Изобретение относится к области контактной сварки и может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой стальных лент.
Известна присадочная лента для электроконтактной приварки, размеры которой соответствуют размерам восстанавливаемой поверхности детали, и имеет две стороны - обращенную к восстанавливаемой детали и обращенную к ролику-электроду [1].
В известной присадке обе ее поверхности являются плоскими. При электроконтактной приварке такая присадочная лента вследствие ее жесткости усилием ролика-электрода пластически не деформируется, а прочное сварное соединение металлопокрытия с основным металлом детали в твердой фазе не образуется. Поэтому приварку плоской ленты производят на режимах, обеспечивающих формирование литого ядра в стыке детали и присадки. Однако и в этом случае сварное соединение получается непрочным из-за смещения литого ядра вглубь основного металла в связи с интенсивным отводом тепла от тонкой металлической ленты в ролик-электрод, изготовленный из высокотеплопроводного сплава.
Применение изобретения позволяет получить новый технологический эффект - повышение прочности сварного соединения в твердой фазе.
Указанный технологический эффект достигается за счет того, что перпендикулярно поверхности ленты со стороны, обращенной к восстанавливаемой детали, вдоль и поперек упомянутой поверхности ленты выполнены глухие отверстия на глубину, равную толщине ленты, при этом шаг выполненных отверстий в обоих направлениях равен 1,2…1,25 диаметра отверстий и в 3-4 раза больше толщины ленты.
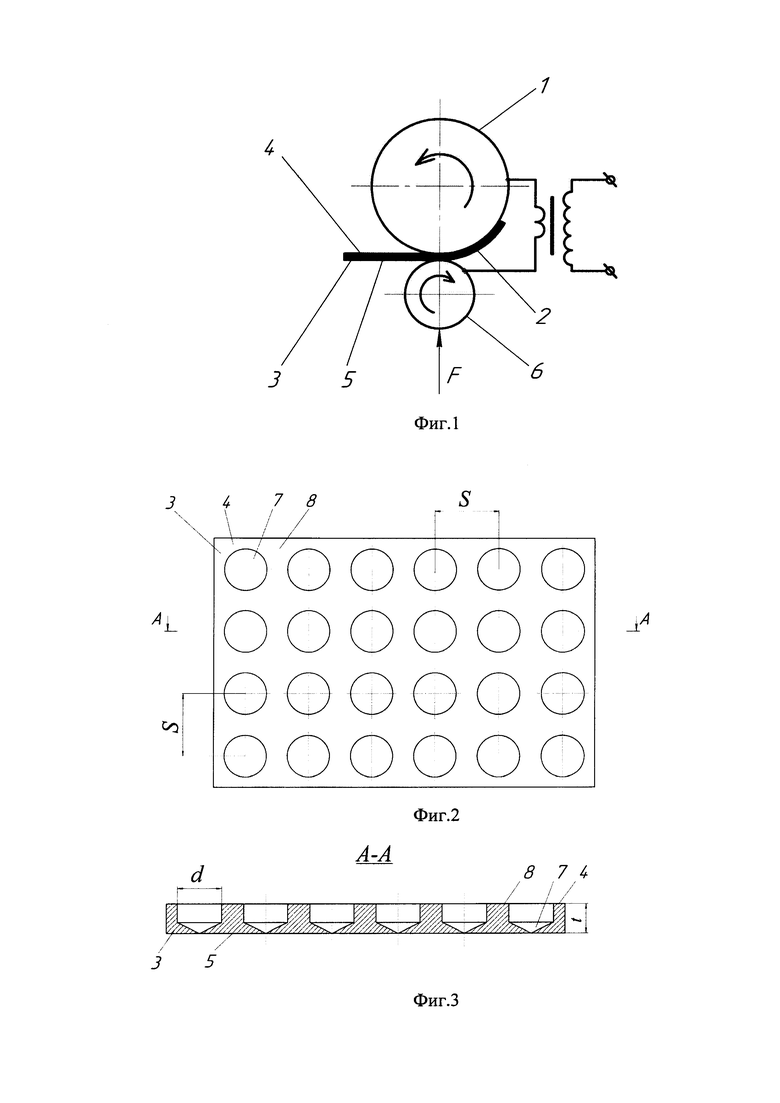
На фиг. 1 показан процесс электроконтактной приварки ленты к детали; на фиг. 2 вид присадочной ленты со стороны, обращенной к восстанавливаемой детали; на фиг. 3 - поперечное сечение А-А присадки.
На деталь 1 наваривается металлопокрытие 2 из присадочной ленты 3, у которой поверхность 4 обращена к детали 1, а поверхность 5 к ролику-электроду 6. Со стороны поверхности 4 в ленте 3 в двух взаимно перпендикулярных направлениях с шагом S на глубину t выполнены глухие отверстия 7 диаметром d, между которыми остаются перемычки 8.
Суть технического решения заключается в следующем. Перед началом приварки присадочная лента 3 поверхностью 4 с отверстиями 7 прижимается инструментом - роликом-электродом 6 к восстанавливаемой детали 1. При формировании металлопокрытия 2 при прохождении через контакт импульсного сварочного тока в наибольшей степени разогревается металл перемычек 8 между отверстиями 7. Присадочный металл перемычек 8 осаживается усилием F ролика-электрода, подвергаясь при этом трехмерной пластической деформации, и заполняет объем глухих отверстий 7. Общеизвестно, что интенсивность образования металлических связей соединяемых поверхностей определяется скоростью происходящих в стыке деформационных процессов. При движении разогретого до пластического состояния металла присадочной ленты 3 по восстанавливаемой поверхности детали 1 разрушаются и выносятся из контакта плотные оксидные и гидрооксидные пленки - главное препятствие для образования прочного сварного соединения в твердой фазе. Вычисления и эксперименты показывают, что при диаметре отверстий 7, превышающем в 3-4 раза толщину ленты 3 и шаге S выполнения отверстий 7 в обоих направлениях, равном 1,2…1,25 диаметра d отверстий 7, прочность сварного соединения в твердой фазе получается наибольшей. Так как глухие отверстия 7 выполнены на максимальную глубину t, равную толщине присадочной ленты 3, то при формировании металлопокрытия 2 присадочный металл пластически деформируется по всему объему ленты 3. Такой характер пластической деформации присадочного металла ленты 3 способствует формированию в металлопокрытии 2 на восстанавливаемой поверхности детали 1 благоприятных сжимающих остаточных напряжений.
Экспериментально установлено, что применение предлагаемого технического решения позволяет в 1,5-2 раза повысить по сравнению с прототипом прочность сварного соединения.
Источники информации
1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, с. 89-91.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
| Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты | 2019 |
|
RU2704950C1 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |
Изобретение может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой стальных лент. Перпендикулярно стороне присадочной ленты, обращенной к наплавляемой детали, выполнены в продольном и поперечном направлениях глухие отверстия на глубину, равную толщине ленты. Между отверстиями оставлены перемычки. Шаг выполненных отверстий в обоих направлениях равен 1,2…1,25 диаметра отверстий и в 3-4 раза больше толщины ленты. Металл перемычек между отверстиями легко пластически деформируется, что способствует образованию прочного сварного соединения в твердой фазе. 3 ил.
Присадочная лента для электроконтактной приварки, размеры которой соответствуют размерам восстанавливаемой поверхности детали и которая имеет обращенную к восстанавливаемой детали сторону и сторону, обращенную к ролику-электроду, отличающаяся тем, что перпендикулярно поверхности ленты со стороны, обращенной к восстанавливаемой детали, вдоль и поперек упомянутой поверхности ленты выполнены глухие отверстия на глубину, равную толщине ленты, при этом шаг выполненных отверстий в обоих направлениях равен 1,2…1,25 диаметра отверстий и в 3-4 раза больше толщины ленты.
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2015 |
|
RU2605259C2 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКОЙ | 2014 |
|
RU2552200C1 |
| RU 2000908 С1, 15.10.1993 | |||
| DE 4102247 A1, 30.07.1992. | |||

