Предлагаемый способ относится к области машиностроения в частности к лазерной термической обработке.
Шестерни зубчатых передач в отличие от зубчатых колес, работающих с ними в паре, испытывает в несколько раз большее количество нагружений, поэтому к ним предъявляются более высокие требования по твердости рабочих поверхностей зубьев. Технология их изготовления более трудоемка и требует больших затрат энергии на термическую обработку.
Например, шестерни тягового привода локомотива из конструкционной легированной стали 20ХН3А после зубофрезерования подвергают цементации и закалке твердостью HRC 59-62. Затем эти шестерни подвергают шлифовке, в результате которой удаляется часть цементированного слоя и происходит его частичное разупрочнение. Все эти операции требуют больших затрат энергии, труда, но не всегда достигают стабильное качество изделий.
Предлагается изготавливать шестерни тяговых приводов локомотивов (магистральных электровозов и тепловозов) из конструкционной легированной стали 30ХГСА по следующей технологии:
1. Токарная обработка поковок.
2. Черновое зубофрезерование.
3. Чистовое двухзаходное зубофрезерование на окончательный размер по 5…6 классу точности и шероховатости поверхности до 5 мкм.
4. Поверхностное лазерное закаливание в режиме, не допускающем термической деформации.
Экспериментальные исследования поверхностной закалки изделий из стали 30 ХГСА показали, что достигается твердость поверхности 60 HRC. При этом не возникает искажение формы и размеров шестерен, то есть не требуется последующее шлифование зубьев.
Технологические параметры лазерной закалки, обеспечивающие эти характеристики следующие:
- мощность лазерной установки 5 кВт;
- расстояние от излучателя до обрабатываемой поверхности 200…250 мм;
- скорость перемещения лазерного луча относительно обрабатываемой поверхности 1 м/мин;
- диаметр пятна лазера на обрабатываемой поверхности 10 мм;
- охлаждение детали воздушное;
- рекомендуется делать перерывы между проходами с целью охлаждения обрабатываемой детали.
Таким образом, может возникнуть необходимость лазерной закалки рабочей поверхности зубьев шестерен (например, для тягового привода локомотивов), изготовленных из стали 30 ХГСА.
Известен способ упрочнения поверхности деталей из железоуглеродистых сплавов, представленный в описании изобретения к патенту №2305136 от 19.06.2006 года, МПК G21/D 1/09, сущность которого заключается в том, что предварительно на поверхность детали наносят многокомпонентное светопоглощающее покрытие на основе оксида цинка, а затем воздействуют на нее лазерным излучателем, излучающие трубки которого размещены в виде пакета из нескольких рядов.
Излучающие трубки первого и второго рядов расположены в виде неравносторонних восьмигранников, а третьего и четвертого в виде равносторонних четырехугольников. Это обеспечивает многолучевое лазерное излучение с равномерной плотностью мощности в сечении, минимальную разницу в продолжительности воздействия излучения при различные участки поверхности от центра дорожки к краям при перемещении пятна луча по упрочняемой поверхности в любом направлении и любой траектории.
Недостатками этого существующего устройства являются следующие:
- невозможность обрабатывать криволинейные поверхности;
- невозможность ориентирования лазерного луча в более выгодное положение по нормали к обрабатываемой поверхности.
Предлагается следующий способ лазерного упрочнения рабочей поверхности зубьев шестерен:
- лазерный излучатель находится на одинаковом расстоянии от упрочняемой поверхности. Это позволяет получить наиболее эффективный режим упрочнения, то есть обеспечить равномерность распределения твердости;
- лазерный луч располагается по нормали к упрочняемой поверхности.
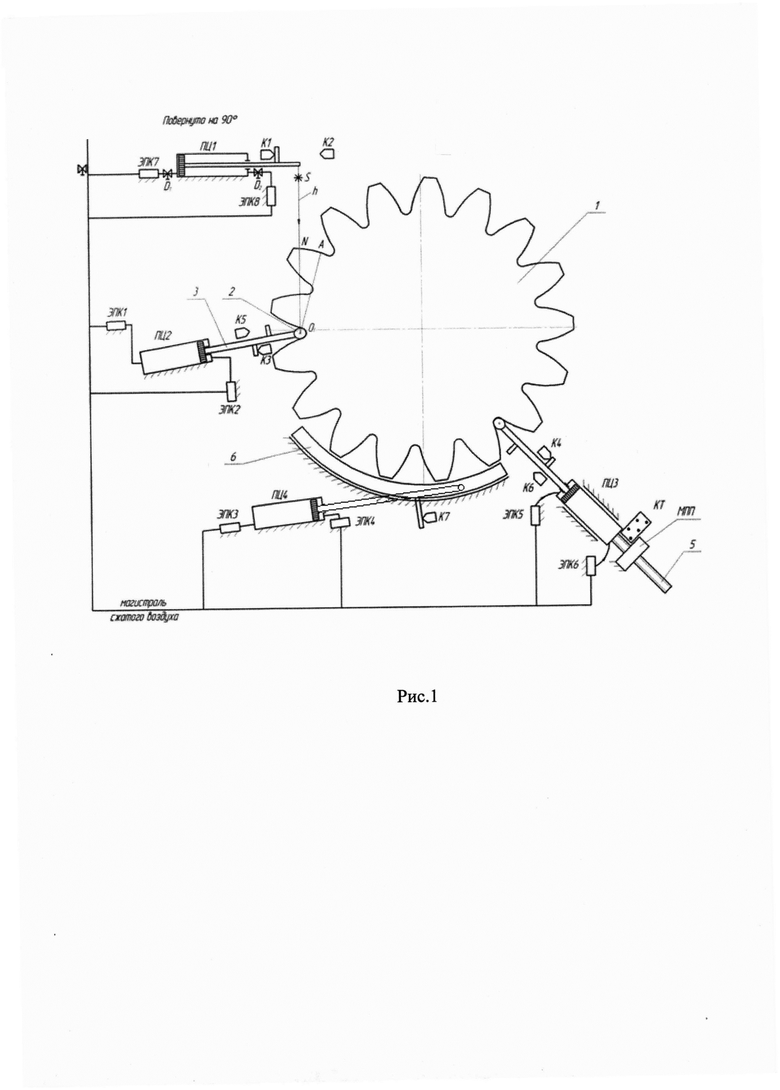
Предлагаемый способ реализуется в устройстве, схема которого показана на рис. 1. На нем шестерня 1 находится в положении начала упрочнения рабочей поверхности зуба. В этом положении шестерни, вдоль образующей рабочей поверхности зуба перемещается лазерный луч. Излучатель S находится при этом на одинаковом расстоянии от упрочняемой поверхности. Излучатель S крепится к штоку поршня пневмоцилиндра ПЦ1, и, перемещается вместе с ним под действием сжатого воздуха; скорость перемещения при этом регулируется при помощи дросселей D1 и D2.
Поперечная подача происходит за счет вращения упрочняемой шестерни вокруг неподвижной оси О1, которая параллельна оси шестерни и находится на пересечении нормалей к крайним точкам рабочей части профиля зуба. Нормали NO1 и AO1 пересекаются в точке О1.
Ось O1 совпадает с осью ролика 2, находящегося конце штока 3, пневмоцилиндра ПЦ2, когда этот поршень находится в крайнем правом положении под действием сжатого воздуха.
Вращение шестерни 1 в режиме поперечной подачи осуществляется при помощи механизма поперечной подачи (МПП) который состоит из червячного редуктора с электродвигателем. Особенность этого редуктора состоит в том, что червячное колесо одновременно является гайкой навинченной на винт 4. Этот винт в свою очередь жестко связан с крышкой пневмоцилиндра ПЦ3.
При вращении червячного колеса - гайки, винт вместе с пневмоцилиндром перемещается вдоль своей оси и вращает упрочняемую шестерню относительно оси O1. Поршень пневмоцилиндра ПЦ3 находится в это время в верхнем крайнем положении. При достижении требуемой величины поперечной подачи контактор КТ останавливает его, поперечная подача прекращается. Контактор КТ состоит из двух частей: - одна жестко связана с корпусом МПП, другая с корпусом ПЦ3. При изменении расстояния между ними происходит переключение с одного режима на другой.
Далее упрочняемая шестерня опускается при помощи пневмоцилиндров ПЦ2 и ПЦ3 на подвижную опору 5 и далее она перемещается в положение обработки следующего зуба; это перемещение происходит вращением ее вместе с опорой 5 при помощи пневмоцилиндра ПЦ4.
Далее следует обработка следующего зуба в порядке описанном выше.
Перед началом работы, до установки на нее шестерни подлежащей упрочнению, поршни пневмоцилиндров ПЦ2, ПЦ3, ПЦ4 находятся в нижнем положении. Механизм поперечной подачи (МПП) в начальном положении, контактор КТ на первой позиции. Поршень пневмоцилиндра ПЦ1 находится в крайнем левом положении, излучатель выключен.
Работа по упрочнению рабочей поверхности зубьев шестерен производится в следующей последовательности:
1. Подлежащая упрочнению шестерня устанавливается на подвижной опоре 5.
2. Нажимается кнопка «Пуск», при этом запитываются электропневматические клапаны ЭПК1 и ЭПК6.
3. Поршни пневмоцилиндров ПЦ2 и ПЦ3 перемещаются в верхнее положение, они при этом приподнимают шестерню на высоту около 3-5 мм; это есть положение начала ее упрочнения;
4. Одновременно с этим при перемещении поршней ПЦ2 и ПЦ3 срабатывают концевые выключатели К3 и К4, запитывая электрическую сеть ЭПК1 и ЭПК6 через контактор КТ с последней позиции; ЭПК1 и ЭПК6 остаются включенными на все время упрочнения одного зуба. Через К3 запитывается ЭПК7 и излучатель S. Поршень ПЦ1 и излучатель S перемещаются влево параллельно оси шестерни - происходит закалка рабочей поверхности зуба шестерни.
Когда поршень ПЦ1 достигнет крайнего правого положения, срабатывает конечный выключатель К2, одновременно с этим ЭПК7 и излучатель S выключаются, срабатывает МПП, шестерня поворачивается вокруг оси O1 на один шаг поперечной подачи.
Во время работы установки происходит охлаждение воздухом упрочняемой шестерни, и, тем самым исключается опасность ее деформации от действия температуры.
При достижении требуемой величины поперечной подачи, контактор КТ выключает электродвигатель МПП и включает ЭПК8 и излучатель S; поршень ПЦ1 вместе с излучателем S движутся в обратном направлении - происходит процесс упрочнения.
Когда поршень ПЦ1 достигнет крайнего левого положения конечный выключатель К1 выключает ЭПК-8 и излучатель включается МПП и процесс повторяется пока не будет упрочнена вся рабочая поверхность одной стороны зуба.
По окончании последнего прохода, конечный выключатель К1 выключает ЭПК7 и излучатель S, а контактор КТ включает МПП на обратный ход, одновременно с этим выключается ЭПК1 и ЭПК6, включается ЭПК2 и ЭПК5, поршни ПЦ2 и ПЦ3 опускаются вниз, освобождая шестерню, которая ложится на опору 5. Далее через концевой выключатель К5 включается ЭПК3, поршень ПЦ4 перемещается вправо; опора 5 вместе с шестерней 1 перемещаются для установки шестерни для обработки следующего зуба. В конце хода поршня ПЦ4 включается К7, запитывается ЭПК1 и ЭПК6, поршни ПЦ2 и ПЦ3 приподнимают шестерню в положение начала упрочнения следующего зуба; ЭПК1 и ЭПК6 запитываются через К3 и К4 и остаются в этом положении на весь цикл упрочнения рабочей поверхности одной стороны зуба. Через К3 и К4 включается ЭПК7 и излучатель и описанный выше цикл упрочнения поверхности зуба повторяется. Далее через К7 отключается ЭПК3 и включается ЭПК4; опора возвращается в первоначальное положение. Далее процесс повторяется.
Таким образом, обрабатываемая шестерня в процессе лазерной закалки вращается вокруг неподвижной оси О1, которая находится на пересечении нормалей рабочей части профиля зуба. При этом излучатель находится на постоянном расстоянии от закаливаемой поверхности и луч лазера направлен по нормали к ней, что обеспечивает высокую эффективность процесса упрочнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка контроля диаметра, формы и образующих поверхностей цилиндрических изделий | 2020 |
|
RU2757671C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| ПНЕВМОГИДРАВЛИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ АДАПТИВНЫМ ПНЕВМОГИДРАВЛИЧЕСКИМ РОБОТОМ | 2008 |
|
RU2463156C9 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Способ индукционной закалки деталей типа шестерен и устройство для его осуществления | 1984 |
|
SU1268624A1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Способ лазерной закалки стальных деталей | 2021 |
|
RU2832035C2 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2017 |
|
RU2684176C2 |
Изобретение относится к области металлургии. Для повышения качества и обеспечения твердости 60 HRC осуществляют закалку рабочей поверхности зуба шестерни при помощи лазерного излучателя, причем ведут поперечную подачу шестерни относительно лазерного луча и во время обработки луч лазера направлен по нормали к закаливаемой поверхности, а излучатель находится на одном расстоянии от нее. Шлифование после термообработки не требуется. 1 з.п. ф-лы, 1 ил.
1. Способ упрочнения рабочей поверхности зубьев шестерни, включающий закалку поверхности при помощи лазерного излучателя путем перемещения по образующей рабочей поверхности зуба лазерного луча, расположенного по нормали к рабочей поверхности, отличающийся тем, что осуществляют поперечную подачу шестерни относительно лазерного луча с помощью механизма поперечной подачи, связанного с лазерным излучателем и неподвижной осью, размещенной между зубьями шестерни параллельно оси шестерни и находящейся на пересечении нормалей к крайним точкам рабочей части профиля зуба, и придающего шестерне вращательное движение вокруг неподвижной оси.
2. Способ по п. 1, отличающийся тем, что лазерный излучатель расположен на постоянном расстоянии от рабочей поверхности зуба.
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241765C2 |
| Лопата для растопки паровозов | 1947 |
|
SU79286A1 |
| Способ обработки металлических изделий | 1988 |
|
SU1548217A1 |
| JP 58197223 A, 16.11.1983. | |||

