Область техники.
Изобретение относится к области станкостроения, а именно к портальным фрезерным станкам, предназначенным для обработки камня и других материалов и изготовления по заданной программе изделий, имеющих сложную пространственную форму, например: памятники, барельефы, скульптуры и иные изделия ритуального, религиозного или художественного характера.
Уровень техники.
Из уровня техники известно большое число портальных фрезерных (гравировально-фрезерных) станков для работы по камню и другим материалам, работающих по трем координатам, и с числовым программным управлением.
Известны станки, содержащие исполнительную систему позиционирования и относительного рабочего перемещения заготовки и инструмента, которая содержит координатно-организованные в ортогональной системе координат «XYZ» узлы и механизмы главного формообразующего перемещения и позиционирования инструмента относительно поверхности функционального слоя изделия. При этом исполнительная система может быть оснащена средствами: обеспечения заданной жесткости обрабатываемого изделия в процессе технологического цикла, базирования и фиксации изделия в заданном положении. Гидравлическая система и кинематики станка работают в автоматическом режиме. Например, патенты РФ:
патент на полезную модель №61620 Станок агрегатно-фрезерный специализированный полуавтоматический (Заявка: 2006134510; МПК В23С 1/00; Дата начала отсчета срока действия патента: 28.09.2006. Опубликовано: 10.03.2007) [1];
патент на полезную модель №110315 Многофункциональный программно-аппаратный комплекс для формирования резанием структуры поверхности сложного профиля в функциональном слое изделия пониженной жесткости (Заявка: 2010139030; МПК В23В 1/00; дата подачи заявки: 23.09.2010. Опубликовано: 20.11.2011) [2];
патент на полезную модель №110313 Многофункциональный программно-аппаратный комплекс для формирования резанием структуры поверхности сложного профиля в функциональном слое изделия (Заявка: 2010137057; МПК В23В 1/00; дата подачи заявки: 07.09.2010. Опубликовано: 20.11.2011) [3].
Однако, выявленные патенты не предназначены для производства продукции ритуального, религиозного или художественного характера.
Из уровня техники известны патенты РФ, которые относятся к гравировально-фрезерным станкам:
патент на полезную модель №166772 Малогабаритный фрезерно-гравировальный станок (Заявка: 2016102548; приоритет 27.01.2016. Опубликовано: 10.12.2016. МПК В23С 1/00) [4], содержащий основание с расположенными на нем направляющими по оси Y, на которых установлен с возможностью перемещения по ним рабочий стол, над направляющими по оси Y и перпендикулярно им размещены направляющие по оси X, на которых установлена с возможностью перемещения по ним плита с установленными на ней перпендикулярно направляющим по оси X направляющими по оси Z, на которых установлена с возможностью перемещения по ним накладка с закрепленным на ней шпиндельным узлом. Станок снабжен электронным блоком управления станком, подключенным к нему управляющим компьютером и смазочно-охлаждающим узлом Технический результат заключается в повышении точности обработки изделий. Технический результат предлагаемого устройства в эксплуатации определяется возможностью использования смазочно-охлаждающей жидкости в виде тумана при фрезерной и гравировальной обработке изделий из металла, камня или стекла.
Известен фрезерно-гравировальный станок по патенту на полезную модель №22442 (Заявка: 2001131787; МПК В23С 1/02; дата начала отсчета срока действия патента: 26.11.2001. Опубликовано 10.04.2002) [5], содержащий основание, рабочий стол и горизонтально расположенные на основании направляющие перемещения по координате Y, над которыми и перпендикулярно им расположены направляющие перемещения по координате X, причем на них установлена с возможностью перемещения по ним плита, на которой закреплен корпус с установленной в нем фрезерной головкой, имеющий возможность перемещения по координате Z и снабженный устройством для прижима обрабатываемой заготовки к поверхности рабочего стола, а также устройства для перемещения по координатам X, Y, выполненные в виде пары винт-гайка, винт которой соединен с валом электродвигателя, а гайка соединена с плоскостью перемещаемого узла, и электронный блок управления станком, закрепленный на основании станка и соединенный с ЭВМ. Рабочий стол установлен с возможностью перемещения на направляющих перемещения по координате Y, а направляющие перемещения по координате X установлены в стойках, закрепленных на основании, гайка, взаимодействующая с винтом в устройствах перемещения по координатам X, Y, выполнена составной из двух секторов, имеющих внутреннюю резьбу для взаимодействия с винтом с трапециевидной резьбой, причем сектора закреплены на основании гайки на упругих пластинах и стянуты витыми пружинами, закрепленными на нижней части секторов, а резьба секторов имеет вид прямоугольных выступов и впадин, шаг и наклон которых равен шагу и наклону выступов и впадин резьбы винта, а величина первоначального захода резьбы секторов гайки в резьбу винта составляет 1/3 часть величины глубины резьбы-винта/ Задача, решаемая полезной моделью, является изготовление изделий высокой точности за счет точного прецизионного перемещения инструмента, локального прижима заготовки в совокупности с электронным контролем глубины фрезерования без специальной защиты от пыли узлов перемещения станка.
Известен настольный фрезерно-гравировальный станок по патенту №86514 (Заявка №2009117760; МПК В23С 1/02; дата начала отсчета срока действия патента: 13. 05.2009. Дата, публикации 10.09.2009) [6]. Полезная модель направлена на упрощение конструкции, повышение точности в обработке, повышение надежности в работе, увеличение степени безопасности труда, что достигается за счет того, что настольный фрезерно-гравировальный станок, состоит из основания, направляющих перемещения по координатам X, Y, Z, электродвигателей, электронного блока управления станком соединенным с ЭВМ, передач винт-гайка, рабочего стола, установленного. на основании для размещения обрабатываемой заготовки, устройства для прижима обрабатываемой заготовки и фрезерной головки. На одном из вертикальных упоров основания имеются отверстия, к которым крепятся за счет бочки - полой, цилиндрической детали с фланцами и овальным вырезом посередине для доступа к муфте, от одного до трех электродвигателей, устанавливаемые, также, к вертикальному упору координаты Y17 и удерживающей площадке, подключенные к электронному блоку управления и управляемые с ЭВМ, а плита, установленная поверх основания, является рабочим столом, на котором выполнены Т-образные пазы, ориентированные вдоль координаты X, служащие для закрепления заготовки при помощи от трех до пяти прижимных элементов, прямоугольной формы с овальным отверстием посередине, упирающиеся с разных сторон в вертикальные грани заготовки, притягивающиеся к рабочему столу с помощью болтов и барашковых гаек, а также пазы для установки пластин щита, перемычка основания, выполненная литой и/или сварной, и/или разборной, с размещенными на ней разрезными гайками, в зависимости от количества устанавливаемых электродвигателей - одной, двумя или тремя, посредством четырех призмообразных деталей - башмаков, крепится к направляющим координаты X1, также к перемычке основания крепятся вертикальные упоры координаты Y17, соединенные в верхней части направляющей координаты Y2, аналогичной направляющей координаты X1, но содержащая, дополнительно, канавку для ходового винта координаты Y30, крышка каретки содержащая разрезную гайку располагается, на каретке, которая, в свою очередь, с помощью башмаков, расположенных в пазах, выполненных в каретке, под направляющие координаты Y2 и координаты Z3, крепится к направляющей координаты Y2, третья направляющая координаты Z3, размещенная в пазу для направляющей координаты Z3, аналогична направляющей координаты Y2 и перпендикулярна ей, содержит удерживающую площадку под электродвигатель и крепеж для зажима фрезерной головки.
Известен универсальный обрабатывающий фрезерный станок по патенту на полезную модель №129450 (Заявка 2013106093; МПК: В27С 9/00; дата начала действия патента: 12.02. 2013. Дата публикации: 27.06.2013) [7], предназначенный для обработки и изготовления по заданной программе изделий, имеющих сложную пространственную форму, и может быть использована как в деревообрабатывающих, так и в металлообрабатывающих производствах для обработки изделий из дерева или легких металлов. Технический результат, полученный при осуществлении полезной модели, направлен на повышение жесткости и точности обработки станка, не усложняя конструкцию устройства. Универсальный обрабатывающий фрезерный станок, содержит станину, выполненную в виде рамы, продольные направляющие, установленные на станине, каретку продольного перемещения с расположенными на ней поперечными направляющими, блок поперечных направляющих с кареткой поперечного перемещения, несущую связанный с индивидуальным приводом режущий узел, а также блок управления, связанный с приводом управления режущим инструментом, приводами продольного и поперечного перемещения кареток. Подшипниковые блоки, установленные на каретке продольного перемещения, позволяют осуществлять регулировку предварительного натяжения в каждой плоскости продольных направляющих, а подшипниковые блоки, установленные на каретке поперечного перемещения, обеспечивают регулировку предварительного натяжения, трех поверхностей каждой поперечной рабочей направляющей. Привод каретки продольного перемещения выполнен в виде электродвигателя (не показан) и двух реечных передач, расположенных с разных сторон портала каретки продольного перемещения и соединенных между собой передаточным валом, один конец которого соединен с двигателем. Каждый из электроприводов представляет собой следящую систему, угол поворота выходного вала которой соответствует цифровому коду, поступающему с блока управления ЭВМ, который содержит вычислительное устройство и устройство сопряжения с входом следящих систем. Взаимное расположение режущего инструмента и обрабатываемой детали относительно друг друга обеспечивает степени свободы (X, Y, Z). Такая конструкция станка позволяет обрабатывать изделия разнообразной конфигурации. В случае появления локального износа поверхности продольных или поперечных рабочих направляющих, осуществляется дополнительное регулирование предварительного натяжения с учетом фактического износа.
В известных из уровня техники фрезерных станках не решается задача оптимизации нагрузки на режущий инструмент-фрезу. Плотность материала обрабатываемой заготовки зависит от вида камня (гранит, мрамор и пр.) или иного материала и может изменяться внутри одной заготовки. При увеличении плотности материала на пути движения фрезы увеличивается нагрузка на фрезу, появляются вибрации, ударные нагрузки и повышенный износ фрезы. Если не снижать скорость перемещения инструмента, то повышенная нагрузка вызовет чрезмерное изнашивание вплоть до поломки инструмента, что вызовет остановку станка для смены инструмента, снизит его производительность.
При уменьшении же плотности материала заготовки скорость перемещения инструмента можно увеличить без риска чрезмерного изнашивания или поломки инструмента, увеличивая при этом производительность. Таким образом, поддерживая оптимальную нагрузку на режущий инструмент, можно увеличить срок службы режущего инструмента и в результате увеличить производительность станка.
Задачей, решаемой заявляемым изобретением является увеличение срока службы режущего инструмента с одновременным увеличением производительности станка.
Техническим результатом является создание фрезерного станка с возможностью автоматического управления линейной скоростью перемещения режущего инструмента, обеспечивающего оптимальную нагрузку на режущий инструмент.
Раскрытие изобретения.
Технический результат достигается тем, что фрезерный станок, содержащий режущий инструмент, получающий вращение от шпинделя, рабочий стол, расположенные на нем механизмы перемещения режущего инструмента вдоль осей координат X, Y и Z, причем шпиндель установлен на механизме перемещения вдоль оси Z, контроллер, управляющий перемещением режущего инструмента, датчик тока, частотный преобразователь; при этом управляющий контроллер связан через соответствующие серводрайверы с серводвигателями всех механизмов перемещения режущего инструмента, а также с информационным выходом датчика тока, который своим силовым выходом через частотный преобразователь соединен со шпинделем, вращающим режущий инструмент, при этом частотный преобразователь своим управляющим входом соединен с управляющим контроллером, а силовой вход датчика тока соединен с источником питания станка.
При этом каждый механизм перемещения состоит из основания и подвижной платформы, причем на основании каждого механизма перемещения закреплен серводвигатель этого механизма перемещения, при этом каждый механизм перемещения содержит шарико-винтовую передачу, винт которой соединен с валом его серводвигателя, а гайка соединена с подвижной платформой этого механизма перемещения;
при этом левый и правый механизмы перемещения вдоль оси Y размещены с левой и правой стороны рабочего стола и ориентированы вдоль рабочего стола параллельно друг другу, причем указанные механизмы выполнены каждый в виде основания, жестко закрепленного на рабочем столе, подвижной платформы и серводвигателя;
механизм перемещения вдоль оси X закреплен на подвижных платформах правого и левого механизмов перемещения вдоль оси Y, при этом механизм перемещения вдоль оси X дополнительно содержит левую и правую вертикальные несущие стойки, причем левая вертикальная несущая стойка своим нижним торцом жестко закреплена на подвижной платформе левого механизма перемещения вдоль оси Y, а правая вертикальная несущая стойка своим нижним торцом жестко закреплена на подвижной платформе правого механизма перемещения вдоль оси Y, при этом левая сторона основания механизма перемещения вдоль оси X закреплена с возможностью вертикального перемещения на левой вертикальной несущей стойке, а правая сторона основания механизма перемещения вдоль оси X закреплена с возможностью вертикального перемещения на правой вертикальной несущей стойке; в свою очередь, на подвижной платформе механизма перемещения вдоль оси X жестко закреплено основание механизма перемещения вдоль оси Z, содержащего подвижную платформу, на которой закреплен шпиндель режущего инструмента.
При этом к управляющему контроллеру подключены клавиатура, разъем FLASK памяти и дисплей.
При этом управляющий контроллер, клавиатура, разъем FLASK памяти и дисплей размещены на вертикальной стойке механизма перемещения X.
Перечень фигур.
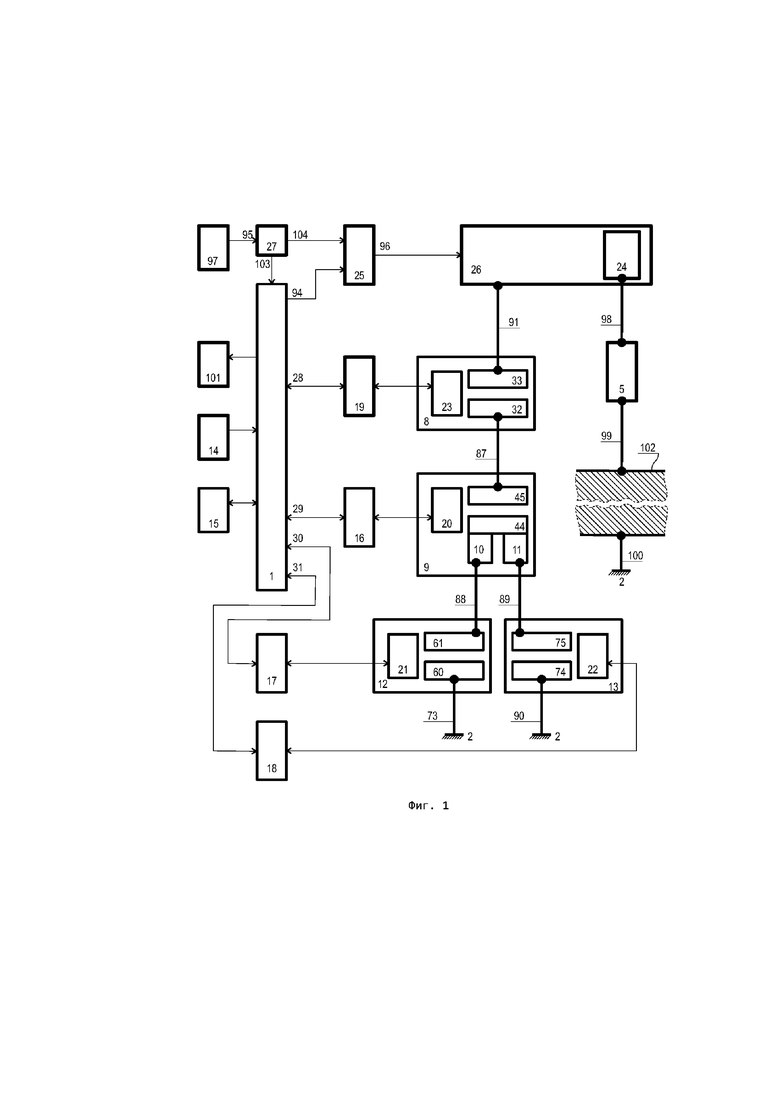
Фиг. 1. Функциональная схема фрезерного станка.
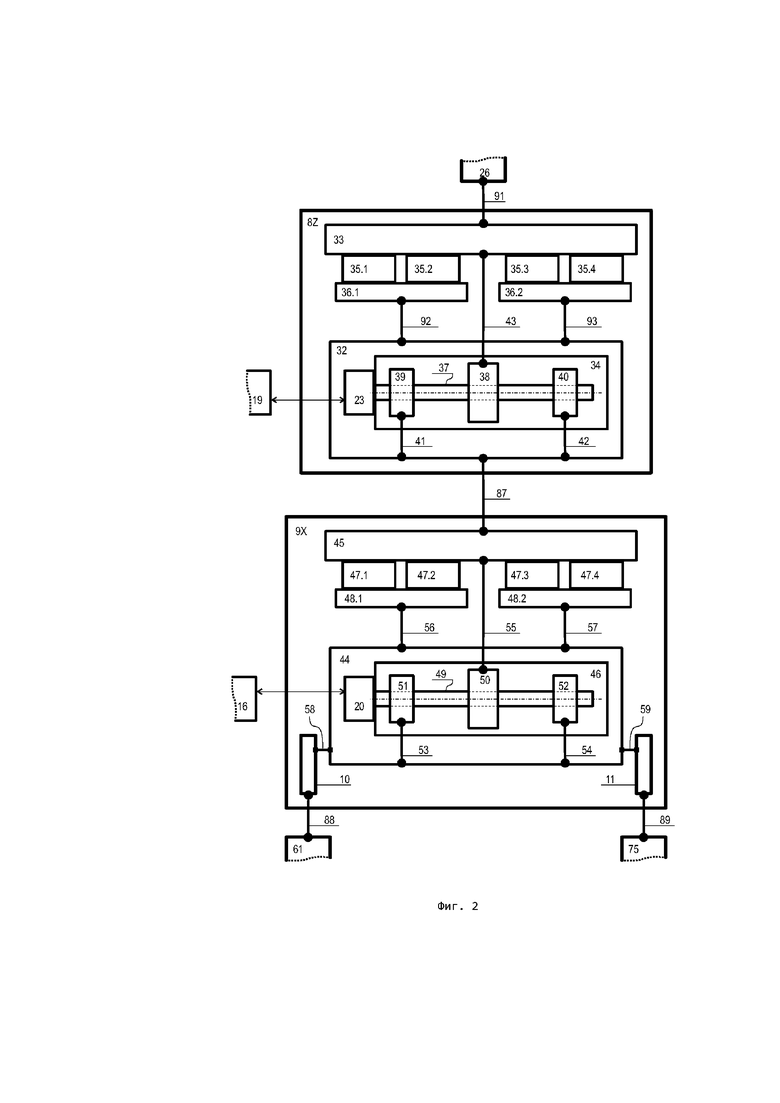
Фиг. 2. Функциональная схема механизмов перемещения вдоль оси Z (8) и вдоль оси X (9).
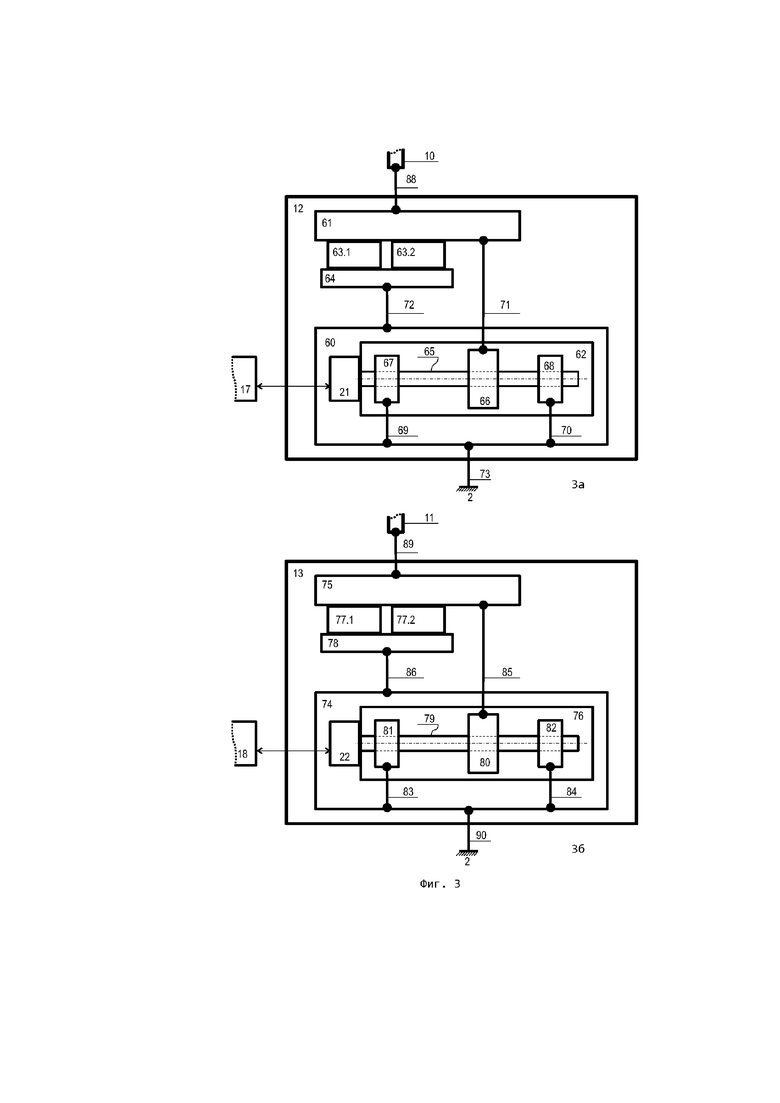
Фиг 3. Функциональная схема механизма перемещения вдоль оси Y, где 3а-схема механизма YL левой части; 3б - схема механизма YR правой части.
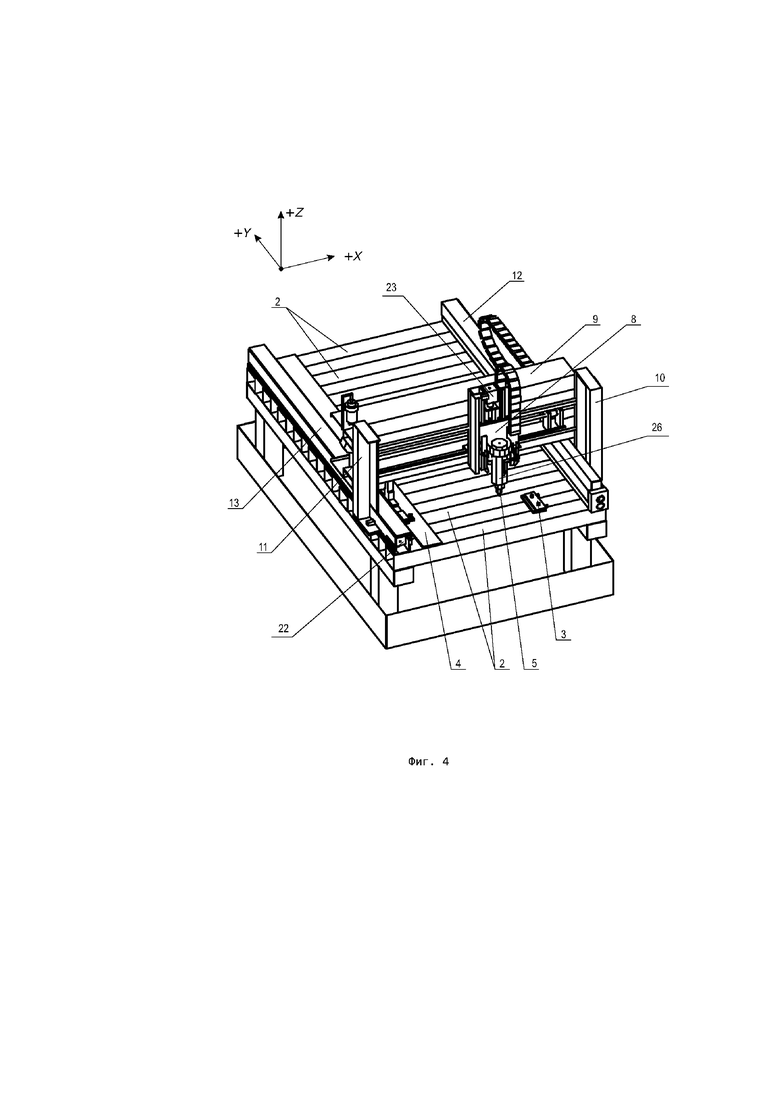
Фиг. 4. Фрезерный станок, вид спереди.
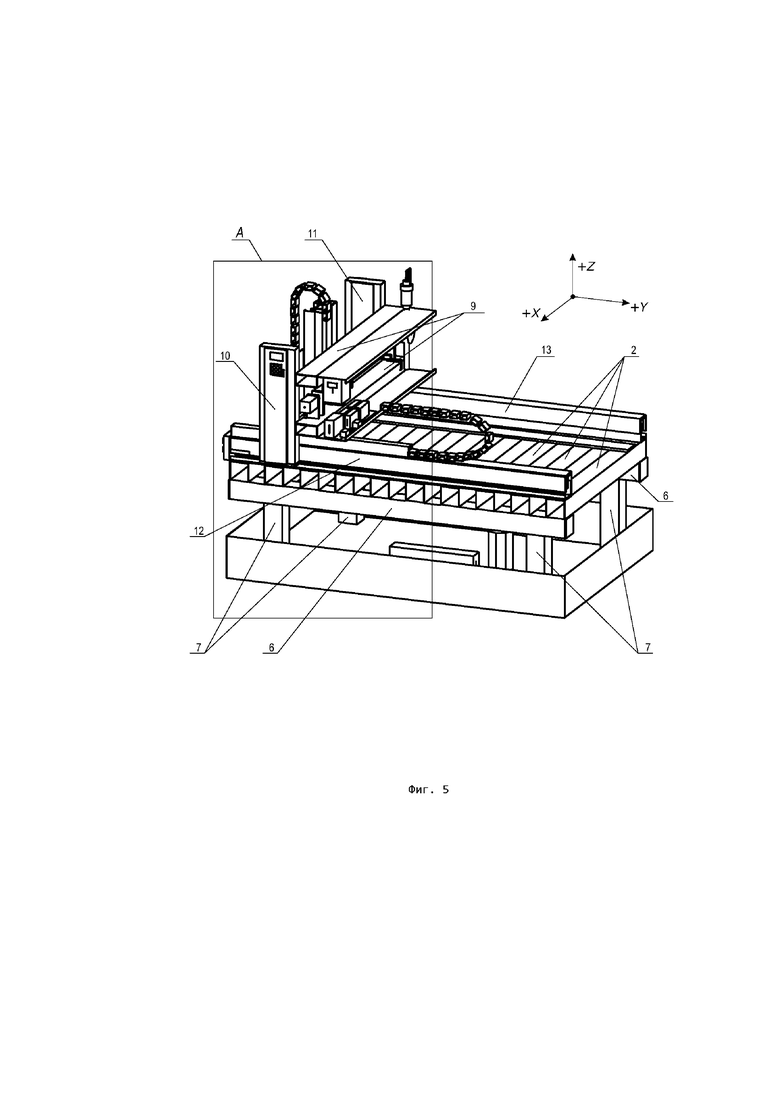
Фиг. 5. Фрезерный станок, вид слева.
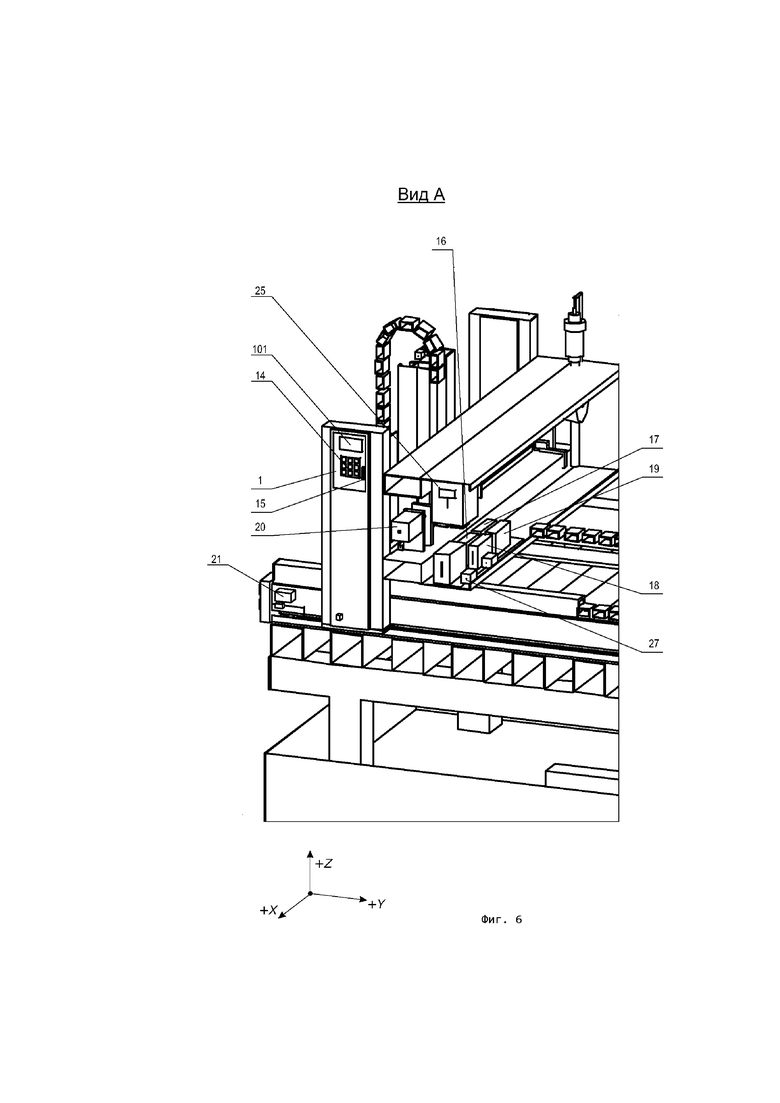
Фиг. 6. Вид А на фиг. 5.
Перечень позиций.
1 - управляющий контроллер;
2 - рабочий стол;
3 - фиксатор;
4 - упорная планка;
5 - режущий инструмент;
6 - станина;
7 - ножки;
8 - механизм перемещения режущего инструмента вдоль оси «Z», далее - механизм «Z»;
9 - механизм перемещения режущего инструмента вдоль оси «X», далее - механизм «X»;
10 - левая несущая стойка механизма 9 «X»;
11 правая несущая стойка механизма 9 «X»;
12 механизм перемещения режущего инструмента вдоль оси «Y» левый, далее - механизм «Y L»;
13 - механизм перемещения режущего инструмента вдоль оси «Y» правый, далее - механизм «Y R»;
14 - клавиатура;
15 - разъем FLASH памяти;
16 - серводрайвер серводвигателя «X»;
17 - серводрайвер серводвигателя «YL»;
18 - серводрайвер серводвигателя «YR»;
19 - серводрайвер серводвигателя «Z»;
20 - серводвигатель «X»;
21 - серводвигатель «YL;
22 - серводвигатель « YR»;
23 - серводвигатель «Z»;
24 - вал шпинделя 26;
25 - преобразователь частотный;
26 - шпиндель;
27 - датчик тока;
28, 29, 30 и 31- входы/выходы управляющего контроллера 1;
Механизм 8 перемещения вдоль оси Z:
32 - основание;
33 - подвижная платформа;
34 - шарико-винтовая передача (ШВП);
35.1, 35.2, 35.3 и 35.4 - четыре каретки;
36.1, 36.2 - направляющие;
37 - винт ШВП;
38 - гайка ШВП;
39, 40 - опорные подшипники;
41 и 42 - жесткие связи подшипников;
92 и 93 - жесткие связи направляющих 36.1 и 36.2;
Механизм 9 перемещения вдоль оси X:
44 - основание;
45 - подвижная платформа;
10 и 11 - левая и правая несущие стойки;
46 - шарико-винтовая передача (ШВП);
47.1, 47.2, 47.3 и 47.4 - четыре каретки;
48.1, 48.2 - направляющие;
49 - винт ШВП;
50 - гайка ШВП;
51, 52 - опорные подшипники;
53 и 54 - жесткие связи подшипников;
55 жесткая связь подвижной платформы 45;
56, 57- жесткие связи направляющих 48.1 и 48.2;
58 - жесткая связь основания 44 механизма 9 и несущей стойки 10;
59 - жесткая связь основания 44 механизма 9 и несущей стойки 11;
Механизм перемещения вдоль оси Y.
Механизм 12 YL (левый);
60 - основание;
61 - подвижная платформа;
62 - шарико-винтовая передача (ШВП);
63.1, 63.2 - каретки;
64 - направляющая;
65 - винт;
66 - гайка;
67, 68 - опорные подшипники;
69, 70 - жесткие связи подшипников;
71 - жесткая связь гайки 66 и подвижной платформы 61;
72 - жесткая связь направляющей 64;
73 - жесткая связь основания 60 со столом 2.
Механизм 13 YR (правый).
74 - основание;
75 - подвижная платформа;
76 -шарико-винтовая передача (ШВП);
77.1, 77.2 - каретки;
78 - направляющая;
79 - винт;
80 - гайка;
81, 82 - опорные подшипники;
83,84 - жесткие связи подшипников;
85 - жесткая связь гайки 80 и подвижной платформы 75;
86 - жесткая связь направляющей 78 с основанием 74.
Соединения механизмов перемещения между собой и с другими механизмами станка:
87 - жесткая связь основания 32 механизма 8Z с механизмом 9Х;
88 - жесткая связь левой стойки 10 механизма 9Х с механизмом 12YL;
89 - жесткая связь правой стойки 11 механизма 9Х с механизмом 13YR;
90 - жесткая связь механизма 13YR с рабочим столом 2;
91 - жесткая связь механизма 8Z со шпинделем 26;
Электрические соединения:
94 - выход управляющего контроллера 1;
95 - силовой вход датчика тока 27;
96 - выход частотного преобразователя 25;
97 - источник питания;
98 - элемент, фиксирующий режущий инструмент на валу 24 шпинделя 26;
99- тангенциальная составляющая силы резания;
100 - жесткая связь заготовки изделия с рабочим столом;
101 - дисплей;
102 - обрабатываемая заготовка.
103 - измерительный выход датчика тока 27;
104 - силовой выход датчика тока 27.
Осуществление изобретения.
Фрезерный станок (фиг. 1, 4, 5, 6) содержит рабочий стол 2, предназначенный для фиксации на нем заготовки 102 во время ее обработки.
Прижим обрабатываемой заготовки 102 к поверхности рабочего стола осуществляется за счет закрепленных на столе 2 фиксатора 3 заготовки и упорной планки 4 для заготовки.
Обработка заготовки 102 осуществляется режущим инструментом 5 - фрезой, например, типа LOXA CZ10.5-60(8). Режущий инструмент 5 закреплен на валу 24 шпинделя 26 при помощи жесткой связи 98, представляющей собой фиксирующий элемент, например, цанговый зажим типа E-R20. Пространство над столом 2, в котором может перемещаться инструмент 5, является рабочим пространством станка. На рабочем, столе 2 размещены организованные в прямоугольной декартовой системе координат XYZ механизмы перемещения инструмента в рабочем пространстве: механизм 8 перемещения инструмента 5 вдоль оси Z; механизм 9 перемещения инструмента 5 вдоль оси X; механизм 12 и механизм 13, которые осуществляют перемещение инструмента 5 вдоль оси Y рабочего пространства станка. Управление каждым механизмом 8, 9, 12 и 13 осуществляет контроллер 1.
Механизмы 8, 9, 12 и 13 на фиг. 1 показаны схематически без их ориентация в рабочем пространстве.
Механизм 8Z (Фиг. 2) предназначен для перемещения инструмента 5 вдоль оси Z рабочего пространства станка. Он состоит из основания. 32, подвижной платформы 33, шарико-винтовой передачи (ШВП) 34, серводвигателя 23, четырех кареток 35.1, 35.2,.35.3, 35.4 и двух направляющих 36.1 и 36.2. При этом ШВП 34 включает в себя винт 37, гайку 38 и два опорных подшипника 39 и 40. Серводвигатель 23 расположен на основании 32. С валом серводвигателя 23 соединен винт 37 ШВП, при этом оси вращения вала серводвигателя 23 и винта 37 совпадают друг с другом. Оба конца винта 37 установлены в опорные подшипники 39 и 40, которые с помощью жестких связей 41 и 42 прикреплены к основанию 32. При этом к гайке 38, перемещаемой вдоль оси винта 37 при его вращении, с помощью жесткой связи 43 прикреплена подвижная платформа 33. Таким образом, подвижная платформа 33 механизма 8Z приводится в движение, относительно его основания 32 вращением вала серводвигателя 23. Для обеспечения продольной и поперечной устойчивости подвижной платформы 33 к ней прикреплены четыре каретки 35.1, 35.2, 35.3, 35.4, движущиеся по двум профильным рельсовым направляющим 36.1, 36.2, расположенным так, что их продольные оси параллельны оси вращения винта ШВП. При этом каретки 35.1, 35.2 движутся по направляющей 36.1, а каретки 35.3, 35.4 движутся по направляющей 36.2. Каждая направляющая 36.1 и 36.2 прикреплена жесткими связями 92 и 9.3, соответственно, к основанию 32. Ось вращения винта 37 механизма 8Z и продольные оси профильных рельсовых направляющих 36.1 и 36.2 этого механизма ориентированы вдоль оси Z рабочего пространства станка, поэтому, при вращении винта 37 ШВП и при неподвижном основании 32 механизма 8Z, подвижная платформа 33, а вместе с ней и режущий инструмент 5, будут перемещаться вдоль оси Z рабочего пространства станка. Шпиндель 26, приводящий во вращение режущий инструмент 5, установлен на механизме 8Z перемещения вдоль оси Z, а именно, на подвижной платформе 33.
Шпиндель 26 представляет собой трехфазный асинхронный электродвигатель, служащий для вращения режущего инструмента 5 со скоростью до 24000 оборотов в секунду. В качестве шпинделя 26 в заявляемом устройстве может быть использован шпиндель жидкостного охлаждения QW2.2/220/24K-D80/ER20.
Механизм 9Х (Фиг. 2) предназначен для перемещения инструмента 5 вдоль оси X рабочего пространства станка. Он состоит из основания 44, подвижной платформы 45, левой вертикальной стойки 10, правой вертикальной стойки 11, шарико-винтовой передачи (ШВП) 46, серводвигателя 20, четырех кареток 47.1, 47.2, 47.3, 47.4 и двух направляющих 48.1 и 48.2. При этом ШВП 46 включает в себя винт 49, гайку 50 и два опорных подшипника 51 и 52. Серводвигатель 20 расположен на основании 44. С валом серводвигателя 20 соединен винт 49, при этом оси вращения вала серводвигателя 20 и винта 49 совпадают руг с другом. Оба конца винта 49 установлены в опорные подшипники 51 и 52, которые с помощью жестких связей 53 и 54 прикреплены к основанию 44. При этом к гайке 50, перемещаемой вдоль оси вращения винта 49 при его вращении, с помощью жесткой связи 55 прикреплена подвижная платформа 45. Таким образом, подвижная платформа 45 механизма 9 приводится в движение относительно его основания 44 вращением вала серводвигателя 20. Для обеспечения продольной и поперечной устойчивости подвижной платформы 45 к ней прикреплены четыре каретки 47.1, 47.2, 47.3 и 47.4, движущиеся по двум профильным рельсовым направляющим 48.1 и 48.2, расположенным так, что их продольные оси параллельны оси вращения винта 49 ШВП. При этом каретки 47.1, 47.2 движутся по направляющей 48.1, а каретки 47.3, 47.4 движутся по направляющей 48.2. Причем, каждая направляющая 48.1 и 48.2 прикреплена жесткими связями 56, 57, к основанию 44. Ось вращения винта 49 механизма 9Х и продольные оси профильных рельсовых направляющих 48.1 и 48.2 этого механизма ориентированы вдоль оси «X» рабочего пространства станка, поэтому, при вращении винта 49 ШВП и при неподвижном основании 44 механизма 9Х, подвижная платформа 45, будет перемещаться вдоль оси X рабочего пространства станка. При этом левая сторона основания 44 механизма 9 прикреплена к левой вертикальной несущей стойке 10 с помощью жесткой связи 58, а правая сторона основания 44 механизма 9 прикреплена к правой вертикальной несущей стойке 11, с помощью жесткой связи 59. Причем жесткие связи 58, 59 позволяют перемещать точки крепления основания 44 на стойках 10, 11 по высоте, перемещая, таким образом, рабочее пространство станка вверх или вниз, с целью совмещения рабочего пространства станка с обрабатываемой областью на заготовке. Такая операция выполняется при настройке станка перед сеансом работы.
Механизмы 12 и 13 (Фиг. 1, фиг. 3) предназначены для перемещения инструмента 5 вдоль оси Y рабочего пространства станка. Механизм 12 расположен с левой стороны рабочего стола станка, условно обозначен как механизм 12YL; механизм 13 расположен с правой стороны рабочего стола станка, условно обозначен как механизм 13YR.
Механизмы 12 и 13 ориентированы вдоль рабочего стола параллельно друг другу, причем указанные механизмы выполнены каждый в виде основания, жестко закрепленного на рабочем столе, подвижной платформы и серводвигателя.
Механизм 12 (фиг. 3а) содержит основание 60, подвижную платформу 61, ШВП 62, серводвигатель 21, две каретки 63.1 и 63.2, а также направляющую 64. При этом ШВП 62 содержит винт 65, гайку 66, два опорных подшипника 67 и 68. Серводвигатель 21 расположен на основании 60. С валом серводвигателя 21 соединен винт 65, при этом оси вращения вала серводвигателя 21 и винта 65 совпадают друг с другом. Оба конца винта 65 установлены в опорные подшипники 67 и 68. Подшипники 67, 68 помощью жестких связей 69, 70 прикреплены к основанию 60. К гайке 66, которая перемещается вдоль оси винта 65 при его вращении, с помощью жесткой связи 71 прикреплена подвижная платформа 61. Таким образом подвижная платформа 61 механизма 12 приводится в движение относительно основания 60 вращением вала серводвигателя 21. Для обеспечения продольной устойчивости подвижной платформы 61 к ней прикреплены две каретки 63.1, 63.2, движущиеся по профильной рельсовой направляющей 64, расположенной так, что ее продольная ось параллельна оси вращения винта 65 ШВП. Направляющая 64 прикреплена жесткой связью 72 к основанию 60. Ось вращения винта 65, а так же профильная рельсовая направляющая 64 ориентированы вдоль оси Y рабочего пространства станка.
Механизм 13 (фиг. 36) содержит основание 74, подвижную платформу 75, ШВП 76, серводвигатель 22, две каретки 77.1 и 77.2, а также направляющую 78. При этом ШВП 76 содержит винт 79, гайку 80, два опорных подшипника 81 и 82. Серводвигатель 22 расположен на основании 74. С валом серводвигателя 22 соединен винт 79, при этом оси вращения вала серводвигателя 22 и винта 79 совпадают друг с другом. Оба конца винта 79 установлены в опорные подшипники 81 и 82. Подшипники 81 и 82, с помощью жестких связей 83 и 84 прикреплены к основанию 74. К гайке 80, которая перемещается вдоль оси винта 79 при его вращении, с помощью жесткой связи 85 прикреплена подвижная платформа 75. Таким образом, подвижная платформа 75 механизма 13 приводится в движение относительно основания 74 вращением вала серводвигателя 22. Для обеспечения продольной устойчивости подвижной платформы 75, к ней прикреплены две каретки 77.1, 77.2, движущиеся по профильной рельсовой направляющей 78, расположенной так, что ее продольная ось параллельна оси вращения винта 79. Направляющая 78 прикреплена жесткой связью 86 к основанию 74. Ось вращения винта 79, а так же продольная ось профильной рельсовой направляющей 78 ориентированы вдоль оси Y рабочего пространства станка.
Механически механизмы 8Z, 9Х, 12YL и 13YR перемещения (Фиг. 1) соединены между собой последовательно следующим образом. Основание 32 механизма 8Z с помощью жесткой связи 87 закреплено на подвижной платформе 45 механизма 9Х, нижний торец левой стойки 10 которого с помощью жесткой связи 88 закреплен на подвижной платформе 61 механизма 12YL. Нижний торец правой стойки 11 механизма 9Х с помощью жесткой связи 89 закреплен на подвижной платформе 75 механизма 13YR. Поэтому при синхронном вращении валов серводвигателей 21 и 22 основание 44 механизма 9Х будет перемещаться по оси Y рабочего пространства станка.
Механизмы 8Z, 9Х, 12YL и 13YR перемещения связаны с другими механизмами станка следующим образом. Основания 60 и 74 механизмов 12XL и 13YR с помощью жестких связей 73 и 90 закреплены, соответственно, с левой и правой стороны рабочего стола 2. На подвижной платформе 33 механизма 8Z с помощью жесткой связи 91 закреплен шпиндель 26 на валу 24 которого зафиксирован режущий инструмент 5. Благодаря такой конструкции инструмент 5 может перемещаться вдоль всех трех осей X, Y, Z рабочего пространства станка. Направление и скорость его перемещения определяется управляющими командами на входах серводвигателей 20, 21, 22 и 23.
Основания 32, 44, 60 и 74 механизмов перемещения представляют собой выполненные из металла коробчатые несущие конструкции, к которым крепятся различные узлы механизмов 8Z, 9Х, 12YL и 13YR. Подвижные платформы 33, 45, 61 и 75 представляют собой металлические пластины, к которым крепятся узлы механизмов 8Z, 9Х, 12YL и 13YR, перемещаемые ими. В качестве кареток 35.1, 35.2, 35.3, 35.4, 47.1, 47.2, 47.3, 47.4, 63.1, 63.2, 77.1,77.2 могут быть использованы каретки HIWIN HGW15CCZAC (https://darxton.ru/files/pdf/linearmotion/hiwin/hiwin-quideway.pdf). В качестве профильных рельсовых направляющих 36.1, 36.2, 48.1, 48.2, 64, 78 могут быть применены рельсовые направляющие Hiwin серии HGR15RC. В качестве винтов 37, 49, 65 и 79 могут быть использованы винты ШВП HIWIN R16-5-1000-0.05. В качестве гаек 38, 50, 66 и 80 могут быть использованы гайки ШВП HIWIN R16-5T3-FSI-0.05. В качестве опорных подшипников 39, 40, 51, 52, 67, 68, 81 и 82 могут быть использованы подшипники радиально-упорные типа 7201-С-Е.
Жесткие связи 58 и 59 представляют собой резьбовые соединения при помощи болтов или винтов позволяющие персоналу оперативно перемещать соединяемые узлы относительно друг друга перед началом работы. Жесткие связи 43, 53, 54, 55, 56, 57, 69, 70, 71, 72, 73, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93 представляют собой резьбовые соединения при помощи болтов или винтов. Жесткая связь 98 представляет собой фиксирующий элемент, например, цанговый зажим типа E-R20. Жесткая связь 100 представляет собой фиксатор 3, прижимающий заготовку 102 к рабочему столу 2 и к упорной планке 4. Связь 99 - схематично показанная тангенциальная составляющая силы резания, вызывающая торможение вращения инструмента 5 и являющаяся нагрузкой на инструмент 5.
Для управления механизмами 8Z, 9Х, 12YL и 13YR, осуществляющими перемещение режущего инструмента 5, заявляемый станок содержит управляющи контроллер 1, частотный преобразователь 25, датчик тока 27 и серводрайверы 19, 16, 17 и 18. Управляющий контроллер 1 подключен своими входами/выходами 28, 29, 30 и 31 через серводрайверы 19, 16, 17 и 18 к входящим в состав указанных механизмов серводвигателям 23, 20, 21 и 22. Управляющий контроллер 1 подключен также к измерительному выходу 103 датчика тока 27, который своим силовым выходом 104 через частотный преобразователь 25 соединен со шпинделем 26 вращающем вал 24 с зафиксированным на. нем режущим инструментом 5. Управляющий контроллер 1 своим выходом 94 соединен с управляющим входом частотного преобразователя 25. Силовой вход 95 датчика 27 тока соединен с источником 97 питания станка. Источником 97 питания станка является промышленная сеть переменного тока 220 Вольт.
Серводвигатели 20, 21, 22 и 23 представляют собой трехфазные асинхронные двигатели, каждый из которых содержит датчик поворота - энкодер (на схеме не показан). В заявляемом устройстве может быть применен серводвигатель типа ES-M32320. Управление серводвигателями 23, 20, 21 и 22 производится контроллером 1 с помощью команд, поступающих с его входов/выходов 28, 29, 30 и 31 на серводрайверы 19, 16, 17 и 18. При этом с энкодера каждого серводвигателя 23, 20, 21 и 22 на подключенный к нему серводрайвер и далее на входы/выходы. 28, 29, 30 и 31 контроллера 1 поступает сигнал о корректном или некорректном выполнении поступившей на серводвигатель команды. В заявляемом устройстве может быть применен серводрайвер типа ES-D508.
Напряжение питания от источника 97 питания станка поступает через датчик тока 27 и частотный преобразователь 25 на его выход 96 и далее на шпиндель 26. В заявляемом станке может быть применен частотный преобразователь типа SUNFAR Е550. Скорость вращения вала шпинделя зависит от частоты питающего напряжения. Диапазон возможных в работе станка частот составляет 100-400 Гц, что соответствует диапазону скоростей вращения вала 24 шпинделя 39 от 6000 до 24000 оборотов в минуту. Требуемая скорость вращения зависит от типа применяемого в данный момент режущего инструмента 5. Она задается контроллером 1 с помощью сигнала, поступающего с его выхода 94 на управляющий вход частотного преобразователя 25.
Контроллер 1 выполнен на печатной плате. Он расположен на одной из вертикальных стоек, предпочтительно, левой 10 механизма перемещения 9Х. Там же расположены подключенные к контроллеру 1: клавиатура 14, разъем 15 FLASH памяти и дисплей 101. Клавиатура 14 предназначена для ввода персоналом команд и параметров работы заявляемого станка. Она представляет собой типовую цифровую клавиатуру, например мембранного типа. Разъем 15 FLASH памяти предназначен для подключения к контроллеру 1 FLASH памяти с записанной в нее управляющей программой, предназначенной для обработки конкретного изделия. Управляющая программа представляет собой последовательность команд на языке G-code. В качестве разъема 15 может быть использован разъем, например типа «FPS009-3001-BL YAMAICHI». Дисплей 101 предназначен для отображения состояния заявляемого станка и вводимых персоналом параметров и команд. Он может быть выполнен в виде ЖК матрицы, например типа «АВС016004А01-YH-R-04».
В состав контроллера 1 входит микроконтроллер (не показан), который работает под управлением микропрограммы, записанной изготовителем станка в его внутреннее ПЗУ. Указанная микропрограмма ориентирована на считывание из FLASH памяти последовательности команд управляющей программы и их выполнение. В качестве микроконтроллера может быть использован микроконтроллер ATMEGA32A фирмы ATMEL.
Работа.
Перед началом работы располагают заготовку 102 на рабочем столе 2, закрепляют ее фиксатором 3, устанавливают режущий инструмент 5 на вал 24 шпинделя 26. При необходимости с помощью жестких связей 58 и 59 перемещают точки крепления основания 44 на стойках 10 и 11 по высоте, таким образом, что бы обрабатываемая область на заготовке 102 располагалась внутри рабочего пространства станка. Затем подают электропитание 220 Вольт на станок.
Выполняют калибровку станка, заключающуюся в привязке установленного режущего инструмента 5 и заготовки 102 к рабочему пространству станка. После выполнения калибровки станка устанавливают в разъем 15 FLASH память, например SD-карту, с управляющими программами, выбирают нужную программу и запускают ее. При этом микропрограмма микроконтроллера запускает вращение шпинделя 26.
В процессе работы контроллер 1 считывает управляющую программу из FLASH памяти, установленной в разъем 15, и выполняя команды этой программы, управляет процессом обработки заготовки 102, вырабатывая на своих входах/выходах 28, 29, 30 и 31 команды управления серводвигателями 23, 20, 21 и 22, которые инициируют заданное управляющей программой перемещение инструмента 5, и вырабатывая на выходе 94 уровень сигнала управления шпинделем 26 задающий требуемую управляющей программой скорость вращения вала шпинделя 24. Таким образом, станок выполняет фрезеровку без участия персонального компьютера.
Команды управления серводвигателями 23, 20, 21 и 22: «Вращать вал сервопривода на один шаг по часовой стрелке», «Вращать вал сервопривода на один шаг против часовой стрелки» и т.д. Это вращение валов серводвигателей 23, 20, 21 и 22 на один шаг при помощи ШВП 34, 46, 62 и 76 преобразуется в линейное перемещение на один шаг подвижной платформы 33, 45, 61 и 75 механизма 8Z, 9Х, 12YL и 13YR. Величину этого шага можно задавать в настройках станка. Один шаг может быть равен, например 0.025 мм.
Автоматическое управление перемещением инструмента 5 с такой скоростью, при которой нагрузка на режущий инструмент 5 оптимальна, достигается следующим образом.
Под нагрузкой на режущий инструмент 5 фрезу здесь понимается тангенциальная составляющая силы резания, схематично показанная как связь 99 (фиг. 1), которая при обработке материала заготовки 102 пропорциональна линейной скорости V перемещения инструмента 5 и плотности этого материала. Мощность, потребляемая шпинделем 26 при обработке материала, пропорциональна этой нагрузке, а значит, пропорциональна линейной скорости V перемещения инструмента и плотности материала заготовки 102, которая не постоянна для одной заготовки. При увеличении плотности материала на пути перемещения режущего инструмента 5 нагрузка (связь 99) на него увеличивается, и чтобы не допустить поломки инструмента, линейную скорость перемещения V инструмента 5 необходимо снизить до Vi, понизив при этом производительность станка. При уменьшении же плотности материала заготовки линейную скорость V перемещения инструмента 5 можно увеличить до значения V2, увеличив при этом производительность станка. При соблюдении вышесказанного- нагрузка на режущий инструмент всегда будет близка к оптимальной, что приведет к увеличению срока службы режущего инструмента.
При отсутствии автоматической регулировки линейной скорости V перемещения инструмента 5, для исключения преждевременного его износа или его поломки, указанную скорость в начале работы необходимо установить равной V1. Эта скорость будет постоянной на протяжении всего времени обработки заготовки.
При наличии автоматической регулировки скорости V перемещения для значения средней линейной скорости Vcp перемещения инструмента 5 будет справедливо неравенство:

где V1 линейная скорость перемещения инструмента в точке заготовки имеющей максимальную плотность, V2 линейная скорость перемещения инструмента в точке заготовки имеющей минимальную плотность.
Из неравенства (1) видно, что в случае наличия автоматической регулировки линейной скорости перемещения инструмента всегда (V1 ≤ Vcp), что говорит о том, что производительность работ в случае наличия автоматической регулировки линейной скорости выше, чем в первом случае, при отсутствии такой регулировки.
Автоматическая регулировка линейной скорости V перемещения инструмента 5 осуществляется за счет введения отрицательной обратной связи в схему управления перемещением режущего инструмента 5, позволяющей автоматически поддерживать оптимальное значение нагрузки на инструмент при изменении плотности материала заготовки вдоль траектории перемещения режущего инструмента 5. Сигнал обратной связи снимается с измерительного выхода 103 датчика 27 тока. Значение напряжения на этом выходе пропорционально протекающему через датчик 27 току. Сигнал с выхода 103 поступает на вход контроллера 1. Микропрограмма микроконтроллера измеряет этот сигнал и вычисляет текущее значение тока, а затем, например, по ниже приведенной эмпирической формуле (2) вычисляет, какие изменения надо внести в текущие значения линейной скорости перемещения режущего инструмента 5 для оптимизации нагрузки на него. Далее, на основании этих вычислений она вносит соответствующие им коррективы в генерируемые контроллером 1 последовательности команд управления перемещением, поступающих на серводрайверы 19, 16, 17 и 18. Серводрайверы в соответствии с этими командами генерируют напряжения питания серводвигателей 23, 20, 21 и 22 с параметрами, соответствующими таким скоростям вращения валов указанных серводвигателей, при которых обеспечиваются требуемые скорость и направление перемещения режущего инструмента 5 вдоль осей XYZ.
Таким образом, в заявляемом устройстве осуществляется обратная связь по нагрузке на режущий инструмент 5. Обратная связь стабилизирует эту нагрузку, на оптимальном значении для конкретного инструмента 5, что продлевает срок службы инструмента и ускоряет обработку заготовки 102. Максимальная допустимая нагрузка на режущий инструмент конкретной марки определяется авторами экспериментальным путем. При этом фиксируется ток Iмакс, потребляемый шпинделем 26 при максимально допустимой нагрузке. Каждой марке режущего инструмента присваивается максимально допустимое значение тока Iмакс. Используя это значение тока, микропрограмма вычисляет оптимальное значение тока Iопт для данного инструмента, при котором нагрузка на инструмент будет оптимальной, например, по эмпирической формуле:

Перед началом работы значение Iмакс вводится в контроллер с помощью клавиатуры. Во время работы микропрограмма, измеряя значения тока, потребляемого шпинделем 26 в настоящий момент, и используя текущее значение линейной скорости перемещения режущего инструмента 5, вычисляет новое значение этой скорости, в соответствии с которой контроллер 1 формирует команды, поступающие на серводрайверы 19, 16, 17 и 18. При этом, линейная скорость перемещения режущего инструмента 5 будет приближаться к оптимальной.
Работа микропрограммы при этом может быть построена следующим образом. Текущее время разбивается микропрограммой на циклы - равные промежутки времени Т, например, длиной Т=100 миллисекунд. В течение текущего (i) цикла Ti инструмент 5 перемещается с линейной скоростью Vi, и контроллер 1 производит, например, 800 измерений значений тока шпинделя. Измеренные значения тока для устранения помех поступают на цифровой фильтр, реализованный программно, например фильтр типа «скользящее среднее» с длиной окна 100 мс. По окончании цикла T1 полученное на выходе указанного фильтра значение тока I1 поступает в вычислительный блок микропрограммы, где проверяется, не больше ли оно Iмакс Если больше, то станок останавливается для обработки-ошибки. Если меньше, тогда вычислительный блок микропрограммы вычисляет новое значение линейной скорости V(i+1). Вычисление V(i+1) может производиться, например, по следующей эмпирической формуле:

где:
Vi - линейная скорость перемещения режущего инструмента 5 в текущем цикле Ti;
V(i+1) - линейная скорость перемещения режущего инструмента 5, требуемая в следующем цикле Т(i+1);
Ii - усредненное значение тока, потребляемого шпинделем 26 в текущем цикле T1;
Iopt - оптимальное для используемого режущего инструмента 5 значение потребляемого шпинделем 26 тока, вычисленное по формуле 1.
После вычисления V(i+1) микропрограмма контроллера 1 вносит такие изменения в управляющие последовательности сигналов, генерируемых им на выходах 28, 29, 30 и 31, при которых линейная скорость перемещения режущего инструмента 5 стала бы равной полученному значению требуемой линейной скорости V(i+1). На этом завершается очередной цикл Ti, и микропрограмма контроллера 1 приступает к выполнению следующего цикла Ti+1. Все описанные выше действия для цикла Ti аналогичны для цикла Ti+1 и для всех последующих циклов. Таким образом поддерживается постоянная нагрузка на режущий инструмент 5 и оптимизируется работа станка.
Заявляемый фрезерный станок с автоматическим управлением линейной скоростью перемещения режущего инструмента обеспечивает оптимальную нагрузку на режущий инструмент, что позволяет увеличить срок службы режущего инструмента и одновременно увеличить производительность работы станка.
Промышленная применимость.
Заявляемый фрезерный станок реализован с использованием, промышленно выпускаемых устройств и материалов, может быть собран на любом машиностроительном предприятии и найдет широкое применение в различных областях, например: фрезеровка барельефа и контуров из гранита, мрамора, дерева, пластмассы, алюминия. В том числе:
1) изготовление памятников из натурального камня;
2) изготовление дверей, окон, каминов, полуколонн; интерьеров и экстерьеров домов;
3) изготовление деталей в станкостроительной области.
4) применение в рекламной отрасли - объемные буквы, световые короба, фигурные надписи и вывески наружной рекламы, а также выставочные конструкции:
5) изготовление мебели, в т.ч. фигурная резка, нанесение сложных узоров на поверхность, изготовление деталей для корпусной и фигурной деревянной мебели.
Металлообработка: нарезать металл, шлифовать поверхность, и создавать рельеф на металлических поверхностях.
Архитектура и проектирование: изготовление проектных архитектурных моделей и макетов зданий, транспорта и выставочных демо-макетов, заготовки для литья, мастер-модели и формы.
Изготовление 3D-прототипов: литейные формы, матрицы и штампы; возможность получить завершенную модель из цельных кусков материала.
Электроника и приборостроение: производство печатных плат и элементов электроники, создании заготовок для чип-сетов.
Автомобилестроение: создание прототипов обновленных моделей, изготовление силовых деталей, ребер жесткости и элементов обвесов корпуса.
ИСТОЧНИКИ ИНФОРМАЦИИ.
1. Патент на полезную модель №61620 Станок агрегатно-фрезерный специализированный полуавтоматический. Заявка: 2006134510; МПК В23С 1/00; Дата начала отсчета срока действия патента: 28.09.2006. Опубликовано: 10.03.2007.
2. Патент на полезную модель №110315 Многофункциональный программно-аппаратный комплекс для формирования резанием структуры поверхности сложного профиля в функциональном слое изделия пониженной жесткости. Заявка: 2010139030; МПК В23В 1/00; дата подачи заявки: 23.09.2010. Опубликовано: 20.11.2011.
3. Патент на полезную модель №110313 Многофункциональный программно-аппаратный комплекс для формирования резанием структуры поверхности сложного профиля в функциональном слое изделия. Заявка: 2010137057; МПК В23В 1/00; дата подачи заявки: 07.09.2010. Опубликовано: 20.11.2011.
4. Патент на полезную модель №166772 Малогабаритный фрезерно-гравировальный станок. Заявка: 2016102548/02, МПК В23С 1/00; приоритет 27.01.2016. Опубликовано: 10.12.2016.
5. Патент на полезную модель №22442 Фрезерно-гравировальный станок. Заявка: 2001131787; МПК В23С 1/02; дата начала отсчета срока действия патента: 26.11.2001. Опубликовано 10.04.2002.
6. Патент на полезную модель №86514 Настольный фрезерно-гравировальный станок. Заявка №2009117760; МПК В23С 1/02; дата начала отсчета срока действия патента: 13.05.2009. Дата публикации 10.09.2009.
7. Патент на полезную модель №129450 Универсальный обрабатывающий фрезерный станок. Заявка 2013106093; МПК: В27С 9./00; дата начала действия патента: 12.02. 2013. Дата публикации: 27.06.2013.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| ДВУХПИЛЬНЫЙ РАСКРОЕЧНЫЙ СТАНОК | 2017 |
|
RU2664321C1 |
| НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2023 |
|
RU2819772C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Система программированного профилирования поверхности катания колесной пары рельсового транспортного средства | 2018 |
|
RU2709910C2 |
| ФРЕЗЕРНЫЙ СТАНОК ПО ШОКОЛАДУ | 2020 |
|
RU2739460C1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
Фрезерный станок содержит шпиндель для вращения режущего инструмента, рабочий стол, расположенные на нем механизмы перемещения режущего инструмента вдоль осей координат Х, Y и Z, причем шпиндель установлен на механизме перемещения вдоль оси Z, контроллер, управляющий перемещением режущего инструмента, датчик тока и частотный преобразователь. При этом управляющий контроллер связан через соответствующие серводрайверы с серводвигателями всех механизмов перемещения режущего инструмента, а также с информационным выходом датчика тока, который своим силовым выходом через частотный преобразователь соединен со шпинделем, вращающим режущий инструмент. При этом частотный преобразователь своим управляющим входом соединен с управляющим контроллером, а силовой вход датчика тока соединен с источником питания станка. Каждый механизм перемещения состоит из основания и подвижной платформы, причем на основании каждого механизма перемещения закреплен серводвигатель этого механизма перемещения. При этом каждый механизм перемещения содержит шарико-винтовую передачу, винт которой соединен с валом его серводвигателя, а гайка соединена с подвижной платформой этого механизма перемещения. Достигается получение оптимальной нагрузки на режущий инструмент. 3 з.п. ф-лы, 6 ил.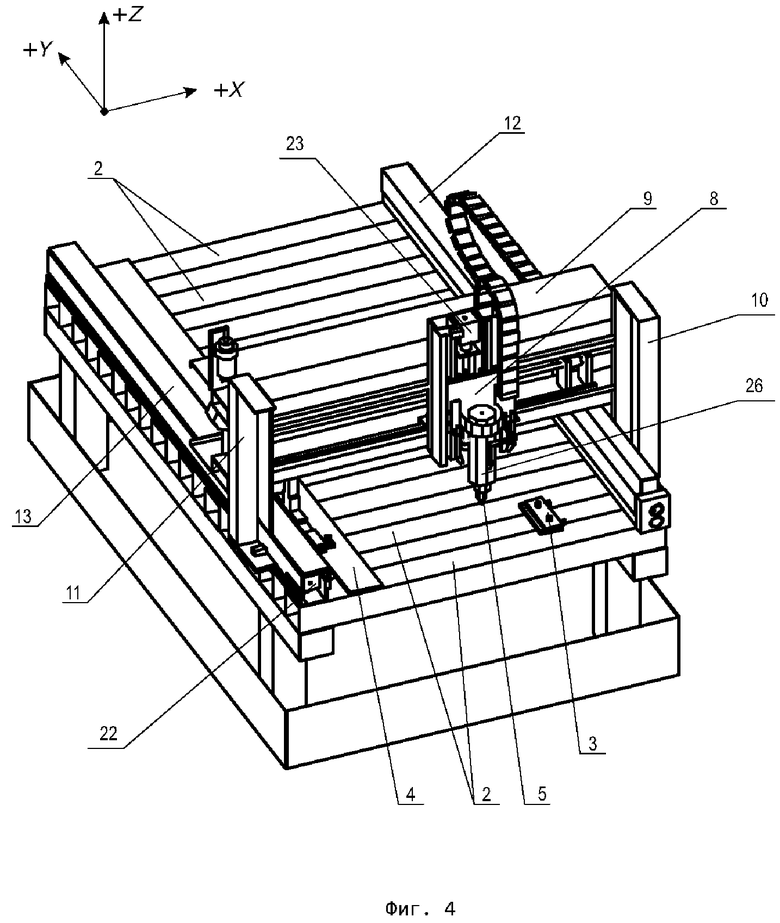
1. Фрезерный станок, содержащий шпиндель, рабочий стол, расположенные на нем механизмы перемещения режущего инструмента вдоль осей координат Х, Y и Z, причем шпиндель установлен на механизме перемещения вдоль оси Z, отличающийся тем, что он снабжен контроллером, управляющим перемещением режущего инструмента, датчиком тока и частотным преобразователем, при этом управляющий контроллер связан через соответствующие серводрайверы с серводвигателями всех механизмов перемещения режущего инструмента и с информационным выходом датчика тока, который своим силовым выходом через частотный преобразователь соединен со шпинделем, вращающим режущий инструмент, при этом частотный преобразователь своим управляющим входом соединен с управляющим контроллером, а силовой вход датчика тока соединен с источником питания станка.
2. Станок по п.1, отличающийся тем, что каждый механизм перемещения состоит из основания и подвижной платформы, причем на основании каждого механизма перемещения закреплен серводвигатель этого механизма перемещения, при этом каждый механизм перемещения содержит шарико-винтовую передачу, винт которой соединен с валом его серводвигателя, а гайка соединена с подвижной платформой этого механизма перемещения, при этом с левой и правой стороны рабочего стола размещены соответственно левый и правый механизмы перемещения вдоль оси Y, ориентированные вдоль рабочего стола параллельно друг другу, причем указанные механизмы выполнены каждый в виде основания, жестко закрепленного на рабочем столе, подвижной платформы и серводвигателя, при этом механизм перемещения вдоль оси Х закреплен на подвижных платформах правого и левого механизмов перемещения вдоль оси Y и содержит соответственно правую и левую вертикальные несущие стойки, причем левая вертикальная несущая стойка своим нижним торцом жестко закреплена на подвижной платформе левого механизма перемещения вдоль оси Y, а правая вертикальная несущая стойка своим нижним торцом жестко закреплена на подвижной платформе правого механизма перемещения вдоль оси Y, при этом левая сторона основания механизма перемещения вдоль оси Х закреплена с возможностью вертикального перемещения на левой вертикальной несущей стойке, а правая сторона основания механизма перемещения вдоль оси Х закреплена с возможностью вертикального перемещения на правой вертикальной несущей стойке, при этом на подвижной платформе механизма перемещения вдоль оси Х жестко закреплено основание механизма перемещения вдоль оси Z, содержащего подвижную платформу, на которой закреплен шпиндель режущего инструмента.
3. Станок по п.1, отличающийся тем, что к управляющему контроллеру подключены клавиатура, разъем FLASH памяти и дисплей.
4. Станок по п.3, отличающийся тем, что управляющий контроллер, клавиатура, разъем FLASH памяти и дисплей размещены на вертикальной стойке механизма перемещения по оси Х.
| СПОСОБ ВЫЩЕЛАЧИВАНИЯ СПЕКА | 0 |
|
SU185862A1 |
| Устройство автоматического регулирования подачи при торцевом фрезеровании | 1974 |
|
SU529911A1 |
| Магазинный автомат | 1959 |
|
SU129450A1 |
| WO 2014163483 A1, 09.10.2014. | |||

