Изобретение относится к штамповой оснастке обработки металлов давлением.
Известен штамп для вытяжки с утонением полых изделий из листового металла, содержащий соосно установленные матрицу и пуансон, рабочая часть которого состоит из сопряженных между собой цилиндрического участка и конического участка, выполненного с кольцевыми выступами треугольного поперечного сечения и уменьшающимся диаметром в направлении от рабочего торца [1].
Недостатком известного технического решения является искажение формы краевой части изделия.
Изобретение направлено на повышение точности геометрической формы изделия.
Это достигается тем, что штамп содержит соосно установленные матрицу и пуансон, рабочая часть которого состоит из сопряженных между собой цилиндрического участка и участка с кольцевыми выступами треугольного поперечного сечения, пуансон выполнен составным из рабочей части и опорной частей, установленных с возможностью соосного относительного перемещения, а кольцевые выступы образованы наружными поверхностями тарельчатых пружин, установленных в кольцевой полости между торцами опорной и рабочей частей пуансона.
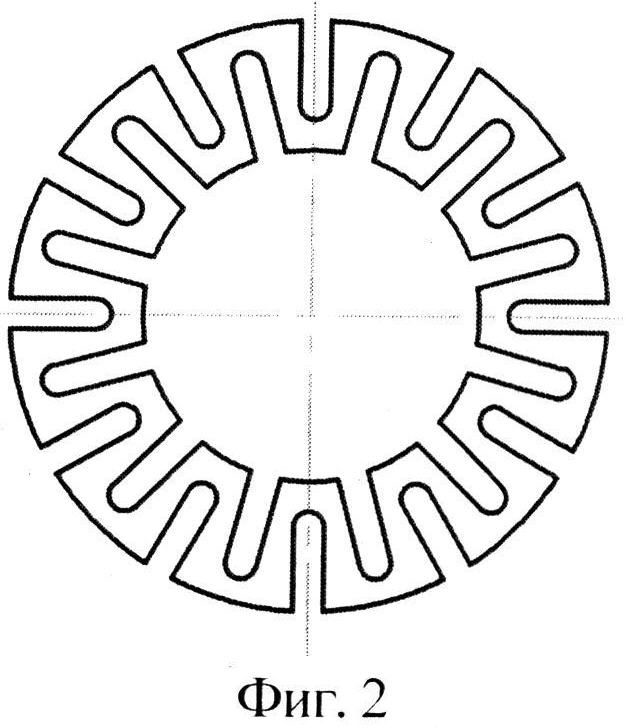
Конструкция штампа показана на фиг.1, на фиг.2 показана конструкция упругого элемента.
Штамп содержит установленные на нижней плите 1 посредством кольца 2 матрицу 3 и разъемный съемник 4, стянутый кольцевой пружиной 5. Пуансон выполнен составным из рабочей части 6 и опорной части 7, установленных с возможностью соосного относительного перемещения, ограниченного пальцем 8. В кольцевом пазе, образованном торцевыми поверхностями рабочей и опорной частей пуансона, установлены упругие элементы 9, выполненные в виде тарельчатых пружин, имеющих треугольное меридиональное сечение в периферийной зоне.
Штамп работает следующим образом. Заготовка устанавливается в кольцо 2 на матрицу 3. При ходе ползуна вниз пуансон заходит в полость заготовки до контакта торцом своей рабочей части 6 с ее донной частью. Дальнейшее перемещение пуансона приводит к вытягиванию заготовки через кольцевое отверстие между матрицей и рабочей части пуансона. При этом упругие элементы 9 сжимаются торцами рабочей и опорной частей пуансона, что приводит к увеличению их наружного диаметра и формированию кольцевых выступов относительно поверхности рабочей части пуансона. При перемещении зоны пластической деформации на кольцевые выступы активные силы трения на пуансоне увеличиваются и разгружают опасное сечение изделия.
Дальнейшее перемещение пуансона приводит к полной вытяжке изделия через матрицу и проталкиванию через разъемный съемник. Упругие элементы разжимаются, освобождают изделие, которое снимается с пуансона при ходе ползуна вверх.
Источник информации:
1. А.с. СССР SU №1199358, М.кл.3 B21D 22/28. Штамп для вытяжки с утонением полых изделий из листового металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп для вытяжки с утонением полых изделий из листового металла | 1984 |
|
SU1199358A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для вытяжки полых изделий | 1983 |
|
SU1139537A1 |
| Способ изготовления полой заготовки баллончика | 1991 |
|
SU1819173A3 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
Изобретение относится к штамповой оснастке обработки металлов давлением. Штамп содержит соосно установленные матрицу и пуансон, рабочая часть которого состоит из сопряженных между собой цилиндрического участка и участка с кольцевыми выступами треугольного поперечного сечения. Пуансон выполнен составным из рабочей части и опорной частей, установленных с возможностью соосного относительного перемещения. При этом кольцевые выступы образованы наружными поверхностями тарельчатых пружин, установленных в кольцевой полости между торцами опорной и рабочей частями пуансона. Технический результат - повышается точность. 2 ил.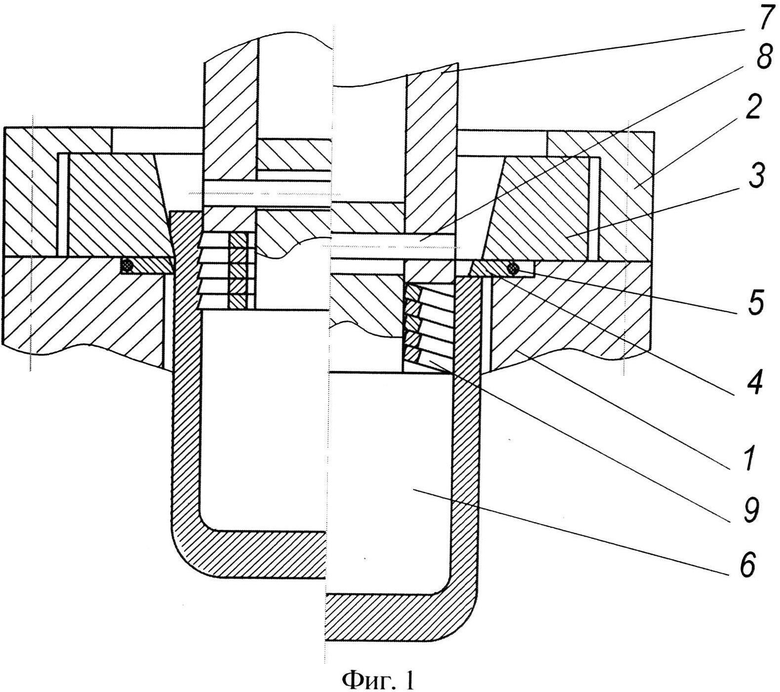
Штамп для вытяжки с утонением, содержащий соосно установленные матрицу и пуансон с опорной частью и рабочей частью, состоящей из сопряженных между собой цилиндрического участка и участка с кольцевыми выступами треугольного поперечного сечения, отличающийся тем, что пуансон выполнен составным из рабочей части и опорной частей, установленных с возможностью соосного относительного перемещения, при этом участок с кольцевыми выступами образован наружными поверхностями тарельчатых пружин, установленных в кольцевой полости между торцами опорной и рабочей частями пуансона.
| Штамп для вытяжки с утонением полых изделий из листового металла | 1984 |
|
SU1199358A1 |
| Штамп для получения полых деталей | 1988 |
|
SU1641486A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| US 4193285 A, 18.03.1980. | |||

