Изобретение относится к области литейного производства и может быть использовано для изготовления литейных форм и стержней на основе огнеупорного наполнителя - кварцевого песка и отработанной пеcчано-глинистой смеси, отверждаемых тепловой сушкой.
Центральной проблемой при применении формовочных и стержневых смесей с использованием жидкостекольного связующего при производстве литых заготовок в разовых формах являются затрудненная их выбиваемость и перерасход кварцевого огнеупорного наполнителя (примерно расходуется 1 т песка при производстве 1 т литья). Кроме того, отработанные песчано-глинистые смеси, используемые при производстве литых заготовок, приходится выбрасывать как отход, расширяя отвалы отбросов и загрязняя тем самым окружающую среду.
Известен состав смеси, включающий жидкое стекло - 3.8...4.2%, алюмоборфосфатный концентрат (АБФК) - 0.5...0.7% и кварцевый песок - остальное [1]. Смесь для отверждения жидкостекольного связующего содержит алюмоборфосфатный концентрат, который содержит 8.0...9.0% Al2O3, за счет чего происходит уменьшение образования жидких силикатов в процессе заливки металла в форму и улучшение выбиваемости. Данный состав смеси имеет низкую живучесть, где отверждение происходит уже в смесителе при приготовлении. В результате, частично отвержденная смесь разрушается еще в процессе приготовления и изготовленные из нее стержни и формы имеют низкую прочность и большую осыпаемость.
Другой известный состав смеси включает в себя экструзионный крахмалсодержащий реагент (ЭК) (отход производства крахмала) - 0.09...0.12%, бентонит - 2.1...2.6%, жидкое стекло - 6.3...7.5%, едкий натр - 0.37...0.44%, вода - 0.90...1.50 и огнеупорный наполнитель на основе диоксида кремния - остальное [2] . Утверждается, что введение в состав смеси крахмалсодержащего реагента, бентонита и воды способствует повышению газопроницаемости смеси, ее живучести и прочности.
Недостатком смеси является то, что в ее состав входят вещества, имеющие низкие температуры плавления и деструкции. Образовавшаяся связующая композиция, состоящая из жидкого стекла, бентонитовой глины и крахмалсодержащего реагента, является нетермостойкой. Сложная система образует при нагревании жидким металлом в процессе заливки его в форму множество эвтектик с невысокой температурой плавления. Образовавшийся агломерат прочно связывает песчинки огнеупорного наполнителя после остывания формы и смесь плохо выбивается. Даже присутствие органического вещества (крахмалсодержащий реагент), которое деструктирует при относительно низких температурах (150...350oC), не облегчает процесс выбивки отливок. Это происходит потому, что смесь содержит относительно большое количество жидкого стекла (6.3...7.5% большой плотности ρ = 1,47...1,52 г/см3 и малого модуля M=2.4...2.8). Несложные расчеты по правилу рычага образовавшейся системы Na2O-SiO2-Al2O3 показывают, что в случае прогрева смеси до 800...1100oC получается большое количество силикатной жидкости (в пределах 3.0. ..3.4% при 6% жидкого стекла в смеси), что значительно упрочняет форму и стержни после заливки и остывания металла. Кроме того, присутствие органических составляющих смеси с низкой температурой деструкции не способствует улучшению условий труда рабочих-литейщиков.
Известна смесь [3] при следующих соотношениях ингредиентов: каолинитовая глина, прокаленная при 630...770oC - 5.1...7.9%, жидкое стекло - 5.7...6.1%, едкий натр - 0.9...1.1%, кварцевый песок - остальное. Известно, что каолинитовые глины содержат примерно одинаковое количество Al2O3 и SiO2. При нагревании глинистой массы каолинита до температуры 770...800oC вместо кристаллического каолинита Al2O3•2SiO2•2H2O образуется аморфный и более реакционноспособный метакаолинит Al2O3•2SiO2 [4]. В результате взаимодействия метакаолинита и жидкого стекла (или водного раствора едкого натра) происходит образование коллоидного раствора алюмосиликата натрия, который усиливают вяжущие свойства силикатного связующего. Кроме того, алюмосиликатные составляющие жидкого стекла увеличивают его температуру плавления в результате воздействия на форму жидкого металла. В результате происходит предотвращение образования жидких силикатов, что положительно влияет на выбиваемость смеси. Недостатком смеси является то, что мелкодисперсный порошок обоженной каолинитовой глины имеет большую удельную поверхность. Поэтому, для обеспечения необходимой прочности смеси после сушки, в нее добавляется повышенное количество жидкого стекла (смесь содержит до 5.7...6.1% раствора силиката натрия с большой плотностью ρ = 1,46...1,49 г/см3). Это способствует увеличению образования жидких силикатов в процессе нагревания и ухудшению выбиваемости смеси.
В качестве ближайшего аналога принята смесь [5], которая наиболее близка по физической сущности и достигнутому эффекту к предлагаемой. Эта смесь состоит из следующих ингредиентов: формовочная глина - 1...3%, жидкое стекло - 5. ..8%, красный шлам глиноземного производства (КШГП) - 1...3%, огнеупорный наполнитель - остальное. Смесь содержит красный шлам, в составе которого имеется 27. ..40% натро-кальциевый алюмосиликат и 2...4% гидроксида алюминия. При взаимодействии алюминатных составляющих формовочной глины и красного шлама с щелочным раствором жидкого стекла происходят процессы, похожие с реакциями, происходящими в смеси, описываемой в аналоге [3]. Процесс взаимодействия составляющих аналоговую смесь [5] сопровождается образованием алюмосиликатов натрия в виде коллоидных растворов, имеющих более вяжущие свойства по сравнению с исходным жидкостекольным связующим. Распространяясь по всему объему связующей композиции, алюмосиликат натрия увеличивает вяжущие свойства связующего и, как следствие, прочность форм и стержней.
Недостатком смеси аналога является высокий расход формовочной глины и чистого огнеупорного наполнителя на основе диоксида кремния.
Задачей, на решение которой направлено изобретение, является уменьшение расхода чистого огнеупорного наполнителя на основе диоксида кремния, улучшение выбиваемости смеси при сохранении ее необходимой прочности и минимальной осыпаемости, а также полностью неприменение формовочной глины.
Решение поставленной задачи достигается разработкой смеси для изготовления литейных форм и стержней, включающей огнеупорный наполнитель на основе диоксида кремния, жидкое стекло и дополнительно в качестве огнеупорного наполнителя отработанную песчано-глинистую смесь, а в качестве модификатора гидроксид алюминия, едкий натр и воду при следующих соотношениях ингредиентов, мас. %: отработанная песчано-глинистая смесь (горелая земля) - 38... 47, жидкостекольное связующее - 4.2...4.4, гидроксид алюминия (сухой порошок) - 0.2...0,25, гидроксид натрия (сухой порошок) - 0.5...0.55, вода техническая - 0.6. ..0.8, огнеупорный наполнитель на основе кварцевого песка - остальное.
Сущность изобретения поясняется чертежом, где изображена микроструктура смеси с использованием алюмосиликатного связующего после выбивки.
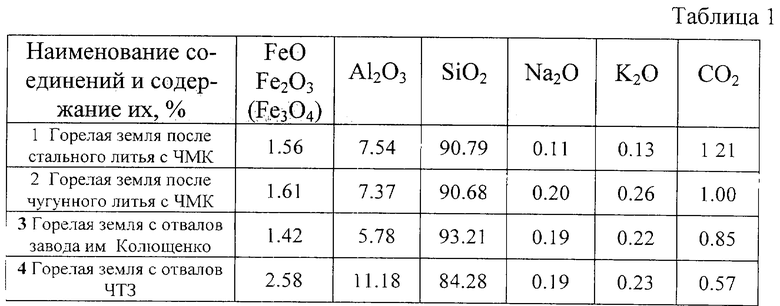
В качестве огнеупорного наполнителя используются кварцевый песок и отработанная песчано-глинистая смесь. Усредненный состав отработанной песчано-глинистой смеси приведен в табл. 1.
Жидкое стекло использовалось с модулем M = 2.95...3.0 и плотностью ρ = 1,40...1,41 г/см3. Гидроксид натрия (NaOH по ГОСТ 4328-74, каустик) применялся в виде 45%-ного водного раствора, гидроксид алюминия - в виде сухого порошка (по ГОСТ 3769-73).
Приготовление смеси производилось следующим образом. В 45%-ный водный раствор едкого натра добавлялся сухой порошок гидроксида алюминия и производилось перемешивание в течение 5...7 мин. Затем получившийся алюминатный раствор смешивался с жидкостекольным связующим в течение 5...7 мин. После чего производилось смешивание кварцевого песка и горелой земли с приготовленной связующей композицией. Изготовленные из смеси образцы испытывались на сырую прочность, прочность после тепловой сушки при температуре 200...250oC, на осыпаемость и работу разрушения после прокалки образцов при температуре 800...1100oC (работа выбивки).
Увеличение прочностных характеристик смеси возможно объяснить следующим образом. При смешивании раствора щелочи (раствор каустической соды - NaOH) с гидроксидом алюминия (Al(OH)3) возможно образование коллоидного раствора алюмосиликата натрия с более вяжущими свойствами. Приготовленная смесь алюминатного раствора добавлялась в жидкостекольное связующее и за счет этого происходило увеличение связующих свойств полученной композиции. В этом случае возможно протекание следующего процесса:
Al(OH)3 + NaOH = Na[Al(OH)4] тетрагидрооксоалюминат натрия
Таким образом, образовавшиеся коллоидные частицы гидрооксоалюмината, которые обладают более вяжущими свойствами, распределены по всему объему жидкостекольного связующего, улучшают его связующие характеристики. Кроме того, при смешивании алюмосиликатной связующей композиции с огнеупорным наполнителем, в состав которого входит (в части горелой земли) от 7.0 до 12% Al2O3, также происходит образование алюмосиликата натрия
Al2O3 + 2NaOH + 3H2O = 2Na[Al(OH)4] тетрагидрооксоалюминат натрия
Улучшение выбиваемости при этом (уменьшается работа разрушения образцов смеси после прокаливания их при температуре 800...1100oC) происходит за счет того, что после воздействия на смесь температуры расплавленного металла возможно получить разупрочненную структуру силиката (см. иллюстрацию - микроструктура смеси с использованием алюмосиликатного связующего после выбивки).
Гидрооксоалюминат натрия под воздействием высоких температур подвергается деструкции с образованием Al2O3 и NaOH и последующим их взаимодействием. Образовавшееся соединение 2NaAlO2 (или Na2O•Al2O3) имеет высокую температуру плавления (около 1650oC), не способствует образованию жидких силикатов и упрочнению формы после ее остывания.
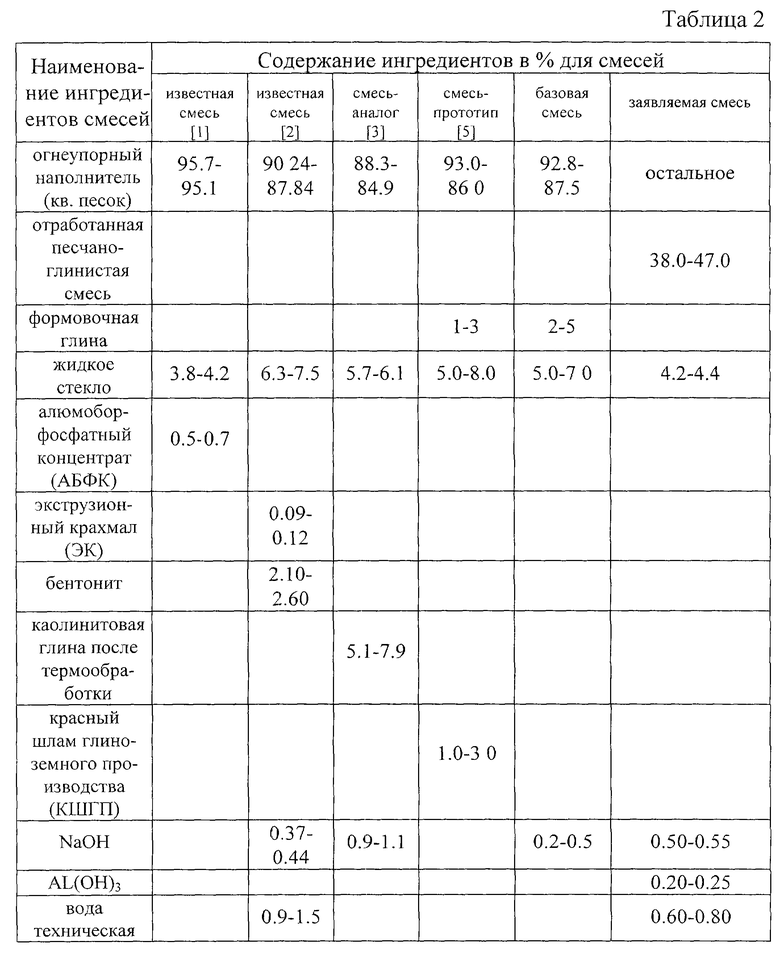
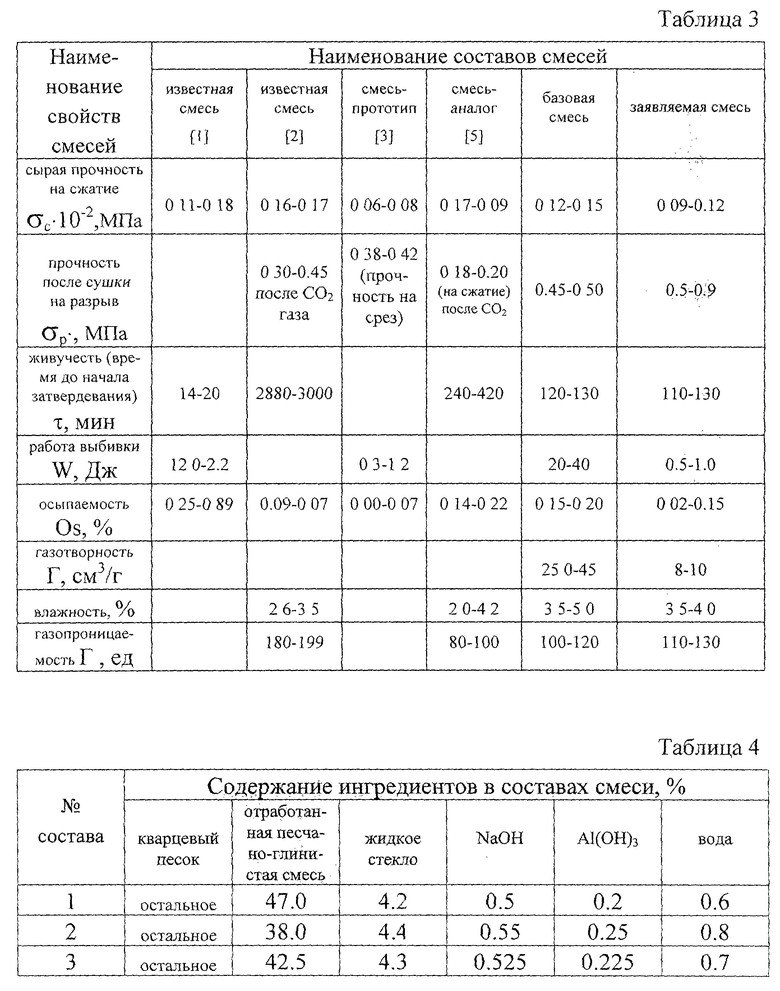
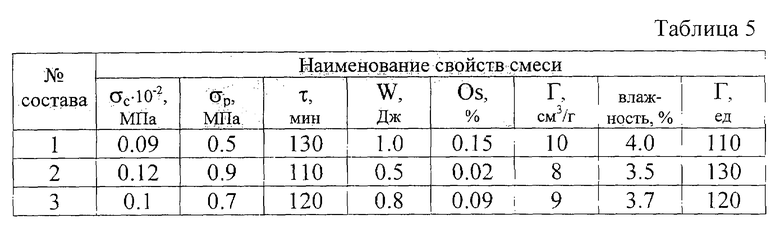
Состав смеси, а также смеси-аналоги с их технологическими свойствами приведены в табл. 2 и 3. Пример практической реализации смеси представлен в табл. 4 и 5.
Анализируя табл. 2 и 3, можно заключить следующее. При изготовлении известных составов смесей в качестве связующих композиций применялись вещества, которые в той или иной степени способствовали улучшению выбиваемости. Но при этом смеси имели относительно большое количество материалов, содержащих алюминатные составляющие. Поэтому для поддержания необходимых прочностных свойств смесей в их состав вводится повышенное количество жидкостекольного связующего, что, естественно, приводит к большому образованию жидких силикатов, упрочняющих ее после заливки металла в форму.
Кроме того, используемые связующие композиции, содержащие органические составляющие с малой температурой деструкции, никак не улучшали условия загазованности и запыленности воздуха рабочей зоны технологических участков производства отливок.
В предложенной смеси количество отработанной песчано-глинистой смеси (горелой земли) не должно превышать 47,0%. Повышение же этого компонента в составе смеси приведет к снижению вязкости связующей композиции и к ухудшению однородности и прочности форм и стержней. Следует отметить, что содержание алюминатной составляющей смеси не следует увеличивать больше той величины, которая указывается в составе (0.20...0.25%), так как в этом случае уменьшается ее живучесть и процесс отверждения начинается уже в смесителе, а меньшее количество алюминатов не способствует формированию прочностных характеристик связующей композиции. Содержание щелочной добавки не должно быть больше 0.50. . .0.55%, так как она способствует большему образованию жидких силикатов при воздействии высокой температуры расплавленного металла, что значительно ухудшает выбиваемость смеси. Уменьшенное количество в составе смеси щелочной добавки (меньше 0.50%) не приводит к улучшению их прочностных свойств из-за неполного взаимодействия ее с алюминатной составляющей.
Предложенный состав литейных форм и стержней с алюмосиликатной связующей композицией и отработанной песчано-глинистой смесью по своим физико-механическим характеристикам в полной мере может удовлетворить требования, предъявляемые к производству стальных и чугунных отливок, получаемых в разовых формах. Разработанный состав позволяет снизить расход жидкостекольного связующего при изготовлении литейных стержней и форм, значительно сократить потребность в кварцевом песке и улучшить выбиваемость смесей.
Внедрение предложенного состава смеси позволит получить как экономический, так и социальный эффект при производстве стального и чугунного литья. Экономический эффект получится за счет использования отходов литейного производства и снижения себестоимости производства литья в разовых формах, а социальный - за счет улучшения экологической ситуации населенных мест при уменьшении площадей отвалов.
Источники информации, принятые во внимание
1. Авт. св. N 1696090 A1 (СССР), кл. B 22 C 1/02, 1/18. Смесь для изготовления литейных форм и стержней. Г.А. Колодий, А.И. Жданов, Р.И. Савельева и др. Опубл. в БИ N 45, 07.12.91.
2. Авт. св. N 1563836 A1 (СССР), кл. B 22 C 1/02, 1/16. Облицовочная смесь для изготовления литейных форм и стержне. В.К. Сидоровичев, А.В. Мальков и др. Опубл. в БИ N 18, 15.05.90.
3. Авт. св. N 884823 (СССР), кл. B 22 C 1/18. Смесь для изготовления литейных форм и стержней. Н. Ф. Федоров и Г.П. Шломин. Опубл. в БИ N 44, 30.11.81.
4. Рыбьев И.А. Строительные материалы на основе вяжущих веществ. - М.: Высшая школа, 1978, 307 с.
5. Авт. св. N 1087244 A (СССР), кл. B 22 C 1/02, B 22 C 1/10. Смесь для изготовления форм и стержней. В.И. Корнеев, А.Г. Сусс, Б.А. Кузьмин и др., Опубл. в БИ N 15, 23.04.84.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ (ВАРИАНТЫ) | 1999 |
|
RU2151018C1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2151019C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2152841C1 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1775211A1 |
| Смесь для изготовления литейных форм и стержней | 2019 |
|
RU2703637C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2130358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1998 |
|
RU2145265C1 |
| Жидкостекольная смесь для изготовления литейных форм и стержней и способ ее приготовления | 2017 |
|
RU2688322C1 |
| Смесь для изготовления литейных форм и стержней | 1982 |
|
SU1069922A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1997 |
|
RU2167021C2 |
Смесь может быть использована для изготовления литейных форм и стержней, отверждаемых тепловой сушкой. Смесь содержит, мас.%: отработанная песчано-глинистая смесь 38,0 - 47,0, жидкостекольное связующее 4,2 - 4,4, гидроксид алюминия 0,20 - 0,25, едкий натр 0,50 - 0,55, вода техническая 0,60 - 0,80, огнеупорный наполнитель на основе диоксида кремния остальное. За счет использования отработанной песчано-глинистой смеси обеспечивается уменьшение расхода чистого огнеупорного наполнителя и неприменение формовочной глины. Использование гидроксида алюминия позволяет улучшить выбиваемость смеси при сохранении ее необходимой прочности после отверждения и уменьшить осыпаемость. 5 табл., 1 ил.
Смесь для изготовления литейных форм и стержней, содержащая огнеупорный наполнитель на основе диоксида кремния, жидкостекольное связующее, воду и модификатор, отличающаяся тем, что она содержит дополнительно в качестве огнеупорного наполнителя отработанную песчано-глинистую смесь, а в качестве модификатора гидроксид алюминия и едкий натр при следующем соотношении ингредиентов, мас.%:
Отработанная песчано-глинистая смесь - 38,0-47,0
Жидкостекольное связующее - 4,2-4,4
Гидроксид алюминия - 0,20-0,25
Едкий натр - 0,50-0,55
Вода техническая - 0,60-0,80
Огнеупорный наполнитель на основе диоксида кремния - Остальное
| Смесь для изготовления литейных форм и стержней | 1983 |
|
SU1087244A1 |
| Жуковский С.С | |||
| и др | |||
| Формовочные материалы и технология литейной формы | |||
| - М.: Машиностроение, 1993, с.228 | |||
| Смесь для изготовления литейных форм | 1989 |
|
SU1717270A1 |
| Облицовочная смесь для изготовления литейных форм и стержней | 1988 |
|
SU1563836A1 |
| Стержневая и формовочная смесь | 1957 |
|
SU110356A1 |
