Изобретение относится к станкостроению, в частности к устройствам для крепления детали на станках с поворотными (шарнирными) кулачками.
Известны способы закрепления детали в станках, в том числе для случаев, когда необходимо вращение детали вокруг продольной оси. Обработка детали при этом может происходить со снятием части материала (например, на токарных или шлифовальных станках) или посредством изменения пространственной формы детали (например, на пружинно-навивочных станках). Как правило, закрепление детали происходит за счет прижатия специальных элементов станочного приспособления к ее наружной поверхности, причем перемещением упомянутых элементов может осуществляться оператором при затягивании резьбовых зажимных элементов вручную или с помощью сервоприводов известных типов, например, пневматических или гидравлических.
Известно устройство для закрепления детали (Пат. ЕР 2 277 646 A3, опубл. 30.11.2011), предусматривающее наличие, по меньшей мере, двух зажимных элементов, имеющих зубчатое зацепление или резьбу, связанных с зубчатым валом или зубчатым венцом и перемещающихся в радиальных пазах несущей корпусной детали. К недостаткам конструкции относится возможность перекоса и заклинивания зажимных элементов в радиальных пазах и, обусловленная этим, недостаточная надежность устройства.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является поводковый патрон с эксцентриковыми кулачками (Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под ред. A.M. Дальского и др. - М.: Машиностроение-1, 2001. 944 с. С. 143-144). Зажим детали происходит при осевом перемещении детали внутрь патрона: за счет взаимодействии между собой конструктивных элементов патрона осевое движение зажимаемой детали трансформируется во вращательное движение корпуса. Корпус представляет собой зубчатое колесо, связанное внутренним зацеплением с эксцентриковыми кулачками. Дополнительно на эксцентриковые кулачки действуют силовые пружины, усилие которых в направлении прижатия эксцентриковых кулачков к детали. Эксцентриковые кулачки движутся до соприкосновения с деталью с усилием натяга. К особенностям конструкции, определяющим ее недостатки, относится необходимость изготовления нескольких деталей, имеющих зубчатые элементы, закрепления только таких деталей, которые имеют центровые отверстия, а также невозможность осевого перемещения детали при обработке.
Помимо трудоемкости в изготовлении, зубчатые элементы, применяемые в прототипе, чувствительны к наличию загрязнений, что представляет дополнительную проблему при использовании в станках.
Технической задачей, на решение которой направлено предлагаемое изобретение, является устранение недостатков прототипа, а именно: обеспечение возможности осевого перемещения детали при обработке, упрощение конструкции за счет исключения ряда высокоточных деталей и уменьшение чувствительности конструкции к попаданию загрязнений.
Поставленная задача решается за счет применения вместо зубчатой - цевочной передачи с единственным зубчатым элементом - зубчатым колесом, которое, к тому же, имеет наружное зацепление, более технологичное, по сравнению с внутренним зацеплением.
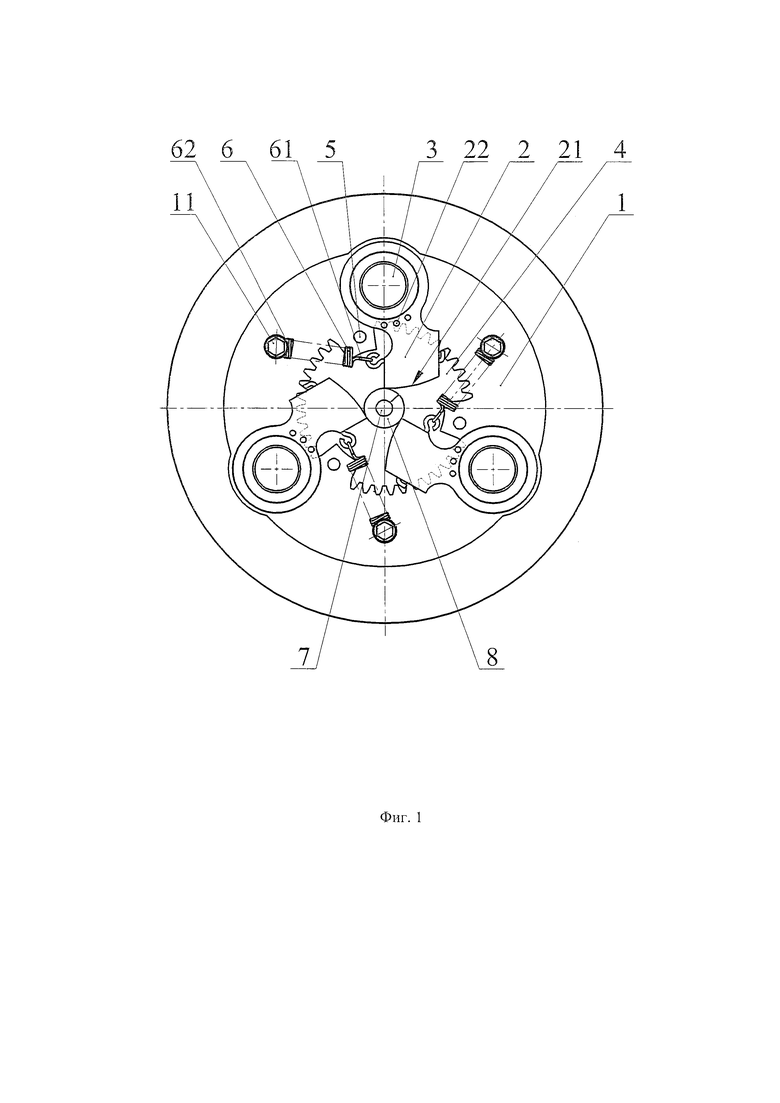
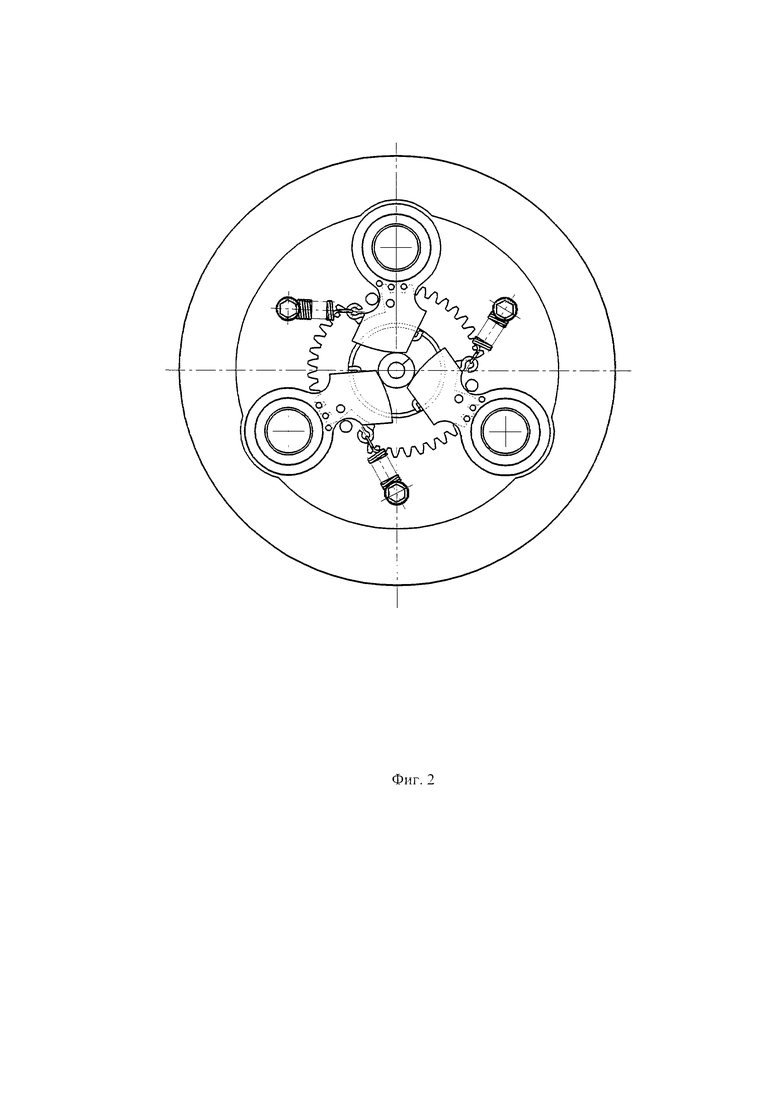
Общий вид патрона для закрепления детали на станке, обеспечивающего решение поставленной задачи, показан на фиг. 1 и фиг. 2, где на фиг. 1 показана деталь в свободном - не зажатом - положении, а на фиг. 2 - в зажатом положении.
Патрон для закрепления детали на станке включает корпус 1 с равномерно расположенными в плане эксцентриковыми кулачками 2, свободно посаженными на оси поворота 3, механизм синхронизации, выполненный в виде установленного на корпусе 1 зубчатого колеса 4 с наружным зацеплением, и цевок 22, находящихся в зацеплении с зубчатым колесом 4, упоры 5, пружины растяжения 6. Цевки 22 установлены на эксцентриковых кулачках 2. Для ограничения угловых перемещений эксцентриковых кулачков 2 и зубчатого колеса 4 в заданных пределах, а также для обеспечения постоянного контакта профиля рабочей поверхности 21 эксцентриковых кулачков с наружной поверхностью детали 7, эксцентриковые кулачки 2 заневолены пружинами растяжения 6, причем зацеп 61 пружины растяжения 6 закреплен на эксцентриковом кулачке 2, а зацеп 62 пружины растяжения 6 закреплен на корпусе 1 с помощью винта-стойки 11. Пружины растяжения 6 стремятся повернуть эксцентриковые кулачки 2 до упоров 5.
В зависимости от конструктивного исполнения, патрон для закрепления детали на станке может иметь от трех до шести эксцентриковых кулачков 2. Во втором случае эксцентриковые кулачки 2 устанавливаются на осях 3 в два и более последовательных рядов.
Величина эксцентриситета и радиус рабочей поверхности 21 эксцентриковых кулачков 2 подобраны таким образом, чтобы обеспечивать гарантированный натяг рабочих поверхностей 21 по наружной поверхности детали 7.
Патрон для закрепления детали на станке работает следующим образом.
Для зажима детали 7 в патроне необходимо создать относительное движение эксцентриковых кулачков 2 относительно наружной поверхности детали 7, чтобы обеспечить набегание рабочей поверхности 1 на наружную поверхность детали 7.
Для конструктивного исполнения (профиля) рабочей поверхности 21, показанной на фиг. 1 и фиг. 2, относительное движение, обеспечивающее зажим детали 7, создается при повороте корпуса 1 в направлении по часовой стрелке. При этом оси поворота 3 эксцентриковых кулачков 2 поворачиваются вместе с корпусом вокруг оси вращения корпуса 1 в том же направлении. Каждый эксцентриковый кулачок 2 поворачивается одновременно в том же направлении - по часовой стрелке - вокруг своей оси поворота 3. Рабочие поверхности 21 эксцентриковых кулачков 2 набегают на наружную поверхность детали, при этом, за счет наличия эксцентриситета, каждая следующая точка профиля рабочей поверхности 21 эксцентрикового кулачка 2, касающаяся наружной поверхности детали 7, расположена на большем расстоянии от оси поворота 3 эксцентрикового кулачка 2, чем предыдущая точка рабочей поверхности 21. Благодаря этому при повороте эксцентрикового кулачка 2 вокруг своей оси поворота 3 происходит возрастание усилия, действующего от эксцентрикового кулачка 2 на наружную поверхность детали 8. Взаимное проскальзывание эксцентриковых кулачков 2 и детали 7 прекращается, возникает натяг, который фиксирует деталь 7.
Надежный зажим детали 7 будет обеспечен также при неподвижном корпусе 1 и вращении детали 7 в направлении против часовой стрелки.
Для конструктивного исполнения профиля рабочей поверхности 21, показанной на фиг. 1 и фиг. 2 для освобождения детали 7 корпус 1 вращают в направления против часовой стрелки. Каждый эксцентриковый кулачок 2 поворачивается одновременно вокруг своей оси поворота 3 в направлении против часовой стрелки. С момента начала поворачивания корпуса 1, натяг между рабочими поверхностями 21 эксцентриковых кулачков 2 и наружной поверхностью детали 7 уменьшается до полного исчезновения. Рабочие поверхности 21 эксцентриковых кулачков 2 скользят по наружной поверхности детали 7, касаясь ее в тех своих зонах, расстояние от которой до осей поворота 3 эксцентриковых кулачков 21 минимально и обеспечивает взаимное проскальзывание эксцентриковых кулачков 2 и детали 7.
Так же, как в случае с зажимом детали 7, необходимо лишь движение эксцентриковых кулачков 2 относительно наружной поверхности детали 7. Поэтому можно при неподвижном корпусе 1 повернуть деталь 7 в направлении по часовой стрелке. Результат будет полностью повторять описанный выше.
Пружины растяжения 6 обеспечивают постоянный контакт между профилем рабочей поверхности 21 эксцентрикового кулачка 2 и наружной поверхностью детали 7. Усилие пружин растяжения 6 выбирается такой величины, чтобы, с одной стороны, исключить подскакивание - упругое соударение - рабочих поверхностей 21 эксцентриковых кулачков 2 по наружной поверхности детали 7, и, с другой стороны, не препятствовать разжиму эксцентриковых кулачков 2.
Поворот корпуса 1 может осуществлять как вручную оператором, так и приводом станка. Угол поворота корпуса 1 определяется соотношением размеров эксцентриковых кулачков 2 и детали 7.
Для того чтобы угол поворота корпуса 1 был небольшим по величине и стабильным в последовательных циклах зажима и разжима детали 8, угловое положение эксцентриковых кулачков 2 должно быть ограничено. Для этой цели служат упоры 5 и пружины растяжения 6, которые стремятся повернуть эксцентриковые кулачки 2 до касания с упорами 5.
Возможны различные действия с обрабатываемой деталью 7, например, ее осевое перемещение по направляющим втулкам (на фиг. 1 и фиг. 2 не показаны), установка или снятие со станка. Патрон для закрепления детали на станке по предлагаемому изобретению не имеет ограничений, по конструкции обрабатываемой детали 7, в частности, не требуется наличие центровых отверстий.
С применением патрона для закрепления детали на станке по предлагаемому изобретению, на станке могут обрабатываться детали любой пространственной формы, в том числе как имеющие, так и не имеющие центральные отверстия (трубки, прутки и т.п.).
Применение цевочного зацепления эксцентриковых кулачков 2 с синхронизатором 4 упрощает изготовление патрона для закрепления детали на станке за счет замены одной из деталей зубчатой пары простыми в изготовлении цилиндрическими цевками 22 и применения наружного зубчатого зацепления, более технологичного, по сравнению с внутренним.
Предлагаемый в качестве изобретения патрон для закрепления детали на станке внедрен и применяется в серийном производстве Алтайского завода прецизионных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИКЛОИДАЛЬНО-ЦЕВОЧНАЯ ПЕРЕДАЧА | 2007 |
|
RU2338102C1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| Самоцентрирующий патрон | 1985 |
|
SU1313578A1 |
| Устройство для двусторонней обработки деталей | 1981 |
|
SU1013237A1 |
| Самоцентрирующий патрон | 1983 |
|
SU1158302A1 |
| РЕДУКТОР С ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ | 1995 |
|
RU2123627C1 |
| Самоцентрирующий патрон | 1985 |
|
SU1240514A1 |
| Автоматическая револьверная головка | 1987 |
|
SU1414516A1 |
| МЕХАНИЗМ ПОВОРОТА ПРИЗМЫ В РЕКЛАМНОЙ УСТАНОВКЕ | 2012 |
|
RU2504845C1 |
| Поворотный зажимной патрон | 1986 |
|
SU1360915A1 |
Изобретение относится к патрону для закрепления детали на станке. Патрон включает корпус с равномерно расположенными в плане эксцентриковыми кулачками, свободно посаженными на оси, синхронизатор в виде зубчатого колеса с наружным зацеплением, упоры, пружины растяжения. На эксцентриковых кулачках установлены цевки, находящиеся в зацеплении с синхронизатором, образуя цевочное зацепление. Эксцентриковые кулачки заневолены пружинами растяжения. Один зацеп каждой пружины растяжения закреплен на эксцентриковом кулачке, а второй зацеп пружины растяжения закреплен на корпусе с помощью винта-стойки. Пружины растяжения стремятся повернуть эксцентриковые кулачки до упоров. В зависимости от конструктивного исполнения патрон может иметь от трех до шести эксцентриковых кулачков. Во втором случае эксцентриковые кулачки устанавливаются на осях в два и более последовательных рядов. 1 з.п. ф-лы, 2 ил.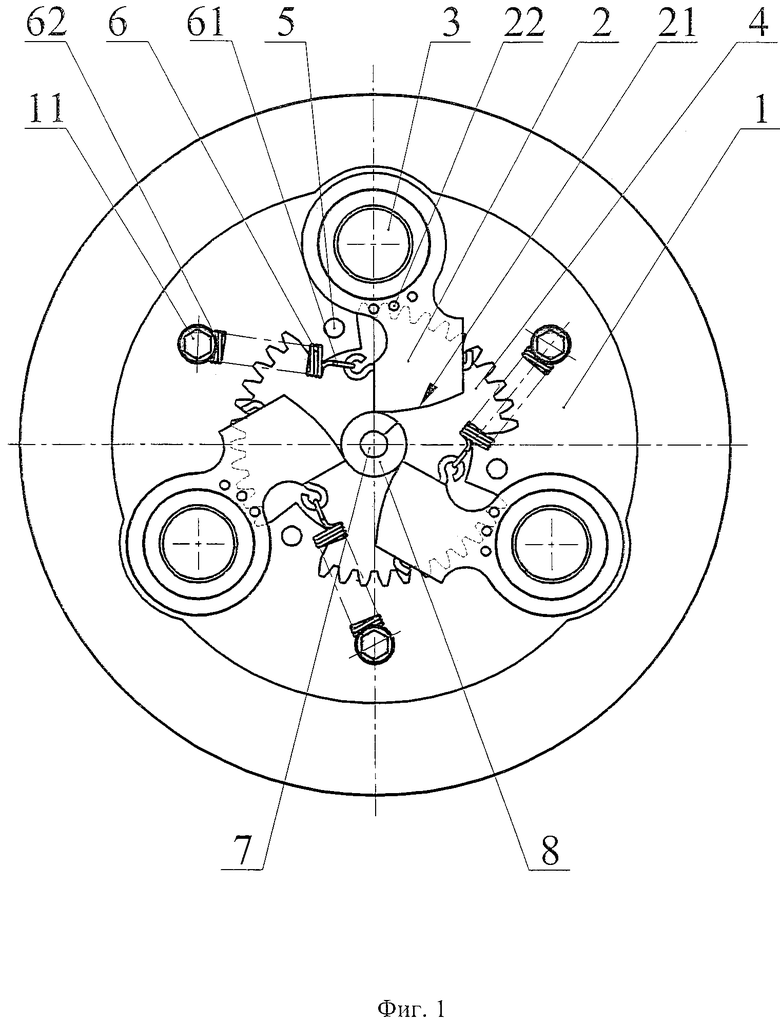
1. Патрон для закрепления детали на станке, включающий корпус, эксцентриковые кулачки, установленные в корпусе на осях поворота с возможностью зажима детали, зубчатый механизм синхронизации поворота упомянутых кулачков и пружины растяжения, одним концом закрепленные на корпусе, отличающийся тем, что упомянутый механизм синхронизации выполнен в виде установленного на корпусе зубчатого колеса с наружным зацеплением и цевок, установленных на эксцентриковых кулачках с зацеплением с зубчатым колесом, при этом пружины растяжения другим концом закреплены на эксцентриковых кулачках.
2. Патрон по п. 1, отличающийся тем, что эксцентриковые кулачки установлены на каждой оси поворота в два и более последовательных рядов.
| СПРАВОЧНИК ТЕХНОЛОГА МАШИНОСТРОИТЕЛЯ под ред | |||
| А.М.Дальского и др., М., Машиностроение-1, 2001, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| ЗАЖИМНОЙ ПАТРОН СТАНКА ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 2012 |
|
RU2561623C1 |
| Токарный патрон | 1987 |
|
SU1419821A1 |
| Трехкулачковый реечный патрон | 1979 |
|
SU814583A1 |
| Зажимной патрон | 1979 |
|
SU844137A2 |
| CN 201455330 U, 12.05.2010 | |||
| СИСТЕМА ГИДРАВЛИЧЕСКИХ КЛАПАНОВ | 2004 |
|
RU2277646C1 |

