Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочному стальному листу для трубопроводов, используемых для транспортировки сырой нефти, природного газа или тому подобного и обладающих превосходным сопротивлением водородному растрескиванию (далее именуемым «HIC-сопротивление»), и к стальной трубе для трубопроводов, изготавливаемой из стального листа; и относится к стальному листу и стальной трубе для трубопроводов, в особенности подходящей для трубопроводов, с толщиной трубы, по меньшей мере, 20 мм, которые должны иметь превосходное HIC-сопротивление.
Уровень техники
В общем, трубопроводы изготавливают посредством формования стального листа, изготавливаемого на листопрокатных станах или станах для горячей прокатки, с помощью UOE-процесса формования, процесса формования посредством гибки, профилирования и т.д. Трубопроводы для транспортировки сероводородсодержащей сырой нефти или природного газа (далее они могут именоваться как «трубопроводы для транспортировки кислого газа)» должны удовлетворять требованиям к так называемому сопротивлению сернистой (кислой) среды, как например, сопротивление водородному растрескиванию (HIC-сопротивление), сопротивление коррозионному растрескиванию под напряжением (SCC-сопротивление) и т.п., помимо требований к прочности, вязкости и свариваемости. Водородное растрескивание (далее именуемое «HIC») стали представляет собой следующее: ионы водорода в результате коррозионной реакции прилипают к поверхности стали и распространяются внутрь стали в виде атомарного водорода, затем диффундируют и скапливаются вокруг неметаллических включений, например, MnS и подобных включений, или твердой второй фазы в стали и затем образуют газообразный водород, тем самым вызывая растрескивание стали в результате действия внутреннего давления.
До настоящего времени для предотвращения такого водородного растрескивания было предложено несколько способов. Например, JP-A 54-110119 предлагает способ уменьшения содержания S в стали и добавления в сталь соответствующего количества Са, РЗМ (редкоземельный металл) или тому подобного с целью предотвратить образование широко распространяющегося MnS и преобразовать форму в мелкодисперсные сферические включения CaS. Соответственно, снижается концентрация напряжений, создаваемая сернистыми включениями, и предотвращается зарождение и распространение трещин, что тем самым повышает HIC-сопротивление стали.
JP-A 61-60866 и JP-A 61-165207 предлагают способ уменьшения осевой ликвации за счет снижения содержания элементов, имеющих высокую склонность к ликвации (C, Mn, P и т.д.), или за счет термообработки с выдержкой при определенной температуре в процессе нагрева листовой заготовки и изменения микроструктуры стали до бейнитной фазы за счет ускоренного охлаждения после горячей прокатки. Соответственно, можно предотвратить образование мартенсита в виде островков (состав М-А), который является исходной точкой растрескивания в зоне осевой ликвации, а также образование твердой структуры, как например, мартенсит или нечто подобное, что является траекторией распространения трещин. JP-A 5-255747 предлагает формулу углеродного эквивалента, основанную на коэффициенте ликвации, и предлагает способ предотвращения растрескивания в зоне осевой ликвации за счет его регулировки до заданного или меньшего уровня.
Далее, в качестве мер противодействия растрескиванию в зоне осевой ликвации JP-А 2002-363689 предлагает способ определения степени ликвации Nb и Mn в зоне осевой ликвации, которая не должна быть выше заданного уровня, JP-A 2006-63351 предлагает способ определения размера включения, являющегося исходной точкой HIC, и твердости зоны осевой ликвации.
Однако в современных трубопроводах для транспортировки кислого газа увеличивается использование толстостенных труб, имеющих толщину стенки, по меньшей мере, 20 мм; и в таких толстостенных трубах количество добавляемых легирующих элементов должно быть увеличено для обеспечения прочности труб. В этом случае, даже когда предотвращается образование MnS или улучшается микроструктура зоны осевой ликвации по вышеуказанным существующим способам, твердость зоны осевой ликвации может увеличиваться и может иметь место HIC из-за присутствия карбонитрида Nb. Растрескивание из-за присутствия карбонитрида Nb имеет незначительный коэффициент длины водородных трещин и поэтому до настоящего времени он специально не рассматривался как проблема в традиционных требованиях к HIC-сопротивлению; однако, в последнее время потребовалось дополнительно увеличить HIC-сопротивление и возникла необходимость предотвратить HIC из-за присутствия карбонитрида Nb.
Способ уменьшения размера карбонитрида, содержащего Nb, до крайне незначительного размера 5 мкм и менее, как описано в JP-A 2006-63351, может быть эффективным для предотвращения HIC в зоне осевой ликвации. Однако, фактически, крупный карбонитид Nb может образовываться в окончательно затвердевшей зоне при литье слитков или непрерывном литье; и с учетом вышеупомянутых более жестких требований к HIC-сопротивлению материал зоны осевой ликвации должен крайне строго контролироваться для предотвращения зарождения HIC и для предотвращения распространения растрескивания из-за присутствия карбонитида Nb, который может образовываться с некоторой периодичностью. В качестве способа контроля материала зоны осевой ликвации упоминается формула углеродного эквивалента, предлагаемая в JP-А 5-255747, в которой принимается в расчет коэффициент ликвации. Однако, поскольку коэффициент ликвации получают экспериментально с помощью анализа, используя микроанализатор с электронным зондом, он может быть получен только как среднее значение в пределах диапазона измерений размера пятна, например, приблизительно 10 мкм или около этого; и это не является способом, обеспечивающим точную оценку концентрации зоны осевой ликвации.
Соответственно, задача настоящего изобретения состоит в том, чтобы решить приведенные выше проблемы по существующему уровню техники и предложить стальной лист для высокопрочных трубопроводов, имеющий превосходное HIC-сопротивление, в частности, стальной лист для высокопрочных трубопроводов для транспортировки кислого газа, имеющий превосходное HIC-сопротивление, в достаточной степени удовлетворяющее жестким требованиям к HIC-сопротивлению, необходимому для трубопроводов для транспортировки кислого газа с толщиной стенки 20 мм и более.
Другая задача настоящего изобретения состоит в том, чтобы предложить стальную трубу для трубопроводов, которая образована из высокопрочного стального листа для трубопроводов, имеющего такие превосходные характеристики.
Стальная труба, к которой относится настоящее изобретение, представляет собой стальную трубу сорта Х65 или выше по API (имеющую предел текучести, по меньшей мере, 65 ksi и, по меньшей, мере, 450 МПа) и высокопрочную стальную трубу, имеющую предел прочности на растяжение, по меньшей мере, 535 МПа.
Раскрытие изобретения
Сущность изобретения заключается в следующем:
1. Стальной лист для трубопроводов, содержащий в % по массе С: 0,02-0,06%, Si: 0,5% и менее, Mn: 0,8-1,6%, P: 0,008% и менее. S: 0,008% и менее, А1; 0,08% и менее, Nb: 0,005-0,035%, Ti: 0,005-0,025% и Ca: 0,0005-0,0035%, остальное - Fe и неизбежные примеси, который имеет, как показано в следующей формуле, значение СР 0,95 или менее и значение Ceq 0,30 или более:
CP=4,46С(%)+2,37Mn(%)/6+{1,18Cr(%)+1,95Mo(%)+1,74V(%)}/5+{1,74Cu(%)+1,7Ni(%)}/15+22,36P(%),
Ceq=C(%)+Mn(%)/6+{Cr(%)+Mo(%)+V(%)}/5+{Cu(%)+Ni(%)}/15.
2. Стальной лист для трубопроводов из вышеприведенного п.1, который дополнительно содержит в % по массе, один или несколько элементов из Cu: 0,5% или менее, Ni: 1% или менее, Cr: 0,5% или менее, Mo: 0,5% или менее и V: 0,1% или менее.
3. Стальной лист для трубопроводов из вышеприведенных п.п.1 или 2, в котором твердость зоны осевой ликвации составляет HV 250 или менее, и длина карбонитрида Nb в зоне осевой ликвации составляет, самое большее 20 мкм или менее.
4. Стальной лист для трубопроводов по любому из вышеприведенных п.п.1-3, в котором микроструктура стального листа имеет бейнитную фазу 75% или более в качестве объемной долевой концентрации.
5. Стальная труба для трубопроводов, изготовленная посредством придания стальному листу по любому из вышеприведенных п.п.1-4, трубчатой формы за счет холодного формования с последующей шовной сваркой стыкующихся частей.
Стальной лист и стальная труба для трубопроводов по изобретению имеют превосходное HIC-сопротивление и могут в достаточной степени удовлетворять жестким требованиям к HIC-сопротивлению, особо необходимому для трубопроводов с толщиной стенки 20 мм или более.
Краткое описание чертежей
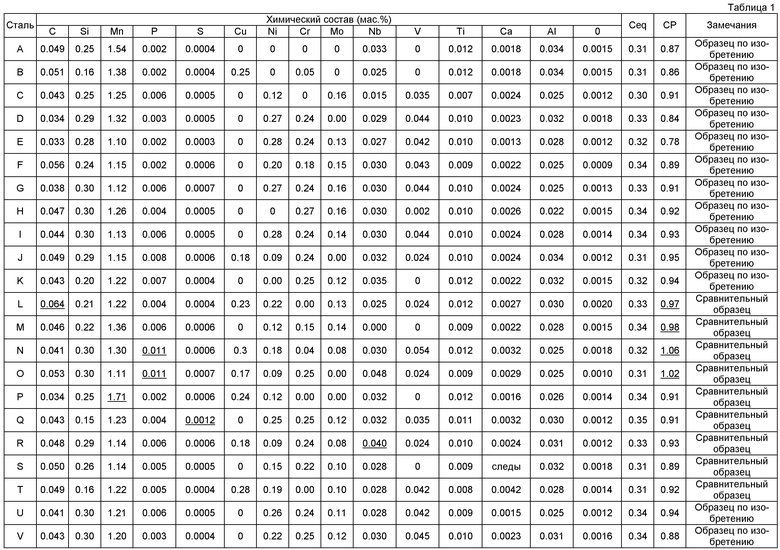
Фиг.1 - график, показывающий взаимосвязь между твердостью зоны осевой ликвации и коэффициентом площади трещин во время HIC-испытаний стального листа, имеющего MnS или карбонитрид Nb, образованные в зоне осевой ликвации.
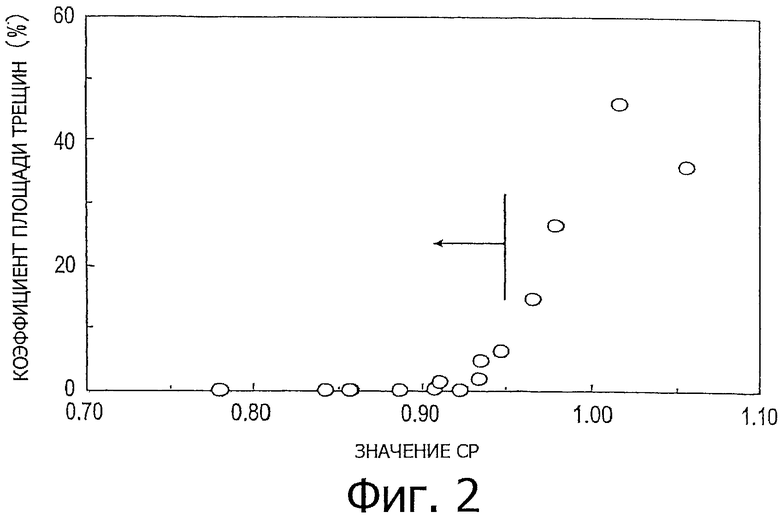
Фиг.2 - график, показывающий взаимосвязь между значением СР стального листа и коэффициентом площади трещин во время HIC-испытаний.
Лучшие примеры осуществления изобретения
Авторы настоящего изобретения подробно исследовали возникновение растрескивания и характер его распространения во время HIC-испытаний с точки зрения зарождения растрескивания и микроструктуру зоны осевой ликвации и в результате получили следующие данные.
Во-первых, для предотвращения растрескивания в зоне осевой ликвации необходимо соответствующее свойство материала зоны осевой ликвации согласно типу включения, которое является исходной точкой растрескивания. Фиг.1 показывает первый пример результата HIC-испытаний (способ испытания является таким же, как в примерах, приведенных ниже) стального листа, имеющего MnS и карбонитрид Nb, образованные в зоне осевой ликвации. В соответствии с этим известно, что в случае, когда MnS присутствует в зоне осевой ликвации, коэффициент площади трещин увеличивается даже при низкой твердости и, поэтому крайне важно контролировать рост содержания MnS. Однако даже когда образование MnS можно было бы предотвратить в случае, где зона осевой ликвации содержит карбонитрид Nb, и когда твердость выше заданного уровня (в этом случае твердость по Виккерсу, HV 250), во время HIC-испытания имеет место растрескивание.
Для решения этой проблемы необходимо строго контролировать химический состав стального листа и контролировать твердость зоны осевой ликвации, которая не должна быть выше заданного уровня (предпочтительно, не более HV 250). Авторы настоящего изобретения выполнили термодинамический анализ характера распределения (или характера сосредоточения) химического состава в зоне осевой ликвации и вывели коэффициент ликвации отдельных легирующих элементов. Коэффициент ликвации получен согласно следующему процессу. Во-первых, в окончательно затвердевшей зоне во время литья образуется раковина (или пустоты) из-за усадки или выпучивании при затвердевании; и находящаяся снаружи обогащенная сталь перетекает в раковину и образует пятна ликвации с обогащенным составом. Далее, процесс затвердевания пятен ликвации включает в себя изменение состава на границе затвердевания на основе коэффициента распределения термодинамического равновесия и, следовательно, может быть термодинамически определена концентрация окончательно образованной зоны ликвации. Используя коэффициент ликвации, полученный с помощью вышеуказанного термодинамического анализа, получают значение СР, соответствующее формуле углеродного эквивалента в зоне осевой ликвации, представленной с помощью нижеследующей формулы. Авторы изобретения выяснили, что когда значение СР контролируется так, чтобы оно не превышало заданный уровень, твердость зоны осевой ликвации тем самым может контролироваться так, чтобы она не превышала критическую твердость, вызывающую растрескивание. Фиг.2 показывает взаимосвязь между значением СР, представленным следующей ниже формулой, и коэффициентом площади трещин во время HIC-испытания (способ испытания является таким же, как в примерах, приведенных ниже), В соответствии с этим известно, что когда значение СР увеличивается, коэффициент площади трещин быстро увеличивается, но HIC-растрескивание может быть уменьшено за счет контроля значения СР, которое не должно превышать заданный уровень.
CP=4,46С(%)+2,37Mn((%)/6+{1,18Cr(%)+1,95Mo(%)+1,74V(%)}/5+{1,74Cu(%)+1,7Ni(%)}/15+22,36P(%).
Помимо этого, когда размер карбонитрида Nb, который является исходной точкой растрескивания во время HIC-испытаний, контролируется таким образом, чтобы он не превышал заданный уровень, и, кроме того, когда микроструктура главным образом состоит из высокодисперсного бейнита, распространение растрескивания может быть предотвращено; и в комбинации с вышеуказанными мерами противодействия может быть стабильно получено еще более высокое HIC-сопротивление.
Подробные характеристики стального листа для трубопроводов по изобретению описаны ниже.
Во-первых, ниже описана причина определения химического состава по изобретению. Процент %, указывающий содержание элемента в составе, во всех случаях является «массовым %».
- С: 0,02-0,06%;
С является наиболее эффективным элементом для увеличения прочности стального листа, получаемой за счет ускоренного охлаждения. Однако, если содержание С меньше 0,02%, достаточная прочность не может быть обеспечена; но, с другой стороны, при содержании углерода более 0,06% могут ухудшиться вязкость и HIC-сопротивление. Соответственно, содержание С составляет 0,02-0,06%.
- Si: 0,5% или менее:
Si добавляют для раскисления во время процесса изготовления стали; однако, если содержание Si превышает 0,5%, вязкость и свариваемость будут ухудшаться. Соответственно, содержание Si составляет 0,5% или менее. С учетом вышесказанного наиболее предпочтительное содержание Si составляет 0,3% или менее.
- Mn: 0,8-1,6%:
Mn добавляют для увеличения прочности и вязкости стали; но при содержании Mn менее 0,8% его эффективность будет недостаточной, однако, если содержание Mn превышает 1,6%, могут ухудшиться свариваемость и HIC-сопротивление. Соответственно, содержание Mn составляет 0,8-1,6%. С учетом вышесказанного наиболее предпочтительное содержание Mn составляет 0,8-1,3%.
- P: 0,008% или менее:
P является элементом, относящимся к неизбежным примесям, и увеличивает твердость зоны осевой ликвации, что ухудшает HIC-сопротивление. Эта тенденция становится заметной, когда содержание Р превышает 0,008%. Соответственно, содержание P составляет 0,008% или менее. С учетом вышесказанного наиболее предпочтительное содержание P составляет 0,006% или менее.
- S: 0,0008% или менее:
S обычно образует в стали включение MnS, но добавление Ca приводит к регулированию морфологии включений и переходу от включения MnS к включению CaS. Однако если содержание S будет слишком большим, содержание включения CaS может увеличиться и в высокопрочном материале это может стать исходной точкой растрескивания. Эта тенденция становится заметной, когда содержание S превышает 0,0008%. Соответственно, содержание S составляет 0,0008% или менее.
- Al: 0,08% и менее:
Al добавляют в качестве раскисляющего агента в процессе производства стали. Если содержание Al превышает 0,08%. может ухудшиться чистота и понизиться пластичность. Соответственно, содержание Al составляет 0,08% или менее. Более предпочтительно оно составляет 0,06% или менее.
- Nb: 0,005-0,035%:
Nb является элементом, который предотвращает рост зерна при прокатке листа, тем самым увеличивая вязкость благодаря образованию мелких зерен, и это улучшает закаливаемость стали и повышает прочность после ускоренного охлаждения. Однако при содержании Nb составляет менее 0,005%, его эффект оказывается недостаточным; но, с другой стороны, при содержании Nb более 0,035% может ухудшиться не только вязкость в зоне термического влияния вблизи сварного шва, но также может образовываться карбонитрид Nb, снижая тем самым HIC-сопротивление. В частности, в окончательно затвердевшей зоне в процессе литья легирующие элементы обогащаются, и скорость охлаждения является медленной, и поэтому карбонитрид Nb может легко образовываться в зоне осевой ликвации. Карбонитрид Nb остается даже в прокатанном стальном листе, и во время HIC-испытания стальной лист может растрескиваться из-за присутствия карбонитрида Nb. На размер карбонитрида Nb в зоне осевой ликвации влияет содержание добавленного Nb и поэтому, если определено, что верхний предел содержания добавляемого Nb составляет не более 0,035%, размер может контролироваться и не будет превышать 20 мкм. Соответственно, содержание Nb составляет 0,005-0,035%. С учетом вышесказанного наиболее предпочтительное содержание Nb составляет 0,010-0,030%.
- Ti: 0,005-0,025%:
Ti образует TiN и поэтому предотвращает рост зерна при нагреве плоской заготовки, и, помимо этого, он предотвращает рост зерна в зоне термического влияния вблизи сварного шва, тем самым увеличивая вязкость, благодаря мелкой микроструктуре основного металла и зоны термического влияния вблизи сварного шва. Однако при содержании Ti менее 0,005% его эффективность будет недостаточной, но, с другой стороны, если содержание Ti превышает 0,025%, может понизиться вязкость. Соответственно, содержание Ti составляет 0,005-0,025%. С учетом вышесказанного наиболее предпочтительное содержание Ti составляет 0,005-0,018%.
- Ca: 0,0005-0,0035%:
Ca является элементом, эффективным для управления морфологией включений серы и тем самым повышает пластичность и HIC-сопротивление; но если содержание Ca будет меньше 0,0005%, его эффект будет недостаточным, однако, с другой стороны, даже когда Ca добавляется в таком количестве, что его содержание составляет более 0,0035%, его влияние может быть интенсивным, но вязкость может уменьшиться из-за ухудшения чистоты и, в таком случае, дополнительно в стали может увеличиться содержание окисла на основе Ca, и в результате сталь может растрескиваться, и это приводит к тому, что HIC-сопротивление также может понизиться. Соответственно, содержание Ca составляет 0,0005-0,0035%. С учетом вышесказанного предпочтительное содержание Ca составляет 0,0010-0,0030%.
Стальной лист по изобретению может дополнительно содержать один или несколько элементов, выбранных из Cu, Ni, Cr, Mo и V в диапазоне, указанном ниже.
- Cu: 0,5% или менее:
Cu является элементом, эффективным для улучшения вязкости и повышения прочности; но для достижения эффекта его содержание предпочтительно должно составлять, по меньшей мере, 0,02%. Однако при содержании Cu более 0,5% может ухудшиться свариваемость. Соответственно, при добавлении Cu ее содержание должно составлять 0,5% или менее. С учетом вышесказанного наиболее предпочтительное содержание Cu составляет 0,3% или менее.
- Ni: 1% или менее:
Ni является элементом, эффективным для улучшения вязкости и повышения прочности; но для достижения эффекта его содержание предпочтительно должно составлять 0,02% или более. Однако при содержании Ni более 1,0% может ухудшиться свариваемость. Соответственно, при добавлении Ni его содержание должно составлять 1,0% или менее. С учетом вышесказанного наиболее предпочтительное содержание Ni составляет 0,5% или менее.
- Cr: 0,5% или менее:
Cr является элементом, эффективным для улучшения закаливаемости и повышения прочности; но для достижения эффекта его содержание предпочтительно должно составлять 0,02% или более. Однако при содержании Cr более 0,5% может ухудшиться свариваемость. Соответственно, при добавлении Cr его содержание должно составлять 0,5% или менее. С учетом вышесказанного наиболее предпочтительное содержание Cr составляет 0,3% или менее.
- Mo: 0,5% или менее:
Mo является элементом, эффективным для улучшения вязкости и повышения прочности; но для достижения эффекта его содержание предпочтительно должно составлять 0,02% или более. Однако при содержании Mo более 0,5% может ухудшиться свариваемость. Соответственно, при добавлении Mo его содержание должно составлять 0,5% или менее. С учетом вышесказанного наиболее предпочтительное содержание Mo составляет 0,3% или менее.
- V: 0,1% или менее:
V является элементом, повышающим прочность без ухудшения вязкости; но для достижения эффекта его содержание предпочтительно должно составлять 0,01% или более. Однако при содержании V более 0,1% может ухудшиться свариваемость. Соответственно, при добавлении V его содержание должно составлять 0,1% или менее. С учетом вышесказанного наиболее предпочтительное содержание V составляет 0,05% или менее.
Остальное в стальном листе по изобретению составляют Fe и неизбежные примеси.
По изобретению определяются значение СР и значение Ceq, представленные следующей формулой:
- Значение CP: 0,95 или менее:
CP=4,46С(%)+2,37Mn(%)/6+{1,18Cr(%)+1,95Mo(%)+1,74V(%)}/5+{1,74Cu(%)+1,7Ni(%)}/15+22,36P(%).
Здесь С(%), Mn(%), Cr(%), Mo(%), V(%), Cu(%), Ni(%) и P(%) - содержание соответствующих элементов.
Вышеуказанная формула, относящаяся к значению СР, является формулой, составленной для оценки материала зоны осевой ликвации, исходя из содержания соответствующих легирующих элементов; и в случае, если значение СР будет выше, концентрация зоны осевой ликвации будет выше, и повышается твердость зоны осевой ликвации. Как показано на фиг.2, если значение СР составляет 0,95 или менее, твердость зоны осевой ликвации может быть достаточно невысокой (предпочтительно HV 250 или ниже) и тем самым можно предотвратить растрескивание во время HIC-испытания. Соответственно, определяется, что значение СР составляет 0,95 или менее. Кроме того, если значение СР уменьшается, твердость зоны осевой ликвации снижается и, следовательно, в случае, когда требуется увеличение HIC-сопротивления, значение СР составляет 0,92 или менее. Кроме того, если значение СР будет меньше, твердость зоны осевой ликвации будет снижаться и HIC-сопротивление увеличивается и, следовательно, самый низкий предел значения СР не определяется. Однако для получения соответствующей твердости значение СР предпочтительно составляет 0,60 или более.
- Значение Ceq: 0,030 или более:
Ceq=C(%)+Mn(%)/6+{Cr(%)+Mo(%)+V(%)}/5+{Cu(%)+Ni(%)}/15.
Ceq является углеродным эквивалентом стали и это является показателем закаливаемости. При более высоком значении Ceq прочность стали будет выше.
Специальная задача изобретения состоит в том, чтобы повысить HIC-сопротивление толстостенных трубопроводов для транспортировки кислого газа, имеющих толщину толстой стенки 20 мм и более; для изготовления толстостенных трубопроводов, имеющих достаточную твердость, значение Ceq должно составлять 0,30 или более. Соответственно, значение Ceq составляет 0,30 или более. При более высоком значении Ceq прочность может быть выше и, следовательно, можно изготавливать стальные трубы, имеющие более толстые стенки; однако при слишком высокой концентрации легирующих элементов также может увеличиваться твердость зоны осевой ликвации и HIC-сопротивление может снижаться. Следовательно, верхний предел значения Ceq предпочтительно составляет 0,42%.
Стальной лист и стальная труба по изобретению предпочтительно удовлетворяют следующим условиям в отношении твердости зоны осевой ликвации и карбонитида Nb, который является исходной точкой HIC.
- Твердость зоны осевой ликвации: твердость по Виккерсу, HV 250 и менее:
Как описано выше, механизм роста трещин при HIC состоит в том, что водород скапливается в стали вокруг включения и нечто подобного и вызывает растрескивание, и растрескивание распространяется вокруг включения и тем самым, служит причиной образования больших трещин. В этом случае зона осевой ликвации является местом, которое наиболее легко растрескивается, причем растрескивание легко распространяется; следовательно, при большей твердости зоны осевой ликвации растрескивание происходит более легко. В случае, когда твердость зоны осевой ликвации составляет HV 250 и ниже, и даже когда небольшое количество карбонитрида Nb может оставаться в зоне осевой ликвации, растрескивание вряд ли будет распространяться, и, следовательно, коэффициент площади трещин во время HIC-испытания может быть уменьшен. Однако, когда твердость зоны осевой ликвации выше HV 250, растрескивание может легко распространяться и, в частности, трещины, образуемые в карбонитриде Nb, легко распространяются. Соответственно, твердость зоны центральной ликвации предпочтительно составляет HV 250 или менее; и в случае, когда требуется значительное HIC-сопротивление, твердость зоны осевой ликвации должна быть дополнительно уменьшена, и в таком случае твердость зоны осевой ликвации предпочтительно составляет HV 230 или менее.
- Длина карбонитрида Nb в зоне осевой ликвации: 20 мкм или менее:
Карбонитрид Nb, образуемый в зоне осевой ликвации, является местом скапливания водорода во время HIC-испытания, и в этом месте могут зарождаться трещины. В этом случае, когда размер карбонитирида Nb будет больше, трещины могут легко распространяться, и даже, несмотря на то, что твердость зоны осевой ликвации не превышает HV 250, трещины могут распространяться. В случае, когда длина карбонитрида Nb составляет 20 мкм и менее, можно предотвратить распространение трещин, когда твердость зоны центральной ликвации не превышает HV 250. Соответственно, длина карбонитрида NB составляет 20 мкм или менее, предпочтительно 10 мкм или менее. Длина карбонитрида Nb означает максимальную длину зерна.
Изобретение по настоящей заявке особенно благоприятно использовать при изготовлении стальных листов для трубопроводов для транспортировки кислого газа, имеющих толщину стенки 20 мм или более. Это связано с тем, что, в общем, если толщина листа (толщина стенки трубопровода) составляет менее 20 мм, количество легирующего добавляемого элемента является небольшим и, следовательно, твердость зоны осевой ликвации может быть низкой, и в таком случае, стальной лист легко может иметь надлежащее HIC-сопротивление. В случае, когда стальные листы являются более толстыми, содержание легирующего элемента увеличивается и, таким образом, становится трудно понизить твердость зоны осевой ликвации в таких толстых листах; преимущества изобретения более эффективно могут быть проявлены особенно в отношении таких толстых листов, которые имеют толщину более 25 мм.
Стальные трубопроводы, к которым относится изобретение, представляют собой стальные трубы сорта Х65 или выше по API (имеющие предел текучести, по меньшей мере, 65 ksi и, по меньшей, мере, 450 МПа) и высокопрочные стальные трубы, имеющие предел прочности на растяжение, по меньшей мере 535 МПа.
Металлическая структура стального листа (и стальной трубы) по изобретению предпочтительно имеет бейнитную фазу 75% или более в качестве объемной долевой концентрации, более предпочтительно 90% или более. Бейнитная фаза является микроструктурой, имеющей превосходные прочность и вязкость, и в случае, когда объемная долевая концентрация составляет 75% или более, можно предупредить распространение растрескивания в стальном листе, и стальной лист может иметь высокую прочность и высокое HIC-сопротивление. С другой стороны, в микроструктуре, в которой объемная долевая концентрация бейнитной фазы является низкой, например, в смешанной структуре, состоящей из феррита, перлита, МА (мартенсита в виде островков), мартенсита или подобной микроструктуры и бейнитной фазы, распространение растрескивания на границе раздела фаз может активизироваться и тем самым может понизиться HIC-сопротивление. В случае, когда объемная долевая концентрация микроструктуры (феррит, перлит, мартенсит или тому подобное), за исключением бейнитной фазы, составляет менее 25%, понижение HIC-сопротивления может быть незначительным и, следовательно, объемная долевая концентрация бейнитной фазы предпочтительно составляет 75% или более; и с той же точки зрения, объемная долевая концентрация бейнитной фазы предпочтительно составляет 90% или более.
Стальной лист по изобретению характеризуется с точки зрения его химического состава, твердости зоны осевой ликвации и размера карбонитрида Nb, как указано выше, и, кроме того, определено, что его микроструктура является структурой, главным образом, бейнита и, соответственно, стальной лист может иметь превосходное HIC-сопротивление, даже когда он имеет большую толщину. Следовательно, стальной лист по изобретению можно производить по тому же способу изготовления, что и ранее. Однако для обеспечения не только HIC-сопротивления, но также и оптимальных прочности и вязкости, стальной лист предпочтительно изготавливается при условиях, указанных ниже:
- Температура нагрева плоской заготовки: 1000-1200°С:
В случае, когда температура нагрева плоской заготовки при горячей прокатке плоской заготовки составляет менее 1000°С, достаточная прочность не может быть обеспечена; но, с другой стороны, при температуре выше 1200°С вязкость и характеристика DWTT (характеристика при ударных испытаниях на разрыв) могут ухудшаться. Соответственно, температура нагрева плоской заготовки предпочтительно составляет 1000-1200°С.
Для получения высокой вязкости основного металла в процессе горячей прокатки температура завершения горячей прокатки предпочтительно является низкой, но эффективность прокатки может быть невысокой; следовательно, температура завершения горячей прокатки может быть определена как температура, подходящая для получения необходимых вязкости и эффективности прокатки основного металла. Для получения высокой вязкости основного металла степень обжатия в температурной зоне, где не происходит рекристаллизация, предпочтительно составляет, по меньшей мере, 60% или более.
После горячей прокатки ускоренное охлаждение предпочтительно применяется при следующих условиях.
- Температура стального листа в начале ускоренного охлаждения: не ниже чем (Ar3 - 10°С):
Ar3 является температурой превращения феррита, которая задается как Ar3(°С)=910-310С(%)-80Mn(%)-20Cu(%)-15Cr(%)-55Ni(%)-80Mo(%) на основании химического состава стали.
В случае, когда температура стального листа в начале ускоренного охлаждении является низкой, объемная долевая концентрация феррита перед ускоренным охлаждением является высокой и, в частности, в случае, когда температура ниже температуры Ar3 более чем на 10°С, может понизиться HIC-сопротивление. Кроме того, микроструктура стального листа не может обеспечить достаточную объемную долевую концентрацию бейнитной фазы (предпочтительно 75% или более). Соответственно, температура стального листа в начале ускоренного охлаждения предпочтительно должна быть не ниже чем (Ar3-10°С).
- Скорость охлаждения при ускоренном охлаждении: не ниже 5°С/с:
Скорость охлаждения при ускоренном охлаждении предпочтительно должна быть не ниже 5°С/с для стабильного получения достаточной прочности.
- Температура стального листа в момент прекращения ускоренного охлаждения: 250-600°С.
Ускоренное охлаждение является важным процессом для получения высокой прочности за счет превращения бейнита. Однако если температура стального листа в момент прекращения ускоренного охлаждения превышает 600°С, превращение бейнита может быть неполным и достаточная прочность не может быть получена. С другой стороны, если температура стали в момент прекращения ускоренного охлаждения будет ниже 250°С, может образовываться твердая структура, например, МА (мартенсит в виде островков), или нечто подобное, и в таком случае может не только легко понизиться HIC-сопротивление, но также твердость поверхности стального листа может быть слишком высокой, и может легко ухудшиться плоскостность стального листа, и может ухудшиться формуемость стального листа. Соответственно, температура стали в момент прекращения ускоренного охлаждения составляет 250-600°С.
Что касается вышеупомянутой температуры стального листа, то в случае, когда стальной лист имеет распределение температур в направлении толщины листа, температура стального листа является средней температурой в направлении толщины листа; однако в случае, когда распределение температуры в направлении толщины листа является относительно небольшим, температура поверхности стального листа может быть температурой стального листа. Сразу же после ускоренного охлаждения может иметь место различие в температурах между поверхностью и внутренней частью стального листа; различие в температурах вскоре может быть уменьшено за счет переноса тепла, и стальной лист может иметь равномерное распределение температур в направлении толщины листа. Соответственно, на основе температуры поверхности стального листа после гомогенизации в направлении толщины может быть определена температура стального листа в момент прекращения ускоренного охлаждения.
После ускоренного охлаждения стальной лист может быть помещен в охлажденном состоянии на воздухе, но в целях гомогенизации свойств материала внутри стального листа он может быть повторно нагрет в газовой пламенной печи или подвергнут индукционному нагреву.
Далее описывается стальная труба для трубопроводов по изобретению. Стальная труба для трубопроводов является стальной трубой, изготавливаемой формованием стального листа по изобретению, как описано выше, в трубчатую форму за счет холодного формования с последующей шовной сваркой стыкующихся частей.
Способ холодного формования может быть любым способом, в котором, в общем, стальному листу придается трубчатая форма с помощью UOE-процесса формования или гибки или тому подобного. Способ шовной сварки стыкующихся частей специально не определяется и может быть способом, с помощью которого можно обеспечить достаточную прочность соединения и вязкость соединения; но с учетом качества сварки и эффективности производства особо предпочтительной является дуговая сварка под флюсом. После шовной сварки соединяемых частей труба подвергается механическому расширению с целью снятия остаточных сварочных напряжений и улучшения круглости стальной трубы. В этом случае коэффициент механического расширения предпочтительно составляет 0,5-1,5% при условии, что может быть обеспечена заданная круглость стальной трубы и могут быть сняты остаточные напряжения.
Примеры
Листовые заготовки, имеющие химический состав, показанный в таблице 1 (стали А-V), были изготовлены с помощью процесса непрерывного литья; используя эти листовые заготовки, были получены толстые стальные листы толщиной 25,4 мм и 33 мм.
Нагретая листовая заготовка была подвергнута горячей прокатке и затем была подвергнута ускоренному охлаждению для получения заданной прочности. В этом случае температура нагрева плоской заготовки составляла 1050°С, температура при завершении прокатки составляла 840-800°С, и температура в начале ускоренного охлаждения составляла 800-760°С. Температура в момент прекращения ускоренного охлаждения составляла 450-550°С. Все полученные стальные листы удовлетворяли требованиям к прочности Х65 по API, и прочность на растяжение составляла 570-630 МПа. Что касается способности к растяжению стальных листов, то для определения прочности на растяжение во время испытания на растяжение в поперечном направлении прокатки был использован полнотолщинный испытуемый образец.
Для HIC-испытаний 6-9 образцы стального листа были взяты в различных местах и испытаны на HIC-сопротивление. HIC-сопротивление определяли следующим образом: испытуемый образец погружали на 96 часов в водный раствор, содержащий 5% NaCl+0,5 CH3COOH, насыщенный сероводородом и имеющий кислотность рН около 3 (обычный раствор по стандарту NACE), и затем проверяли всю поверхность испытуемого образца на наличие трещин с помощью ультразвуковой дефектоскопии, и испытуемый образец был оценен на основе коэффициента площади трещин (CAR). Один из испытуемых образцов 6-9 стального листа, имеющий наибольший коэффициент площади трещин, был взят в качестве образца с типовым коэффициентом площади трещин стального листа, и испытуемые образцы, имеющие коэффициент площади трещин не более 6%, рассматривались как удовлетворительные.
Твердость зоны осевой ликвации определяли следующим образом: поперечные разрезы в направлении толщины листа множества образцов, взятых из стального листа, были отполированы, затем слегка протравлены, и ту часть, где были видны линии ликвации, испытывали с помощью прибора для определения твердости по Виккерсу при нагрузке 50 г, и максимальное значение было взято в качестве значения твердости зоны осевой ликвации.
Длину карбонитрида Nb в зоне осевой ликвации определяли следующим образом: поверхность разрушения той части, где в образце во время HIC-испытания были обнаружены трещины, изучили с помощью электронного микроскопа и измерили максимальную длину зерен карбонитрида Nb в поверхности разрушения, и эта длина принята за длину карбонитрида Nb в зоне осевой ликвации. Образцы, получившие незначительные трещины во время HIC-испытания, были обработаны следующим образом: множественные поперечные разрезы образцов для HIC-испытания отполировали, затем слегка протравили, и ту часть, где были видны линии ликвации, исследовали на пространственное распределение элементов с помощью микроанализатора с электронным зондом (ЕРМА) для идентификации карбонитрида Nb, и была измерена максимальная длина зерен, которая была принята за длину карбонитрида Nb в зоне осевой ликвации. Что касается микроструктуры, то образцы были изучены с помощью оптического микроскопа в центральной части по толщине листа в положении t/4, и полученные таким образом фотоснимки были обработаны для измерения долевой концентрации бейнитной фазы. Долевая концентрация бейнита была измерена в 3-5 видах, и данные были усреднены для получения объемной долевой концентрации бейнитной фазы.
Результаты вышеописанного испытания и результаты измерений приведены в таблице 2.
В таблице 1 и таблице 2 все стальные листы (стали) №№A-K, U и V, которые являются образцами по изобретению, имели небольшой коэффициент площади трещин во время HIC-испытания и имели очень хорошее HIC-сопротивление.
В отличие от этого стальные листы (стали) L-О, которые являются сравнительными образцами, имеют значение СР больше 0,95, т.е. твердость зоны осевой ликвации является высокой, и эти образцы имеют высокий коэффициент площади трещин во время HIC-испытания и имеют неудовлетворительную характеристику HIC. Аналогичным образом, в стальных листах (в сталях) Р и Q содержание Mn или содержание S превышает диапазон по изобретению и, следовательно, в зоне осевой ликвации этих стальных листов образуется MnS; и, соответственно, стальные листы растрескиваются из-за наличия MnS и их HIC-сопротивление является низким. Также аналогичным образом в стальном листе (в стали) R содержание Nb превышает диапазон по изобретению и поэтому в зоне осевой ликвации стального листа образуется крупный карбонитрид Nb и, соответственно, HIC-сопротивление является низким, хотя значение CP и находится в пределах диапазона по изобретению. Аналогичным образом, в стальной лист (сталь) S не добавлялся Ca, поэтому этот лист не подвергался регулированию морфологии включений серы с помощью a, и, соответственно, HIC-сопротивление стального листа является низким. Аналогичным образом, в стальном листе (стали) Т содержание Ca превышает диапазон по изобретению, и поэтому содержание окиси Ca в стали увеличилось; и, соответственно, стальной лист растрескивался от исходного места, в котором содержалась окись, и HIC-сопротивление стального листа является низким.
Некоторые стальные листы, показанные в таблице 2, были сформованы в стальные трубы. В частности, стальной лист был подвергнут холодной прокатке по UOE-процессу формования для получения трубчатой формы, и стыкуемые части были сварены с помощью дуговой сварки под флюсом (шовной сварки) каждого слоя внутренней и наружной поверхностей, и затем они были обработаны с помощью механического расширения 1% в отношении изменения наружной периферии стальной трубы, в результате чего были получены стальные трубы, имеющие наружный диаметр 711 мм.
Изготовленные стальные трубы были испытаны во время такого же HIC-испытания, что и стальные листы, описанные выше. Результаты приведены в таблице 3. HIC-сопротивление было определено следующим образом: из одного испытуемого образца вырезали четвертую часть в направлении длины и исследовали поперечный разрез, и образец оценивался на основе коэффициента длины трещин (CLR) (среднее значение [общей длины/ширины трещин (20 мм) испытуемого образца]).
В таблице 3 трубы №1-10 и 18 и 19 являются стальными трубами по изобретению, коэффициент длины трещин во время HIC-испытания не превышает 10%, и стальные трубы имеют превосходное HIC-сопротивление. С другой стороны, все стальные трубы из сравнительных образцов №11-17 имеют низкое HIC-сопротивление.
Промышленная применимость
Как описано выше, по изобретению толстые стальные листы, имеющие толщину 20 мм и более, обладают превосходным HIC-сопротивлением и эти листы могут применяться для изготовления трубопроводов, которые должны удовлетворять современным требованиям более высокого HIC-сопротивления.
Изобретение может эффективно применяться для толстостенных труб, имеющих толщину стенки 20 мм или более; стальные трубы, имеющие увеличенную толщину стенки, требуют добавления легирующих элементов, и поэтому может оказаться сложным уменьшение твердости зоны осевой ликвации; соответственно, изобретение может продемонстрировать свой эффект при его использовании для изготовления толстых стальных листов толщиной более 25 мм.
ый образец
ый образец
ый образец
ый образец
ый образец
ый образец
ый образец
ый образец
ый образец
Изобретение относится к высокопрочному стальному листу для изготовления труб высокопрочных трубопроводов, используемых для транспортировки сероводородсодержащих сред. Лист выполнен из стали, содержащей, в мас.%: С: 0,02-0,06%, Si: 0,5% или менее, Mn: 0,8-1,6%, Р: 0,008% или менее, S: 0,0008% или менее, Al: 0,08% или менее, Nb: 0,005-0,035%, Ti: 0,005-0,025% и Са: 0,0005-0,0035%, остальное - Fe и неизбежные примеси. Сталь может дополнительно содержать один или несколько следующих элементов, в мас.%: Cu: 0,5% или
менее, Ni: 1% или
менее, Cr: 0,5% или
менее, Мо: 0,5% или
менее и
V: 0,1% или менее. Значение показателя CP, характеризующее твердость в зоне осевой ликвации, составляет 0,95 или менее, а значение углеродного эквивалента стали Ceq 0,30 или более, при этом CP и Ceq определяют по выражениям: CP=4,46С(%)+2,37Mn(%)/6+{ 1,18Cr(%)+1,95Мо(%)+1,74V(%)}/5+{1,74Cu(%)+1,7Ni(%)}/15+22,36P(%), a Ceq=C(%)+Mn(%)/6+{Cr(%)+Mo(%)+V(%)}/5+{Cu(%)+Ni(%)}/15. Изготовленные из листов трубопроводы обладают высоким сопротивлением водородному растрескиванию под напряжением. 5 н. и 4 з.п. ф-лы, 2 ил., 3 табл., 1 пр.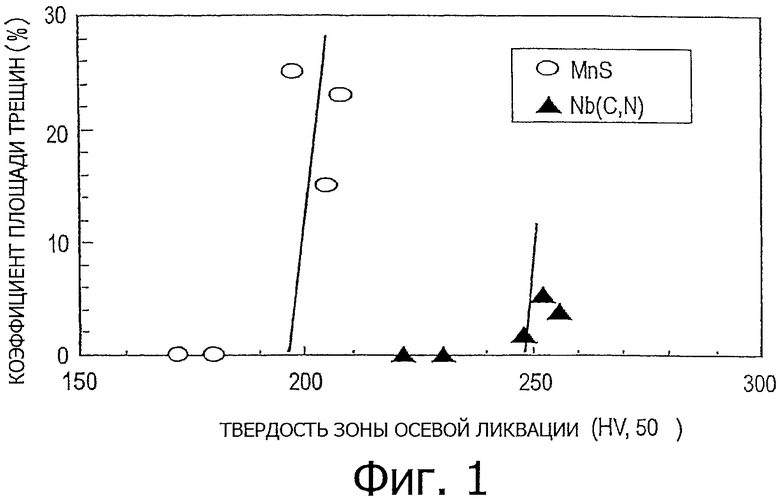
1. Стальной лист для изготовления трубопроводов, содержащий, мас.%:
который имеет значение CP, характеризующее твердость в зоне осевой ликвации, 0,95 или менее и значение углеродного эквивалента стали Ceq 0,30 или более, при этом CP и Ceq определяют по следующим формулам:
CP=4,46С(%)+2,37Mn(%)/6+{1,18Cr(%)+1,95Мо(%)+1,74V(%)}/5+{1,74Cu(%)+1,7Ni(%)}/15+22,36Р(%),
Ceq=С(%)+Mn(%)/6+{Cr(%)+Мо(%)+V(%)}/5+{Cu(%)+Ni(%)}/15.
2. Стальной лист по п.1, который дополнительно содержит один или несколько элементов из ряда, мас.%:
3. Стальной лист по п.1 или 2, в котором твердость зоны осевой ликвации составляет HV 250 или менее, и длина карбонитрида Nb в зоне осевой ликвации составляет 20 мкм или менее.
4. Стальной лист по п.1 или 2, в котором микроструктура стального листа имеет бейнитную фазу в количестве 75 об.% или более.
5. Стальной лист по п.3, в котором микроструктура стального листа имеет бейнитную фазу в количестве 75 об.% или более.
6. Стальная труба для трубопроводов, изготовленная посредством придания стальному листу по п.1 или 2 трубчатой формы за счет холодного формования с последующей шовной сваркой стыкующихся частей.
7. Стальная труба для трубопроводов, изготовленная посредством придания стальному листу по п.3 трубчатой формы за счет холодного формования с последующей шовной сваркой стыкующихся частей.
8. Стальная труба для трубопроводов, изготовленная посредством придания стальному листу по п.4 трубчатой формы за счет холодного формования с последующей шовной сваркой стыкующихся частей.
9. Стальная труба для трубопроводов, изготовленная посредством придания стальному листу по п.5 трубчатой формы за счет холодного формования с последующей шовной сваркой стыкующихся частей.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1994 |
|
RU2044069C1 |
| СТАЛЬ | 1992 |
|
RU2040577C1 |
| СТАЛЬ | 1999 |
|
RU2179196C2 |
| Конструкционная сталь | 1979 |
|
SU829711A1 |
| Низколегированная сталь | 1976 |
|
SU616337A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

