| название | год | авторы | номер документа |
|---|---|---|---|
| Неподвижный деформирующий элемент | 2019 |
|
RU2701324C1 |
| СПОСОБ ДРЕССИРОВКИ ЛЕНТЫ | 1991 |
|
RU2007236C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2008 |
|
RU2365440C1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ИЗМЕРЕНИЯ НЕПЛОСКОСТНОСТИ ПРОКАТА | 1995 |
|
RU2085313C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯИ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЬ'. НА ЧЕТЫРЕХВАЛКОВОМ ПРОКАТНОМ СТАНЕ | 1969 |
|
SU420154A3 |
| Способ воздействия на форму прокатываемой полосы на стане кварто | 1988 |
|
SU1666236A1 |
| Способ определения неплоскостности полосы | 1992 |
|
SU1807899A3 |
| Узел натяжных роликов тонколистового прокатного стана | 1983 |
|
SU1131571A1 |
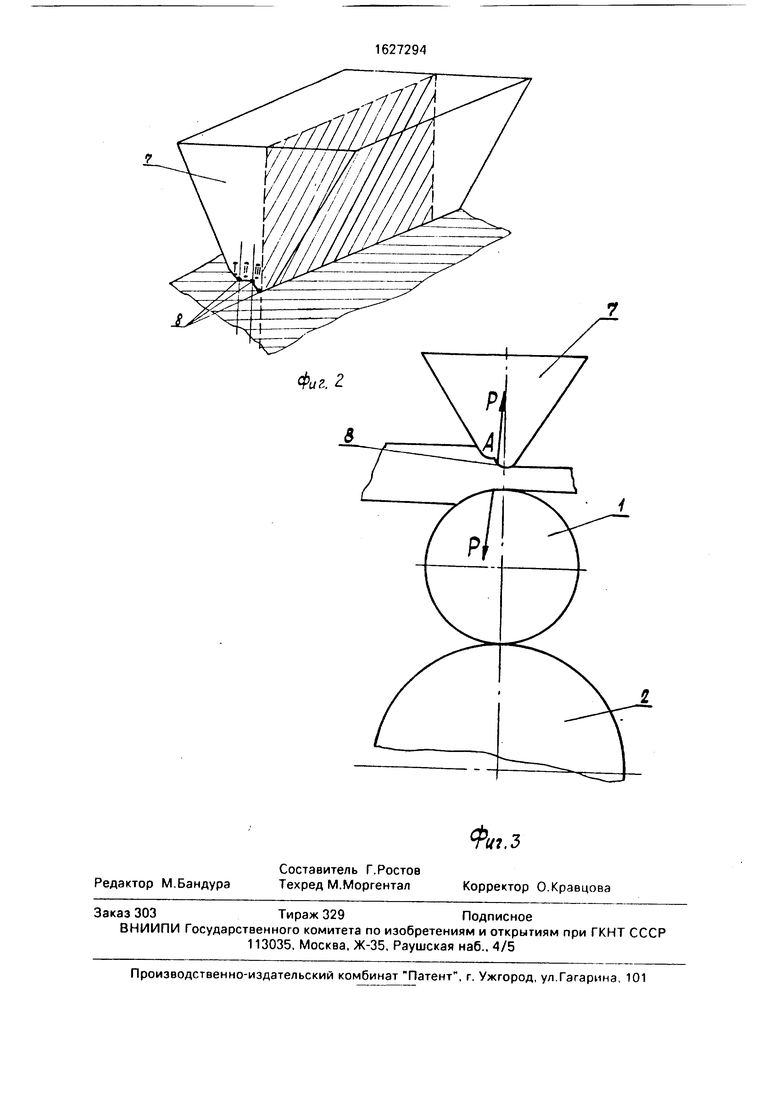
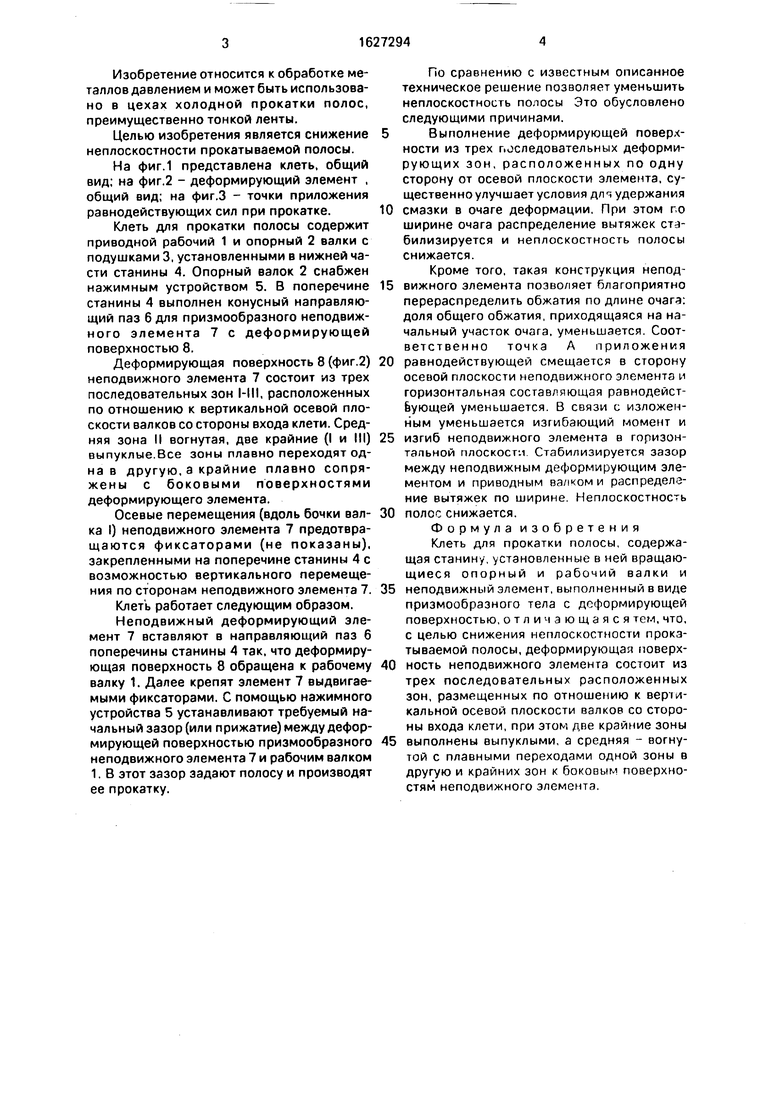
Изобретение относится к обработке металлов давлением и может быть использова- но в цехах холодной прокатки полос, преимущественно тонкой пенты. Цель изобретения - уменьшение неплоскостности прокатываемой полосы. Выполнение деформирующего участка 8 неподвижного элемента 7 из трех зон позволяет перераспределить усилия в очаге деформации. Точка А приложения равнодействующей смещается к осевой плоскости неподвижного элемента. Горизонтальная составляющая усилия прокатки снижается. Снижается вследствие этого изгиб неподвижного элемента в горизонтальной плоскости. Стабилизируется зазор между неподвижным элементом и рабочим валком Улучшаются условия удержания смазки неподвижным элементом. Все это ведет к снижению неплоскостности полосы. 3 ил.
| Потайкин В.Ф | |||
| и др | |||
| Клеть стана холодной прокатки лент | |||
| Реф | |||
| сб | |||
| Оборудование для прокатного производства | |||
| ЦНИИТЭ- ТЯЖмаш, 1-79-10 | |||
| Клеть для прокатки полосы | 1986 |
|
SU1349809A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
