Назначение изобретения.
Изобретение относится к устройствам, используемым для гибки полимерных труб за счет изгибания приспособления внутри трубы. Гибка трубы является востребованной операцией в машиностроении, строительстве и других областях техники.
Уровень техники.
Наиболее близким по технической сущности к заявленному приспособлению является приспособление для гибки труб, вставляемое внутрь трубы, представляющее собой соединенные друг с другом скошенные с торцев диски, (SU 740344, кл. B21D 9/03, опубл. 1980.06.15). Диски размещены на гибком сердечнике. При натяжении гибкого сердечника под действием привода осевое усилие натяжения от сердечника передается дискам. Диски под действием приложенного осевого усилия разворачиваются относительно наибольшей образующей диска и равномерно изгибают трубу заданным радиусом гиба. Преимуществом приспособления является то, что оно расположено внутри трубы, что сводит к минимуму рабочую площадь, необходимую для гибки труб, в том числе при переходе на гибку труб больших диаметров. Недостаток приспособления заключается в необходимости приложения высокого осевого усилия для создания момента для одновременного поворота всех дисков и одновременного изгибания трубы, т.е. требует использования оборудования высокой мощности. Кроме этого, к недостаткам относится большая вероятность образования складок на трубе т.к. внутренняя поверхность трубы перед началом процесса не имеет полного по площади контакта с дисками приспособления. При использовании известного приспособления ограничен угол гибки трубы, т.к. с увеличением угла гибки усложняется извлечение приспособления из изогнутой трубы.
Раскрытие изобретения.
Технической проблемой, решаемой при создании изобретения является упрощение процесса гибки трубы, сохранение преимуществ и устранение недостатков ближайшего аналога.
Техническим результатом заявленного приспособления является снижение требуемой мощности гибочного оборудования и улучшение качества изогнутой трубы Дополнительный технический результат заключается в возможности гибки труб разных внутренних диаметров и на большие углы.
Технический результат достигается за счет того, что в приспособлении для гибки полимерных труб, выполненном в виде соединенных друг с другом скошенных с торцев дисков, диски выполнены полыми, соседние диски соединены друг с другом цилиндрическим шарниром, при этом на одном из торцов диска расположен стопор с механизмом управления, установленным в полости диска, а на другом торце диска выполнено, по меньшей мере, одно отверстие под стопор соседнего диска.
В одном из вариантов выполнения приспособления механизм управления стопором является пневматическим, в другом варианте - электромагнитным.
Стопор может быть выполнен в виде цилиндра с лысками, имеющего возможность поворота относительно оси стопора. Возможно также выполнение стопора в виде подпружиненной кнопки, имеющей возможность перемещения вдоль оси стопора. Подпружиненная кнопка может иметь сечение различной формы.
Если стопор диска выполнен в виде цилиндра с лысками, то на соседнем диске отверстие под него выполнено в виде полукольцевого паза, на одном из концов которого имеется расширение под цилиндр стопора. Стопор диска может иметь иную форму, подходящую для перемещения по полукольцевому пазу и для фиксации в расширении.
При использовании стопора в виде подпружиненной кнопки, расположенного на одном торце диска, на другом торце диска выполнено два отверстия под стопор соседнего диска, расположенные диаметрально противоположно.
По форме отверстие под стопор в виде подпружиненной кнопки соответствует форме стопора.
Для того, чтобы использовать приспособление для гибки труб различных диаметров, оно может быть снабжено вкладышами, устанавливаемыми на диски для увеличения их диаметров, жестко закрепленными на дисках и имеющими форму отрезков трубы, торцы которых скошены под тем же углом, что и торцы дисков, на которых они установлены.
Для облегчения поворота дисков внутри трубы приспособление может быть снабжено чулком из фторопластовых полос, надеваемым на приспособление.
Чулок из фторопластовых полос может быть скреплен бандажными кольцами.
Заявленное приспособление является частью устройства для гибки труб (трубогиба), которое, помимо приспособления, содержит привод, обеспечивающий вращение дисков, и средство подачи сигнала на механизм управления стопором, например, пневмомагистраль или систему электропроводов, а также стапель для закрепления конца приспособления.
Изобретение проиллюстрировано чертежами.
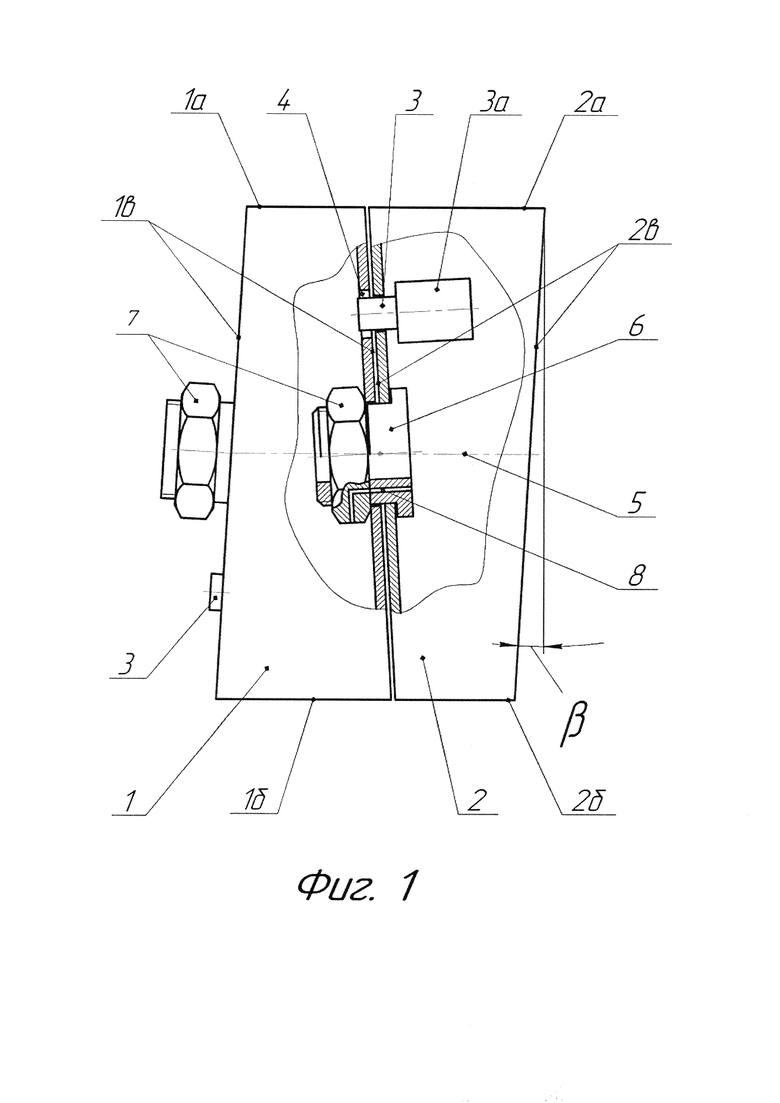
На фиг. 1 показано схематичное изображение двух соседних дисков приспособления.
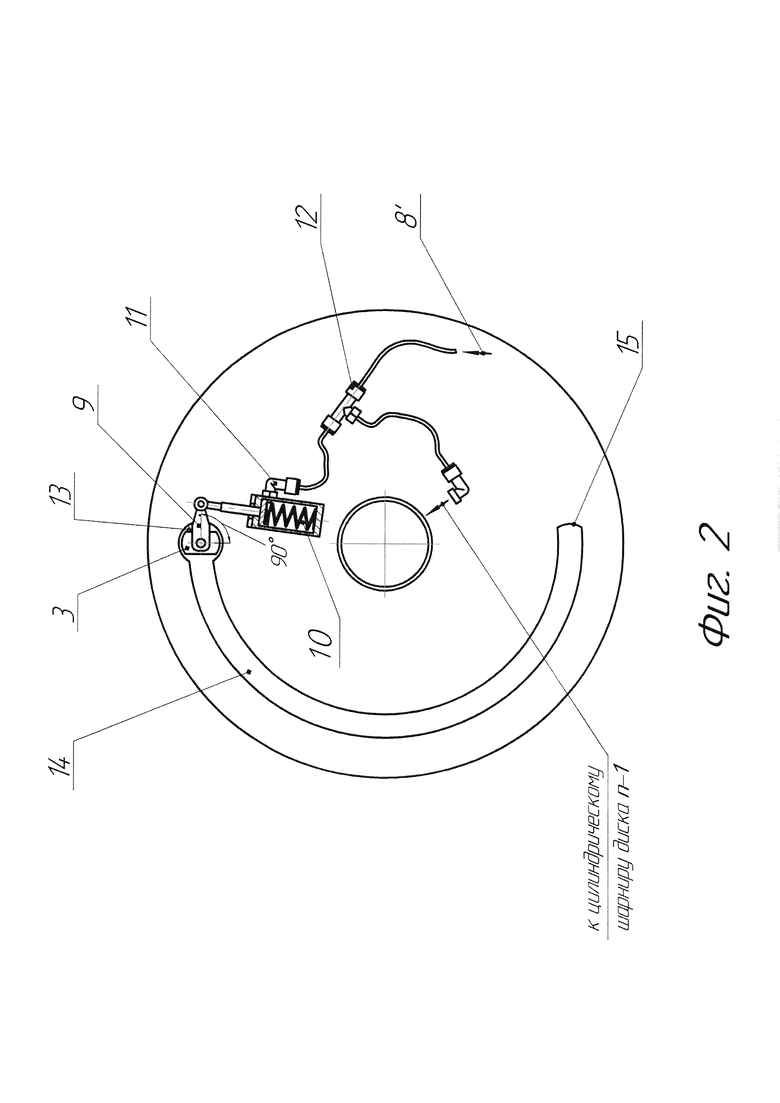
На фиг. 2 схематично показан пневматический механизм управления стопором.
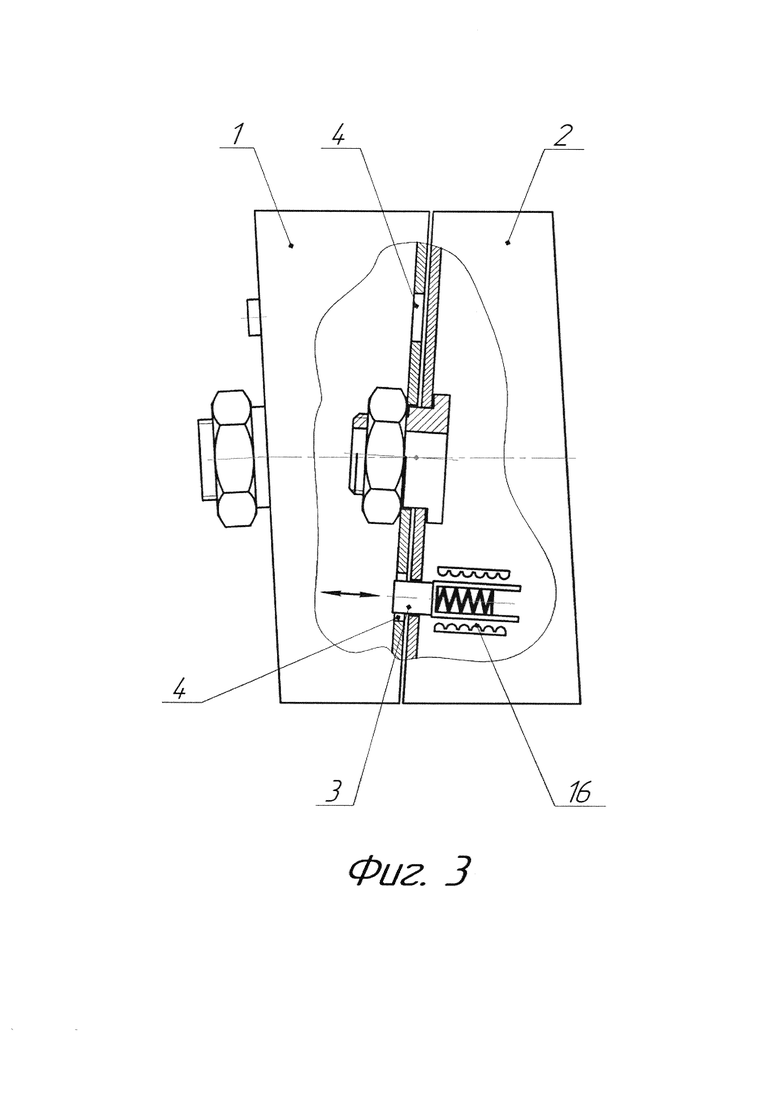
На фиг. 3 схематично показан электромагнитный механизм управления стопором.
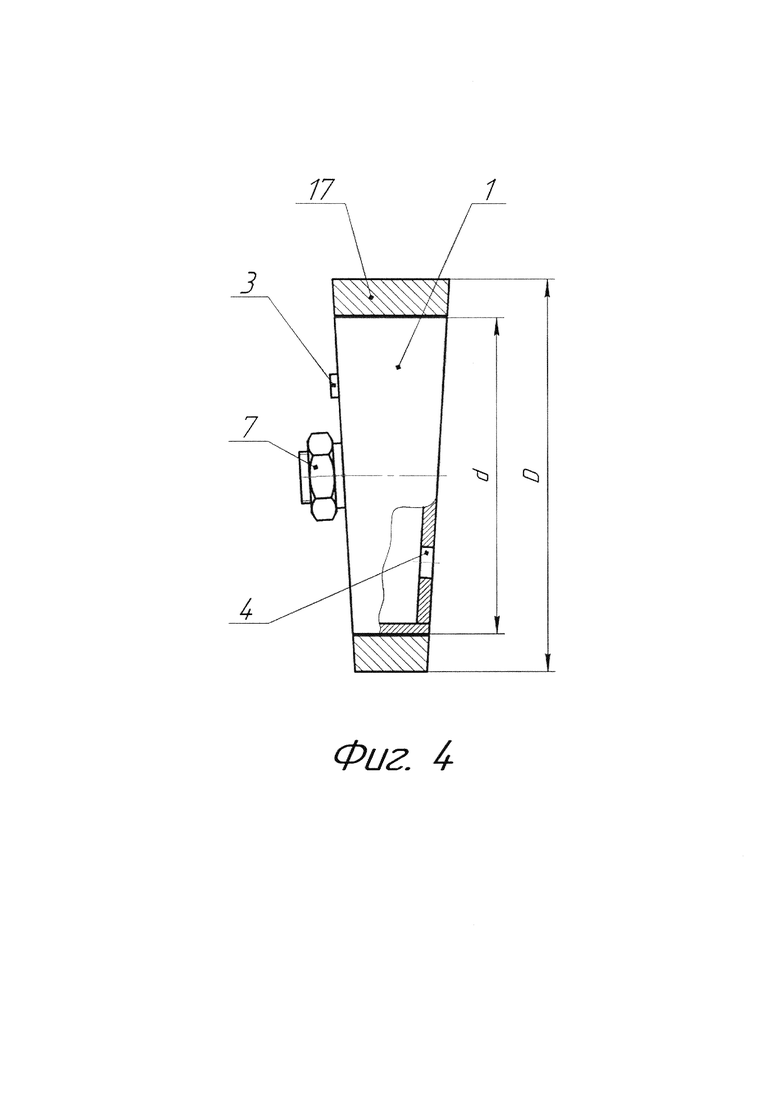
На фиг. 4 изображен один из дисков, снабженный вкладышем.
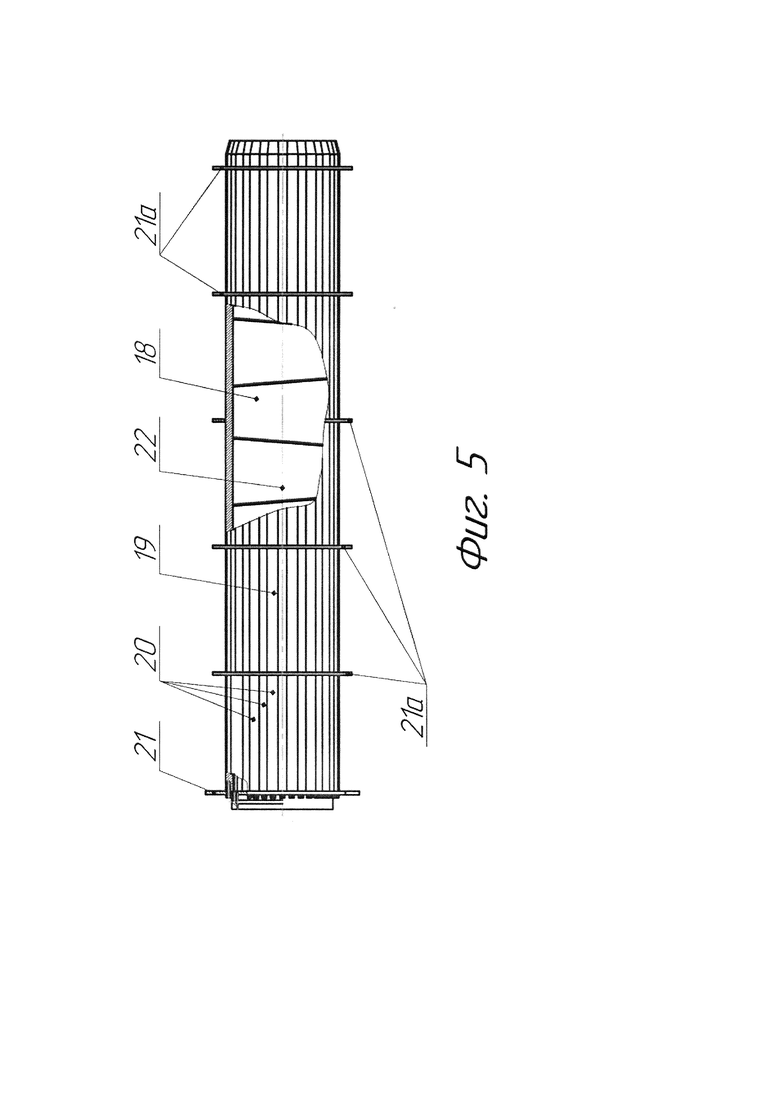
На фиг. 5 показано приспособление, на которое надет чулок из фторопластовых полос.
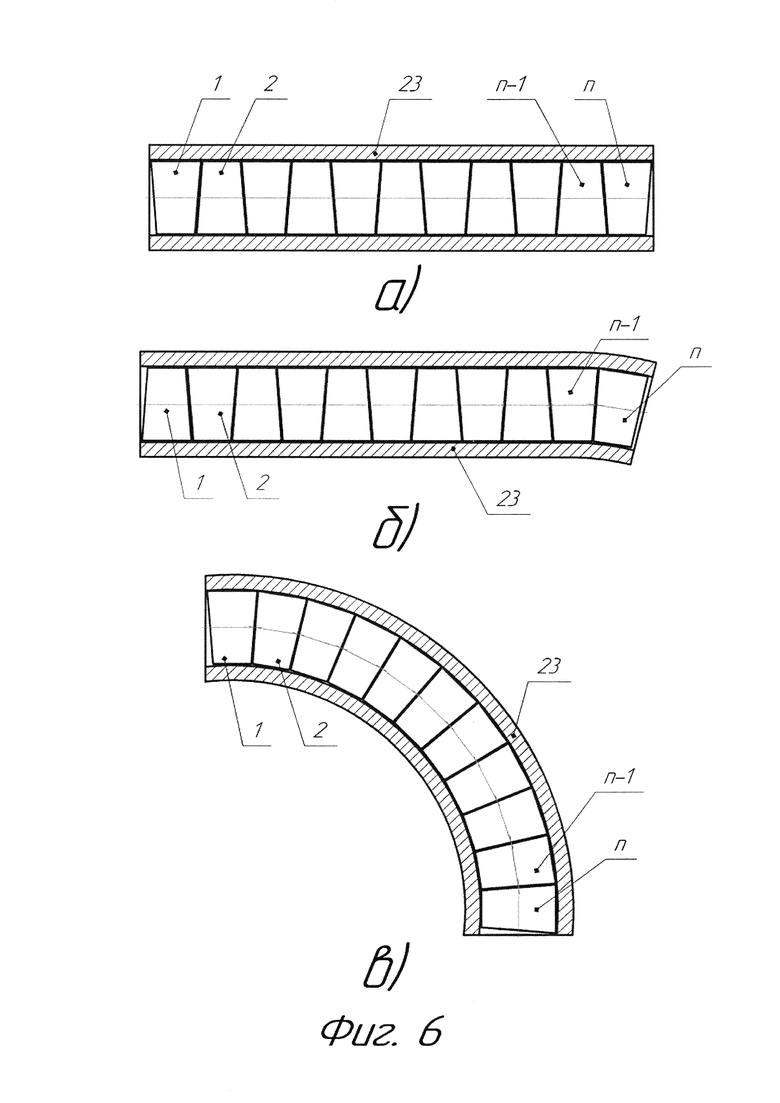
На фиг. 6 схематично показаны труба и заявленное приспособление в процессе гибки.
Заявленное приспособление для гибки полимерной трубы содержит соединенные друг с другом скошенные с торцев диски, каждый из которых имеет наибольшую и наименьшую образующие диска и соединяющие их торцы, скошенные под определенным углом, в котором диски соединены друг с другом цилиндрическими шарнирами и выполнены полыми, и на одном из торцов каждого диска расположен стопор с механизмом управления, установленным в полости диска, а на другом торце каждого диска выполнено, по меньшей мере, одно отверстие под стопор соседнего диска.
На фиг. 1 показана пара соседних дисков (1 и 2) приспособления, которые развернуты друг относительно друга на 180°, каждый из дисков имеет наибольшую и наименьшую образующие, соединенные торцами, скошенными под углом β. Позициями 1a и 2б показаны наименьшие образующие дисков, позициями 1б, 2а - наибольшие образующие дисков; торцы дисков, соединяющие наибольшую и наименьшую образующие диска обозначены позициями 1в и 2в. Изображенные на фиг. 1 диски 1 и 2, как и все диски приспособления, являются полыми. Стопор 3 расположен на одном из торцов диска 2, а механизм управления За находится в полости диска 2. Аналогичным образом расположены стопор 3 и механизм управления стопором в диске 1 (на чертеже не показан механизм управления стопором диска 1) и других дисках приспособления. Позицией 4 доказано отверстие, выполненное на торце диска 1 под стопор 3, расположенный на торце диска 2. Аналогичные отверстия имеют остальные диски приспособления. Диски имеют продольную ось вращения 5 и соединены цилиндрическим шарниром 6, на который накручена гайка 7. Буквой Р обозначен угол скоса диска. Привод, обеспечивающий вращение дисков, на чертеже не показан. В качестве привода используют, например, электродвигатель, гидромотор.
Механизм управления стопором представляет собой, например, пневматические или электромагнитные устройства (пневматический или электромагнитный механизм) и показаны на фиг. 2 и фиг. 3, соответственно.
Позицией 8 на фиг. 1 показан канал для подачи сигнала на механизм управления стопором. При пневматическом механизме управления стопором канал 8 используется как часть пневмопровода, при электрическом механизме - как канал для прокладки электрического кабеля.
В одном из вариантов выполнения приспособления механизм управления стопором является пневматическим. Этот вариант исполнения показан на фиг. 2. Стопор 3 имеет форму цилиндра с лысками и соединен с механизмом управления 3а, который показан на фиг. 1, посредством рычага 9, один конец которого соединен со стопором 3, а другой - с пневмоцилиндром 10, к которому подводится воздух через трубку 11, подключенную к пневмосистеме (на чертеже не показана). Трубка 11 является частью средства подачи сигнала на механизм управления стопором, которое включает тройник 12, распределяющий сжатый воздух к механизму управления стопором соседнего диска, в данном случае, диска n-1. На фиг. 2 показано, что стопор 3 расположен в расширении 13 полукольцевого паза 14, выполненного в торце диска, который является соседним по отношению к тому, на котором установлен стопор. Позицией 15 показан конец полукольцевого паза 14. Стопор 3 находится в положении, запрещающем вращение диска. Позиция 8'-пневмомагистраль. Изображенные на фиг. 2 элементы 3, 9, 10, 11, 12, 8' - размещены в диске n, а элементы 13, 14, 15 - выполнены в диске n-1.
Вариант выполнения приспособления с электромагнитным механизмом управления стопором показан на фиг. 3, на которой изображены соседние диски 1 и 2, причем диск 2 снабжен стопором 3 с механизмом управления За, представляющим собой электромагнит 16. На торце соседнего диска 1 выполнено два диаметрально противоположных отверстия 4 для стопора 3 диска 2. На фиг. 3 изображен стопор 3 в положении, запрещающим вращение диска. В этом положении стопор 3 расположен в отверстии 4 диска 1. После вытягивания стопора из отверстия соседнего диска с помощью электромагнита, диск может повернуться на 180° до вхождения стопора в диаметрально противоположное отверстие 4.
Стопор может иметь различные варианты выполнения, например, цилиндр с лысками или подпружиненная кнопка. Конструкция стопора определяет конструкцию отверстия или отверстий под этот стопор, выполненных на соседнем диске.
Если в качестве стопора использовать цилиндр с лысками, то в торце соседнего диска должен быть выполнен полукольцевой паз с расширением для установки в нем цилиндра с лысками на одном конце паза. При повороте цилиндра с лыской на 90°, стопор проходит в полукольцевой паз и соседний диск может повернуться на 180°.
Для того, чтобы использовать приспособление для гибки труб различных диаметров оно может быть снабжено вкладышами, устанавливаемыми на диски для увеличения их диаметров, жестко закрепленными на дисках и имеющими форму отрезков трубы, торцы которых скошены под тем же углом, что и торцы дисков, на которых они установлены. На фиг. 4 показан диск 1 диаметром d с вкладышем 17, увеличивающим диаметр диска до величины D. Позициями 3 показан стопор, 4 - ответное отверстие под стопор, 7 - гайка.
Для облегчения поворота дисков внутри трубы приспособление может быть снабжено чулком из фторопластовых полос, надеваемым на приспособление, показанным на фиг. 5. На приспособление 18 надет чулок 19 из фторопластовых полос 20, собранных бандажными кольцами 21 и 21а. Бандажное кольцо 21 является неподвижным, бандажные кольца 21а - имеют возможность перемещаться вдоль продольной оси 22 приспособления 18.
Приспособление работает следующим образом.
Диск приспособления представляет собой полый металлический диск с толщиной стенки, обеспечивающей необходимую жесткость, на торце диска закреплен стопор. Диск выполнен полым для уменьшения веса диска и размещения в нем механизма управления стопором и средств подачи сигнала на этот механизм. Уменьшение веса облегчает поворот диска, что позволяет снизить требуемую мощность гибочного оборудования. Стопор имеет механизм управления и запрещает или разрешает вращение диска, соседнего по отношению к диску, на котором установлен стопор. В стенках дисков предусмотрены монтажные окна (на фиг. не показаны). На торце диска, противоположном тому, на котором установлен стопор, выполнено, по меньшей мере, одно отверстие под стопор соседнего диска. Приспособление изгибается при вращении дисков относительно друг друга и изгибает трубу, в которую вставлено приспособление. Угол, на который может быть изогнута труба, определяется углом скоса торца диска (β на фиг. 1) и количеством дисков в приспособлении. Чем меньше угол β скоса торца диска, тем меньшее усилие необходимо приложить для вращения диска, что позволяет уменьшить требуемую мощность гибочного оборудования. Сборка приспособления из n дисков со скошенными торцами осуществляется перед началом гибки, так чтобы соседние диски были развернуты относительно друг друга на 180°, а стопоры всех дисков установлены в положении, запрещающем вращение. В этом случае приспособление имеет форму цилиндра и его вводят в изгибаемую трубу с образованием контакта поверхности приспособления с внутренней стенкой изгибаемой трубы.
При этом диски образуют рабочую поверхность, контактирующую с внутренней стенкой трубы без клиновидных промежутков между дисками, что обеспечивает гибку трубы без образования складок и тем самым способствует улучшению качества изогнутой трубы. Между дисками предусмотрен минимальный зазор для обеспечения поворота дисков относительно друг друга без заедания, т.е. без зацепления.
Стопор с механизмом управления каждого диска запрещает или разрешает вращение относительно него соседнего диска на 180° по сигналу, поступающему на механизм управления стопором. Для этого используются средства подачи сигнала, например, трубки для подачи воздуха при использовании пневматического механизма управления стопором. Система дисков со стопорами с механизмами управления позволяет осуществлять пошаговый процесс гибки, что обеспечивает снижение требуемой мощности гибочного оборудования. Этому же способствует то, что диски соединены между собой цилиндрическим шарниром, облегчающим их поворот.
На фиг. 6а показана труба 23, в которую вставлено приспособление для гибки полимерной трубы, состоящее из n дисков. Перед началом гибки диски развернуты на 180° друг относительно друга. Поверхности, образованные чередованием наибольших и наименьших образующих дисков, контактируют со стенками изгибаемой трубы 23.
Перед тем, как приступить к гибке трубы, ее нагревают до температуры термоформования. Время остывания трубы существенно больше, чем время, необходимое для изгибания трубы с использованием заявленного приспособления. Гибка полимерной трубы при оптимальной для термоформования температуре позволяет избежать возникновения внутренних напряжений в изогнутой трубе и, таким образом, улучшить ее качество. Кроме того, нагревание трубы до температуры термоформования позволяет использовать оборудование меньшей мощности.
Для предупреждения перемещения относительно друг друга диски фиксируют между собой гайками, каждая из которых навернута на цилиндрический шарнир соседнего диска.
Гибку трубы производят при использовании внешнего привода вращения (на чертежах не показан) за счет изгибания приспособления путем приложения вращающего момента к одному из дисков на одном конце приспособления (на фиг. 6 это диск №1). При этом диск №n зафиксирован от вращения вокруг оси 5 с помощью, например, шкворня, а остальные |диски зафиксированы стопорами.
На фиг. 66 показано приспособление в процессе гибки.
На механизм управления стопором диска №n подается сигнал и снимается запрет на вращение диска №n-1. При этом происходит поворот на 180° участка приспособления от диска №1, соединенного с приводом, до диска №n-1 (поворачивается отрезок, включающий диски от первого (1) до диска №n-1). При этом диск №n со стопором в положении, разрешающем вращение, не поворачивается. После поворота участка приспособления длиной (n-1) дисков на 180° стопорный механизм в диске (n-1) разрешает вращение диска (n-2), и участок приспособления длиной (n-2) дисков поворачивается на 180°. При этом наибольшие образующие скошенных дисков (т.е. дисков со скошенными торцами) №№n, n-1 и n-2 становятся рядом, образуя внешнюю поверхность изгиба, а наименьшие образующие этих дисков формируют внутреннюю поверхность изгиба (показано на фиг. 6б). Усилие, приложенное к концу приспособления (диск №1) при его повороте, передается трубе, и труба также изгибается на угол 2β Поочередный поворот участков приспособления длиной (n-1), (n-2), (n-3) и так далее до диска №1 позволяет изогнуть приспособление, а вместе с ним и трубу на максимальный угол 2β(n-1). При этом использование цилиндрических шарниров сводит к минимуму затраты энергии на поворот дисков и, следовательно, на изгибание приспособления. Основной расход энергии приходится на изгибание трубы. Все это обеспечивает существенное снижение требуемой мощности гибочного оборудования для изгибания трубы по сравнению с ближайшим аналогом.
За счет того, что точка приложения изгибающего усилия перемещается от одного конца приспособления к другому по мере изгиба, и изгибающее усилие всегда направлено к центру изгиба при отсутствии продольной составляющей, достигается одинаковое по величине усилие на каждом участке изгиба, что способствует улучшению качества изогнутой трубы.
На фиг. 6в показано приспособление после завершения гибки: наибольшие образующие дисков образуют внешнюю поверхность изгиба трубы, а наименьшие образующие дисков образуют внутреннюю поверхность изгиба трубы.
Процесс гибки завершают охлаждением изогнутой трубы до комнатной температуры и извлечением приспособления. Извлечение приспособления из охлажденной трубы сводит к минимуму вероятность повреждения внутренней поверхности трубы, улучшая ее качество.
Стопоры всех дисков после завершения гибки находятся в положении, разрешающем вращение дисков. Приспособление извлекают удерживая трубу, путем постепенного вытягивания приспособления по прямой, и последовательного вывода дисков из изогнутой зоны с одновременным распрямлением приспособления за счет вращения каждого из дисков в сторону, обратную вращению приспособления при изгибании. После извлечения, приспособление для гибки вновь принимает прямую неизогнутую форму, зафиксированную стопорами, и может быть использовано для гибки следующей трубы. Благодаря соединению дисков приспособления цилиндрическими шарнирами, придающему ему гибкость, и постепенному его распрямлению, процесс извлечения приспособления упрощается и практически не зависит от угла изгиба трубы. Таким образом, при гибке трубы с использованием заявленного приспособления расширяется возможность по гибке на большие углы.
Возможно использование приспособления для гибки труб различных диаметров. Для этого приспособление может быть снабжено вкладышами, устанавливаемыми на диски, для увеличения их диаметров. Вкладыш имеет форму отрезка трубы, торцы которого скошены под тем же углом, что и торцы дисков и жестко закрепляется на соответствующем диске. Вкладыш (Охватывает диск и примыкает к его образующим. Поскольку каждый диск приспособления снабжен вкладышем, то увеличивается диаметр приспособления. Использование вкладышей снижает затраты энергии на гибку трубы, так как приближает диаметр приспособления к внутреннему диаметру изгибаемой трубы, т.е. снижает требуемую мощность гибочного оборудования. Кроме того, вкладыши повышают качество гибки за счет плотного прилегания приспособления к внутренней поверхности трубы
Перед размещением приспособления в трубе на него может быть надет чулок 19 из фторопластовых полос 20 (фиг. 5). Для фиксации фторопластовых полос 20, образующих чулок 19, они могут быть закреплены на кольце 21 и собраны бандажными кольцами 21а. При введении приспособления в трубу кольца 21а, выполненные с возможностью перемещения, сдвигают к одному из концов приспособления (противоположному тому, который вводят в трубу). Это позволяет облегчить извлечение приспособления после того, как труба изогнута. Фторопластовый чулок препятствует контакту приспособления со стенкой изгибаемой трубы и предотвращает его прилипание к стенке трубы. Таким образом, чулок из фторопластовых полос способствует снижению требуемой мощности гибочного оборудования, упрощает извлечение приспособления после изгиба и способствует повышению качества изогнутой трубы, т.к. исключает контакт вращающихся дисков с внутренней стенкой трубы, предотвращая нанесение царапин на внутреннюю стенку трубы.
Сборная конструкция приспособления, представляющего собой диски, выполненные указанным выше образом, и соединенные между собой цилиндрическими шарнирами, облегчает и упрощает процесс изгибания приспособления, находящегося внутри трубы и, следовательно, упрощает процесс гибки трубы.
Процесс гибки трубы с использованием заявленного приспособления не требует использования громоздкого гибочного оборудования. При увеличении диаметра трубы, которую необходимо изогнуть, не происходит значительного увеличения рабочей пощади, используемой для этой цели, что значительно упрощает требования к организации процесса гибки труб различных диаметров.
Осуществление способа гибки трубы поясняется следующими примерами.
Пример 1.
Использование стопора с пневматическим механизмом управления. В данном примере используют диски, в которых стопор выполнен в виде цилиндра с лысками, а отверстие под стопор на торце соседнего диска выполнено в виде полу кольцевого паза, на одном из концов которого имеется расширение под цилиндр стопора.
Собирают приспособление из n дисков со скошенными торцами, так чтобы диски были развернуты относительно друг друга на 180°, как показано на фиг. 6а, и оно имело форму цилиндра. Стопоры всех дисков устанавливают в положении, запрещающем вращение. С помощью инфракрасного нагревателя нагревают трубу, изготовленную из полиэтилена до температуры термоформования. Вводят приспособление в трубу для гибки. Приспособление примыкает к внутренней поверхности трубы. Конец приспособления (диск n) фиксируют от вращения шкворневым стержнем (шкворнем). Подают в пневмосистему, соединенную с механизмом управления диском, воздух. Стопор диска n с помощью пневмоцилиндра переводят в положение, разрешающее вращение. Прикладывают вращающее усилие к незафиксированному концу приспособления (диску 1) и поворачивают (n-1) дисков приспособления относительно диска n на 180° до упора стопора диска n в конец полукольцевого паза диска (n-1). При этом наибольшие образующие диска n и диска (n-1) становятся рядом. На пневмоцилиндр в диске (n-1) через систему трубок поступает воздух, и стопор диска (n-1) переходит в положение, разрешающее вращение. Происходит поворот (n-2) дисков приспособления на 180°. И так продолжают до поворота диска №1. При этом, при каждом повороте приспособление и труба каждый раз изгибаются на удвоенный угол скоса Р (фиг 1). После поворота диска №1 приспособление и труба оказываются изогнутыми на угол, заданный приспособлением, как показано на фиг. 6в. После остывания изогнутой трубы с находящимся в ней приспособлением до комнатной температуры, приспособление извлекают из изогнутой трубы. Для этого освобождают зафиксированный шкворнем конец приспособления и, удерживая трубу, медленно вытягивают приспособление, и одновременно поворачивая диск на 180° в сторону, противоположную вращению приспособления при изгибе. Вращение проводят до упора стопора в расширение паза и стопор автоматически переводится в положение запрещающее вращение. Таким образом, постепенно, по одному диску извлекают все диски приспособления с одновременным его распрямлением и установкой стопора в положение запрещающее вращение.
Пример 2.
Процесс гибки с использованием фторопластового чулка и стопором в виде подпружиненной кнопки с электромагнитным механизмом управления.
Собирают приспособление из дисков со скошенными торцами так, чтобы диски были развернуты относительно друг друга на 180°, аналогично тому, как показано в Примере 1. Надевают на приспособление чулок 19 из фторопластовых полос 20. Чулок имеет бандажное кольцо 21, к которому по окружности прикреплены фторопластовые полосы 20. Бандажное кольцо 21 не имеет возможности перемещения вдоль фторопластовых полос. Чулок 19 скреплен подвижными вдоль продольной оси 22 чулка бандажными кольцами 21а (см. фиг. 5). С помощью циркуляционной воздушной печи нагревают трубу, изготовленную из полиэтилена до температуры термоформования. Вводят приспособление в трубу, причем сначала вводят в трубу тот конец приспособления с надетым фторопластовым чулком, на котором расположены подвижные бандажные кольца 21а. При этом бандажные кольца 21а не входят внутрь трубы, а сдвигаются к неподвижному бандажному кольцу 21 и остаются там до завершения гибки трубы. Один конец приспособления - диск n - фиксируют от поворота шкворневым стержнем. Кнопку-стопор диска n с помощью электромагнита выводят из отверстия диска п-1 и таким образом разрешают вращение дисков от первого (1) до (n-1). Прикладывают вращающее усилие к незакрепленному концу приспособления, то есть к диску 1, и поворачивают (n-1) дисков относительно диска n на 180° до вхождения подпружиненной кнопки - стопора 3 диска n в отверстие 4 на противоположном конце диаметра диска (n-1). При этом наибольшие образующие диска n и диска (n-1) становятся рядом. После поворота приспособления относительно диска n, стопор диска (n-1) переводят в положение, разрешающее вращение. При приложенном вращающем усилии происходит поворот (n-2) дисков приспособления еще на 180° до вхождения кнопки-стопора диска (n-1) в отверстие на противоположном конце диаметра диска (n-2). Далее ^стопор диска (n-2) переводят в положение разрешающее поворот. И так продолжают изгиб трубы до поворота диска 1. После остывания изогнутой трубы с находящимся в ней приспособлением до комнатной температуры, приспособление извлекают из изогнутой трубы, удерживая трубу, и, освободив зафиксированный шкворнем конец (диск n), вытягивают приспособление.
Для этого кнопку- стопор диска №2 выводят из отверстия диска №1 и, таким образом, разрешают вращение диска №1. Удерживая трубу, вытягивают приспособление и вращают диск №1 на 180° до вхождения подпружиненной кнопки-стопора в диаметрально противоположное отверстие диска №1. На 180° вращения вытягивают один диск. Продолжая вытягивать приспособление, вращают диски, при этом последовательно отключают через каждые 180° стопоры дисков, начиная с дисков 2, 3 и т.д., заканчивая диском п. Диск n не поворачивается. Таким образом, постепенно, по одному диску извлекают все диски приспособления с одновременным его распрямлением и установкой всех стопоров в положение запрещающее поворот (вращение). При поворотах приспособления при изгибании, а также при извлечении приспособления из изогнутой трубы, диски контактируют с фторопластовым чулком, что обеспечивает снижение усилий, необходимых для выполнения этих операций и исключает повреждение внутренней поверхности трубы. В результате снижается требуемая мощность гибочного оборудования и улучшается качество изогнутой трубы.
Пример 3.
Процесс гибки с вкладышем.
Если необходимо изогнуть трубу, внутренний диаметр которой больше диаметра приспособления, то используют вкладыши, которые имеют форму скошенного с двух сторон отрезка трубы. Угол скоса вкладыша равен углу скоса диска, который вставляется во вкладыш и прочно скрепляется с ним. Из дисков, установленных во вкладыши, собирают, приспособление для гибки трубы. Гибку трубы проводят аналогично тому, как списано в примере 1 или в примере 2. Использование вкладышей существенно упрощает процесс гибки труб различных диаметров.
Дополнительным преимуществом заявленного приспособления является улучшение качества изогнутой трубы за счет равномерного распределения поперечного усилия для создания изгибающего момента и отсутствия продольной составляющей усилия при поочередном вращении дисков.
Кроме этого, заявляемое приспособление позволяет легко изменять угол изгиба, изменяя количество дисков в приспособлении. Кроме того, оно позволяет получить большое изгибающее усилия за счет уменьшения угла скоса при заданном радиусе изгиба трубы и снизить мощность гибочного оборудования. Изгибающее усилие всегда направлено строго к центру изгиба, т.е. прикладывается в чистом виде изгибающий момент, без побочных поперечных или продольных усилий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ ЧУЛОЧНЫХИЗДЕЛИЙ в ОРИЕНТИРОВАННОМ ПОЛОЖЕНИИИЗ ПНЕВМОСИСТЕМЫ | 1972 |
|
SU427108A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| Трубогибочный станок | 1986 |
|
SU1409374A1 |
| ГРАВИТАЦИОННАЯ ТЕПЛОВАЯ ТРУБА | 2008 |
|
RU2387937C1 |
| Машина для гибки заготовок типа прутков | 1977 |
|
SU635857A3 |
Изобретение относится к приспособлениям, используемым для гибки полимерных труб. Техническим результатом является снижение требуемой мощности гибочного оборудования и улучшение качества изогнутой трубы, а также возможность гибки труб разных внутренних диаметров и на большие углы. Технический результат достигается приспособлением для гибки полимерных труб, которое выполнено в виде соединенных друг с другом скошенных с торцов дисков. Диски выполнены полыми. Соседние диски соединены друг с другом цилиндрическим шарниром. При этом на одном из торцов диска расположен стопор с механизмом управления, установленным в полости диска, а на другом торце диска выполнено по меньшей мере одно отверстие под стопор соседнего диска. 11 з.п. ф-лы, 3 пр., 6 ил.
1. Приспособление для гибки полимерной трубы, выполненное в виде соединенных друг с другом скошенных с торцов дисков, отличающееся тем, что диски выполнены полыми, соседние диски соединены друг с другом цилиндрическим шарниром и на одном из торцов диска расположен стопор с механизмом управления, установленным в полости диска, а на другом торце диска выполнено по меньшей мере одно отверстие под стопор соседнего диска.
2. Приспособление по п. 1, отличающееся тем, что механизм управления стопором является пневматическим.
3. Приспособление по п. 1, отличающееся тем, что механизм управления стопором является электромагнитным.
4. Приспособление по п. 1, отличающееся тем, что стопор выполнен в виде цилиндра с лысками, имеющего возможность поворота относительно оси стопора.
5. Приспособление по п. 1, отличающееся тем, что стопор выполнен в виде подпружиненной кнопки, имеющей возможность перемещения вдоль оси стопора.
6. Приспособление по п. 4, отличающееся тем, что отверстие под стопор на торце соседнего диска выполнено в виде полукольцевого паза, на одном из концов которого имеется расширение под цилиндр стопора.
7. Приспособление по п. 5, отличающееся тем, что на другом торце диска выполнено два отверстия под стопор соседнего диска, расположенные диаметрально противоположно.
8. Приспособление по пп. 6 и 7, отличающееся тем, что отверстие на торце диска соответствует по форме стопору.
9. Приспособление по п. 1, отличающееся тем, что оно снабжено вкладышами, имеющими форму отрезка трубы, торцы которого скошены под тем же углом, что и торцы дисков, установленными на диски и закрепленными на них.
10. Приспособление по п. 1, отличающееся тем, что оно снабжено чулком из фторопластовых полос, надеваемым на приспособление.
11. Приспособление по п. 10, отличающееся тем, что фторопластовые полосы чулка скреплены бандажными кольцами.
12. Приспособление по п. 1, отличающееся тем, что диски выполнены из металла.
| Устройство для гибки термопластичных труб | 1987 |
|
SU1435477A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2177877C1 |
| Оправка для гибки труб | 1978 |
|
SU740344A1 |
| US 4378689 A, 05.04.1983 | |||
| US 3651197 A, 21.03.1972 | |||
| US 3740991 A, 26.06.1973. | |||

