Изобретение относится к области материаловедения, в частности к антифрикционным композиционным материалам (КМ), и может быть использовано при изготовлении деталей из композиционных материалов в различных отраслях промышленности.
Известен способ изготовления изделий из политетрафторэтилена (ПТФЭ) и КМ на его основе (см. Д.Д. Чегодаев, З.К. Наумова, И.С. Дунаевская. Фторопласты. Л.: Изд-во Химической литературы. 1960), при котором порошок ПТФЭ засыпают в пресс-форму и равномерно распределяют по всему объему, прессуют при комнатной температуре под давлением 35 МПа, спекают в свободном состоянии при температуре 360-380°С и охлаждают вместе с печью. Этот способ имеет недостатки, поскольку изделия и заготовки имеют недостаточный уровень механической прочности, высокий и нестабильный уровень усадки.
Известен другой способ изготовления изделий из КМ на основе ПТФЭ (АС №1812190, МПК C08J 5/15), при котором порошки ПТФЭ, бронзы, дисульфида молибдена и измельченных углеродных волокон смешивают в смесителе с частотой вращения ножей 2800 мин-1, прессуют заготовки при давлении 100-110 МПа и спекают при температуре 360±5°С, охлаждают от температуры спекания до 327°С со скоростью 0,3-0,4 град/мин, от 327 до 20°С - свободно вместе с печью. При этом измельченное углеродное волокно получают из углеволокнистого материала, выдержанного в жидком фреоне не менее 48 часов. После сушки материал разрезают на кусочки и измельчают в мельнице в присутствии порошка ПТФЭ при частоте вращения ножей 7000 мин-1 в течение 3-9 мин.
Основной недостаток способа заключается в том, что при холодном прессовании невозможно достичь достаточно плотной упаковки частиц матрицы и наполнителей. Обработка углеродного волокна в жидком фреоне в течение 48 часов также не обеспечивает решение этой задачи, а двух-, трехкратное увеличение давления прессования до 100-110 МПа лишь частично способствует повышению плотности упаковки частиц. В результате предел прочности композиционного материала снижается, увеличиваются затраты на производство (расходуется фреон, увеличиваются энергетические затраты и износ прессового оборудования) и снижается производительность.
Известен также другой способ изготовления изделий из КМ на основе ПТФЭ (патент RU 2324708 С2, МПК C08J 5/14, C08J 5/16), взятый в качестве прототипа, как наиболее близкий по технической сущности и предлагаемому, при котором результат достигается за счет использования энергии ультразвуковых колебаний частотой 20±3 кГц и амплитудой колебаний в пределах 8÷12 мкм при прессовании композиционной смеси. При этом колебания непрерывно воздействуют на прессующий пуансон в течение 2÷3 минут. Предварительно проводят смешивание порошков смеси в смесителе с частотой вращения ножей не менее 2800 мин-1. Холодное прессование композиции производят в закрытой пресс-форме под давлением 50±5 МПа. Отпрессованную заготовку нагревают в печи до температуры 360±5°С со скоростью 1,5-2,0°С/мин. Затем выдерживают при этой температуре 8÷9 мин на 1 мм толщины стенки изделия и охлаждают до температуры 327°С со скоростью 0,3-0,4°С/мин и от 327°С до комнатной температуры вместе с печью.
Рассмотренному способу также присущи недостатки, снижающие характеристики механических и триботехнических свойств композиционного материала, поскольку данный способ не в полной мере использует возможности ультразвукового воздействия, которые учитывали бы, как массу прессуемого изделия, так и его конкретные конструктивные особенности, в частности, пространственную сложность и толщину стенок.
Задача изобретения - повышение характеристик механических и триботехнических свойств композиционного материала и экономичности технологического процесса получения изделий из КМ с учетом их физико-химических свойств и структурных особенностей.
Указанный технический результат достигается тем, что в известном способе изготовления изделий из композиционных материалов, при котором производят их смешивание, холодное прессование в закрытой пресс-форме при непрерывном воздействии на прессующий пуансон энергии ультразвуковых колебаний, нагревание, выдержку и ступенчатое охлаждение до комнатной температуры, осуществляют ультразвуковое воздействие на частотах от 17 до 40 кГц при максимальной амплитуде от 8 до 30 мкм с наложением амплитудной модуляции с частотой от 50 до 500 Гц.
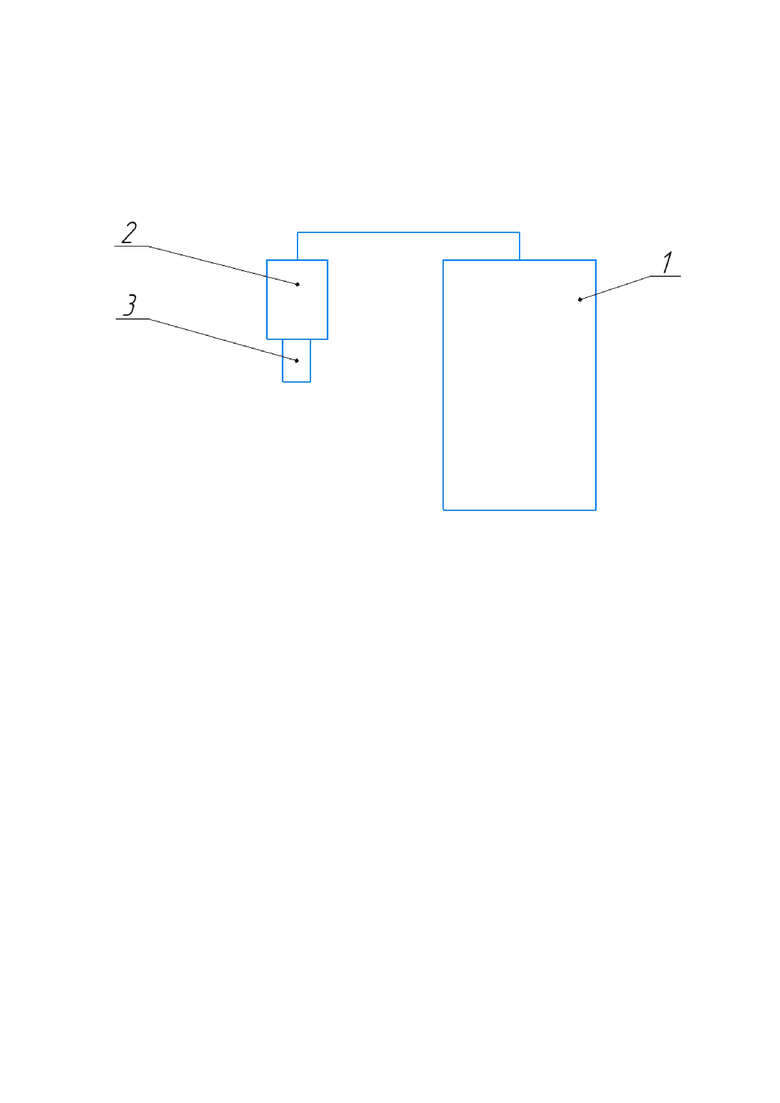
Для реализации предлагаемого способа был применен специально разработанный ультразвуковой высокоамплитудный аппарат с пьезокерамическим излучателем и специально изготовленным волноводом-инструментом из высокопрочного титанового сплава.
На фиг. представлена упрощенная схема аппарата, который состоит из ультразвукового генератора 1 с режимом регулируемой амплитудной модуляции выходного сигнала, выход которого подключен к излучателю 2 с подсоединенным к нему ультразвуковым волноводом-инструментом 3 в виде специального волновода-пуансона, представляющего собой полуволновой стержень с экспоненциальным законом изменения площади поперечного сечения и совершающий под рабочей нагрузкой продольные колебания с заданной частотой и амплитудой.
Отработка заявляемого способа производилась на композиции с составом: ПТФЭ 95% + нитрид бора 5%, по следующей технологии.
Композицию из порошков смешивают в смесителе с частотой вращения ножей 2800 мин-1, прессуют заготовки под давлением 50-55 МПа с одновременным воздействием на прессуемую смесь энергии ультразвукового воздействия на частотах от 17,5 до 40 кГц и максимальной амплитудой от 8 до 30 мкм осуществляют с наложением амплитудной модуляции глубиной от 30% до 80% с частотой от 50 до 500 Гц в зависимости от массы прессуемого изделия и спекают при температуре 360±5°С в течение 8-9 мин на 1 мм толщины стенки изделия, охлаждают от температуры спекания до 327°С со скоростью 0,3-0,4°С/мин, а далее до 20°С - свободное охлаждение с печью
При введении ультразвуковых колебаний различных частот, отличающихся друг от друга на несколько порядков, создаются благоприятные условия для взаимного действия интенсивных акустических потоков.
При ультразвуковом воздействии на КМ, ПТФЭ начинает терять механические свойства и переходит в пластичную массу, которая обволакивает частицы наполнителя. Распространение ультразвуковых волн в прессуемом материале последовательное («сверху» в «низ»), что создает неравномерное распределение акустических волн при воздействии на материал, а также влияет на увеличение времени прессования. В поверхностном слое изменяется структура материала, которая влияет на скорость звука в образцах.
В условиях ультразвуковых колебаний существенно снижается сила сцепления (взаимодействия) частиц композиционной смеси, они легко смещаются относительно друг друга и под давлением прессования достигается значительное сближение и плотная упаковка частиц смеси. Но обычное использование ультразвуковых колебаний не обеспечивает требуемые для качественного прессования уровни сближения и упаковки частиц смеси, особенно при их значительной разнице в размерах и физических свойствах. Наличие пустот, каверн, либо крупных, слабо контактирующих друг с другом комков существенно снижает возможности ультразвукового воздействия. Кроме того, специфика акустических колебаний, распространяющихся в мелкодисперсных средах, определяет связь наиболее эффективной частоты воздействия с уровнем дисперсности и величиной давления при прессовании.
Чем более высоким является уровень дисперсности среды, тем эффективнее использование более высокочастотных колебаний, поскольку снижается амплитуда колебаний (которая должна быть сопоставима с размерами прессуемых частиц) при сохранении энергетического уровня воздействия. С другой стороны, для эффективного воздействия на крупные объединения частиц и внутренние пустоты, необходимо использование низкочастотных колебаний, причем требуемый уровень снижения может превышать один-два порядка. Для достижения необходимой эффективности ультразвукового воздействия предлагается:
- изменять прямо пропорционально частоту ультразвукового воздействия от 17 кГц до 40 кГц и обратно пропорционально амплитуду от 30 мкм до 8 мкм, соответственно в зависимости от среднего уровня дисперсности используемых композиционных материалов;
- изменять прямо пропорционально частоту и обратно пропорционально амплитуду ультразвукового воздействия в зависимости от толщины стенок и конструктивной сложности прессуемых изделий из полимерных композиционных материалов;
- изменять частоту модуляции от 50 Гц до 500 Гц обратно пропорционально массе прессуемого изделия и зернистости материала. Для обеспечения большего эффекта прессования при наложении низкочастотной амплитудной модуляции совместно с высокочастотной, которая обеспечивает последовательное термическое воздействие и ультразвуковое уплотнение, происходит дополнительная равномерная вибрация («сжатие» «разжатие») прессуемого изделия. Из вышеописанного можно прийти к выводу, что для больших масс изделия целесообразно использовать меньшую амплитудную модуляцию (50 Гц), для меньших масс большую (500 Гц).
Сближение частиц до уровня межмолекулярного взаимодействия способствует значительному усилению связей между частицами, которые окончательно стабилизируются в процессе последующей термообработки (спекании), благодаря чему достигается значительное повышение механической прочности композиционного материала.
Кроме того, использование энергии ультразвуковых колебаний позволяет исключить малоэффективную операцию обработки углеродных волокон в жидком фреоне в течение 48 часов с последующей сушкой и в 2 раза со 110 до 65 МПа снизить давление прессования.
После получения изделий по предлагаемому способу, определение предела прочности при растяжении σв и относительного удлинения при растяжении производилось по методикам ГОСТ 11262-80, модуля упругости - по методике ГОСТ 9550-81.
Износостойкость КМ определяют по скорости изнашивания на машине трения, работающей по схеме трения «палец - диск». Пальцы диаметром 5 мм изготавливают из испытуемого материала, диск (контртело) - из закаленной углеродистой или легированной стали. Испытание ведут при скорости скольжения 1 м/с и контактном давлении 3 МПа.
Необходимое давление прессования и продолжительность воздействия ультразвука определяются из условия получения максимальной прочности композиционного материала. Согласно исследованиям описанным в статье (Negrov, D.A. Mechanical and operational properties of boron nitride-modified polytetrafluoroethylene / Negrov, D.A., Eremin, E.N., Filippov, Y.O. // AIP Conference Proceedings 2007,040012 DOI: 10.1063/1.5051939), для получения наилучшего значения показателей механических свойств (предел прочности, модуль упругости), оптимальное время прессования с наложением ультразвуковых волн на материал ПТФЭ модифицированным нитридом бора составляет 90 секунд, при давлении прессования 65 МПа с момента начала прессования, т.е. с момента контакта волновода-пуансона с прессуемой смесью.
Для оценки эффективности заявляемого способа проведены испытания пальцев, изготовленных по известному и заявляемому способам. В таблицах 1-4 приведены сравнительные данные об относительном изменении показателей механических и триботехнических свойств.
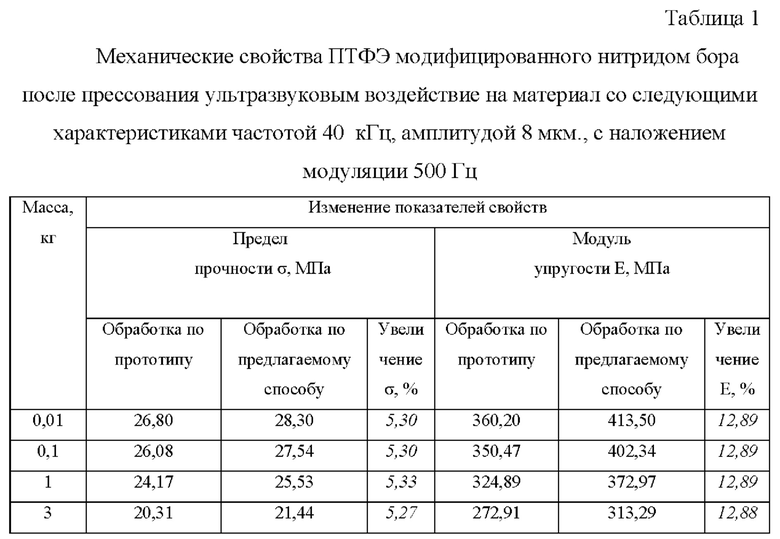
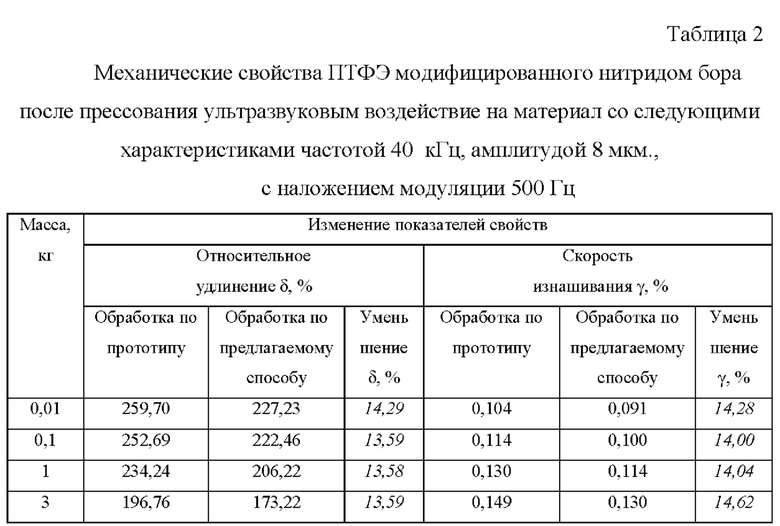
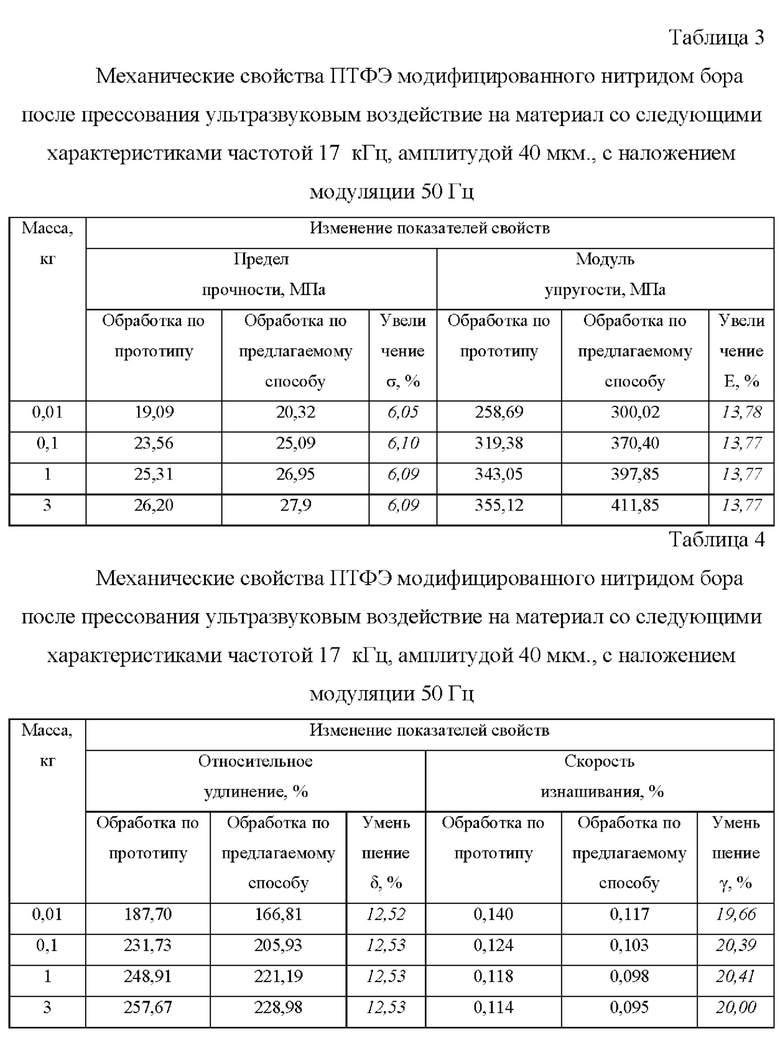
Из приведенных данных следует, что при изготовлении образцов по заявляемому способу предел прочности в среднем повышается на 6%, модуль упругости - на 13%. При этом относительное удлинение и скорость изнашивания снижаются в среднем на 12 и 14%. Комплексное улучшение механических и триботехнических свойств композиционного материала, изготовленного по предлагаемому способу, выражающееся в повышении модуля упругости и износостойкости, а так же снижение, позволяет существенно увеличить ресурс работы и надежность узлов трения (подшипников скольжения, направляющих, герметизирующих устройств) и машин в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2006 |
|
RU2324708C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 2013 |
|
RU2546161C2 |
| Способ получения полимерных композиций на основе политетрафторэтилена, содержащих минеральный наполнитель | 2016 |
|
RU2632843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2015 |
|
RU2603673C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ КОМПОЗИЦИИ | 2009 |
|
RU2421480C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ ИЗ МНОГОФАЗНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2183532C2 |
| Технология получения заготовок из порошков композиционных материалов на основе сверхвысокомолекулярного полиэтилена | 2020 |
|
RU2761336C1 |
| ПОЛИМЕРНЫЙ МАТЕРИАЛ ТРИБОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2018 |
|
RU2675520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1994 |
|
RU2100313C1 |
| Антифрикционный композиционный материал и способ его изготовления | 2024 |
|
RU2840085C1 |
Изобретение относится к способу изготовления изделий из композиционных материалов с наполнителями и может быть использовано при производстве и изготовлении изделий из композиционных материалов посредством прессования. Прессование проводится в закрытой пресс-форме при непрерывном воздействии на прессующий пуансон энергии ультразвуковых колебаний. Характеристики ультразвукового воздействия: частота от 17 до 40 кГц, амплитуда от 8 до 30 мкм. Дополнительно вместе с частотой накладывается амплитудная модуляция в пределах от 50 до 500 Гц. После этого с изделием проводят нагрев, выдержку и ступенчатое охлаждение до комнатной температуры. При изготовлении образцов способом по изобретению предел прочности в среднем повышается на 6%, модуль упругости - на 13%. При этом относительное удлинение снижается на 12%, а скорость изнашивания снижается на 14%. Технический результат, достигаемый при использовании способа по изобретению, заключается в существенном увеличении ресурса работы и надежности узлов трения. 1 ил., 4 табл.
Способ изготовления изделий из композиционных материалов, при котором осуществляют смешивание наполнителей, холодное прессование в закрытой пресс-форме при воздействии на прессующий пуансон энергии ультразвуковых колебаний, нагревание, выдержку и ступенчатое охлаждение до комнатной температуры, отличающийся тем, что ультразвуковое воздействие на частотах от 17 до 40 кГц и амплитудой от 8 до 30 мкм осуществляют с наложением амплитудной модуляции с частотой от 50 до 500 Гц.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2006 |
|
RU2324708C2 |
| WO 2018135012 A1, 22.02.2018 | |||
| Способ получения упрочненного нанокомпозиционного материала на основе магния | 2015 |
|
RU2621198C2 |
| US 20170363581 A1, 21.12.2017 | |||
| СПОСОБ НАПРАВЛЕННОГО АКУСТИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ФУНКЦИОНАЛЬНОЕ СОСТОЯНИЕ КЛЕТОК-МИШЕНЕЙ ТКАНЕЙ ПРЕДСТАВИТЕЛЕЙ СЕМЕЙСТВА КОШАЧЬИХ | 2016 |
|
RU2617374C1 |
| Электронно-пневматический регулятор | 1961 |
|
SU151518A1 |

