Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочному стальному листу, имеющему улучшенное сопротивление разрушению и индуцированному водородом растрескиванию (HIC). Более конкретно, оно относится к высокопрочному стальному листу, имеющему превосходное сопротивление разрушению и индуцированному водородом растрескиванию даже в том случае, если он имеет большую толщину, что особенно подходит для изготовления магистральной трубы.
Предпосылки изобретения
В настоящее время существует растущая потребность в источниках энергии, таких как нефть и природный газ. Из-за этой возросшей потребности повышаются прокладки и использования магистральных труб в неблагоприятных окружающих условиях, таких как высококоррозионные среды, глубокие океаны и вечная мерзлота. Особенно в коррозионных средах возникает тенденция к быстрому развитию индуцированного водородом растрескивания (далее - HIC, hydrogen-induced cracking).
Соответственно, существует потребность в магистральных трубах, изготавливаемых из стали, которые обладают коррозионной стойкостью и которые, в частности, с трудом подвергаются HIC (далее - стойкая к HIC сталь). Механизм возникновения HIC и свойства, необходимые для стойкости стали к HIC, описаны ниже.
(1) Механизм HIC
При использовании трубы в средах, содержащих сульфид водорода (H2S), водород ионизируется и проникает в трубу. Проникающий водород захватывается включениями в трубе, при этом захваченный водород вызывает высокое напряжение и растрескивание внутри трубы.
(2) Свойства, которыми должна обладать стойкая к HIC сталь
Для подавления возникновения HIC предпочтительным является снижение количества включений, которые захватывают водород, проникающий в трубу. Для этого необходимо сохранять высокую степень чистоты стали. Кроме того, в месте расположения центральной ликвации легко формируется структура низкотемпературного превращения (мартенсит, бейнит или подобное), и HIP легко развивается в этой структуре низкотемпературного превращения. Поэтому необходимо снизить содержание таких элементов, как C, Mn и Р, тем самым подавляя возникновение сегрегации.
При производстве стойкой к HIC стали, для получения стали, имеющей желаемые свойства, описанные выше в п.(2), сталь в основном имеет пониженное содержание C и Mn, поэтому возникает необходимость повысить поддержать прочность посредством добавления других легирующих элементов. Для обеспечения прочности сталь обычно содержит Nb и ее подвергают высокотемпературному нагреванию с тем, чтобы можно было использовать упрочнение твердого раствора за счет Nb. При низкотемпературном нагревании Nb-содержащей стали формируются карбонитриды Nb, которые представляют собой один тип включений, вызывающих HIC. Поэтому при использовании Nb-содержащей стали важно применять высокотемпературное нагревание, чтобы гарантировать стойкость к HIC. Кроме того, на стадии горячей прокатки применяют высокотемпературную чистовую прокатку на уровне точки превращения или выше ее таким образом, чтобы получить равномерную структуру.
Далее следуют примеры описанных мер для повышения качества стойких к HIC сортов стали.
В Патентном документе 1 указано, что присутствие MnS в стали вызывает растрескивание, при этом MnS служит в качестве отправной точки, и подверженность растрескиванию повышается в результате приобретения включениями MnS удлиненной формы во время прокатки. Поэтому в результате уменьшения содержание S в стали и введения в сталь Са и REM S в стали связывается в мелкие сфероидированные сульфиды REM и CaS.
В Патентном документе 2 указано, что в месте, соответствующем центру участка сегрегации литого сляба, в результате сегрегации С, Mn, P и подобного формируются твердые структуры, такие как мартенсит и бейнит, и эти твердые структуры становятся местом распространения трещин. Поэтому формирование твердой структуры предотвращают, снижая концентрацию С, Mn, P и подобного в стали и осуществляя томление с целью снижения уровня сегрегации посредством диффузии.
В Патентном документе 3 описано предотвращение самой центральной сегрегации посредством выпучивания отлитого сляба на той стадии непрерывного литья, на которой остается незатвердевшая нерасплавленная сталь с последующим обжатием посредством прокатки.
В Патентных документах 4-6 указано, что поскольку характеристики прочности, требующиеся от современных сортов стали, повысились, просто вышеописанной одной меры против возникновения центральной сегрегации или формирования MnS недостаточно. Поэтому Cu или Ni вводят в сталь с целью формирования защитной пленки на поверхности стали, тем самым подавляя инфильтрацию водорода в сталь, и эту меру сочетают с введением Cr, Mo или подобного, либо с термомеханическим контролируемым процессом (ТМСР) во время прокатки.
Известные документы:
Патентные документы:
Патентный документ 1: JP 54-110119 А
Патентный документ 2: JP 61-60866 А
Патентный документ 3: JP 9-57410 А
Патентный документ 4: JP 6-220577 А
Патентный документ 5: JP 9-209037 А
Патентный документ 6: JP 2003-226922 А
Сущность изобретения
Поскольку традиционную, стойкую к HIC сталь получали вышеописанным способом (высокотемпературное нагревание и высокотемпературная чистовая прокатка), достижение как превосходной стойкости к HIC, так и превосходного сопротивления разрушению было затруднительным. Высокотемпературное нагревание вызывает укрупнение диаметра аустенитных зерен, и в случае окончания прокатки при высокой температуре невозможно использовать двухфазную структуру, которая является эффективной при повышении сопротивления разрушению, тем самым заметно ухудшая свойства стали при DWTT (сопротивление разрушению, определяемое испытанием на разрыв падающим грузом (drop weight tear test, DWTT).
В частности, при увеличении толщины стали обычно до 25 мм или более, с целью достижения температуры, обеспечивающей внутри стали достижение желаемой стойкости к HIC, было необходимо еще больше повышать температуру у поверхности стали. В результате происходило заметное укрупнение диаметра аустенитных зерен, тем самым вызывая заметное снижение сопротивления разрушению. Поэтому, что касается традиционной, стойкой к HIC стали, достижение как высокого уровня стойкости к HIC, так и высокого уровня сопротивления разрушению, особенно толстого материала, было затруднительным.
По мере увеличения толщины стен магистральной трубы способность противостоять внутреннему давлению внутри трубы повышается, что приводит к повышению транспортной эффективности трубы. Поэтому толщина стойкой к HIC стали для магистральной трубы предпочтительно является как можно большей. Однако по вышеизложенным причинам существовал предел, до которого могла быть увеличена толщина магистральной трубы при использовании традиционной, стойкой к HIC стали. Эта тенденция особенно заметна по отношению к магистральным трубам для холодных регионов, требующим высокой степени сопротивления разрушению в низкотемпературных окружающих средах. По этой причине пока в качестве материала использовали традиционную, стойкую к HIC сталь, тонкую сталь использовали для магистральных труб, предназначенных для холодных регионов, с риском для транспортной эффективности.
В свете вышеизложенных предпосылок целью настоящего изобретения является разработка высокопрочного стального листа, имеющего как превосходную стойкость к HIC, так и превосходное сопротивление разрушению.
В результате исследований авторов настоящего изобретения с целью решения вышеописанных задач были получены следующие результаты. Традиционно оценку стойкости к HIC (стойкость к кислым средам) определяли в установленных NACE условиях в соответствии с ТМ0284 NACE (Национальная ассоциация инженеров-коррозионщиков) (National Association of Corrosion Engineers, NACE), представляющих собой окружающую среду, имеющую высокое парциальное давление H2S и низкий рН. Однако поскольку параметры коррозии варьируются в зависимости от парциального давления H2S и рН, существует вероятность того, что явление коррозии в таких суровых условиях отличается от явления коррозии в действительной коррозионной окружающей среде. Поэтому с целью более правильного определения структуры стали и способа ее производства, способного обеспечить превосходную стойкость к HIC, предпочтительно проводить оценку стойкости к HIC в условиях, симулирующих действительную коррозионную среду, а не суровые условия, а именно в среде с относительно низким парциальным давлением H2S и более высоким рН, чем установленные NACE условия. В результате исследований, основанных на этом понимании, было установлено, что несмотря на необходимость осуществления высокотемпературного нагрева и высокотемпературной чистовой прокатки для получения превосходной стойкости к HIC в суровых условиях, таких как установленные NACE условия, в условиях, близких к действительной коррозионной среде, может быть изготовлен стальной лист, имеющий превосходную стойкость к HIC, благодаря включению Са и осуществлению соответствующей меры против сегрегации без осуществления высокотемпературного нагрева и высокотемпературной чистовой прокатки.
В результате дальнейших исследований, основанных на этом открытии, было установлено, что как свойства при DWTT, так и стойкость к HIC стали могут быть улучшены следующими средствами.
(1) Стойкость к HIC может быть улучшена посредством ограничения содержания и степени сегрегации карбонитридов Ti и Nb, тем самым подавляя количество участков, действующих как отправные точки для HIC, и одновременно снижая уровень центральной сегрегации, тем самым подавляя распространение трещины, вызванного HIC.
(2) Свойства при DWTT могут быть улучшены посредством ограничения верхнего предела для содержания Nb, посредством снижения температуры нагрева по сравнению с температурой в прошлом и посредством ограничения чистовой прокатки до точки Ar3 или ниже.
Настоящее изобретение, основанное на вышеописанных открытиях, заключается в следующем.
(1) Высокопрочный стальной лист, имеющий улучшенное сопротивление разрушению и стойкость к HIC, отличающийся тем, что он имеет химический состав, содержащий, в масс.%, С: по меньшей мере от 0,02% до максимум 0,07%; Si: по меньшей мере от 0,05% до максимум 0,50%; Mn: по меньшей мере от 1,10% до максимум 1,60%; P: максимум 0,015%; S: максимум 0,0030%; Nb: по меньшей мере от 0,005% до максимум 0,030%; Ti: по меньшей мере от 0,005% до максимум 0,020%; Al: по меньшей мере от 0,005% до максимум 0,060%; Ca: по меньшей мере от 0,0005% до максимум 0,0060%; N: по меньшей мере от 0,0015% до максимум 0,0070%; по меньшей мере один элемент, выбранный из Cu, Ni, Cr и Mo, в общем количестве, составляющем от более чем 0,1% до менее чем 1,5%, а остальное - Fe и загрязняющие примеси; он имеет структуру стали, состоящую, по существу, из по меньшей мере 10%, по площади, бейнита, остальное - феррит и перлит; степень сегрегации Nb составляет менее 1,60, а степень сегрегации Mn составляет менее 1,40 в центре толщины стального листа; отношение площади трещинообразования (процентная величина растрескавшейся площади) после погружения на 96 часов в водный раствор уксусной кислоты (25°С), содержащий 5% хлорид натрия и имеющий парциальное давление H2S насыщения (PH2S) 0,01×105 Ра, и рН 4,0, составляет максимум 5,0%, а процентная величина вязкого излома в испытании на DWTT, проводимом при -30°С (DWTT-SA@-30), на стальном листе с толщиной от по меньшей мере 6 мм до максимум 40 мм составляет по меньшей мере 85%.
Прочность стального листа предпочтительно составляет по меньшей мере 520 МПа.
(2) Химический состав дополнительно содержит, в масс.%, максимум 0,10% V.
(3) Способ производства высокопрочного стального листа, отличающийся нагреванием сляба, имеющего указанный выше в п.(1) или п.(2) химический состав, до температуры нагрева Т (°С), удовлетворяющей следующему уравнению (i), горячей прокаткой нагретого сляба, причем завершают чистовую прокатку, при температуре в диапазоне по меньшей мере от (точки Ar3 - 60°С) максимум до точки Ar3 (где точку Ar3 (°С) рассчитывают по следующему уравнению (ii)) для получения стального листа, а затем немедленным нагреванием полученного стального листа до конечной температуры охлаждения в диапазоне 400-600°С со скоростью охлаждения по меньшей мере 10°С в секунду.
6770/(2,26-log[Nb][C])-73>T≥6770/(2,26-log[Nb][C])-273 … (i)
Ar3=910-310[C]-80[Mn]-20[Cu]-15[Cr]-55[Ni]-80[Mo]+0,35(t-8) … (ii)
В вышеприведенных уравнениях (i) и (ii) символы элементов означают содержание (масс.%) таких элементов, а “t” в уравнении (ii) означает толщину (мм) стального листа после завершения чистовой прокатки.
Согласно настоящему изобретению разработан высокопрочный стальной лист, имеющий превосходное сопротивление разрушению и превосходную стойкость к индуцированному водородом растрескиванию даже в том случае, если он имеет большую толщину. Использование такого высокопрочного стального листа позволяет разработать толстостенную магистральную трубу, которая подходит для холодных регионов и реализует превосходную транспортную эффективность, удовлетворяя высокую степень основных свойств в виде сопротивления разрушению и стойкости к индуцированному водородом растрескиванию.
Краткое разъяснение чертежей
Фиг. 1 иллюстрирует условия испытаний для оценки стойкости к HIC.
Варианты осуществления изобретения
Далее химический состав, структура стали, предпочтительные условия производства и подобное для стального листа согласно настоящему изобретению будут разъяснены подробно. В дальнейшем разъяснении процентная величина по отношению к содержанию легирующих элементов означает массовый процент.
1. Химический состав
С: по меньшей мере от 0,02% до максимум 0,07%
Обычно С известен как элемент, оказывающий большое влияние на прочность стали. В том случае, если содержание С составляет менее 0,02%, получение прочности, необходимой для использования такой стали для изготовления магистральной трубы, становится затруднительным. В том случае, если содержание С превышает 0,07%, в центре толщины сляба во время непрерывного литья легко происходит макросегрегация, что вызывает HIC. Поэтому диапазон содержания С составляет по меньшей мере от 0,02% до максимум 0,07%.
Si: по меньшей мере от 0,05% до максимум 0,50%
Si обычно является одним из элементов, действующим в качестве раскисляющего элемента в процессе производства стали и эффективным для повышения концентрации кислорода в стали, а также оказывающим действие по упрочнению стали. Si также применим в качестве упрочняющего элемента. В том случае, если содержание Si составляет менее 0,05%, получение вышеописанных результатов затрудняется. С другой стороны, если его содержание превышает 0,50%, происходит образование мартенситно-аустенитной составляющей, что отрицательно действует на зону термического влияния (heat affected zone, HAZ). Поэтому содержание Si составляет по меньшей мере от 0,05% до максимум 0,50%.
Si сильно взаимодействует с Ti. Поэтому несмотря на то, что он не является составляющим элементом TiN, Si влияет на формирование TiN, при этом формирование TiN облегчается по мере повышения содержания Si. Существует высокая вероятность осаждения карбонитридов Nb, возникающая в результате использования TiN в качестве зародыша. Таким образом, по мере повышения содержания Si существует высокая вероятность ухудшения стойкости к HIC. Соответственно, содержание Si предпочтительно составляет менее 0,30%.
Mn: по меньшей мере от 1,10% до максимум 1,60%
Mn представляет собой элемент, обычно оказывающий большое влияние на прочность стали. В том случае, если содержание Mn составляет менее 1,10%, получение достаточной прочности является затруднительным. С другой стороны, если содержание Mn превышает 1,60%, Mn концентрируется в районе центральной сегрегации, тем самым ухудшая стойкость к HIC стали. Поэтому содержание Mn составляет по меньшей мере от 1,10% до максимум 1,60%. С точки зрения гарантии стойкости к HIC в районе центральной сегрегации содержание Mn предпочтительно составляет менее чем 1,50%.
P: максимум 0,015%
Р представляет собой загрязняющий элемент, неизбежно содержащийся в стали. Его содержание предпочтительно является как можно более низким. Благодаря низкому коэффициенту распределения Р на поверхности раздела твердой и жидкой фаз во время затвердевания Р проявляет тенденцию к заметной сегрегации и концентрации в районе центральной сегрегации, тем самым оказывая отрицательное воздействие на стойкость к HIC. Поэтому верхний предел Р составляет 0,015%. С точки зрения получения стойкости к HIC в районе центральной сегрегации содержание Р предпочтительно составляет менее 0,008%.
S: максимум 0,0030%
S представляет собой загрязняющий элемент, неизбежно содержащийся в стали, и его содержание предпочтительно является как можно более низким. S имеет низкий коэффициент распределения на поверхности раздела твердой и жидкой фаз во время затвердевания. В результате сера не только заметно сегрегирует, но и образует в районе сегрегации MnS, который действует как исходная точка для HIC. Поэтому содержание S составляет максимум 0,0030%. С точки зрения стабильной гарантии высокой стойкости к HIC в условиях с более строгим уровнем требований, таким как для высокопрочной стали, содержание S предпочтительно составляет максимум 0,001%.
Nb: по меньшей мере от 0,005% до максимум 0,030%
Nb представляет собой элемент, который повышает прочность стали, формируя карбонитриды в стали, он также эффективно повышает ударную вязкость стали. Особенно при ТМСР Nb добавляют для контроля микроструктуры стального листа посредством регулирования формирования твердого раствора и осаждения. Для получения такого действия содержание Nb составляет по меньшей мере 0,005%. С другой стороны, содержание Nb согласно настоящему изобретению ограничено с целью обеспечения возможности понижения температуры нагрева и тем самым может гарантировать желаемую вязкость разрушения. Кроме того, крупные карбонитриды Nb вызывают возникновение HIC. Соответственно, содержание Nb составляет максимум 0,030%. Предпочтительное содержание Nb составляет по меньшей мере от 0,010% до максимум 0,025%.
Ti: по меньшей мере от 0,005% до максимум 0,020%
Ti оказывает действие по повышению прочности стали. Кроме того, связывая N в стали в виде TiN, он снижает количество включений NbN и AlN, при этом обеспечивая действие по предотвращению поверхностного растрескивания литых слябов, вызванное динамическим осаждением NbN или AlN на границах γ-зерен во время сгибания и правки непрерывно литого сляба. Для достижения такого эффекта содержание Ti составляет по меньшей мере 0,005%. Однако повышение содержания Ti ведет к снижению вязкости при сварке. Кроме того, TiN действует как зародыш для осаждения при осаждении крупных карбонитридов Nb, которые являются причиной возникновения HIC. Более того, сами карбонитриды Ti являются причиной возникновения HIC. Соответственно, содержание Tib составляет максимум 0,020%. Предпочтительное содержание Ti составляет по меньшей мере от 0,010% до максимум 0,020%.
Al: по меньшей мере от 0,005% до максимум 0,060%
Подобно Si Al является одним из элементов, которые эффективно снижают концентрацию кислорода в стали, действуя как раскисляющий элемент. Для получения такого раскисляющего действия содержание Al должно составлять по меньшей мере 0,005%. В том случае, если содержание Al составляет менее 0,005%, раскисление становится недостаточным, из-за чего десульфурация также становится недостаточной. Кроме того, усвоение добавленного Са ухудшается и его действие становится недостаточным. В результате легко происходит сегрегация сульфидов и S в стали, что вызывает ухудшение стойкости к HIC. С другой стороны, формирование оксида алюминия, которое сопровождает раскисление Al, иногда вызывает HIC. Поэтому содержание Al составляет максимум 0,060%.
Ca: по меньшей мере от 0,0005% до максимум 0,0060%
Ca способен снизить концентрацию S и предотвратить формирование MnS. Он также способен контролировать форму сульфидов. Для этой цели Ca часто вводят в стойкую к HIC сталь. Для получения вышеописанного действия содержание Ca должно составлять по меньшей мере 0,0005%. Однако действие Ca насыщается при его введении в количестве, превышающем 0,0060%, что ведет к повышению производственных расходов. Поэтому содержание Ca составляет по меньшей мере от 0,0005% до максимум 0,0060%.
N: по меньшей мере от 0,0015% до максимум 0,0070%
N представляет собой элемент, который неизбежно просачивается в сталь при осуществлении плавления и рафинировании на воздухе, как в случае с использованием конвертера. Он действует на механические свойства стали, а также на формирование микроструктуры. В стали N формирует нитриды с Al или Ti, и во время горячей обработки эти нитриды оказывают действие по измельчению кристаллических зерен в качестве закрепляющих частиц. Для получения такого желательного действия N содержание N должно составлять по меньшей мере от 0,0015%. С другой стороны, N является компонентом крупных карбонитридов Nb, которые вызывают возникновение HIC. Кроме того, как указано выше, при наличии избыточного количества нитридов Nb или Al они динамически осаждаются на границах γ-зерен во время непрерывного литья и становятся причиной растрескивания полученного сляба. Соответственно, содержание N составляет максимум 0,0070%. Предпочтительное содержание N составляет по меньшей мере от 0,0015% до максимум 0,0050%.
0,1%<Cu+Ni+Cr+Mo<1,5%
В стойкой к HIC стали верхние пределы содержаний С и Mn устанавливают на относительно низком уровне с целью подавление формирования MnS и снижения сегрегации С. Поэтому для того чтобы гарантировать прочность стали, в ней часто содержатся такие элементы, как из Cu, Ni, Cr и Mo. Согласно настоящему изобретению, для этого один или более из указанных элементов, Cu, Ni, Cr и Mo, содержатся при их общем содержании более чем 0,1%. Однако при избыточном содержании этих элементов повышается уровень упрочнения при закалке и по мере повышения прочности в части структуры происходит повышение твердости, приводя к ухудшению стойкости к HIC. Соответственно, общее содержание вышеупомянутых элементов составляет менее 1,5%. Общее содержание этих элементов предпочтительно составляет по меньшей мере от 0,15% до максимум 1,0%, при этом верхний предел предпочтительно составляет 0,5%.
Функции и предпочтительные диапазоны содержания каждого из этих элементов являются следующими.
Cu: максимум 0,5%
Cu повышает упрочняемость стали. Для того чтобы получить действие по повышению прочности, ее содержание предпочтительно должно составлять по меньшей мере 0,1%. Однако в том случае, если содержание Cu превышает 0,5%, способность поддаваться обработке в горячем состоянии и обрабатываемость резанием стали снижаются. Кроме того, избыточное содержание Cu индуцирует поверхностное растрескивание (растрескивание под воздействием меди) во время непрерывного литья. Соответственно, в том случае, если содержание Cu составляет 0,2% или более, Ni предпочтительно также содержится в количестве, составляющем по меньшей мере 1/3 от содержания Cu.
Ni: максимум 1,0%
Ni оказывает действие по повышению прочности стали в результате упрочнения твердого раствора и улучшения ее ударной вязкости. Для получения такого действия содержание Ni предпочтительно составляет по меньшей мере 0,1%. Однако в том случае, если содержание Ni превышает 1,0%, его действие насыщается и возникает вероятность побочного действия в виде ухудшения свариваемости.
При введении только Cu или Ni появляется проблема повышенной вероятности возникновения поверхностного растрескивания стального листа. Поэтому Cu и Ni предпочтительно вводят вместе.
Cr: максимум 0,5%
Как следует из того факта, что Cr имеет высокий коэффициент в уравнении для эквивалента С (Ceq=C+Mn/6+(Cr+Mo)/5+(Cu+Ni/15), введение небольшого количества Cr сильно способствует повышению прочности. Cr также оказывает действие по повышению ударной вязкости стали. Поэтому Cr часто вводят при необходимости достижения высокой прочности, как, например, в сорте стали API X80. Для получения такого эффекта содержание Cr предпочтительно составляет по меньшей мере 0,05%. Однако в том случае, если содержание Cr превышает 0,5%, легко появляются проблемы, такие как возникновение трещин в сварном шве. В том случае, если свариваемость является важным фактором, содержание Cr предпочтительно составляет максимум 0,4%.
Мо: максимум 0,5%
Мо повышает упрочнение стали, тем самым способствуя повышению прочности. Кроме того, он представляет собой элемент, с трудом вызывающий микросегрегацию, поэтому он оказывает действие по подавлению возникновения HIC, вызываемого центральной сегрегацией. Для того чтобы оказать такое действие, содержание Мо предпочтительно составляет по меньшей мере 0,03%. Однако поскольку Мо является дорогостоящим элементом, повышение его содержания увеличивает стоимость. Кроме того, в том случае, если содержание Мо превышает 0,5%, легко образуются твердые фазы, такие как бейнит и мартенсит, что, в конце концов, приводит к ухудшению стойкости к HIC. Поэтому содержание Мо составляет максимум 0,5%. Действие Мо по снижению стойкости к HIC является существенным по сравнению с другими элементами. Поэтому содержание Мо предпочтительно составляет максимум 0,3%. Ввиду того, что Мо является дорогостоящим по сравнению с другими элементами, более предпочтительным является введение Мо вместе с другими элементами, чем введение его одного.
Сталь согласно настоящему изобретению может также содержать V.
V: по меньшей мере от 0,01% до максимум 0,10%
V повышает прочность стали, растворяясь в феррите и формируя твердый раствор в стали или формируя карбонитрид. Для получения такого действия содержание V предпочтительно составляет по меньшей мере 0,01%. Однако в том случае если содержание V превышает 0,10%, состояние выделения включений в подвергаемой термическому воздействию зоне сварки изменяется, что оказывает отрицательное действие на вязкость. Соответственно, при введении V его содержание составляет максимум 0,10%.
2. Структура стали
Структура стали стального листа согласно настоящему изобретению может быть определена посредством идентификации фаз или структуры в поле зрения исследуемого поперечного сечения стального листа. Структура стали стального листа согласно настоящему изобретению, по существу, состоит из бейнита, феррита и перлита, при этом процентная величина площади бейнита составляет по меньшей мере 10%. Исследование поперечного сечения стального листа осуществляют в центре толщины стального листа.
Структура стали представляет собой равномерную структуру, состоящую из бейнита, феррита и перлита и, по существу, не содержащую мартенсит, остаточный аустенит или подобное. В результате центральная сегрегация минимизируется и возникновение HIC подавляется. Кроме того, в том случае, если процентная величина площади бейнита составляет по меньшей мере 10%, гарантируется прочность стального листа. Верхний предел процентной величины площади бейнита конкретно не ограничен.
Стальной лист согласно настоящему изобретению имеет степень сегрегации Nb менее 1,60 и степень сегрегации Mn менее 1,40 в центральной части толщины стального листа. Возникновение HIC существенно подавляется посредством регулирования степени сегрегации таким образом.
В настоящем изобретении степень сегрегации в центральной части толщины стального листа определяют следующим способом.
Лазерный прибор ICP (обозначенный ниже сокращением прибор L-ICP) используют в качестве прибора для измерения степени сегрегации. Прибор L-ICP представляет собой вид эмиссионного спектроскопического анализатора, способного измерять примерно 100 точек при измеряемой длине отрезка 10 мм. А именно он способен измерять каждые 10 мкм. Поэтому макросегрегация может быть измерена правильно.
Стальной лист разрезают в направлении, перпендикулярном направлению прокатки, и на полученном поперечном разрезе устанавливают участок измерения длиной 10 мм в направлении толщины листа таким образом, чтобы он включал центр в направлении толщины. Этот участок измерения измеряют прибором L-ICP и определяют среднюю величину измеренных данных (содержание) каждого элемента в 100 точках как среднее содержание элемента. Величина, полученная в результате деления наибольшей величины измеренных данных (наивысшего содержания) для каждого элемента на среднее содержание является степенью сегрегации этого элемента.
Диаметр лазерного луча составляет примерно 1 мм, поэтому содержание, измеренное в каждой точке измерения, является средней величиной поперек диаметра луча. С другой стороны, размер включений обычно составляет примерно несколько микрометров и даже большие включения составляют примерно несколько десятков мкм. Соответственно, содержание, измеряемое в каждой точке измерения, адекватно отражает влияние плотности включений, присутствующих в точке измерения. Поэтому, оценивая описанную выше степень сегрегации, можно количественно узнать степень сегрегации включений.
Если степень сегрегации Nb составляет 1,60 или более, существует высокая вероятность того, что сформировалось существенное количество крупных карбонитридов Nb. Это означает, что существует проблема возникновения HIC. С другой стороны, если степень сегрегации Mn составляет 1,40 или более, существует высокая вероятность того, что сформировалось существенное количество MnS. В этом случае также существует проблема возникновения HIC. Нижнего предела степеней сегрегации Nb и Mn не существует. Они предпочтительно находятся как можно ближе к 1,0.
3. Другие свойства
Стальной лист согласно настоящему изобретению реализует следующую стойкость к HIC и сопротивление разрушению.
(1) Стойкость к HIC
В целом, стойкость к HIC оценивают, используя 0,5% уксусную кислоту+5% раствор NaCl, насыщенный H2S при давлении один бар, рекомендованный NACE Standard TM0284 (pH примерно 3, максимальная температура 25°С, называемый раствором NACE). Однако условия испытаний с использованием такого раствора NACE (называемые «условия NACE») сильно отличаются от действительной коррозионной среды. Действительная коррозионная среда намного мягче условий NACE. Конкретно, рН выше, а парциальное давление H2S, содержащегося в газе, подаваемого в раствор до тех пор, пока не будет достигнуто насыщение, то есть необходимое содержание H2S в растворе (называемое в данном описании «парциальным давлением H2S для насыщения»), ниже. В том случае, если коррозионная среда другая, само явление коррозии может быть другим. Поэтому желательно проводить оценку в условиях испытаний, близких к действительной коррозионной среде.
При оценке стойкости к HIC коррозионные условия, в которых происходит такое же явление коррозии, как и в действительной коррозионной среде, находятся в умеренно кислом участке (участок III) и переходном участке (участок II), показанным на фиг. 1. Соответственно, желательно оценивать стойкость к HIC в условиях в пределах участка II и участка III.
Участок, объединяющий вышеописанные участки II и III, представляет собой участок, на котором парциальное давление H2S насыщения (PH2S) и рН удовлетворяют следующим уравнениям (А)-(С):
0,003×105Па<PH2S<0,01×105 Па и 3,5≤pH≤6,0 … (A)
0,01×105 Па≤PH2S<1×105 Па, 3,5≤pH≤6,0, и
рН≥log[PH2S/105 Па]+5,5 … (B)
1×105 Па<PH2S≤10×105 Па и 5,5≤pH≤6,0 … (C)
Разъясняя вышеизложенное более подробно, умеренно кислый участок, показанный на фиг. 1 (участок III), включает, по существу, все условия, которые приняты за условия в действительной коррозионной среде. Соответственно, измеряют соотношение площади растрескивания образца, который был погружен на 96 часов (25°С) в водный раствор хлорида натрия, содержащий уксусную кислоту, такой же, как и раствор, используемый в испытании NACE в условиях испытаний в пределах участка III, и в том случае, если соотношение площади растрескивания составляет 5% или менее, можно утверждать, что образец реализует стойкость к HIC, желаемую в действительной коррозионной среде.
Несмотря на то, что переходный участок (участок II), показанный на фиг. 1, имеет условия несколько более суровые, чем действительная коррозионная среда, явление коррозии на данном участке считается почти таким же, как и в действительной коррозионной среде. В том случае, если соотношение площади растрескивания составляет максимум 5% при проведении испытания, подобного вышеописанному испытанию, в условиях испытаний в пределах участка II, можно утверждать, что образец стабильно проявляет стойкость к HIC, желаемую в действительной коррозионной среде.
В отличие от вышесказанного, кислый участок (участок I), показанный на фиг. 1, не только более коррозионный, чем действительная коррозионная среда, но и имеется все возрастающая вероятность того, что явление коррозии, вызывающее трещины, отлично от такого же явления в действительной коррозионной среде. При проведении испытания в условиях, при которых явление коррозии отлично от такого же явления в действительной коррозионной среде, действительная стойкость к HIC не может быть определена правильно.
Как показано на фиг.1, участок I включает условия NACE, при которых рН близка к 3 (водный 5% NaCl - 0,5% раствор уксусной кислоты) и парциальное давление H2S насыщения при 1 баре (=105 Па). Условия ВР (NACE TM0284 - раствор В) с использованием искусственной морской воды с таким же парциальным давлением H2S для насыщения также включены в участок I. А именно условия NACE и условия ВР, представляющие собой традиционные условия для испытаний, включены в участок I и не подходят для оценки стойкости к HIC в действительной коррозионной среде.
На основании вышеописанных данных в настоящем изобретении используют условия испытаний, при которых парциальное давление H2S насыщения (PH2S) равно 0,01×105 Па, а рН равно 4,0 (точка А на фиг. 1), представляющие собой условия, относительно суровые в отношении коррозии на участке II. А именно определяют стойкость к HIC исходя из соотношения площади растрескивания образца после его погружения на 96 часов в водный 5% раствор хлорида натрия, содержащий уксусную кислоту (25°С), имеющий парциальное давление H2S насыщения (PH2S), равное 0,01×105 Па, а рН - 4,0. Величину рН водного раствора доводят до 4,0 концентрацией уксусной кислоты. Как описано выше, в том случае если соотношение площади растрескивания стального листа составляет максимум 5% при проведении испытания в условиях, включенных в участок II, можно утверждать, что стальной лист стабильно реализует стойкость к HIC, желаемую в действительной коррозионной среде. Соотношение площади растрескивания стального листа согласно настоящему изобретению, измеренное в вышеописанных условиях, предпочтительно составляет максимум 3,0%, более предпочтительно - 2,0%, а еще более предпочтительно - максимум 1,0%. Наиболее предпочтительно соотношение площади растрескивания составляет 0%.
(2) Сопротивление разрушению
Стальной лист согласно настоящему изобретению проявляет величину вязкого излома, составляющую по меньшей мере 85% при проведении испытания DWTT стального листа, толщина которого составляет по меньшей мере от 6 мм до максимум 40 мм (DWTT-SA@-30) при -30°С. При наличии вышеописанных свойств в этом диапазоне толщины можно изготовить толстостенную магистральную трубу, подходящую для холодных регионов, имеющую превосходное сопротивление разрушению. Такая процентная величина вязкого излома предпочтительно составляет по меньшей мере 90%, более предпочтительно - по меньшей мере 95%, и наиболее предпочтительно - 100%.
Не существует конкретного ограничения по поводу месторасположения в стальном листе, откуда берут образец для испытаний для оценки вышеописанных свойств (1) и (2). Однако поскольку механические свойства конечных частей стального листа в направлении прокатки и в направлении ширины иногда несколько отличаются от таких же свойств на других основных участках, образец для испытаний предпочтительно не отбирают из конечных частей. С другой стороны, при оценке стойкости к HIC предпочтительно отбирать образец для испытаний таким образом, чтобы он включал участок с наиболее сильной сегрегацией, а именно центральную часть стального листа.
4. Способ производства
Далее следует описание предпочтительного способа производства.
В процессе производства стали с целью адекватного снижения содержания С, Р и S и соответствующего контроля за содержанием и формой оксидов предпочтительно осуществляют IR (инжекционное рафинирование) и обработку включений посредством введения Са.
При осуществлении непрерывного литья для получения сляба из полученной расплавленной стали предпочтительно подавляют возникновение сегрегации во время литья, поддерживая правильные условия охлаждения водой, обжатия валками и скорости литья.
Полученный сляб подвергают горячей прокатке для получения горячекатаного стального листа. В способе получения согласно настоящему изобретению стальной лист согласно настоящему изобретению может быть стабильно получен в результате контроля нагревания сляба, чистовой прокатки и последующего охлаждения при производстве горячекатаного стального листа следующим способом.
(1) Нагревание сляба
Сляб, полученный в результате непрерывного литья, нагревают до температуры нагревания Т (°С), удовлетворяющей следующему уравнению (i):
6770/(2,26-log[Nb][C])-73>T≥6770/(2,26-log[Nb][C])-273 … (i),
где символы элементов в вышеприведенном уравнении (i) означают содержание в массовых процентах таких элементов.
При нагревании сляба при температуре Т в этом диапазоне карбонитриды Nb, которые снижают стойкость к HIC, растворяются, формируя твердый раствор и одновременно подавляя укрупнение аустенитных зерен, снижающее сопротивление разрушению. В том случае, если температура нагревания сляба ниже этого температурного диапазона, карбонитриды Nb сохраняются в значительной степени, и стойкость к HIC может снизиться. С другой стороны, при нагревании сляба при температуре, превышающей этот температурный диапазон, укрупнение аустенитных зерен становится заметным, и сопротивление разрушению может снизиться.
Не существует конкретного ограничения по продолжительности нагревания сляба, однако если она слишком коротка, возникает проблема остающихся карбонитридов Nb, в то же время если она слишком велика, возникает проблема укрупнения аустенитных зерен. Соответственно, продолжительность нагревания сляба предпочтительно составляет по меньшей мере 180 минут и максимум 480 минут.
(2) Чистовая прокатка
После удаления окалины с поверхности сляба, полученного в результате вышеописанного нагревания, при помощи окалиноломателя, начинают горячую прокатку сляба. В настоящем изобретении горячую прокатку осуществляют таким образом, что чистовая прокатка завершается в температурном диапазоне по меньшей мере от (точки Ar3 - 60°С) до максимум точки Ar3. Точку Ar3 определяют по следующему уравнению (ii):
Ar3=910-310[C]-80[Mn]-20[Cu]-15[Cr]-55[Ni]-80[Mo]+0,35(t-8) … (ii),
где символ каждого элемента в вышеприведенном уравнении (ii) означает содержание такого элемента в массовых процентах, а “t” означает толщину (мм) стального листа после завершения чистовой прокатки.
В том случае, если чистовую прокатку завершают в температурном диапазоне по меньшей мере от (точки Ar3 - 60°С) до максимум точки Ar3, реализуется двухфазная стальная структура. В результате сопротивление разрушению стального листа улучшается. В отличие от этого, в том случае, если температура при завершении чистовой прокатки (называемая ниже «температурой завершения чистовой прокатки») превышает точку Ar3, структура представляет собой аустенитную однофазную структуру даже при завершении чистовой прокатки, вызывая проблему избыточного роста аустенитных зерен на последующей стадии охлаждения. С другой стороны, в том случае, если температура завершения чистовой прокатки ниже, чем (точка Ar3 - 60°С), возникает проблема сегрегации Mn.
Не существует конкретных ограничений по обжатию при прокатке. Оно обычно составляет по меньшей мере от 60% до максимум 100%. В том случае, если степень обжатия при прокатке слишком высока, возникает проблема снижения эффективности прокатки.
(3) Охлаждение после чистовой прокатки
После завершения вышеописанной чистовой прокатки полученный стальной лист немедленно охлаждают со скоростью охлаждения по меньшей мере 10°С в секунду. Осуществляя такое быстрое охлаждение, подавляют диффузию легирующих элементов, таких как С и Р. В результате подавляется возникновение сегрегации и подавляется ухудшение стойкости к HIC.
Здесь «немедленно» означает примерно в течение одной секунды. По мере увеличения периода времени от завершения чистовой прокатки до начала охлаждения диффузия легирующих элементов во время этого периода прогрессирует и возникает проблема усиления сегрегации.
Не существует верхнего предела скорости охлаждения. В том случае, если скорость охлаждения становится слишком быстрой, нагрузка на оборудование становится слишком высокой. Поэтому, в общем, предпочтительным является верхний предел примерно 200°С в секунду.
Температура при завершении охлаждения составляет 400-600°С. В том случае, если температура при завершении охлаждения является слишком низкой, возникает проблема формирования твердой фазы, такой как мартенсит, в то время как если она слишком низкая, возникает проблема сегрегации, вызванная усилением диффузии легирующих элементов.
Не существует конкретных ограничений относительно способа охлаждения, однако обычно применяют охлаждение водой.
Стальная труба, сформированная любым соответствующим способом формования труб из стального листа согласно настоящему изобретению, изготовленным вышеописанным способом, проявляет высокую прочность, превосходное сопротивление разрушению и индуцированному водородом растрескиванию. Поэтому она может быть использована в качестве магистральной трубы.
Не существует конкретных ограничений по толщине стальной полосы согласно настоящему изобретению, однако целью настоящего изобретения является так зазываемая толстая пластина (а именно пластина толщиной более 6 мм). Предпочтительная толщина составляет по меньшей мере 15 мм, а более предпочтительно - по меньшей мере 25 мм. Не существует конкретных верхних ограничений по толщине пластины, однако в целом она составляет примерно 40 мм. Стальная труба, изготовленная из пластины толщиной по меньшей мере 25 мм, обычно представляет собой бесшовную стальную трубу или стальную трубу UOE.
Примеры
Далее следует более конкретное разъяснение настоящего изобретения со ссылкой на примеры.
Расплавленные стали, имеющие химический состав, показанный в таблице 1, были подвергнуты непрерывному литью со скоростью литья 0,6-1,0 м/мин с использованием установки непрерывной разливки вертикального типа с изгибом для слябов толщиной 300 мм и шириной 1300-2300 мм для получения непрерывно литых слябов. Символ «-» в таблице означает, что соответствующий легирующий элемент не был добавлен, поэтому его содержание находится на уровне загрязняющей примеси.
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Сравнительный)
(Сравнительный)
(Сравнительный)
(Сравнительный)
Полученные слябы нагревают до температуры, показанной в таблице 2, и выдерживают в течение 300 минут при этой температуре, и после завершения такого нагревания и выдерживания слябы подвергают горячей прокатке с температурами при завершении чистового нагревания, показанными в таблице 2, в виде температур доводки. Степень обжатия при прокатке составляет по меньшей мере от 70% до максимум 100%. После завершения прокатки немедленно осуществляют охлаждение водой со скоростью охлаждения по меньшей мере от 10°С в секунду до максимум 40°С в секунду до температурного диапазона, составляющего по меньшей мере от 400°С до максимум 600°С. Затем листам позволяют остыть до комнатной температуры. Толщина каждого стального листа после завершения прокатки показана в таблице 2.
Полученные стальные листы разрезают в направлении, перпендикулярном направлению прокатки, и отбирают образцы для испытаний для оценки стойкости к HIC, оценки сопротивления разрушению, измерения прочности на растяжение и измерения степени сегрегации. Образцы для испытаний отбирают таким образом, чтобы поперечное сечение представляло собой участок для измерений и, таким образом, чтобы они включали центральную часть в направлении толщины стальных листов с тем, чтобы можно было убедиться в эффекте центральной сегрегации.
Оценку стойкости к HIC, оценку сопротивления разрушению, измерение прочности на растяжение (TS) и измерение степени сегрегации осуществляют, используя полученные образцы для испытаний.
При оценке стойкости к HIC образец погружают на 96 часов в водный раствор уксусной кислоты (25°С), который содержит 5% NaCl, имеющую рН 4,0 и насыщенную газом, имеющим парциальное давление H2S 0,01×105 Па (остаток азота), а затем измеряют соотношение площади растрескивания (CAR) образца. Образцы, имеющие CAR максимум 5%, считаются удовлетворительными.
Сопротивления разрушению оценивают, осуществляя испытание DWTT при -35°С. Определяют разрушенную поверхность и измеряют процентную величину вязкого излома. Случаи, в которых процентная величина вязкого излома составляет по меньшей мере 85% считаются удовлетворительными.
Прочность на растяжение по меньшей мере 520 МПа считается удовлетворительной.
Степень сегрегации Nb и Mn измеряют вышеописанным способом с использованием прибора L-ICP (модель ICPV-1017, изготовленная Shimadzu Corporation). Участок измерения составляет 10 мм и захватывает участок центральной сегрегации. Измерения проводят в 100 точках, при этом участок измерения в каждой точке измерения представляет собой круг диаметром 1 мм. Степень сегрегации Nb менее 1,6 считается удовлетворительной и степень сегрегации Mn менее 1,4 считается удовлетворительной.
Был использован следующий способ оценки стальной структуры. Центральную точку поперечного сечения в направлении, перпендикулярном направлению прокатки, исследуют при 500-кратном увеличении с использованием сканирующего электронного микроскопа и идентифицируют фазы, составляющие структуру. Осуществляют обработку изображения, полученного в результате такого исследования, чтобы определить процентную величину площади бейнита.
Результаты оценки показаны в таблице 2. В таблице 1 и таблице 2 подчеркнутые величины химического состава, условий производства и свойств стального листа представляют собой величины, выходящие за рамки объема настоящего изобретения.
(%)
(MPa)
SA
(%)
(Согласно настоящему изобретению)
феррит+
перлит
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Согласно настоящему изобретению)
(Сравнительный)
(Сравнительный)
феррит
(Сравнительный)
феррит+
перлит
(Сравнительный)
Что касается стальных листов согласно настоящему изобретению, показанных как примеры 1-7, были получены удовлетворительные результаты, согласно которым как сопротивление разрушению, так и стойкости к HIC являются высокими при прочности по меньшей мере 520 МПа.
Что касается стального листа из примера 8, который представляет собой сравнительный материал, то поскольку температура нагревания сляба была слишком высокой, диаметр аустенитных зерен увеличился и сопротивление разрушению ухудшилось.
Что касается стального листа из примера 9, который представляет собой сравнительный материал, то поскольку температура при завершении чистовой прокатки была слишком высокой, диаметр аустенитных зерен увеличился и сопротивление разрушению ухудшилось.
Что касается стальных листов из примеров 10 и 11, которые представляют собой сравнительные материалы, содержание Nb и Ti является слишком высоким. В результате повышается степень сегрегации и развивается HIC.
Изобретение относится к области металлургии, а именно к получению высокопрочного стального листа. Лист выполнен из стали, содержащей, в мас.%: С 0,02-0,07, Si 0,05-0,50, Mn 1,10-1,60, P максимум 0,015, S максимум 0,0030, Nb 0,005-0,030, Ti 0,005-0,020, Al 0,005-0,060, Ca 0,0005-0,0060, N 0,0015-0,0070, по меньшей мере один из таких элементов, как Cu, Ni, Cr и Mo, в общем количестве от более чем 0,1% до менее чем 1,5%, а остальное - Fe и неизбежные примеси. Структура стали состоит по меньшей мере из 10%, по площади, бейнита, остальное - феррит и перлит. Степень сегрегации составляет менее чем 1,6 для Nb и менее чем 1,4 для Mn в центральной части по толщине стального листа. Получаемые листы обладают стойкость к разрушению и стойкостью к индуцированному водородом растрескиванию. 2 н. и 1 з.п. ф-лы, 1 ил., 2 табл., 1 пр.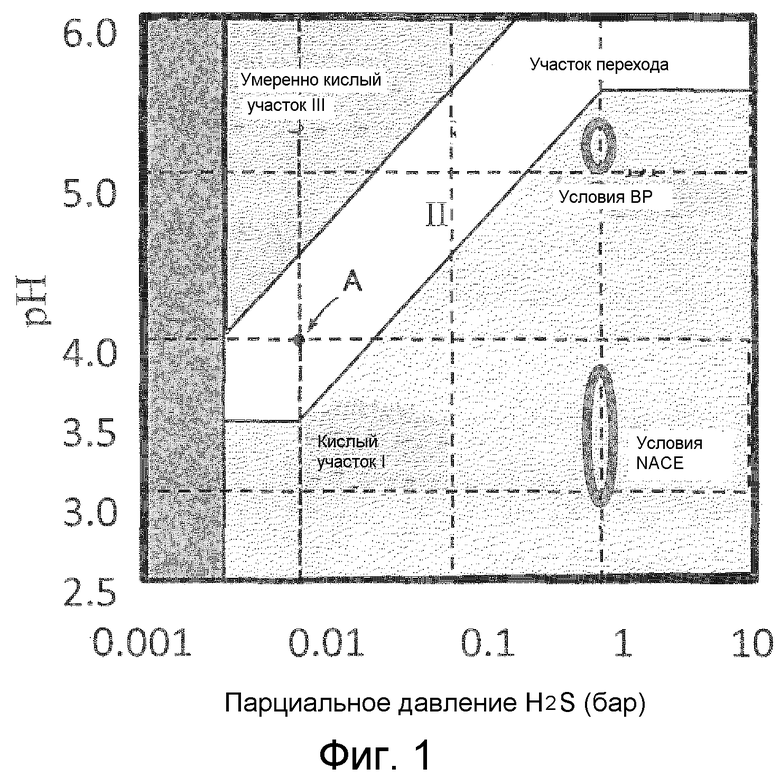
1. Высокопрочный стальной лист, обладающий сопротивлением разрушению и стойкостью к индуцированному водородом растрескиванию, характеризующийся тем, что сталь имеет химический состав, содержащий, в мас.%:
С: от 0,02% до 0,07%
Si: от 0,05% до 0,50%
Mn: от 1,10% до 1,60%
P: максимум 0,015%
S: максимум 0,0030%
Nb: от 0,005% до 0,030%
Ti: от 0,005% до 0,020%
Al: от 0,005% до 0,060%
Ca: от 0,0005% до 0,0060%
N: от 0,0015% до 0,0070%
по меньшей мере один элемент, выбранный из Cu, Ni, Cr и Mo, в общем количестве, составляющем от более чем 0,1% до менее чем 1,5%, остальное - Fe и неизбежные примеси;
при этом структура стали включает по меньшей мере 10%, по площади, бейнита, остальное - феррит и перлит;
степень сегрегации Nb менее чем 1,60 и степень сегрегации Mn менее чем 1,40 в центре по толщине стального листа;
величина площади трещинообразования, измеренная после погружения на 96 часов в водный раствор уксусной кислоты (25°С) с рН 4,0, который содержит 5% хлорид натрия и имеет парциальное давление H2S насыщения (PH2S) 0,01×105 Ра, составляет максимум 5,0%,
при этом стальной лист имеет толщину от 6 мм до 40 мм и
процентную величину вязкого излома в испытании на разрыв падающим грузом (DWTT), проводимом при -30°С на стальном листе, по меньшей мере 85%.
2. Высокопрочный стальной лист по п.1, в котором сталь дополнительно содержит V: максимум 0,10 мас.%.
3. Способ производства высокопрочного стального листа по п.1 или 2, характеризующийся тем, что
нагревают сляб, имеющий химический состав, указанный в п.1 или 2, до температуры нагрева Т (°С), удовлетворяющей следующему уравнению (i);
выполняют горячую прокатку нагретого сляба, причем температура завершения чистовой прокатки лежит в диапазоне по меньшей мере от (Ar3 - 60°С) до максимум Ar3, с получением стального листа, где Ar3 (°С) рассчитывают по уравнению (ii), и
проводят немедленное охлаждение полученного стального листа со скоростью охлаждения по меньшей мере 10°С в секунду до температуры в диапазоне 400-600°С, при которой заканчивают охлаждение, причем упомянутые уравнения (i) и (ii) представляют собой:
6770/(2,26-log[Nb][C])-73>T≥6770/(2,26-log[Nb][C])-273 (i)
Ar3=910-310[C]-80[Mn]-20[Cu]-15[Cr]-55[Ni]-80[Mo]+0,35(t-8) (ii),
где символы элементов означают содержание (мас.%) указанных элементов, а t - толщина (мм) стального листа после завершения чистовой прокатки.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ВЫСОКОПРОЧНАЯ ЛИСТОВАЯ СТАЛЬ С ОТЛИЧНОЙ ДЕФОРМИРУЕМОСТЬЮ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2322518C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2009 |
|
RU2393236C1 |
| Способ получения органических соединений путем каталитического восстановления окислов углерода | 1927 |
|
SU13145A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

