Данное изобретение относится к мишени, которая является особенно пригодной в качестве распыляемой мишени при использовании очень высоких удельных мощностей в процессе распыления мишени, а также к способу ее получения.
Мишени по данному изобретению можно использовать во многих физических газофазных процессах осаждения (обычно и далее по тексту называемых также процессами физического осаждения из паровой фазы), посредством которых из газовой фазы наносят слои покрытия, например, с использованием испарения или атомизации в электрической дуге (которые уже называли и далее по тексту будут называть распылением). В частности, данное изобретение не исключительно, но в частности, относится к распыляемым мишеням, которые пригодны для использования в процессе распыления методом физического осаждения из паровой фазы для нанесения слоев покрытия на материал основы, обеспеченный для этой цели.
В последние годы все больше применяли распыляемые мишени, состоящие из хрупких материалов или содержащие хрупкие материалы. Применение распыляемых мишеней, которые могут быть отнесены к группе материалов, называемых хрупкими, представляет большую проблему при распылении. В частности, приложение высоких мощностей распыления или высоких удельных мощностей требует очень хорошего охлаждения мишени для исключения механических напряжений, вызываемых нагревом, или напряжений, которые могут привести к разлому мишени.
Для целей данного описания термин «хрупкий» относится к материалам, которые разламываются без пластической деформации или с небольшой пластической деформацией, близкой к пределу упругости. Эти материалы и, следовательно, также и распыляемые мишени, сделанные из них, обладают небольшой способностью к пластической деформации.
Из этих соображений такие распыляемые мишени, во-первых, относительно трудно подвергать механической обработке и из-за этого очень трудно добиться сложной геометрии, которая может быть необходима для монтажа в различных установках для нанесения покрытий. Провести механическую обработку таких мишеней, изготовленных из хрупких материалов, часто можно только посредством шлифовки и электроэрозионной обработки, а это снова приводит к тому, что можно сделать лишь простые геометрические формы (диски, пластины).
Такие мишени подвергают механическим и термомеханическим нагрузкам в процессе их использования в качестве распыляемых мишеней в установке для нанесения покрытий, что приводит к изгибающим и/или растягивающим напряжениям. В случае хрупких материалов эти напряжения часто приводят к разрушению за счет разлома, так как способность к деформации является низкой. Механические и термомеханические нагрузки могут возникать, во-первых, из-за давления охлаждающей воды на заднюю сторону мишени и/или, во-вторых, из-за расширения материала за счет термической энергии, которую подают в распыляемую мишень в ходе процесса распыления. Эта иногда лишь локально подводимая термическая энергия также может приводить к напряжениям, возникающим из-за локальных градиентов температуры. В сочетании с часто встречающейся низкой термостойкостью этих материалов, эти факторы часто приводят к образованию трещин и впоследствии к разрушению распыляемой мишени путем разлома.
Примерами таких хрупких материалов для распыляемых мишеней являются керамические материалы, в частности бориды, нитриды, карбиды, силициды, оксиды, а также металлические хрупкие материалы, такие как Cr или Si, а также смеси этих материалов. Эти хрупкие материалы обычно имеют пластическое удлинение при разрыве не более 2%, часто даже не более 0,2%.
Если мишени используют в качестве распыляемых мишеней установки нанесения покрытия методом физического осаждения из паровой фазы, часто, как указано выше, создаются высокие температуры и/или большие градиенты температур, вызванные подачей высоких удельных мощностей порядка более 10 Вт/см2. Возникающие при этом температуры и градиенты температуры нужно регулировать или устранять, отводя тепловую энергию через распыляемую мишень к охлаждающей пластине, что создает высокие циклические тепловые нагрузки на распыляемой мишени.
Эффективное охлаждение распыляемой мишени в установке нанесения покрытия методом физического осаждения из паровой фазы осуществляют, например, используя охлаждающую воду. В таких установках нанесения покрытия методом физического осаждения из паровой фазы применяемые распыляемые мишени обычно охлаждают с помощью гибких охлаждающих пластин, расположенных на задней стороне распыляемой мишени. Как уже было указано выше, такие охлаждающие пластины оказывают давление на распыляемую мишень, что, в свою очередь, может приводить к деформации распыляемой мишени, или, если прочность последней является низкой, к разлому. Этот эффект дополнительно увеличивается при уменьшении толщины распыляемой мишени из-за эрозии поверхности мишени в ходе процесса распыления. Вследствие этого с большой вероятностью может произойти деформация и/или разлом распыляемой мишени.
В целом, механическая стабильность (прочность и способность к пластической деформации) указанной группы материалов для мишени (хрупких материалов) является недостаточной для того, чтобы в одиночку вынести механическую нагрузку. Кроме того, лишь с большим трудом и при больших затратах можно получить сложную форму, например, полости, просверленные отверстия или байонетные разъемы, которые часто необходимы для закрепления распыляемой мишени в соответствующей установке для нанесения покрытия.
Если мишени, состоящие из хрупких, например, керамических материалов, применяют в качестве распыляемых мишеней, их обычно снабжают монтажной пластиной. Таким образом, распыляемый хрупкий материал конструируют в виде пластины мишени. Монтажная пластина будет служить для увеличения прочности (предела текучести, прочности на излом) и увеличения способности к пластической деформации (удлинения при разрыве, трещиностойкости) распыляемой мишени по сравнению с распыляемой мишенью без монтажной пластины. Монтажная пластина такого типа, во-первых, позволяет избежать усложненной механической обработки задней стороны хрупкого материала распыляемой мишени (собственно пластины мишени, состоящей из хрупкого материала), а, во-вторых, снизить механическую нагрузку, возникающую вследствие давления охлаждающей воды (при условии, что материал, из которого сделана монтажная пластина, имеет более высокую жесткость, чем материал, из которого сделана пластина мишени).
Таким образом, при применении монтажной пластины прочность и способность к пластической деформации распыляемой мишени увеличиваются, так что распыляемая мишень не деформируется или деформируется лишь незначительно и не разрушается вследствие разлома при использовании ее в установке нанесения покрытия методом физического осаждения из паровой фазы. При использовании монтажной пластины, имеющей повышенную прочность или способность к пластической деформации, в значительной мере исключают такие случаи разрушения.
Монтажная пластина может также служить в качестве теплоотвода, то есть тепло, генерируемое во время процесса распыления на стороне распыляемой мишени, обращенной к основе, на которую наносят покрытие, (передняя сторона), можно легче отвести от мишени в результате применения монтажной пластины, имеющей повышенную теплопроводность по сравнению с материалом пластины мишени. Пример такого теплоотвода приведен в ЕР 1335995 А1.
Нанесение пластин мишени для распыляемых мишеней, состоящих из хрупких материалов, на монтажные пластины, состоящие из особенно жестких материалов или материалов, обладающих особенно хорошей теплопроводностью, обычно осуществляют путем скрепления (также называемого пайкой). Скрепление проводят с использованием легкоплавких припоев на основе индия или олова. Такие монтажные пластины делают, например, из меди (материала с высокой теплопроводностью) или молибдена (материала с высокой жесткостью).
Так как пайка пластин мишени для распыляемых мишеней на монтажные пластины проводят при температурах выше комнатной, коэффициенты термического расширения монтажных пластин обычно соответствуют коэффициентам термического расширения материалов пластин мишени. Это приводит к тому, что напряжения, которые возникают в композиционном материале распыляемой мишени (на поверхности раздела пластина мишени/монтажная пластина) после охлаждения от температуры пайки до комнатной температуры, можно свести к минимуму.
Другой возможный путь нанесения пластин мишеней для распыляемых мишеней, состоящих из хрупких материалов, на соответствующие монтажные пластины представляет собой соединение сцеплением с монтажной пластиной, состоящей, например, из меди, посредством термостойких и электро- и теплопроводных адгезивов.
В качестве альтернативы, пластины мишеней для распыляемых мишеней можно также крепить к монтажной пластине с помощью механического зажима. В этом случае, для улучшения теплопроводности между пластиной мишени и монтажной пластиной (например, состоящей из меди), можно дополнительно зажать промежуточную фольгу, состоящую из графита или серебра.
Однако все такие мишени имеют тот недостаток, что они могут выйти из строя при применении их в качестве распыляемых мишеней, если в ходе распыления мишени применяют высокие мощности или высокие удельные мощности распыления. Таким образом, возможная для приложения мощность распыления ограничена. В некоторых случаях температура в распыляемой мишени становится слишком высокой и при приложении высоких удельных мощностей скрепление за счет припоя или адгезива термически разрушается. В других случаях, как указано выше, из-за высоких мощностей распыления может произойти деформация или разлом распыляемой мишени.
Цель изобретения
Целью данного изобретения состоит в том, чтобы сделать возможным осуществление процессов нанесения покрытия посредством распыления мишеней, состоящих из одного или более хрупких материалов, при приложении высоких мощностей распыления или высоких удельных мощностей по сравнению с существующим уровнем техники.
Дополнительным объектом данного изобретения является обеспечение мишени, которую можно использовать в качестве распыляемой мишени для осуществления процессов распыления при приложении высоких мощностей распыления или высоких удельных мощностей. Такая мишень должна быть простой в производстве и механически и термически прочной.
Еще дополнительным объектом данного изобретения является обеспечение способа, который позволяет осуществить простое производство механически и термически прочной распыляемой мишени, которую можно использовать для осуществления процессов распыления при приложении высоких мощностей распыления или удельных мощностей.
Описание данного изобретения
Данное изобретение устраняет вышеуказанные проблемы и ограничения путем обеспечения распыляемой мишени, которая может использоваться в процессе распыления при высоких мощностях распыления или удельных мощностях, не подвергаясь разрушению и, таким образом, не теряя способности к дальнейшему применению.
Данное изобретение обеспечивает распыляемую мишень, содержащую пластину мишени, которая имеет переднюю сторону и заднюю сторону и состоит из хрупкого материала, где пластина мишени скреплена по всей поверхности с монтажной пластиной, при этом пластина мишени имеет микротрещины, проходящие насквозь от передней к задней стороне и разделяющие пластину мишени на граничащие друг с другом фрагменты.
Материал пластины мишени (материал А) обладает более высоким коэффициентом термического расширения, чем материал монтажной пластины (материал В). Следовательно, пластина мишени находится под воздействием растягивающей нагрузки, по меньшей мере в средней части, что приводит к образованию микротрещин в пластине мишени.
Длина и ширина фрагментов предпочтительно в среднем имеет тот же порядок величины, что и толщина пластины мишени.
Микротрещины приводят к тому, что при использовании высокой удельной мощности во время процесса распыления возникает меньше напряжений, так как границы фрагментов могут перемещаться друг относительно друга.
Ниже, посредством примеров и с помощью чертежей, разъясняют, каким образом можно изготовить распыляемую мишень по настоящему изобретению. Это делают на примере керамической распыляемой мишени, в данном случае из TiB2, скрепленной с механически прочной монтажной пластиной, в данном случае состоящей из молибдена, таким образом, чтобы в ходе процесса скрепления образовывались микротрещины, которые приводят к снижению механических напряжений растяжения.
Можно еще раз подчеркнуть, что применение керамических распыляемых мишеней, которые можно отнести к группе материалов, обозначаемых как хрупкие, представляет большую проблему при распылении. В частности, приложение высокой мощности распыления (приложение высоких удельных мощностей) требует очень хорошего охлаждения для исключения возникающих по термическим причинам механических напряжений (напряжений, которые могут привести к разлому мишени). Чтобы можно было обеспечить хорошее охлаждение, мишень часто подвергают действию высокого давления охлаждающей воды через гибкую мембрану. Это приводит к воздействию на мишень механической нагрузки изгиба. В целом, механическая стабильность (прочность и способность к пластической деформации) указанной группы материалов, используемых для мишени, (хрупкие, в частности керамические распыляемые мишени) является недостаточной для того, чтобы в одиночку выдерживать механическую нагрузку.
Кроме того, лишь с большим трудом и при больших затратах можно получить сложную форму, например, полости, просверленные отверстия или байонетные разъемы, которые часто необходимы для крепления распыляемой мишени в соответствующей установке для нанесения покрытия. Таким образом, пластины мишени, состоящие из материалов, относящихся к группе хрупких, (например, из керамических материалов) прикрепляют к монтажной пластине посредством скрепления пайкой.
Предпочтительными формами распыляемых мишеней по данному изобретению являются круглые или прямоугольные пластины, а предпочтительными размерами являются диаметры примерно от 50 до 300 мм или размеры порядка от 50 до 1000 мм.
Таким образом, распыляемую мишень можно получить следующим образом:
- обеспечение пластины мишени, предпочтительно состоящей из хрупкого материала в качестве основной составляющей,
- обеспечение монтажной пластины,
- эффективное скрепление по поверхности пластины мишени и монтажной пластины, предпочтительно пайкой при температуре в диапазоне от 400°C до 1000°C, и охлаждение мишени с получением композиционного материала, включающего пластину мишени и монтажную пластину.
В данном случае, материал монтажной пластины обладает по сравнению с материалом пластины мишени следующими свойствами:
- низким коэффициентом термического расширения,
- более высокой прочностью (предел текучести или 0,2 предела удлинения или предела прочности на разрыв).
Кроме того, в преимущественных примерах воплощения материал монтажной пластины обладает по сравнению с материалом пластины мишени следующими свойствами:
- более высоким модулем упругости,
- более высокой теплопроводностью.
Пластина мишени и монтажная пластина скреплены друг с другом с получением распыляемой мишени по изобретению.
Скрепляющий припой имеет толщину лишь несколько десятых миллиметра и выполняет функции теплопроводящего и механического соединения между пластиной мишени и монтажной пластиной.
Пластина мишени может иметь простую форму, такую как диск или прямоугольная пластина.
Процесс скрепления должен удовлетворять следующим требованиям:
- Смачивание скрепляющим материалом (скрепляющим припоем) по всей площади поверхности для обеспечения равномерного распределения температуры по пластине мишени. Если смачивания по всей площади поверхности не достигают, то теплоперенос от пластины мишени к монтажной пластине будет ограничен, так что распыляемая мишень будет сильно нагреваться и, таким образом, скрепляющий припой также будет достигать высокой температуры. Если будет превышена температура плавления припоя, это может привести к полному отделению пластины мишени от монтажной пластины. В случае неоднородного распределения температуры могут возникнуть термически индуцируемые механические напряжения, что может привести к разлому пластины мишени (в данном случае к отслоению отделенных друг от друга кусков).
- Хорошая теплопроводность скрепляющего материала.
- Высокая сила сцепления.
- Высокая температура плавления скрепляющего материала для того, чтобы иметь возможность применять высокую удельную мощность распыления.
В настоящее время для скрепления хрупкой, в частности керамической, пластины мишени с монтажной пластиной обычно применяют следующие способы.
1. Скрепление с помощью индия.
Преимущество: очень просто использовать, высокая теплопроводность индиевого припоя.
Недостаток: температура плавления индия 156°C, вследствие чего в процессе распыления можно применять только низкую удельную мощность.
2. Скрепление с помощью AgSn припоя (серебряно-оловянного припоя).
Преимущество: несколько более высокая температура плавления, чем у индия, а именно 220°C.
Недостаток: более труден в применении, более затрудненное смачивание и нанесение на всю площадь поверхности. Возможно, необходимо применение дорогостоящего процесса "Nanofoil", более низкая теплопроводность.
3. Скрепление сцеплением с применением электро- и теплопроводных адгезивов.
Преимущество: более высокая термостойкость.
Недостаток: низкая теплопроводность и, следовательно, более высокая температура мишени в процессе распыления, что, в свою очередь, может привести к разрушению соединения, если термическая стабильность адгезива ограничена конкретной температурой.
Например, в случае скрепления с помощью индия, удельная мощность распыления, которую можно применять, ограничена примерно величиной 5-10 Вт/см2 вследствие низкой температуры плавления при использовании индиевого припоя, или вследствие неполного смачивания поверхности, или вследствие плохой теплопроводности припоя в сочетании с хрупкостью керамических пластин мишени. Скорости нанесения покрытия, которых можно достичь, являются низкими.
Данное изобретение описывает распыляемую мишень и способ ее получения. Хрупкую, в частности, керамическую, пластину мишени следует скреплять с монтажной пластиной способом, устойчивым к воздействию высоких температур, так, чтобы после процесса скрепления в пластине мишени образовывались микротрещины в результате термического диссонанса вследствие различных коэффициентов расширения пластины мишени и монтажной пластины. Коэффициент термического расширения пластины мишени должен быть больше, чем коэффициент термического расширения монтажной пластины.
Соединения хрупкой, в частности, керамической, пластины мишени с монтажной пластиной должно быть достигнуто с помощью процесса вакуумной пайки  при высоких температурах (который также известен как «высокотемпературная пайка»). Процесс вакуумной пайки обычно проходит при 400-1000°C.
при высоких температурах (который также известен как «высокотемпературная пайка»). Процесс вакуумной пайки обычно проходит при 400-1000°C.
При высокотемпературной пайке предпочтение отдают применению припоев, которые имеют температуру плавления выше 400°C, предпочтительно выше 600°C, более предпочтительно выше 900°C и примерно до 1200°C. Процесс пайки предпочтительно проходит при пониженном давлении для исключения повреждений вследствие окисления. Припой можно обеспечивать в форме пленки или пасты. При охлаждении от температуры пайки в пластине мишени возникают напряжения растяжения из-за разницы коэффициентов термического расширения между пластиной мишени и монтажной пластиной, что приводит к образованию микротрещин. Это происходит, если напряжения растяжения, возникающие в пластине мишени в результате процесса охлаждения, превышают предел текучести материала пластины мишени, а возникающие при этом расширения не могут происходить пластично. Дополнительным условием является технически корректное, хорошее соединение по поверхности пластины мишени с монтажной пластиной.
Пайка твердым припоем мишени к монтажной пластине можно осуществить без применения давления в вакуумной печи.
Если, например, пластина мишени состоит из TiB2, а монтажная пластина состоит из молибдена, то из-за разницы коэффициентов термического расширения TiB2 и Мо в пластине мишени после процесса скрепления и охлаждения распыляемой мишени (композиционного материала, включающего пластину мишени/монтажную пластину) возникнет напряжение растяжения.
Коэффициент расширения TiB2 составляет 8,1 мкм/°C, а коэффициент расширения молибдена составляет 4,8 мкм/°C.
При необходимости распыляемую мишень можно обработать дробеструйной обработкой частицами (например, пескоструем) после пайки. Эта стадия изготовления служит, во-первых, для очистки распыляемой мишени от избытка припоя, а, во-вторых, это может способствовать образованию микротрещин в пластине мишени.
Соударение с применяемым для дробеструйной обработки материалом (например, при пескоструйной обработке это могут быть частицы α-оксида алюминия) вызывает напряжения в поверхности пластины мишени, и из-за потери способности материала подвергаться пластической деформации образуются высокодисперсные микротрещины. Можно также дополнительно инициировать образование микротрещин за счет столкновения с применяемым для дробеструйной обработки материалом. В этом случае одновременно снижаются упругие деформации, возникающие в монтажной пластине после охлаждения от температуры пайки, поскольку в пластине мишени, которая ответственна за напряжения, возникли, как описано выше, микротрещины. Это уменьшает изгибающие напряжения в распыляемой мишени (соединении между пластиной мишени/монтажной пластиной).
Возможно также, что микротрещины этого типа будут образовываться исключительно или дополнительно в процессе применения распыляемой мишени в установке для нанесения покрытия, например, в результате неоднородного подвода тепла.
После использования распыляемой мишени или по достижении максимального срока службы, пластину мишени можно отделить от монтажной пластины путем нагревания распыляемой мишени до температур выше температуры плавления припоя для повторного использования монтажной пластины с новой распыляемой мишенью.
Распыляемую мишень, полученную способом по данному изобретению, можно применять при очень высоких удельных мощностях распыления, так как эта пластина мишени скреплена с монтажной пластиной посредством припоя, который является стабильным вплоть до очень высоких температур и обладает хорошей теплопроводностью.
Распыляемая мишень, полученная способом по данному изобретению, не чувствительна к высоким давлениям, создаваемым охлаждающей водой на задней стороне распыляемой мишени, так как она снабжена монтажной пластиной, которая обладает высокой жесткостью и высокой прочностью.
Вышеописанную распыляемую мишень, а также вышеописанный способ ее изготовления можно, например, преимущественно применять для следующих сочетаний материалов (пластина мишени/монтажная пластина).
Пластина мишени: бориды (например, TiB2, CrB2, WB), карбиды (например, WC, TiC, SiC), нитриды (например, TiN, AlN), силициды (например, TiSi2, CrSi2), оксиды, композиционные материалы, содержащие бориды, карбиды, нитриды, силициды, оксиды, металлы (например, Mo, W, Ti, V, Zr), элементные хрупкие материалы, такие как Si, Cr, Ge.
Монтажная пластина: молибден, сплавы молибдена, молибденовые композиционные материалы, вольфрам, сплавы вольфрама, вольфрамовые композиционные материалы.
Описание чертежей
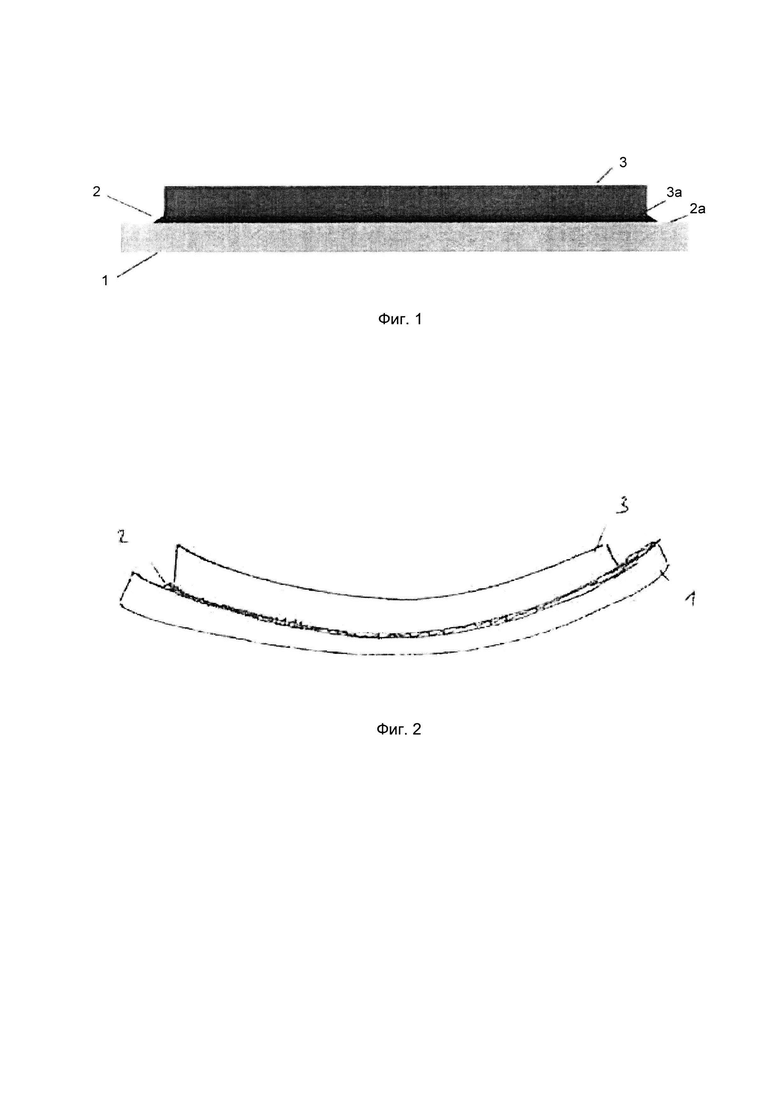
Фиг. 1: Распыляемая мишень (композиционный материал, включающий пластину мишени/монтажную пластину) в ходе процесса вакуумной пайки
1. Монтажная пластина
2. Скрепляющий припой
3. Хрупкая, в частности, керамическая, пластина мишени
2а. Поверхность контакта монтажной пластины
3а. Поверхность контакта пластины мишени
Пластина (1) мишени лежит на монтажной пластине (3). При высоких температурах скрепляющий припой (2) плавится и полностью смачивает поверхности 3а и 2а контакта.
Фиг. 2: Распыляемая мишень (композиционный материал, включающий пластину мишени/монтажную пластину) после скрепления посредством процесса вакуумной пайки и последующего охлаждения в условиях окружающей среды с применением TiB2 в качестве пластины (3) мишени и молибдена в качестве монтажной пластины (1).
Из-за различных коэффициентов термического расширения TiB2 и Мо, в пластине мишени TiB2 возникают напряжения растяжения, что приводит к искривлению распыляемой мишени (композиционного материала, включающего пластину мишени/монтажную пластину) (здесь это показано в сильно увеличенном масштабе).
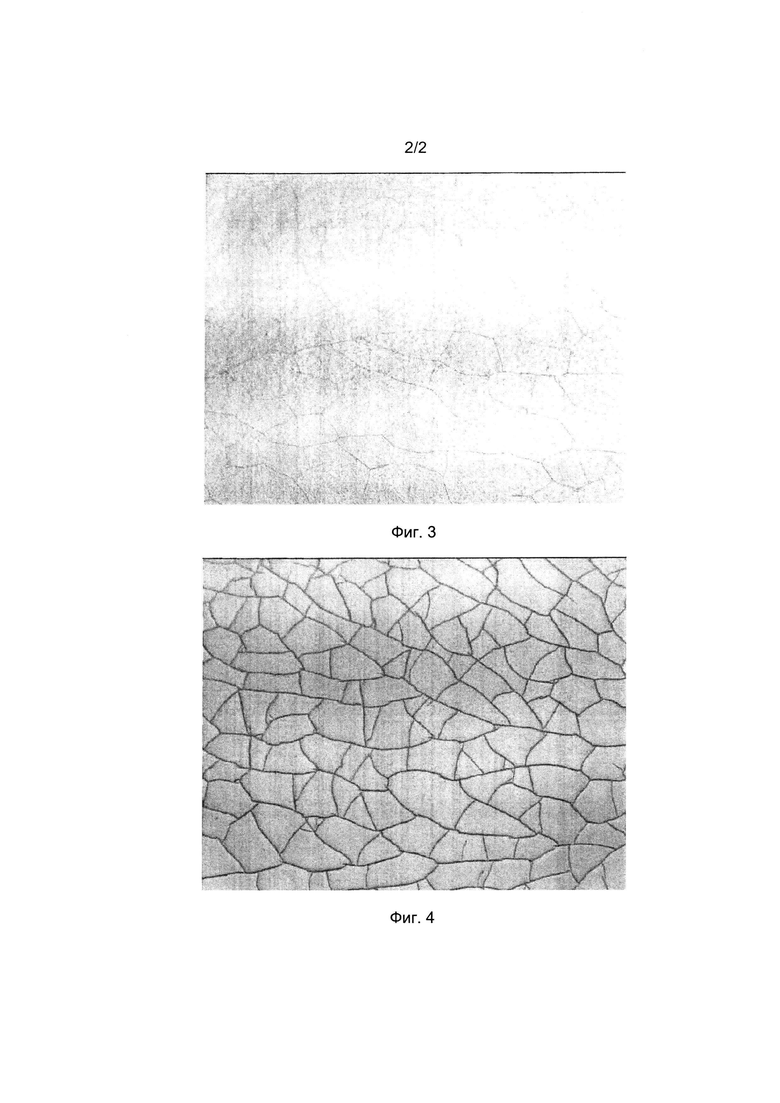
Фиг. 3: Мишень после процесса пайки и первого распыления; мишень покрывают мелкие микротрещины. Припой остается неповрежденным, то есть термическое и механическое скрепление пластины мишени с монтажной пластиной является превосходным.
Фиг. 4: Поверхность распыляемой мишени TiB2-молибден (композиционного материала, включающего пластину мишени/монтажную пластину) после проведения испытания на распыление с высокой мощностью в течение 30 часов при удельной мощности 45 Вт/см2.
Данное изобретение также раскрывает способ вакуумного напыления, в котором по меньшей мере одну мишень используют в качестве распыляемой мишени для нанесения покрытия по меньшей мере на одну поверхность покрываемой основы посредством распыления мишени, при этом:
- мишень содержит подлежащую распылению пластину мишени, состоящую из материала А, имеющего переднюю сторону и заднюю сторону, и содержит монтажную пластину, состоящую из материала В, имеющего сторону, обращенную к пластине мишени, причем сторона монтажной пластины, обращенная к пластине мишени, механически прочно скреплена по поверхности с задней стороной пластины мишени, и между материалом А и материалом В в качестве связывающего материала обеспечен материал С,
при этом
- материал А, по меньшей мере в основном, состоит из одного или более хрупких материалов, а материал В, по меньшей мере в основном, состоит из одного или более материалов, имеющих более высокую способность к пластической деформации по сравнению с хрупкими материалами материала А,
- коэффициент термического расширения материала А выше, чем коэффициент термического расширения материала В, и материал В имеет более высокую способность к пластической деформации и/или прочность, чем материал А,
- пластина мишени, по меньшей мере при комнатной температуре, находится под действием напряжения растяжения, которое приводит к образованию микротрещин, проходящих насквозь от передней стороны к задней стороне пластины мишени и разделяющих пластину мишени на граничащие друг с другом фрагменты таким образом, что в процессе приложения мощности распыления для распыления пластины мишени кромки фрагментов перемещаются друг относительно друга так, что внутри пластины мишени реализуются более низкие напряжения по сравнению с мишенью без микротрещин, и можно применять более высокую мощность распыления, не разрушая пластину мишени.
В частности, можно осуществить способ вакуумного напыления по данному изобретению так, чтобы материал А состоял в основном из TiB2, а материал В состоял в основном из Мо, при этом монтажная пластина была соединена с пластиной мишени посредством пайки при температуре от 400°C до 1000°C.
Согласно предпочтительному примеру воплощения данного изобретения, способ вакуумного напыления осуществляют так, что процесс напыления проводят методом магнетронного распыления мишени импульсами высокой мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО КАТОДА | 2011 |
|
RU2486995C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| Источник для нанесения покрытия | 2016 |
|
RU2707375C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ВЫСОКОАБРАЗИВНЫЕ ЧАСТИЦЫ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2135327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА ДЛЯ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2013 |
|
RU2534324C1 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| НАНОСТРУКТУРНЫЕ СИСТЕМЫ ПОКРЫТИЙ, КОМПОНЕНТЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352686C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569293C1 |
| ПАЯНОЕ СОЕДИНЕНИЕ МЕЖДУ МЕТАЛЛИЧЕСКОЙ ДЕТАЛЬЮ НА ОСНОВЕ ТИТАНА И ДЕТАЛЬЮ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА КРЕМНИЯ (SiC) И/ИЛИ УГЛЕРОДА | 2006 |
|
RU2416587C2 |
| СПОСОБ КРЕПЛЕНИЯ ТЕРМОРЕГУЛИРУЕМОЙ ДЕТАЛИ | 2008 |
|
RU2395377C2 |
Данное изобретение относится к мишени, в частности к распыляемой мишени, способу ее получения и способу вакуумного напыления с использованием упомянутой мишени. Мишень содержит пластину, состоящую из хрупкого материала, и монтажную пластину, которая скреплена по поверхности с пластиной мишени. Пластина мишени имеет микротрещины, которые проходят насквозь от передней стороны к задней стороне пластины мишени и разделяют пластину мишени на граничащие друг с другом фрагменты. Данное изобретение относится также к способу получения такой мишени. Мишень является, в частности, пригодной для приложения очень высоких удельных мощностей. Способ вакуумного напыления использует по меньшей мере одну упомянутую мишень в качестве распыляемой мишени, и, следовательно, в процессе распыления мишени можно прилагать очень высокие удельные мощности. 3 н. и 5 з.п. ф-лы, 4 ил.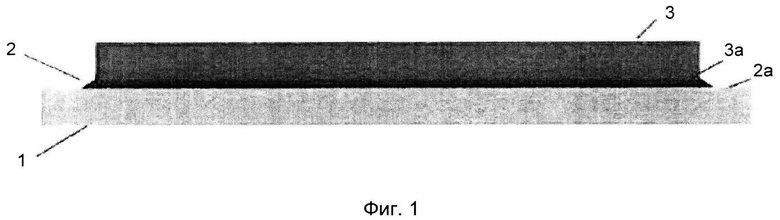
1. Мишень, в частности распыляемая мишень, содержащая пластину мишени, состоящую из хрупкого материала, и монтажную пластину, которая скреплена по поверхности с пластиной мишени, при этом пластина мишени имеет контактную поверхность, обращенную к монтажной пластине, а монтажная пластина имеет контактную поверхность, обращенную к пластине мишени,
при этом между контактной поверхностью пластины мишени и контактной поверхностью монтажной пластины находится скрепляющий припой,
при этом пластина мишени имеет микротрещины, проходящие насквозь от передней стороны к задней стороне пластины мишени и разделяющие пластину мишени на граничащие друг с другом фрагменты,
при этом пластина мишени содержит по меньшей мере керамический материал в качестве основного компонента,
при этом коэффициент термического расширения пластины мишени выше, чем коэффициент расширения монтажной пластины, и
скрепляющий припой имеет температуру плавления более 400°С.
2. Мишень по п. 1, в которой длина и ширина фрагментов пластины мишени в среднем имеют тот же порядок по величине, что и толщина пластины мишени.
3. Мишень по п. 1 или 2, в которой прочность пластины мишени ниже, чем прочность монтажной пластины.
4. Способ получения мишени, в частности распыляемой мишени, который включает следующие стадии:
- обеспечение пластины мишени, предпочтительно содержащей в качестве основного компонента хрупкий материал,
- обеспечение монтажной пластины, причем для монтажной пластины выбирают материал с меньшим по сравнению с материалом пластины мишени коэффициентом термического расширения,
- скрепление по поверхности пластины мишени и монтажной пластины пайкой при температуре в диапазоне от 400°С до 1000°С, причем применяют припой, имеющий температуру плавления выше 400°С, и
охлаждение мишени с получением композиционного материала, включающего пластину мишени и монтажную пластину.
5. Способ по п. 4, отличающийся тем, что дополнительно осуществляют стадию дробеструйной обработки мишени частицами.
6. Способ вакуумного напыления, включающий применение по меньшей мере одной мишени в качестве распыляемой мишени для нанесения покрытия по меньшей мере на одну поверхность покрываемой основы посредством распыления мишени, при этом:
- используют мишень, содержащую подлежащую распылению пластину мишени, состоящую из материала А, имеющего переднюю сторону и заднюю сторону, и монтажную пластину, состоящую из материала В, имеющего сторону, обращенную к пластине мишени, причем сторона монтажной пластины, обращенная к пластине мишени, механически прочно скреплена по поверхности с задней стороной пластины мишени, и между материалом А и материалом В в качестве связывающего материала обеспечен материал С, имеющий температуру плавления выше 400°С,
при этом
- материал А по меньшей мере состоит из одного или более хрупких материалов, а материал В по меньшей мере состоит из одного или более материалов, имеющих более высокую способность к пластической деформации по сравнению с хрупкими материалами материала А,
- коэффициент термического расширения материала А выше, чем коэффициент термического расширения материала В, и материал В имеет более высокую способность к пластической деформации и/или прочность, чем материал А,
- пластина мишени, по меньшей мере при комнатной температуре, находится под действием напряжения растяжения, которое приводит к образованию микротрещин, проходящих насквозь от передней стороны к задней стороне пластины мишени и разделяющих пластину мишени на граничащие друг с другом фрагменты.
7. Способ по п. 6, в котором материал А в основном состоит из TiB2, а материал В в основном состоит из Мо, а монтажная пластина соединена с пластиной мишени посредством пайки при температуре от 400°С до 1000°С.
8. Способ по п. 6 или 7, в котором процесс нанесения осуществляют методом магнетронного распыления мишени импульсами высокой мощности.
| JP 62278261 A, 03.12.1987 | |||
| JP 2005113267 A, 28.04.2005 | |||
| US20050072668А1, 07.04.2005 | |||
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| РАДИАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1926 |
|
SU4682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ ДЛЯ МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ АЛЮМИНИЯ ОСОБОЙ ЧИСТОТЫ | 1991 |
|
RU2091501C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ НА ОСНОВЕ МЕДИ | 1991 |
|
RU2068459C1 |

