Область техники, к которой относится изобретение
Изобретение касается резьбового соединения для трубных изделий нефтепромыслового сортамента, обладающего отличной герметичностью, оптимальной для соединения трубных изделий нефтепромыслового сортамента, используемых при проведении разведывательных работ на нефтяных и газовых скважинах, а также при добыче нефти и газа в целом.
Уровень техники
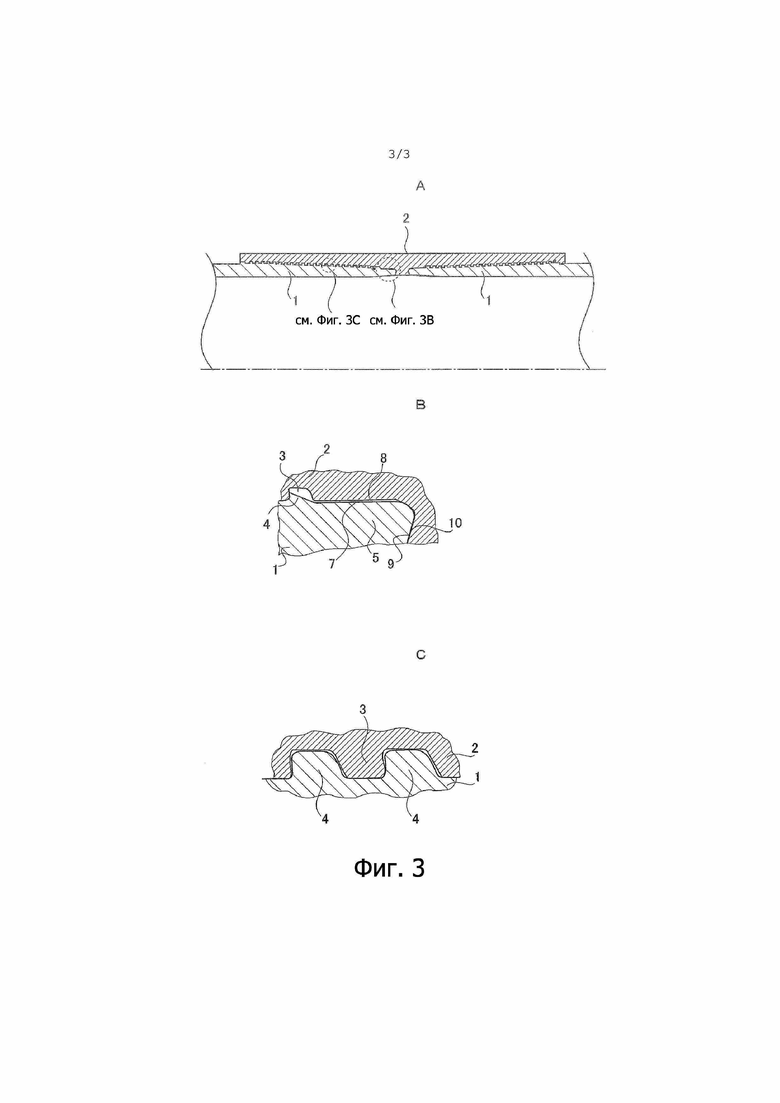
Резьбовые соединения для труб широко применялись для соединения стальных труб, используемых в нефтехранилищах нефтяной промышленности, таких как трубные изделия нефтепромыслового сортамента. Для соединения стальных труб, используемых при поиске и добыче нефти и газа, обычно используется стандартное резьбовое соединение, выполненное в соответствии с требованиями стандарта API (Американского нефтяного института). Однако в происходящее в последнее время углубление скважин для добычи сырой нефти и природного газа, а также увеличение количества горизонтальных и наклонно-направленных скважин привели к значительному усложнению условий проведения операций бурения и добычи. Кроме того, увеличилось количество скважин, функционирующих в крайне неблагоприятных окружающих условиях, например, в океане и полярных районах, в результате чего произошло значительное расширение диапазона требований, предъявляемым к рабочим характеристикам резьбовых соединений по прочности на сжатие, прочности на изгиб, герметичности (сопротивляемости внешнему давлению). Ввиду вышесказанного, возросло количество случаев применения специальных резьбовых соединений, так называемых "резьбовых соединений высшего качества", и требования, предъявляемых к рабочим характеристикам резьбовых соединений высшего качества, также постоянно возрастают. Резьбовое соединение высшего качества, как правило, представляет собой соединение муфтового типа, включающее в себя элемент с наружной резьбой и элемент с внутренней резьбой, имеющие соответствующие конические резьбы, металлоконтактный уплотнительный участок (далее "уплотнительный участок") и заплечик для передачи крутящего момента (далее "заплечик") на соответствующих трубах, соединяемых друг с другом. Коническая резьба играет важную роль для жесткого соединения труб друг с другом. Металлический контакт на уплотнительном участке обеспечивает герметичность путем введения в контакт друг с другом элемента с внутренней резьбой (далее "муфта") и элемента с наружной резьбой (далее "ниппель"), и заплечики для передачи крутящего момента образуют торцы, выполняющие функцию упоров при затягивании соединения. На фиг. 3A, фиг. 3B и фиг. 3C схематично показано резьбовое соединение высшего качества муфтового типа для трубных изделий нефтепромыслового сортамента.
На фиг. 3A - 3C приведены также виды в разрезе резьбовых соединений для круглой трубы в осевом направлении трубы, схематично показывающие резьбовое соединение высшего качества муфтового типа для трубных изделий нефтепромыслового сортамента. Резьбовое соединение содержит ниппель 1 и муфту 2, по размерам соответствующую ниппелю. Ниппель 1 содержит участок 4 с внешней резьбой на своей внешней поверхности и участок без резьбы, называемый передней частью 5, расположенный на конце ниппеля рядом с участком 4 с внешней резьбой. Передняя часть 5 содержит металлоконтактный уплотнительный участок 7 на своей внешней периферической поверхности и заплечик 9 для передачи крутящего момента на своей торцовой поверхности. Муфта 2, контактирующая с ниппелями 1, представляет собой деталь, которая содержит участки 3 с внутренней резьбой, металлоконтактный уплотнительный участок 8 и заплечик 10 для передачи крутящего момента на своей внутренней поверхности, причем указанные участки 3, 8 и 10 с помощью резьбы соединены или введены в контакт с участком 4 с внешней резьбой 4, металлоконтактным уплотнительным участком 7 и заплечиком 9 для передачи крутящего момента соответствующего ниппеля 1.
В существующем уровне техники, касающемся резьбовых соединений высшего качества с повышенной герметичностью, например, в патентном документе 1 раскрывается трубное соединение, в котором радиус кривизны поверхности уплотнительного участка со стороны ниппеля и радиус кривизны поверхности уплотнительного участка со стороны муфты, соответствующий поверхности уплотнительного участка со стороны ниппеля, практически равны друг другу, что обеспечивает снижение концентрации напряжений, когда ниппель и муфта полностью входят в зацепление друг с другом, в результате чего уплотнение трудно нарушить даже при воздействии на резьбовое соединение высшего качества внутреннего давления или внешней нагрузки.
Список противопоставленных материалов
Патентный документ
Патентный документ 1: JP-A-60-260792
Раскрытие изобретения
Техническая проблема
В конструкции, раскрываемой в Патентном документе 1, поверхность уплотнительного участка со стороны ниппеля и со стороны муфты разделена на три дуги, и эти дуги имеют практически одинаковый радиус кривизны. Однако положение дуг четко не определено, в результате чего при соединении труб часто не обеспечивается достаточный контакт на уплотнительном участке, то есть проблема обеспечения герметичности остается нерешенной.
Цель настоящего изобретения заключается в устранении указанного недостатка и создании резьбового соединения для трубных изделий нефтепромыслового сортамента, обеспечивающего отличную герметичность.
Решение проблемы
Изобретатели настоящего изобретения провели обширные исследования для устранения вышеупомянутого недостатка, и ими было обнаружено следующее.
В настоящем изобретении авторами было обнаружено, что путем выбора разности между радиусами кривизны участка дуги внешней кольцевой периферийной поверхности, образующей уплотнительный участок ниппеля, и участка дуги внутренней кольцевой периферийной поверхности, образующей уплотнительный участок муфты, таким образом, чтобы величина этой разности находилась в определенном заданном диапазоне, а также при одновременном расположении центра участка дуги внешней кольцевой периферийной поверхности, образующей уплотнительный участок ниппеля, и центра участка дуги внутренней кольцевой периферийной поверхности, образующей уплотнительный участок муфты, рядом друг с другом, таким образом, чтобы расстояние между этими центрами в направлении по оси трубы составляло 2 мм или менее, обеспечивается значительное повышение герметичности соединения.
Настоящее изобретение основано на вышеуказанной идее, и суть настоящего изобретения заключается в следующем.
[1] Резьбовое соединение для трубных изделий нефтепромыслового сортамента, содержащее:
ниппель с внешней кольцевой периферийной поверхностью, сформированной на концевой торцовой стороне стальной трубы, и участком с внешней резьбой, выполненным на поверхности, отходящей от внешней кольцевой периферийной поверхности к центру стальной трубы в осевом направлении; и муфта с полостью, в которую входит ниппель, в которой выполнены участок с внутренней резьбой, входящий в зацепление с участком с внешней резьбой, и внутренняя кольцевая периферийная поверхность, входящая в контакт и упирающаяся во внешнюю кольцевую периферийную поверхность; в котором ниппель и муфта соединены друг с другом с помощью резьбового соединения участка с внешней резьбой с участком с внутренней резьбой, таким образом, что внешняя кольцевая периферийная поверхность и внутренняя кольцевая периферийная поверхность входят в контакт друг с другом, и участок контакта между внешней кольцевой периферийной поверхностью и внутренней кольцевой периферийной поверхностью образует уплотнительный участок; причем внешняя кольцевая периферийная поверхность, образующая уплотнительный участок ниппеля, выполнена в виде дуги выступающей формы, а внутренняя кольцевая периферийная поверхность, образующая уплотнительный участок муфты, выполнена в виде дуги утопленной формы; величина разности между радиусами кривизны дуги внешней кольцевой периферийной поверхности ниппеля и дуги внутренней кольцевой периферийной поверхности муфты выбирается в диапазоне ±10%; и величина разности расстояний в направлении по оси трубы между расположением центра дуги внешней кольцевой периферийной поверхности ниппеля и расположением центра дуги внутренней кольцевой периферийной поверхности муфты выбирается равной 2 мм или менее.
[2] Резьбовое соединение для трубных изделий нефтепромыслового сортамента, описанное в п. [1], отличающееся тем, что разность расстояний в направлении по оси трубы между центром дуги внешней кольцевой периферийной поверхности ниппеля и центром дуги внутренней кольцевой периферийной поверхности муфты выбирается равным 1 мм или менее.
[3] Резьбовое соединение для трубных изделий нефтепромыслового сортамента, описанное в п. [1] или [2], отличающееся тем, что уплотнительный участок и заплечик ниппеля соединены друг с другом дугой меньше дуги внешней кольцевой периферийной поверхности, а уплотнительный участок и заплечик муфты соединены друг с другом дугой меньше дуги внутренней кольцевой периферийной поверхности.
Используемый в настоящем описании термин "отличная герметичность" означает, что при проведении теста по оценке герметичности в соответствии со стандартом ISO13679:2002 протекание соединения не происходит даже при напряжении сжатия 80% или более.
Полезный эффект изобретения
Согласно настоящему изобретению, можно получить резьбовое соединение для трубных изделий нефтепромыслового сортамента, обладающее отличной герметичностью.
Краткое описание чертежей
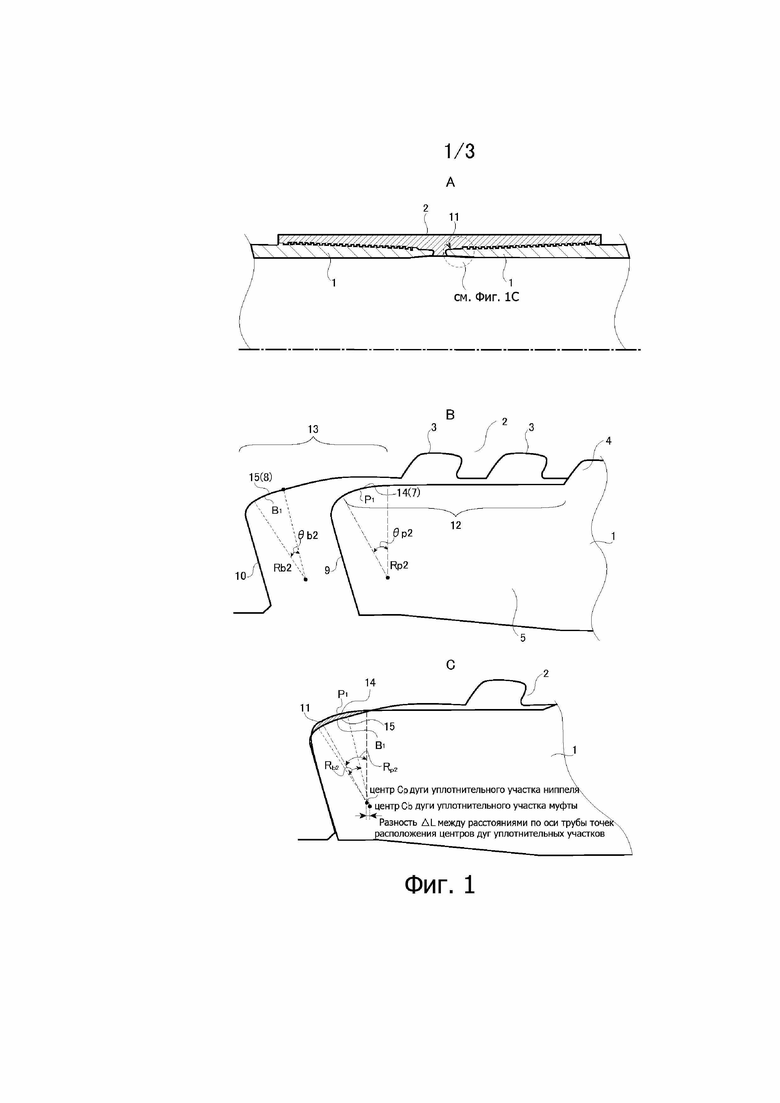
На фиг. 1A, фиг. 1B и фиг. 1C приведены виды в разрезе резьбового соединения для трубных изделий нефтепромыслового сортамента в собранном виде для описания одного из возможных вариантов реализации настоящего изобретения; на фиг. 1A показан вид в разрезе в осевом направлении трубы, на фиг. 1B – вид в разрезе в увеличенном масштабе области вблизи уплотнительного участка в процессе соединения, и на фиг. 1C приведен вид в разрезе в увеличенном масштабе части уплотнительного участка в области вблизи уплотнительного участка после соединения.
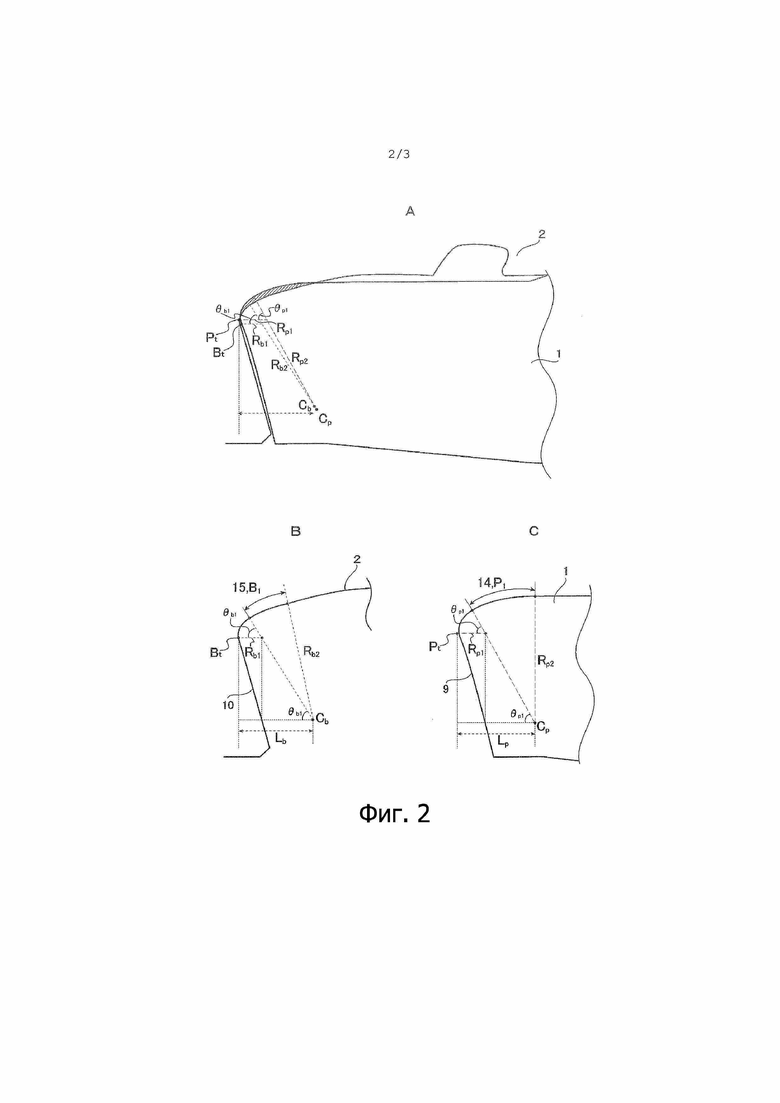
На фиг. 2A, фиг. 2B и фиг. 2C приведены виды в разрезе в увеличенном масштабе части уплотнительного участка и области вблизи уплотнительного участка на фиг. 1A; фиг. 2A – вид в разрезе в увеличенном масштабе передней части и области вблизи передней части; фиг. 2B – вид в разрезе в увеличенном масштабе муфты, демонстрирующий уплотнительный участок и область вокруг уплотнительного участка, и фиг. 2C – вид в разрезе в увеличенном масштабе ниппеля, показывающий уплотнительный участок и область вокруг уплотнительного участка.
На фиг. 3A, фиг. 3B и фиг. 3C приведены виды в разрезе в увеличенном масштабе обычного резьбового соединения для труб; фиг. 3A – вид в разрезе в увеличенном масштабе в осевом направлении трубы, фиг. 3B – вид в разрезе в увеличенном масштабе уплотнения и области вокруг уплотнения после соединения, и на фиг. 3C приведен вид в разрезе в увеличенном масштабе резьбового участка после соединения.
Осуществление изобретения
Ниже приведено подробное описание настоящего изобретения. На фиг. 1A, фиг. 1B и фиг. 1C приведены виды в разрезе резьбового соединения для трубных изделий нефтепромыслового сортамента для описания одного из возможных вариантов реализации настоящего изобретения; на фиг. 1A показан вид в разрезе в осевом направлении трубы, на фиг. 1B – вид в разрезе в увеличенном масштабе области вблизи уплотнительного участка в процессе соединения, и на фиг. 1C приведен вид в разрезе в увеличенном масштабе части уплотнительного участка в области вблизи уплотнительного участка после соединения.
Резьбовое соединение для трубных изделий нефтепромыслового сортамента согласно настоящему изобретению представляет собой, например, резьбовое соединение для стальных труб, в котором ниппели 1 и муфта 2 соединены друг с другом с помощью резьбы, как показано на фиг. 1A и фиг. 1B. Ниппель 1 содержит участок 4 с внешней резьбой и переднюю часть 5, отходящую от участка 4 с внешней резьбой к торцовой стороне. Передняя часть 5 содержит заплечик 9, выполненный на конце, и уплотнительный участок 7, расположенный рядом с заплечиком 9. Муфта 2 содержит полость, в которую входит ниппель. Муфта 2 содержит участок 3 с внутренней резьбой, который с помощью резьбы соединен с участком 4 с внешней резьбой и образует резьбовой участок, уплотнительный участок 8, расположенный напротив уплотнительного участка 7 ниппеля 1, и заплечик 10, контактирующий с заплечиком 9 ниппеля 1. Согласно настоящему изобретению, ниппель 1 содержит внешнюю кольцевую периферийную поверхность 12, выполненную на концевой торцовой стороне стальной трубы, а на муфте 2 выполнена внутренняя кольцевая периферийная поверхность 13, расположенная напротив ниппеля 1, которая входит в контакт и упирается во внешнюю кольцевую периферийную поверхность 12 ниппеля 1. Ниппель 1 и муфта 2 соединены друг с другом с помощью резьбы, таким образом, что металлические поверхности уплотнительного участка 7 ниппеля 1 и уплотнительного участка 8 муфты 2 входят в контакт друг с другом, и данный контакт образует уплотнительный участок 11.
В резьбовом соединении согласно настоящему изобретению, как показано на фиг. 1C, радиус кривизны дуги внешней кольцевой периферийной поверхности 12 ниппеля 1 и радиус кривизны дуги внутренней кольцевой периферийной поверхности 13 муфты 2 практически равны друг другу, и расстояние ∆L по оси трубы между центром (Cp) дуги P1 (14) внешней кольцевой периферийной поверхности, образующей уплотнительный участок 11 ниппеля 1 (далее везде "дуга, образующая уплотнительный участок ниппеля), и центром (Cb) дуги B1 (15) внутренней кольцевой периферийной поверхности, которая образует уплотнительный участок 11 муфты 2 (далее везде "дуга, образующая уплотнительный участок муфты), выбраны близкими друг к другу. В этом варианте реализации дуга, образующая уплотнительный участок, является дугой наиболее взаимодействующего участка (ширина заштрихованного участка на фиг. 1C и фиг. 2A).
Путем формирования внешней кольцевой периферийной поверхности 12, образующей уплотнительный участок 11 ниппеля 1 в виде дуги выступающей формы, и формирования внутренней кольцевой периферийной поверхности 13, образующей уплотнительный участок 11 муфты 2 в виде дуги утопленной формы, расположенной напротив внешней кольцевой периферийной поверхности 12, обеспечивается увеличение длины области контакта. Благодаря этому достигается улучшение герметичности соединения.
Для достижения вышеупомянутого эффекта улучшения герметичности разность ((Rp2-Rb2)/Rp2 × 100) между радиусом кривизны Rp2 дуги P1 (14) внешней кольцевой периферийной поверхности ниппеля 1 и радиуса кривизны Rb2 дуги B1 (15) внутренней кольцевой периферийной поверхности муфты 2 не должна превышать 10%.
И, наоборот, если вышеуказанная разность будет превышать ±10%, достаточная длина области контакта уплотнительного участка не может быть обеспечена, и, следовательно, желаемая герметичность соединения не может быть достигнута.
Для того, чтобы привести выступающую дугу P1 (14) внешней кольцевой периферийной поверхности, образующую уплотнительный участок 11 ниппеля 1, и утопленную дугу B1 (15) внутренней кольцевой периферийной поверхности, образующую уплотнительный участок 11 муфты 2, в контакт друг с другом, дополнительно к вышеупомянутому условию, необходимо, чтобы центр Cp дуги P1 (14) ниппеля 1, образующей уплотнительный участок 11, и центр Cb дуги B1 (15) муфты 2, образующей уплотнительный участок 11, были расположены рядом друг с другом в направлении по оси трубы. С учетом вышеизложенного, авторами настоящего изобретения были проведены обширные исследования с целью расположения центра Cp дуги P1 (14) ниппеля 1, образующей уплотнительный участок 11 и центра Cb дуги B1 (15) муфты 2 как можно ближе друг к другу с разностью ∆L в направлении по оси трубы. В результате было обнаружено, что повысить герметичность соединения можно обеспечить путем расположения центра Cp дуги P1 ниппеля и центра Cb дуги B1 муфты рядом друг с другом с разностью ∆L расстояния по оси трубы, равной 2 мм или менее. Предпочтительно, чтобы разность ∆L расстояний по оси трубы между расположением центра Cp дуги P1 ниппеля и расположением центра Cb дуги B1 муфты составляла 1 мм или менее. И, наоборот, если разность ∆L между расстояниями по оси трубы центра Cp дуги P1 ниппеля и центра Cb дуги B1 муфты составляет более 2 мм, вышеупомянутые дуги не входят в плотный контакт друг с другом, указанный контакт является неоднородным, и длина области контакта является недостаточной, в результате чего герметичность соединения не обеспечивается.
Ниже рассматривается расположение центра (Cp) дуги P1 внешней кольцевой периферийной поверхности, образующей уплотнительный участок ниппеля, и центра (Cb) дуги B1 внутренней кольцевой периферийной поверхности, образующей уплотнительный участок муфты. На фиг. 2A, фиг. 2B и фиг. 2C приведен вид в разрезе в увеличенном масштабе части уплотнительного участка вблизи уплотнительного участка, показанного на фиг. 1A. На этих чертежах показан пример конструкции, в которой уплотнительный участок и заплечик соединены друг с другом по одной небольшой дуге.
Как показано на фиг. 2A, фиг. 2B и фиг. 2C, расположение центра (Cp) дуги P1 внешней кольцевой периферийной поверхности, образующей уплотнительный участок ниппеля, определяется расстоянием Lp от конца Pt ниппеля 1 до центра Cp дуги P1 (14) внешней кольцевой периферийной поверхности. Расположение центра (Cb) дуги B1 внутренней кольцевой периферийной поверхности, образующей уплотнительный участок муфты, определяется расстоянием Lb от конца Bt муфты 2 до центра Cb дуги B1 (15) внутренней кольцевой периферийной поверхности.
При образовании резьбового соединении ниппеля с муфтой, ниппель и муфта располагаются в направлении по оси таким образом, что торцы заплечиков 9 и 10 упираются друг в друга, и, таким образом, конец Pt ниппеля 1 и дальний конец Bt муфты 2 становятся начальными точками упругой деформации. Таким образом, расстояния Lp и Lb от конца Pt ниппеля 1 и от дальнего конца Bt муфты 2 до центров Cp и Cb соответствующих дуг становятся важными. Чем ближе располагаются центры Cb и Cp соответствующих дуг, тем более возможным становится введение уплотнительных участков в контакт друг с другом с достаточной длиной области контакта, и, следовательно, близкое расположение центров Cb и Cp является важным условием настоящего изобретения. Соответственно, расположение центров дуги, образующей уплотнительный участок ниппеля, и дуги, образующей уплотнительный участок муфты, выбираются таким образом, чтобы выполнялись требования по формулам (1) - (3).
Lb = Rb1 + (Rb2 - Rb1) cosθb1 …………………………………… (1)
Lp = Rp1 + (Rp2 - Rp1) cosθp1 …………………………………… (2)
∆L = |Lb - Lp| ≤ 2 мм …………………………………………… (3),
в которых:
Lb - расстояние по оси трубы от центра Cb дуги, образующей уплотнительный участок муфты, до дальнего конца Bt муфты;
Lb - расстояние по оси трубы от центра Cp дуги, образующей уплотнительный участок ниппеля, до конца Pt ниппеля;
∆L=|Lb-Lp| - разность расстояний в направлении по оси трубы между центрами Cb и Cp дуг, образующих уплотнительные участки муфты и ниппеля;
Rb1 - радиус небольшой дуги, соединяющей уплотнительный участок 15 с заплечиком 10 муфты;
Rb2 - радиус дуги B1, образующей уплотнительный участок 15 муфты;
Rp1 - радиус небольшой дуги, соединяющей уплотнительный участок 14 с заплечиком ниппеля 9;
Rp2 - радиус дуги P1, образующей уплотнительный участок 14 ниппеля;
θb1 – центральный угол небольшой дуги, соединяющей уплотнительный участок 15 с заплечиком 10 муфты;
θp1 - центральный угол небольшой дуги, соединяющей уплотнительный участок 14 с заплечиком 9 ниппеля.
Предпочтительно, чтобы величина радиусов Rb2 и Rp2 уплотнительных участков составляла от 4 мм до 30 мм. Если величина радиуса слишком мала, длина области контакта уплотнительного участка становится недостаточной, и, таким образом, герметичность соединения не обеспечивается. И, наоборот, если величина радиуса слишком велика, резьбовое соединение не может быть получена до тех пор, пока длина передней части не будет сильно увеличена. В этом случае, сильно увеличенная длина передней части уменьшает жесткость ниппеля, и, следовательно, не может быть получено достаточное давление на поверхность, то есть не обеспечивается герметичность соединения.
Пример 1
Далее настоящее изобретение будет подробно проиллюстрировано с помощью примера. Настоящее изобретение не ограничивается приведенным ниже примером.
Были разработаны и произведены трубы из стали марки Q125 по стандарту API 5CT с внешним диаметром 9-5/8 дюйм (244,475 мм) и толщиной стенки 0,545 дюйм (13,843 мм) с резьбой на ниппелях соответствующих размеров, приведенных в Таблице 1, и муфтами, размеры которых соответствуют размерам вышеуказанных ниппелей. Конструкция соединения была выполнена таким образом, что уплотнительный участок и заплечик соединяются друг с другом по одной небольшой дуге, как показано на фиг. 2A, фиг. 2B и фиг. 2C.
Тест по оценке герметичности данных резьбовых соединений проводился в соответствии со стандартом ISO13679:2002. Степень трудности проведения испытаний была установлена для труб уровня CAL IV, и один образец использовался в качестве опытного образца. Согласно настоящему изобретению, результаты теста по оценке герметичности оценивались показателем "хорошо" в случае отсутствия протекания даже при приложении к соединению напряжения сжатия величиной 80% или более при кривой пространственного напряжения 95%, рассчитанной для предела текучести стали марки Q125 по стандарту API 5CT. Полученные при проведении теста результаты приведены в Таблице 1.
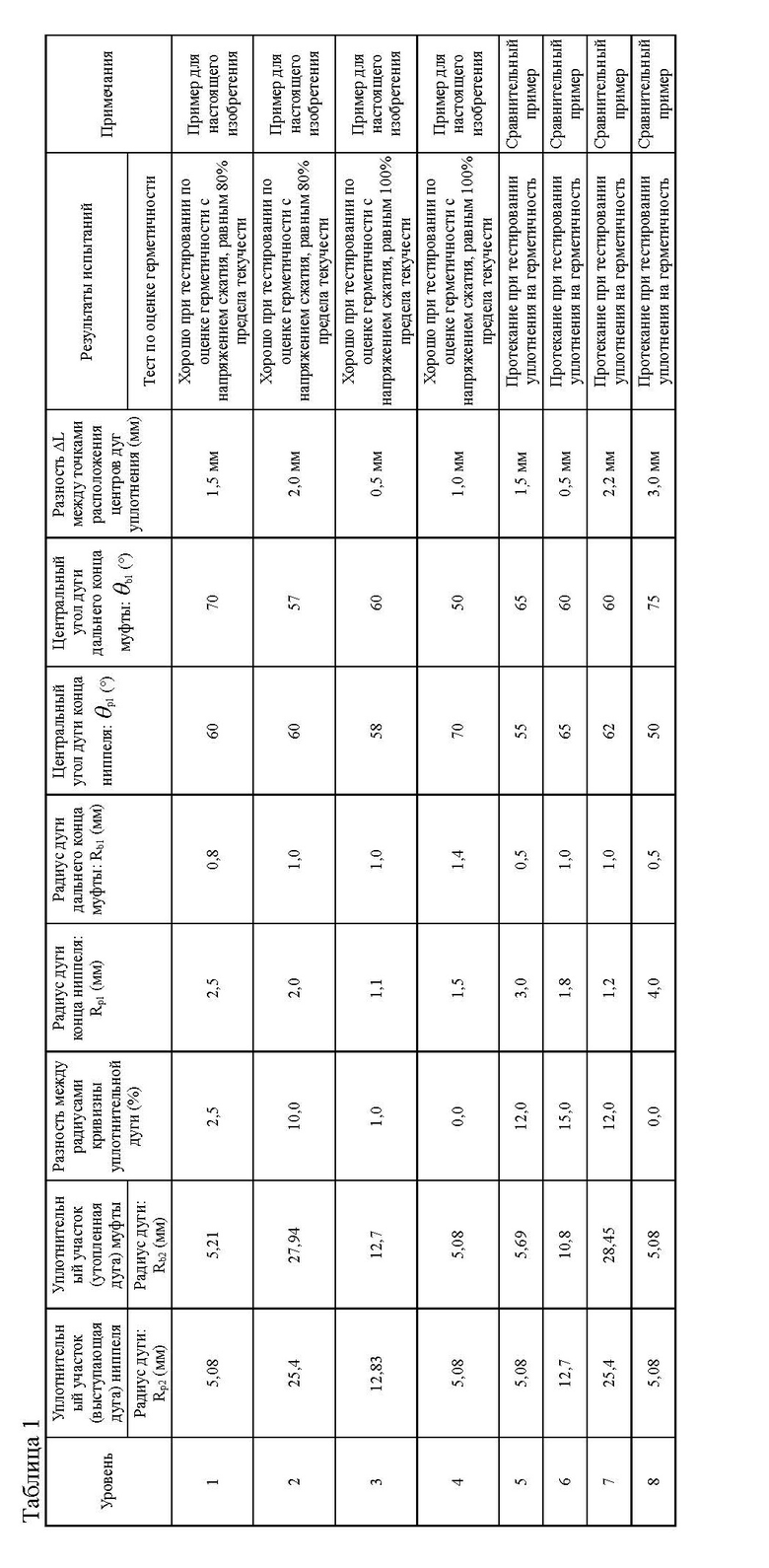
Как видно из Таблицы 1, в резьбовом соединении для трубных изделий нефтепромыслового сортамента согласно настоящему изобретению (уровни №№ 1-4 примеров настоящего изобретения) на всех уровнях протекание соединения не происходит даже при напряжении сжатия, составляющем 80% или более для кривой пространственного напряжения 95%, рассчитанной для предела текучести стали марки Q125 по стандарту API 5CT. Таким образом, резьбовые соединения для трубных изделий нефтепромыслового сортамента в тесте по оценке герметичности получили оценку "хорошо". В частности, когда разность ∆L между точками расположения центров (в направлении по оси трубы) дуг, образующих уплотнительные участки муфты и ниппеля, выбиралась равной 1 мм или менее (уровни №№ 3 и 4), протекание соединения не происходило, даже при приложении напряжения сжатия of 100% для кривой пространственного напряжения 95%, рассчитанной для предела текучести стали марки Q125 по стандарту API 5CT, и, соответственно, резьбовое соединение для трубных изделий нефтепромыслового сортамента по результатам теста на герметичность получило оценку "хорошо". На основании результатов проведенного тестирования был сделан вывод, что такое резьбовое соединение для трубных изделий нефтепромыслового сортамента обладает отличной герметичностью. И, наоборот, резьбовое соединение для трубных изделий нефтепромыслового сортамента, не соответствующее настоящему изобретению (уровни №№ 5-8 тестов на герметичность) продемонстрировало более низкую герметичность.
Из сказанного выше можно сделать вывод, что резьбовое соединение для трубных изделий нефтепромыслового сортамента, разность между радиусами кривизны дуги P1 ниппеля и дуги B1 муфты 2 в котором составляет не более ±10%, и разность ∆L между точками расположения центра дуги, образующей уплотнительный участок ниппеля, и центра дуги, образующей уплотнительный участок муфты, составляет не более ±2 мм, обладает отличной герметичностью.
Цифровые обозначения ссылочных позиций
1: ниппель
2: муфта
3: участок с внутренней резьбой
4: участок с внешней резьбой
5: передняя часть
7, 8: металлоконтактный уплотнительный участок
9, 10: заплечик (заплечик для передачи крутящего момента)
11: уплотнительный участок
12: внешняя кольцевая периферийная поверхность
13: внутренняя кольцевая периферийная поверхность
14: дуга P1 внешней кольцевой периферийной поверхности, образующая уплотнительный участок
15: дуга B1 внутренней кольцевой периферийной поверхности, образующая уплотнительный участок.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2018 |
|
RU2718867C1 |
| МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ | 2013 |
|
RU2569413C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТОЛСТОСТЕННЫХ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА | 2014 |
|
RU2637783C1 |
| Резьбовое соединение нефтепромысловых труб с высоким сопротивлением сжатию и комбинированным нагрузкам (варианты) | 2017 |
|
RU2678785C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2017 |
|
RU2720524C1 |
| Резьбовое соединение трубных изделий нефтепромыслового сортамента | 2021 |
|
RU2767871C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| ЗАЩИТНОЕ СРЕДСТВО ДЛЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ТРУБ | 2009 |
|
RU2482371C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С УПЛОТНЕНИЕМ, ВЫДЕРЖИВАЮЩИМ ПОВЫШЕННОЕ ДАВЛЕНИЕ | 2008 |
|
RU2452888C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2659834C1 |
Изобретение относится к резьбовому соединению для трубных изделий нефтепромыслового сортамента, обладающему отличной герметичностью. Резьбовое соединение содержит ниппель с внешней кольцевой периферийной поверхностью, сформированной на концевой торцовой стороне стальной трубы, и участком с внешней резьбой, выполненным на поверхности, отходящей от внешней кольцевой периферийной поверхности к центру стальной трубы в осевом направлении; и муфту с полостью, в которую входит ниппель, в которой выполнены участок с внутренней резьбой, входящий в зацепление с участком с внешней резьбой, и внутренняя кольцевая периферийная поверхность, входящая в контакт и упирающаяся во внешнюю кольцевую периферийную поверхность; в котором ниппель и муфта соединены друг с другом с помощью резьбового соединения участка с внешней резьбой с участком с внутренней резьбой таким образом, что внешняя кольцевая периферийная поверхность и внутренняя кольцевая периферийная поверхность входят в контакт друг с другом. Участок контакта между внешней кольцевой периферийной поверхностью и внутренней кольцевой периферийной поверхностью образует уплотнительный участок, причем внешняя кольцевая периферийная поверхность, образующая уплотнительный участок ниппеля, выполнена в виде дуги выступающей формы, а внутренняя кольцевая периферийная поверхность, образующая уплотнительный участок муфты, выполнена в виде дуги утопленной формы. Величина разности между радиусами кривизны дуги внешней кольцевой периферийной поверхности ниппеля и дуги внутренней кольцевой периферийной поверхности муфты выбирается в диапазоне ±10% и величина разности расстояний в направлении по оси трубы между расположением центра дуги внешней кольцевой периферийной поверхности ниппеля и расположением центра дуги внутренней кольцевой периферийной поверхности муфты выбирается равной 2 мм или менее. 2 з.п. ф-лы, 9 ил.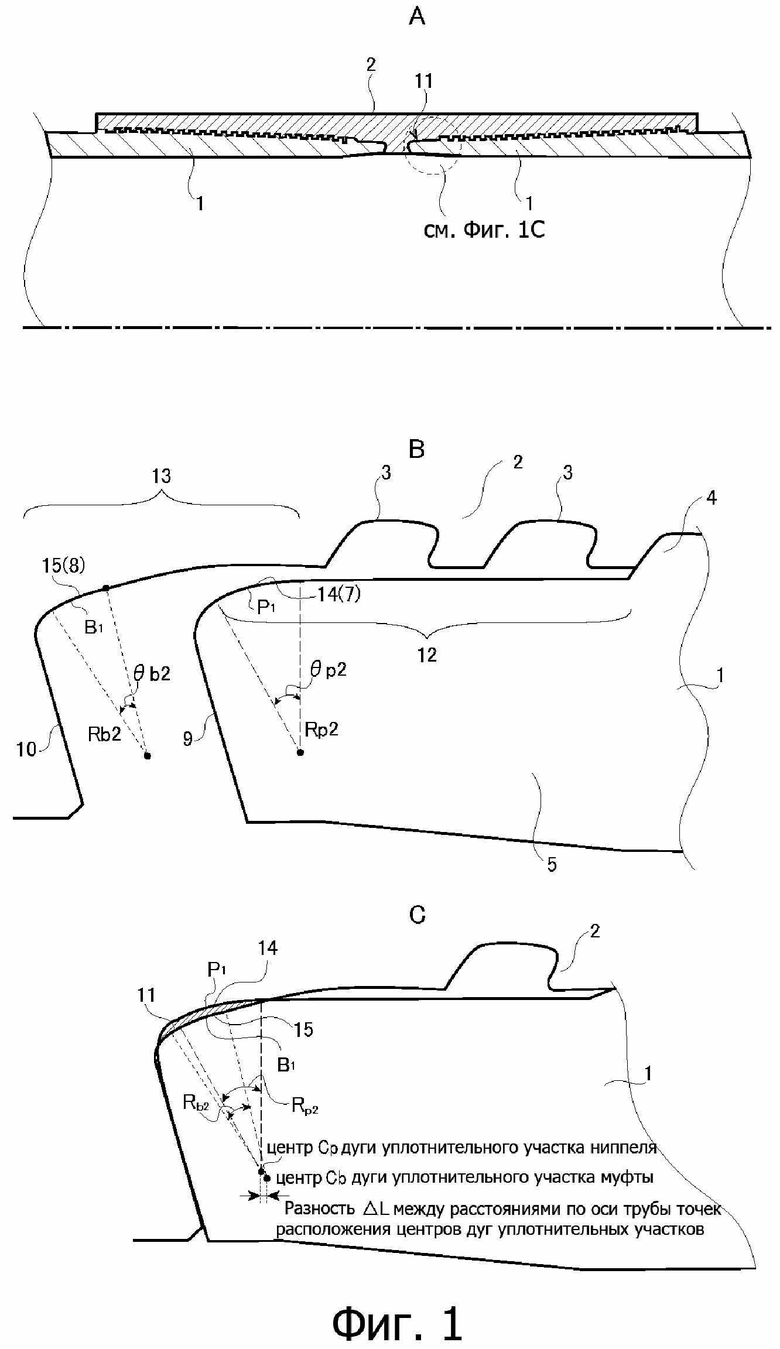
1. Резьбовое соединение для трубных изделий нефтепромыслового сортамента, содержащее:
ниппель с внешней кольцевой периферийной поверхностью, сформированной на концевой торцовой стороне стальной трубы, и участком с внешней резьбой, выполненным на поверхности, отходящей от внешней кольцевой периферийной поверхности к центру стальной трубы в осевом направлении; и
муфту с полостью, в которую входит ниппель, в которой выполнены участок с внутренней резьбой, входящий в зацепление с участком с внешней резьбой, и внутренняя кольцевая периферийная поверхность, входящая в контакт и упирающаяся во внешнюю кольцевую периферийную поверхность; в котором
ниппель и муфта соединены друг с другом с помощью резьбового соединения участка с внешней резьбой с участком с внутренней резьбой таким образом, что внешняя кольцевая периферийная поверхность и внутренняя кольцевая периферийная поверхность входят в контакт друг с другом и участок контакта между внешней кольцевой периферийной поверхностью и внутренней кольцевой периферийной поверхностью образует уплотнительный участок; причем
внешняя кольцевая периферийная поверхность, образующая уплотнительный участок ниппеля, выполнена в виде дуги выступающей формы, а внутренняя кольцевая периферийная поверхность, образующая уплотнительный участок муфты, выполнена в виде дуги утопленной формы;
величина разности между радиусами кривизны дуги внешней кольцевой периферийной поверхности ниппеля и дуги внутренней кольцевой периферийной поверхности муфты выбирается в диапазоне ±10% и
величина разности расстояний в направлении по оси трубы между расположением центра дуги внешней кольцевой периферийной поверхности ниппеля и расположением центра дуги внутренней кольцевой периферийной поверхности муфты выбирается равной 2 мм или менее.
2. Соединение по п. 1, отличающееся тем, что величина разности расстояний в направлении по оси трубы между центром дуги внешней кольцевой периферийной поверхности ниппеля и центром дуги внутренней кольцевой периферийной поверхности муфты выбирается равной 1 мм или менее.
3. Соединение по п. 1 или 2, отличающееся тем, что уплотнительный участок и заплечик ниппеля соединены друг с другом дугой меньше дуги внешней кольцевой периферийной поверхности, а уплотнительный участок и заплечик муфты соединены друг с другом дугой меньше дуги внутренней кольцевой периферийной поверхности.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ количественного определения серы в марганцовых и железных рудах | 1947 |
|
SU76099A1 |
| US 4384737 A, 24.05.1983 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |

