Изобретение относится к технологии микроэлектронных приборов, состоящих из нескольких полупроводниковых компонентов на твердом теле (активных кристаллов) или конструктивных элементов (пассивных чип-компонентов), сформированных внутри одной несущей подложки и сгруппированных по блокам в единую сборку и может быть использовано при производстве аппаратуры с высокоплотным монтажом.
Из уровня техники известно техническое решение (RU 2 651 543. Опубл. 20.04.2018. Бюл. № 11. [1]), относящееся к способу изготовления микроэлектронного узла. Бескорпусные кристаллы устанавливают лицевой стороной на технологическую подложку со слоем клея, совмещая их контактные площадки с реперными знаками. На технологическую подложку устанавливают технологическую рамку, совмещая окно рамки с реперными знаками на технологической подложке. Герметизируют бескорпусные кристаллы, заполняют зазор между кристаллами и рамкой клеем, шлифуют обратную сторону кристаллов и рамки, приклеивают кристаллодержатель. Снимают технологическую подложку, затем многоуровневую коммутацию контактных площадок кристаллов и внешних контактных площадок изготавливаемого микроэлектронного узла, на которых в защитном слое формируют выступающие выводы, и вырезают изготавливаемый микроэлектронный узел из кристаллодержателя.
К недостаткам известного технического решения относится низкие технологичность, эффективность и степень интеграции из-за размещения кристаллов на одном уровне.
Наиболее близким по технической сущности и достигаемому эффекту является техническое решение известное из (RU 2 705 229. Опубл. 06.11.2019. Бюл. № 31. [2]). Согласно известному техническому решению способ трехмерного многокристального корпусирования интегральных микросхем памяти предусматривает следующую последовательность операций:
- обеспечение пластины с кристаллами памяти и подложки, имеющей контактные площадки с двух сторон;
- ламинирование лицевой стороны поверхности пластины;
- утонение пластины шлифовкой и полировкой ее обратной поверхности;
- монтаж утоненной пластины обратной поверхностью на пленочный носитель с клеевым пленочным слоем, закрепленный на рамке;
- резка утоненной пластины на отдельные кристаллы;
- разогрев подложки и монтаж кристаллов с клеевым пленочным слоем на подложку с лицевой стороны в стек со смещением, оставляющим открытыми контактные площадки кристаллов;
- обработка в сушильной печи подложки с установленными кристаллами для полимеризации клеевого пленочного слоя;
- очистка контактных площадок кристаллов и подложки с лицевой стороны;
- создание электрических соединений между контактными площадками кристалла и контактными площадками подложки с лицевой стороны;
- очистка подложки с установленными кристаллами;
- герметизация компаундом подложки с установленными кристаллами;
- отчистка контактных площадок подложки с обратной стороны;
- установка паяльных шариков на контактные площадки подложки с обратной стороны и их оплавление в печи;
- разделение подложки дисковыми пилами на отдельные интегральные микросхемы памяти.
При осуществлении способа из RU 2 705 229 для корпусирования многокристальной интегральной микросхемы памяти подбирают материалы ядра подложки и компаунда с коэффициентами температурного расширения не более 5⋅10-6 К-1, причем разница между коэффициентами температурного расширения материалов ядра подложки и компаунда не более 2⋅10-6 К-1. Выдерживают разницу между температурами подложки при монтаже кристаллов и при заливке компаундом не более 70°С. Толщину кристалла на этапе утонения пластины подбирают таким образом, чтобы суммарная толщина стека кристаллов с учетом клеевых пленочных слоев примерно равнялась разнице между толщиной интегральной микросхемы памяти и удвоенной толщиной подложки.
К недостаткам известного технического решения относится низкие технологичность, эффективность и степень интеграции из-за необходимости размещения кристаллов один над другим в стек (пирамидкой) с последовательным уменьшением их геометрических размеров от основания.
Заявляемый в качестве изобретения способ изготовления микромодуля направлен на повышение технологичности конструкции, степени интеграции и, как следствие, уменьшение массогабаритных характеристик.
Указанный результат достигается тем, что предложен способ изготовления микромодуля, включающий формирование на коммутационной плате коммутационных слоев, сквозных металлизированных отверстий, монтаж бескорпусного кристалла, создание электрических соединений между бескорпусным кристаллом и платой микросваркой, формирование пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков, заливку компаундом пространства, образованного между коммутационными платами и корпусирование. Бескорпусной кристалл монтируют в предварительно профилированную коммутационную плату после создания коммутационных слоев со стороны, не занятой коммутационными слоями, путем последовательного формирования глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом.
Также, в качестве материала коммутационной платы используют монокристаллический кремний.
Формирование глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия для коммутации платы с бескорпусным кристаллом осуществляют «сухим» травлением последовательно в Бош-процессе через предварительно сформированную маску.
Последовательное формирование глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом осуществляют со стороны, не занятой коммутационными слоями через предварительно сформированную спреевым методом фоторезистивную маску.
Перед формированием пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков коммутационные платы подвергают шлифовке со стороны, не занятой коммутационными слоями на величину h, определяемую из соотношений:
h≤(Нкр+lадг)/3, Нкр>>lадг, где
Нкр - толщина бескорпусного кристалла, мкм,
lадг - толщина слоя адгезива после монтажа бескорпусного кристалла, мкм.
После шлифовки со стороны, не занятой коммутационными слоями, методами микрообработки формируют дополнительные коммутационные слои.
Сущность заявляемого способа поясняется графическими материалами (фиг. 1, 2 и 3):
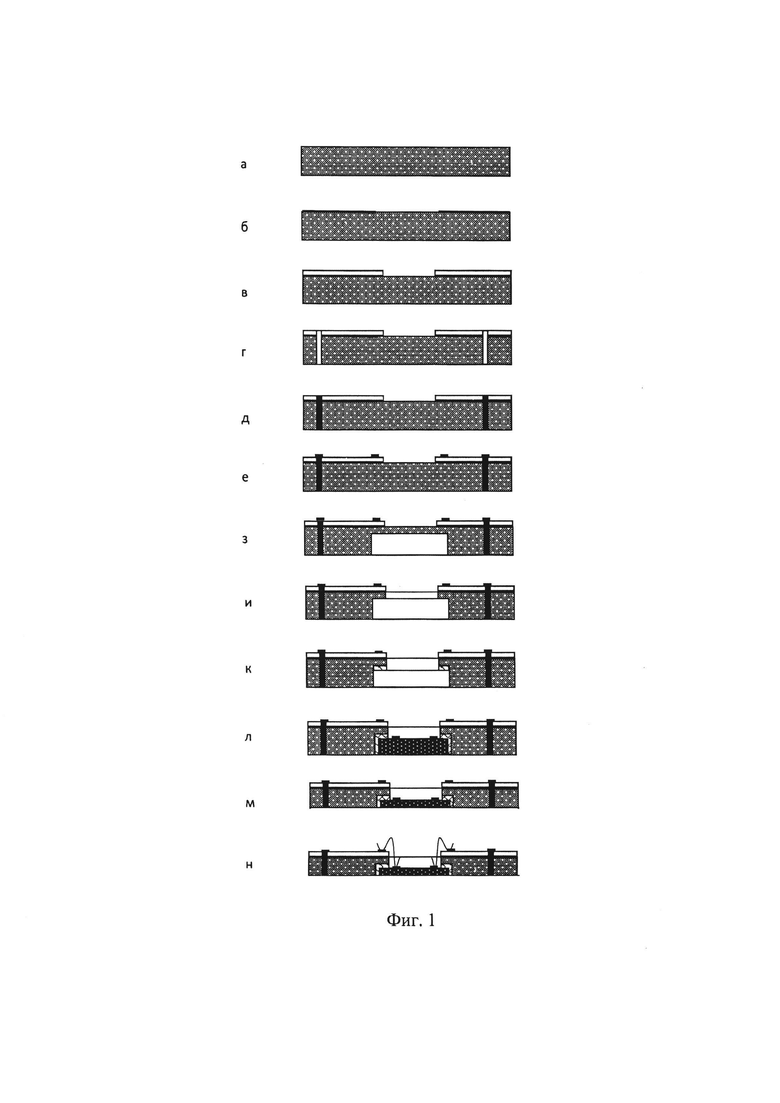
фиг. 1 - блок-схема технологического процесса изготовления микромодуля в виде последовательности изображений разрезов;
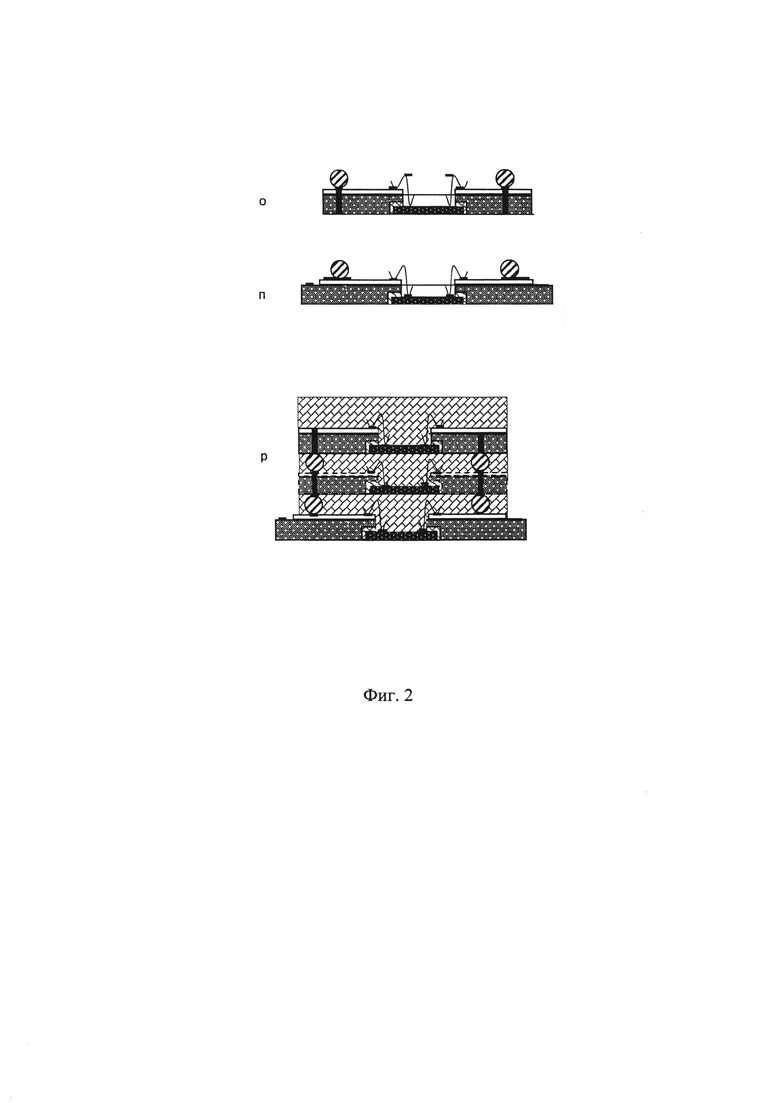
фиг. 2 - составные части микромодуля перед их сборкой и собранная конструкция;
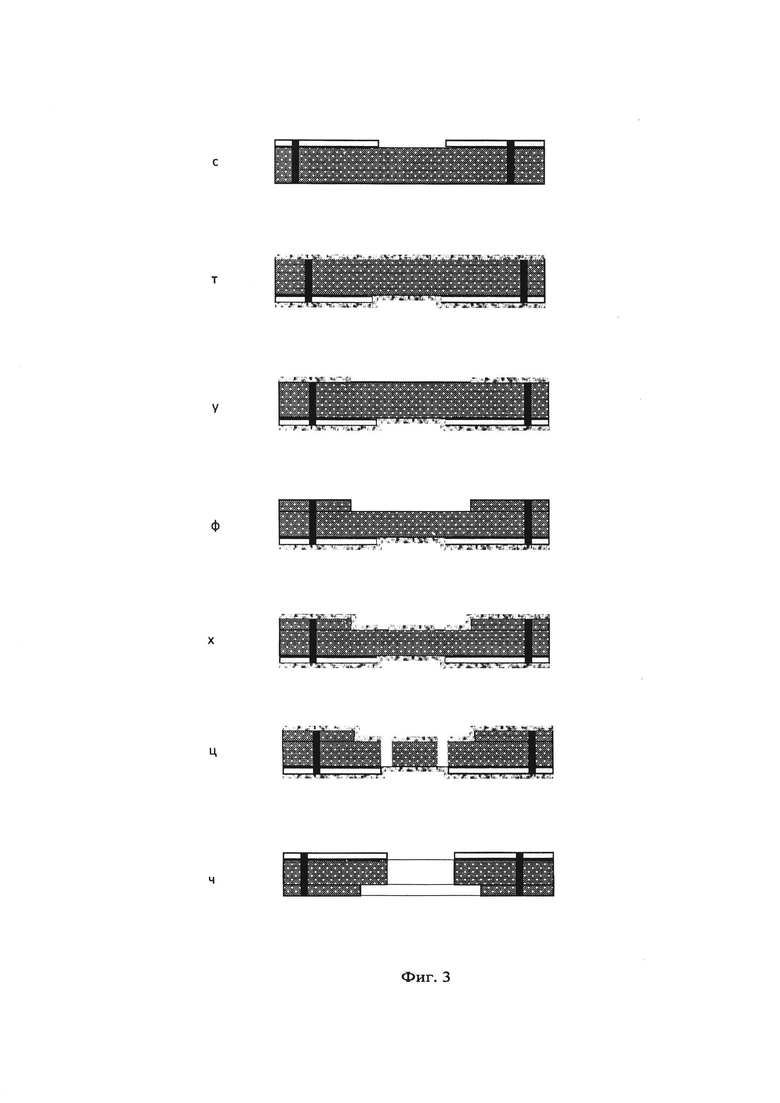
фиг. 3 - блок-схема технологического процесса последовательного формирования глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом.
На фиг. 1 и фиг. 2 обозначены:
поз. а - исходная подложка коммутационной платы на основе монокристаллического кремния;
поз. б - подложка коммутационной платы после формирования коммутационного слоя;
поз. в - подложка коммутационной платы после формирования диэлектрического слоя;
поз. г - формирование сквозных отверстий;
поз. д - металлизация сквозных отверстий;
поз. е - формирование коммутационного слоя;
поз. з - формирование глухого отверстия;
поз. и - формирование сквозного отверстия для монтажа бескорпусного кристалла;
поз. к - формирование адгезива для монтажа бескорпусного кристалла;
поз. л - монтаж бескорпусного кристалла;
поз. м - шлифовка со стороны, не занятой коммутационными слоями;
поз. н - разварка бескорпусного кристалла;
поз. о - коммутационная плата с установленными шариками;
поз. п - коммутационная плата с установленными шариками;
поз. р - микромодуль после сборки и заливки компаундом.
На фиг. 3 обозначены:
поз. с - подложка коммутационной платы с сформированными коммутационными слоями;
поз. т - нанесенный с двух сторон подложки спреевым методом фоторезистивный слой;
поз. у - сформированная со стороны, не занятой коммутационными слоями, фоторезистивная маска для травления глухого отверстия;
поз. ф - сформированное «сухим» травлением в Бош-процессе глухое отверстие для монтажа бескорпусного кристалла;
поз. х - сформированная со стороны, не занятой коммутационными слоями, фоторезистивная маска для травления сквозного отверстия;
поз. ц - формирование «сухим» травлением в Бош-процессе сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом;
поз. ч - сформированное «сухим» травлением в Бош-процессе сквозное отверстие внутри глухого для коммутации платы с бескорпусным кристаллом.
Осуществление изобретения можно пояснить следующим образом.
Как и было указано выше, предложенный способ изготовления микромодуля характеризуется следующими отличительными признаками:
- бескорпусной кристалл монтируют в предварительно профилированную коммутационную плату после создания коммутационных слоев со стороны, не занятой коммутационными слоями путем последовательного формирования глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом;
- в качестве материала коммутационной платы используют монокристаллический кремний;
- формирование глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом осуществляют «сухим» травлением последовательно в Бош-процессе через предварительно сформированную маску;
- последовательное формирование глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом осуществляют со стороны, не занятой коммутационными слоями через предварительно сформированную спреевым методом фоторезистивную маску;
- перед формированием пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков коммутационные платы подвергают шлифовке со стороны, не занятой коммутационными слоями на величину h, определяемую из соотношений:
h≤(Нкр+lадг)/3, Нкр>>lадг, где
Нкр - толщина бескорпусного кристалла, мкм,
lадг - толщина слоя адгезива после монтажа бескорпусного кристалла, мкм;
- после шлифовки коммутационной платы со смонтированным бескорпусным кристаллом со стороны, не занятой коммутационными слоями, методами микрообработки формируют дополнительные коммутационные слои.
Монтаж бескорпусного кристалла осуществляют на предварительно профилированную коммутационную плату после создания коммутационных слоев со стороны, не занятой коммутационными слоями путем последовательного формирования глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом, что обеспечивает технологичность конструкции за счет возможности проведения литографии после монтажа кристалла. Использование в качестве материала коммутационной платы монокристаллического кремния позволяет сформировать глухое и сквозное отверстия «сухим» травлением в Бош-процесса с высокой точностью, что невозможно выполнить другими методами и что также обеспечивает технологичность. Использование спреевого нанесения для формирования фоторезистивной маски позволяет осуществлять последовательно глухое и сквозное отверстия «сухим» травлением в Бош-процессе со стороны, не занятой коммутационными слоями.
Перед формированием пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков коммутационные платы подвергают шлифовке со стороны, не занятой коммутационными слоями, что приводит к уменьшению массогабаритных характеристик устройства и повышению степени интеграции. Величина h, определяемая из соотношений h≤(Нкр+lадг)/3, Нкр>>lадг где Нкр - толщина бескорпусного кристалла, мкм, lадг - толщина слоя адгезива после монтажа бескорпусного кристалла, мкм, выбрана из соображений прочности конструкции. Формирование дополнительных коммутационных слоев после шлифовки со стороны, не занятой коммутационными слоями обеспечивает при необходимости снижение массогабаритных характеристик и увеличение степени интеграции.
Таким образом, предложен технологичный способ изготовления микромодуля, обеспечивающий изготовление с уменьшенными массогабаритными характеристиками и повышенной степенью интеграции.
Источники информации
1. Низов В.Н. Способ изготовления микроэлектронного узла. RU 2 651 543. Патентообладатель: Акционерное общество «Авиаавтоматика» имени В.В. Тарасова». Заявка: 2016148054, 07.12.2016. Опубл. 20.04.2018. Бюл. № 11.
2. Путролайнен В.В., Беляев М.А., Перминов В.В. Способ трехмерного многокристального корпусирования интегральных микросхем памяти. RU 2 705 229. Патентообладатель: Федеральное государственное бюджетное образовательное учреждение высшего образования «Петрозаводский государственный университет» Заявка: 2019106268, 05.03.2019. Опубл. 06.11.2019. Бюл. № 31.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления микроэлектронного узла | 2023 |
|
RU2804595C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2024 |
|
RU2830562C1 |
| Микромодуль космического назначения | 2021 |
|
RU2778034C1 |
| Многослойная коммутационная плата СВЧ-гибридной интегральной микросхемы космического назначения и способ её получения (варианты) | 2019 |
|
RU2715412C1 |
| Способ формирования плат микроструктурных устройств со сквозными металлизированными отверстиями на монокристаллических кремниевых подложках | 2018 |
|
RU2676240C1 |
| Планарная СВЧ поглощающая структура и способ ее изготовления | 2021 |
|
RU2781764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| МИКРОМОДУЛЬ | 2017 |
|
RU2659726C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 2012 |
|
RU2511054C2 |
Изобретение относится к технологии микроэлектронных приборов, состоящих из нескольких полупроводниковых компонентов на твердом теле, и может быть использовано при производстве аппаратуры с высокоплотным монтажом. Cпособ изготовления микромодуля включает формирование на коммутационной плате коммутационных слоев, сквозных металлизированных отверстий, монтаж бескорпусного кристалла, создание электрических соединений между бескорпусным кристаллом и платой микросваркой, формирование пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков, заливку компаундом пространства, образованного между коммутационными платами и корпусирование. Согласно изобретению бескорпусной кристалл монтируют в предварительно профилированную коммутационную плату после создания коммутационных слоев со стороны, не занятой коммутационными слоями путем последовательного формирования глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого «сухим» травлением последовательно в Бош-процессе для коммутации платы с бескорпусным кристаллом через предварительно сформированную спреевым методом фоторезистивную маску. Изобретение обеспечивает возможность изготовления микромодуля с уменьшенными массогабаритными характеристиками и повышенной степенью интеграции. 5 з.п. ф-лы, 3 ил.
1. Способ изготовления микромодуля, включающий формирование на коммутационной плате коммутационных слоев, сквозных металлизированных отверстий, монтаж бескорпусного кристалла, создание электрических соединений между бескорпусным кристаллом и платой микросваркой, формирование пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков, заливку компаундом пространства, образованного между коммутационными платами и корпусирование, отличающийся тем, что бескорпусной кристалл монтируют в предварительно профилированную коммутационную плату после создания коммутационных слоев со стороны, не занятой коммутационными слоями путем последовательного формирования глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом.
2. Способ изготовления микромодуля по п. 1, отличающийся тем, что в качестве материала коммутационной платы используют монокристаллический кремний.
3. Способ изготовления микромодуля по п. 1, отличающийся тем, что формирование глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом осуществляют «сухим» травлением последовательно в Бош-процессе через предварительно сформированную маску.
4. Способ изготовления микромодуля по п. 1, отличающийся тем, что последовательное формирование глухого отверстия для монтажа бескорпусного кристалла и сквозного отверстия внутри глухого для коммутации платы с бескорпусным кристаллом осуществляют со стороны, не занятой коммутационными слоями через предварительно сформированную спреевым методом фоторезистивную маску.
5. Способ изготовления микромодуля по п. 1, отличающийся тем, что перед формированием пакета коммутационных плат путем создания электрических соединений между коммутационными платами с применением токопроводящих микрошариков коммутационные платы подвергают шлифовке со стороны, не занятой коммутационными слоями на величину h, определяемую из соотношений:
h≤(Нкр+lадг)/3, Нкр>>lадг, где
Нкр - толщина бескорпусного кристалла, мкм,
lадг - толщина слоя адгезива после монтажа бескорпусного кристалла, мкм.
6. Способ изготовления микромодуля по п. 5, отличающийся тем, что после шлифовки коммутационной платы со смонтированным бескорпусным кристаллом со стороны, не занятой коммутационными слоями, методами микрообработки формируют дополнительные коммутационные слои.
| СПОСОБ ТРЕХМЕРНОГО МНОГОКРИСТАЛЬНОГО КОРПУСИРОВАНИЯ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ ПАМЯТИ | 2019 |
|
RU2705229C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2651543C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| US 5241450 A1, 31.08.1993 | |||
| CN 110534435 A, 03.12.2019. | |||

