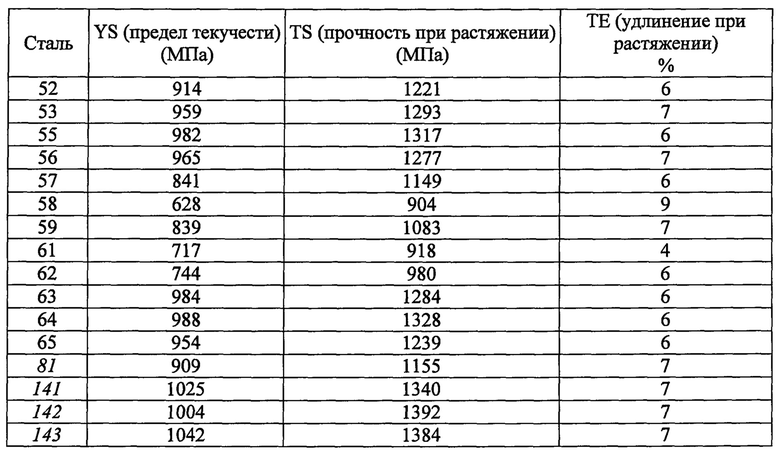
В лаборатории были изготовлены 50 мм слябы с композицией, показанной в Таблице 1. Данные слябы были подвергнуты горячей прокатке в 3,5 мм листы. Температура повторного нагревания равнялась 1220°С, температура конца прокатки составляла 850°С и температура намотки в рулон 700°С. Поверхность горячекатаных листов была отшлифована с обеих сторон до толщины 2,5 мм, чтобы удалить обезуглероженный поверхностный слой, образующийся в ходе лабораторного процесса повторного нагревания. 2,5 мм листы были подвергнуты холодной прокатке до 1 мм (60% обжатие в холодном состоянии) на лабораторном реверсивном стане для холодной прокатки. Вырезанные из холоднокатаных листов образцы для испытаний были аустенизированы в течение 300 с при в 900°С в солевой ванне и затем закалены в масле. Некоторые образцы были снабжены термопарой для измерения скорости охлаждения в течение закалки в масле. Средняя скорость охлаждения от 800°С до 300°С составляла 150°С/с. Были измерены механические свойства закаленных образцов в поперечном к направлению прокатки направлении. Полученные данные по механическим свойствам даны в таблице 2.
Показанные в таблице 2 данные по прочности при растяжении представлены на фиг. 1 в виде графика зависимости от содержания в композиции углерода. Прочность при растяжении находится в сильной зависимости от углерода, что отмечено во многих предыдущих публикациях (например, см. "Martensite transformation, structure and properties in hardenable steels" («Мартенситное превращение, структура и свойства закаливаемых сталей») G. Krauss, "Hardenability concepts with applications to steel" («Концепция способности принимать закалку в приложении к стали»), под ред. D.V. Doane и J.S. Kirkaldy, 24-26 октября 1977, стр. 235). Однако фиг. 1 также показывает, что стали с Nb имеют более высокую прочность, чем сталь с подобным содержанием углерода, но без Nb. Кроме того, прочность стали с добавлением Nb менее зависима от углерода, так как наклон линии, соответствующей прочности при растяжении сталей с Nb, значительно меньше наклона для сталей без Nb. Различие в прочности сталей с и без Nb становится меньше при увеличении количества С, и обе группы сталей демонстрируют сходную прочность при содержании С в 0,17% и выше, фиг. 2.
Для определения влияния скорости охлаждения на конечную прочность закаленного материала была оценена «критическая скорость охлаждения» то есть минимальная скорость охлаждения от температуры аустенизации, позволяющая избегнуть образования феррита. В этих экспериментах с помощью дилатометра ММС была построена диаграмма превращения при непрерывном охлаждении (Continuous Cooling Transformation, ССТ) стали. При этих испытания небольшой образец нагревался до 900°С, а затем охлаждался при заранее заданных скоростях охлаждения притом, что в это время производилось измерение расширения образца (изменения его длины). Также из дилатометрических данных, а также посредством изучения микроструктуры и конечной твердости охлажденного образца были идентифицированы различные фазовые превращения. Для создания диаграммы ССТ требуются сведения, полученные при нескольких скоростях охлаждения.
Пример такой диаграммы показан на фиг. 3. Из этой фигуры видно, что ферритное превращение не происходит при скоростях охлаждения выше 1°С/с. Показанные на фиг. 4А и С микроструктуры, полученные при скоростях охлаждения в 3°С/с и более высоких, демонстрируют мартенситную микроструктуру. Однако при более низких скоростях охлаждения наблюдается высокая степень отпуска, фиг. 4В и D. Несмотря на отпуск мартенсита, при скорости охлаждения в 3°С/с была достигнута высокая твердость в 350 HV (единицы твердости по Виккерсу), которая увеличивается при возрастании скорости охлаждения. Охлаждение стали настоящего изобретения в любой среде (воздух, масло, пресс-форма, азот), обеспечивающее скорости охлаждения выше 1°С/с или предпочтительно выше 3°С/с, приводит к получению высокопрочной, полностью мартенситной стали.
Пригодность сталей 55, 63, 81 и 141 к точечной сварке была оценена согласно спецификации ISO 18278-2 в конфигурации однородного шва. Эти испытания показали отсутствие потерь металла вследствие выгорания стали, фиг. 5, с однородной микроструктурой сварной точки, фиг. 6А - 6D.
Таблица 1 и таблица 2, а также фиг. 1 и фиг. 2 показывают, что столь же высокие показатели прочности при растяжении могут быть получены, когда при содержании С в пределах от 0,04 до 0,20 масс. % часть С замещается на Nb в количествах в пределах от 0,003 до 0,055 масс. %.
Раскрытие здесь числового диапазона подразумевается в качестве раскрытия, устанавливающего предельные значения такого числового диапазона и все рациональные числа внутри этого числового диапазона.
Притом, что настоящее изобретение описывается в отношении некоторых определенных воплощений, конкретными описываемыми деталями оно не ограничивается, но включает различные изменения и модификации, которые могут быть предложены специалистам в данной области и при этом подпадают под действие данного изобретения в том виде, как оно ограничивается следующей формулой изобретения.
Изобретение относится к области металлургии, а именно к листовой стали, используемой в автомобилестроении. Сталь содержит, в мас.%: 0,04≤С≤0,30, 0,5≤Mn≤4, 0≤Cr≤4, 2,7≤Mn+Cr≤5, 0,003≤Nb≤0,1, 0,015≤Al≤0,1, 0,05≤Si≤1,0, остальное – железо и неизбежные примеси. Сталь имеет микроструктуру, включающую в себя до 10 % площади бейнита и остальное - мартенсит. Обеспечивается получение горячедеформированных листов, нечувствительных после аустенизации к скорости охлаждения и имеющих однородное распределение прочности при растяжении по детали в диапазоне 800-1400 МПа независимо от времени задержки между операциями и конечным охлаждением/закаливанием, что позволяет производить охлаждение как в пресс-форме, так и в охлаждаемой среде, такой как воздух, азот, масло или вода. 13 з.п. ф-лы, 6 ил., 2 табл.
1. Листовая сталь, содержащая, в мас.%:
0,04 ≤ C ≤ 0,30,
0,5 ≤ Mn ≤ 4,
0 ≤ Cr ≤ 4,
2,7 ≤ Mn+Cr ≤ 5,
0,003 ≤ Nb ≤ 0,1,
0,015 ≤ Al ≤ 0,1,
0,05 ≤ Si ≤ 1,0,
железо и неизбежные примеси – остальное,
при этом указанная листовая сталь имеет микроструктуру, включающую в себя до 10 % площади бейнита и остальное, представленное мартенситом,
при этом прочность при растяжении указанной листовой стали составляет 800-1400 МПа.
2. Листовая сталь по п. 1, в которой 0,06 ≤ C ≤ 0,18.
3. Листовая сталь по п. 1, в которой 0,08 ≤ C ≤ 0,16.
4. Листовая сталь по п. 1, в которой 0,5 ≤ Mn ≤ 3,5.
5. Листовая сталь по п. 1, в которой 0,5 ≤ Mn ≤ 3,0.
6. Листовая сталь по п. 1, в которой 0,2 ≤ Cr ≤ 3,5.
7. Листовая сталь по п. 1, в которой 0,5 ≤ Cr ≤ 3,0.
8. Листовая сталь по п. 1, в которой 3,0 ≤ Mn+Cr ≤ 4,7.
9. Листовая сталь по п. 1, в которой 3,3≤ Mn+Cr ≤ 4,4.
10. Листовая сталь по п. 1, в которой 0,005 ≤ Nb ≤ 0,060.
11. Листовая сталь по п. 1, в которой 0,010 ≤ Nb ≤ 0,055.
12. Листовая сталь по п. 1, в которой по меньшей мере одна поверхность листовой стали покрыта слоем, содержащим Zn, Al или сплав Al.
13. Листовая сталь по п. 1, в которой листовая сталь имеет микроструктуру, включающую в себя более 95 % площади мартенсита.
14. Листовая сталь по п. 1, в которой листовая сталь является горячедеформированной листовой сталью.
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ УПАКОВОЧНОЙ ЛЕНТЫ | 2017 |
|
RU2687620C2 |
| CA 2862829 A1, 18.07.2013 | |||
| СИГНАЛИЗАЦИЯ ЗАГОЛОВКА ИЗОБРАЖЕНИЯ ПРИ КОДИРОВАНИИ ВИДЕО | 2020 |
|
RU2831305C1 |
| CA 2832894 A1, 01.11.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ХОЛОДНОКАТAНЫХ И ОТОЖЖЕННЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2008 |
|
RU2437945C2 |

