Изобретение относится к станкостроению, а именно - к устройствам автоматической смены инструмента с инструментальным магазином барабанного или цепного типа, преимущественно для установки на вертикальные многоцелевые станки с ЧПУ.
Из уровня техники известно устройство автоматической смены инструмента (УАСИ) для станков с ЧПУ (см. а.с. СССР №1734982 по кл. B23Q 3/155 «Автооператор для автоматической смены инструмента»).
Данное устройство автоматической смены инструмента для многоцелевых станков с ЧПУ содержит инструментальный магазин, автооператор, снабженный двухзахватной рукой, установленной на валу, соединенной с приводом поворота вала. На корпусе автооператора шарнирно закреплен силовой цилиндр, который своей осью связан с рукой автооператора. Силовой цилиндр предназначен для предотвращения деформации руки автооператора после захвата инструмента, уравновешивая силой давления (Р) массу механической руки с инструментом и исключая, таким образом, перекос руки автооператора, обеспечивая, в том числе, точность позиционирования захвата.
Недостатком аналога является сложность устройства и ограниченная область его применения. Его невозможно использовать в станках с УАСИ в условиях ограниченного пространства, а также в быстродействующих УАСИ. Траектория движения силового цилиндра, расположенного над рукой автооператора, в большинстве моделей многоцелевых станков пересекает зону поворота захвата с инструментом, что исключает возможность его использования. Это устройство (в ограниченных модификациях станков) в некоторой степени позволяет уравновесить руку автооператора и уменьшить деформацию, когда рука автооператора загружена неравномерно, однако не решает задачу уменьшения воздействия кинетической энергии инерционной массы руки автооператора (с инструментами в захватах) на вал автооператора при практически мгновенной остановке руки в момент изменения траектории ее движения. Именно такое грубое воздействие на вал автооператора приводит к повышенным нагрузкам на его приводной механизм и, в конечном счете - к снижению надежности работы устройства.
Наиболее близким аналогом к предлагаемому техническому решению (прототипом) является устройство автоматической смены инструмента компании «PRAGATI» (Индия) для вертикальных обрабатывающих многоцелевых станков с ЧПУ (см. http://www.pragati.ru/img/wysiwyg/UASI_PRAGATI.pdf).
Данное устройство содержит инструментальный магазин, автооператор, выполненный в виде вертикально расположенного вала с двухплечевой рукой, по концам которой установлены захваты, привод вала с кулачковым механизмом, обеспечивающий вращательное и поступательное движение вала по заданной траектории с двухпозиционным расположением руки по высоте, а также контроллер, который посредством датчиков синхронизирует работу инструментального магазина и автооператора со станком.
Благодаря такой конструкции привода, в котором основным конструктивным элементом является оригинальный глобоидный кулачок (эксцентрик) со сложной конфигурацией канавки, плоский кулачок (эксцентрик) и связанные с ними прижимные следящие пластины, при работе привода вал автооператора (и, соответственно, его рука с захватами) выполняет строго заданную траекторию движения, а именно: осевое (два положения - верхнее и нижнее) и угловое, вращательное (в основном происходящее в нижнем положении вала), а временные параметры этого движения задаются датчиками, контактными и бесконтактными, которые установлены на автооператоре и элементах инструментального магазина. В верхнем положении руки автооператора происходит захват инструмента из магазина, из шпинделя станка, установка в магазин отработанного инструмента и установка в шпиндель нового инструмента, с разворотом руки на небольшой угол, а в нижнем положении рука автооператора осуществляется поворот в горизонтальной плоскости (по часовой стрелке) на 180°. Вся система управления и синхронизации инструментального магазина и автооператора со станком осуществляется контроллером посредством датчиков положения, которые подают сигнал на контроллер о положении элементов устройства в определенный момент времени. В зависимости от модификации устройства продолжительность цикла смены инструмента составляет от 1 до 5 секунд.
При всех достоинствах это устройство имеет следующий недостаток: - обеспечение точности позиционирования руки автооператора при смене инструмента в магазине и шпинделе станка достигается уникальной конфигурацией и высокой точностью изготовления кулачкового глобоидного механизма, однако этот механизм не допускает даже минимального люфта. Поэтому при интенсивной нагрузке и, как следствие, износе кулачков (эксцентриков) нарушается точность позиционирования и надежность работы устройства. При этом данное устройство не допускает возможности грубого воздействия на чувствительный к износу привод вала автооператора.
Цикл смены инструмента данным устройством, происходящий в течение 1-5 сек., (в зависимости от модификации устройства) предполагает практически мгновенную приостановку вала после поворота руки автооператора с инструментом в захвате на 180° и позиционирования в горизонтальной плоскости (перед подъемом к шпинделю станка или магазину).
В зависимости от модификации устройства вес инструмента может достигать 20 кг (см. http://www.pragati.ru/img/wysiwyg/UASI_PRAGATI.pdf). Если инструмент размещен в каждом захвате, общий его вес может составлять 40 кг, а с учетом веса самой руки - нагрузка на вал автооператора в статическом положении достигает уже 100 кг. При повороте вала на 180° и быстрой его остановке (после чего вал с рукой поднимается) инерционная масса от инструмента и самой руки, действующая на вал УАСИ, обладает кинетической энергией, определяемой по формуле:
Е=0,5×М×V2
где М - суммарный вес инструмента и руки, условно примем равным 100 кг;
V2 - квадрат скорости (угловой или линейной) движения захвата, при повороте оси на 180°, примерно составляющая 1 м/сек (учитывая, что весь цикл смены инструмента происходит за 1-5 сек.).
Таким образом, Е=0,5×100 кг×1 (м/сек)2=100 Дж
При остановке вала автооператора, происходящей в доли секунды (приблизительно за 0,1 сек), то есть практически мгновенно, на вал действует инерционная скручивающая сила от вращающейся инерционной массы. Такое же действие вал оказывает и на приводной механизм, то есть на кулачкый механизм глобоидного типа, который испытывает при этом значительные нагрузки и деформации. Сила, с которой энергия инерционной массы действует на вал автооператора, оказывая скручивающее действие, может достигать примерно 100 Н (ньютон) и более.
Однако, учитывая скорость приложения этой силы (составляющая доли секунды), можно даже говорить о скручивающем ударе, вследствие быстрой остановки вала, несущего груз.
Хотя при проектировании УАСИ воздействие такой нагрузку от инерционной массы инструмента и руки пытаются учитывать, происходит это за счет усиления руки автооператора и узла соединения с валом, что еще более утяжеляет и усложняет конструкцию УАСИ.
Кроме того, двухплечевая рука автооператора в процессе работы может быть нагружена неравномерно из-за разного веса инструментов или отсутствия инструмента на одном из захватов. Неравномерная нагрузка на плечи руки автооператора, перекашивая вал, еще более усиливает передаваемые на привод вала деформации.
Со временем эти деформации приводят к износу механизма и ухудшению эксплуатационных характеристик устройства, в то числе ухудшается точность позиционирования захватов, то есть снижается надежность и работоспособность устройства.
Решаемая изобретением задача заключается в том, чтобы исключить вообще или существенно снизить действие инерционной массы в момент остановки быстро поворачивающейся руки автооператора с закрепленным в захватах инструментом на вал автооператора, а также - от действия дополнительной нагрузки, связанной с неравномерной загрузкой захватов руки автооператора.
Поставленная задача решается тем, что в устройстве автоматической смены инструмента для вертикальных обрабатывающих многоцелевых станков с ЧПУ, содержащем инструментальный магазин, автооператор в виде вертикально расположенного вала с двухплечевой рукой, по концам которой установлены захваты, привод вала с кулачковым механизмом, обеспечивающий вращательное и поступательное движение вала по заданной траектории с двухпозиционным расположением руки по высоте, а также контроллер, который посредством датчиков синхронизирует работу инструментального магазина и автооператора со станком, оно снабжено жестко закрепленным кронштейном, размещенным под рукой автооператора в ее нижнем положении, на котором установлены с воздушным зазором электромагниты, подключенные к контроллеру.
Электромагниты могут быть снабжены электронным регулятором мощности, управляемым контроллером.
Рука автооператора вблизи захватов может содержит вставки из ферромагнитного материала.
Верхняя часть кронштейна может быть выполнена в виде полого цилиндрического кожуха, электромагниты размещены по окружности на его внутренней стенке, а вал автооператора содержит удлиненную нижнюю часть, которая установлена коаксиально кожуху с зазором относительно электромагнитов.
Причинно-следственные связи между существенными признаками заявляемого изобретения и механизм получения технического результата заключаются в следующем.
Особенность конструкции известного устройства (прототипа) заключается в том, траектория движения руки автооператора является жестко заданной, полностью определяемой механизмом кулачкового привода. Благодаря этому при каждом цикле смены инструмента рука автооператора всегда оказывается в одном и том же строго определенном нижнем положении. Зная это положение руки, можно рассчитать необходимую длину кронштейна и установить его таким образом, что при каждом цикле смены инструмента рука окажется непосредственно над ним. При этом кронштейн можно жестко закрепить к основанию или корпусу устройства, так как пространство под рукой автооператора свободно.
На конце кронштейна размещаются электромагниты, таким образом, чтобы между ними и нижней гранью руки был минимальный воздушный зазор (1-2 мм). Воздушный зазор должен быть достаточным для беспрепятственного поворота руки вокруг вала и минимальным - для возможности воздействия на руку автооператора силой тяги электромагнита.
Электромагниты предназначены для фиксирования руки автооператора в тот самый момент, когда поворачивающаяся на валу рука с инструментом в следующий момент должна изменить траекторию. Под действием сил инерции движущейся массы рука неизбежно оказывает на уже остановившийся вал скручивающее воздействие. Под действием сил электромагнитной индукции положение руки фиксируется на долю секунды, точно на тот короткий промежуток времени, который определен руке приводом автооператора для позиционирования перед подъемом. Это позволяет исключить дальнейшее движение руки по инерции и уменьшить крутящее воздействие руки на вал и, соответственно, приводной механизм вала. Электромагниты подключены к контроллеру, благодаря чему их включение синхронизируется с движением руки автооператора. При опускании руки с инструментом или инструментами в захватах и ее повороте на 180° вокруг вала, длительность времени, в течении которого рука перед подъемом вверх, находится над электромагнитом, составляет примерно 0,1 сек. Положение поворачивающейся руки прослеживается датчиками. Когда движущаяся рука окажется в положении над электромагнитами, последние включаются контроллером на те же 0,1 сек., фиксируя руку в неподвижном положении, не давая ей под действием инерционных сил вращения от массы инструмента и самой руки с захватами, оказывать крутящее воздействие на вал и привод вала, гася силой тяги от электромагнитной индукции энергию инерционной массы. При этом энергия инерционной массы, воспринятая электромагнитами, преобразуется в тепловую энергию, т.е. происходит нагрев электромагнитов и излучение тепла в атмосферу.
Электронный регулятор мощности электромагнитов обеспечивает управление силой тяги, например путем изменения параметров подаваемого на электромагнит электропитания: сопротивления, силы тока или напряжения.
Возможность управления мощностью электромагнитов (силой тяги) решает следующую задачу.
В инструментальном магазине размещены инструменты, вес которых существенно отличается друг от друга.
Поэтому в процессе работы УАСИ в захватах автооператора одномоментно могут находиться инструменты разного веса, а кроме того, один из захватов может быть свободным, без инструмента. По этой причине на плечи руки автооператора в каждый цикл смены инструмента может действовать как равная, так и существенно отличающаяся нагрузка от веса инструментов. Если на каждое плечо неравномерно загруженной двухплечевой руки воздействует равная сила тяги электромагнитов, то наблюдается перекос руки в сторону более загруженного плеча, что может ухудшить эксплуатационные характеристики устройства.
Учитывая, что данные о весе каждого инструмента и его расположение в конкретной ячейке магазина заранее заложены в программу контроллера, то при осуществлении цикла смены инструмента, информация о соотношении нагрузок на плечи руки автооператора мгновенно анализируется контроллером и, для обеспечения исключения перекоса руки, в момент воздействия силы тяги электромагнитов, перед их включением, сигнал от контроллера вначале поступает в электронный регулятор мощности, который уменьшает или увеличивает силу тяги соответствующего электромагнита в соответствии с требованием контроллера на необходимую величину. Таким образом обеспечивается баланс нагрузки на оба плеча руки автооператора при действии на них тяги разной силой, уравновешивая нагрузку на руку.
Сигнал об изменении силы тяги одного из электромагнитов может поступить на него из контроллера даже до того, как рука манипулятора опустилась в нижнее положение и заняла позицию над электромагнитом, так как уже в верхнем положении руки контроллер имеет данные о наличии в захватах инструментов и их весовых характеристика. Это позволит увеличить быстродействие прохождения сигнала от контроллера к электромагнитам и их управление.
Таким образом, тяговые характеристики электромагнитов максимально согласовываются с нагрузками на плечи руки автооператора.
Это дополнительно повышает надежность и долговечность устройства.
Наличие ферромагнитной вставки в руке автооператора в месте расположения электромагнитов необходимо в том случае, если рука выполнена из немагнитного материала, что позволит и в этом варианте исполнения руки автооператора обеспечить требуемое воздействие электромагнитного поля на руку автооператора.
Выполнение верхней части кронштейна в виде полого цилиндрического кожуха, размещение электромагнитов по окружности на его внутренней стенке, а выполнение вала автооператора с удлиненной нижней частью, которая установлена коаксиально кожуху с зазором относительно электромагнитов, позволяет обеспечить решение поставленной задачи также и в том случае (в некоторых модификациях УАСИ), когда рука автооператора с инструментом в захвате поворачивается не только в горизонтальной плоскости, но и одновременно осуществляет подъем к верхнему положению позиционирования. В этом случае электромагнитное поле гасит энергию инерционной массы воздействием электромагнитами непосредственно на вал автооператора через его удлиненную часть, расположенную коаксиально в кожухе. При этом, благодаря цилиндрической форме верхней части кронштейна и размещению электромагнитов по окружности на его внутренней стенке, вал автооператора, при его осевом движении вверх-вниз в любом случае и в любой момент времени оказывается в зоне действия электромагнитов.
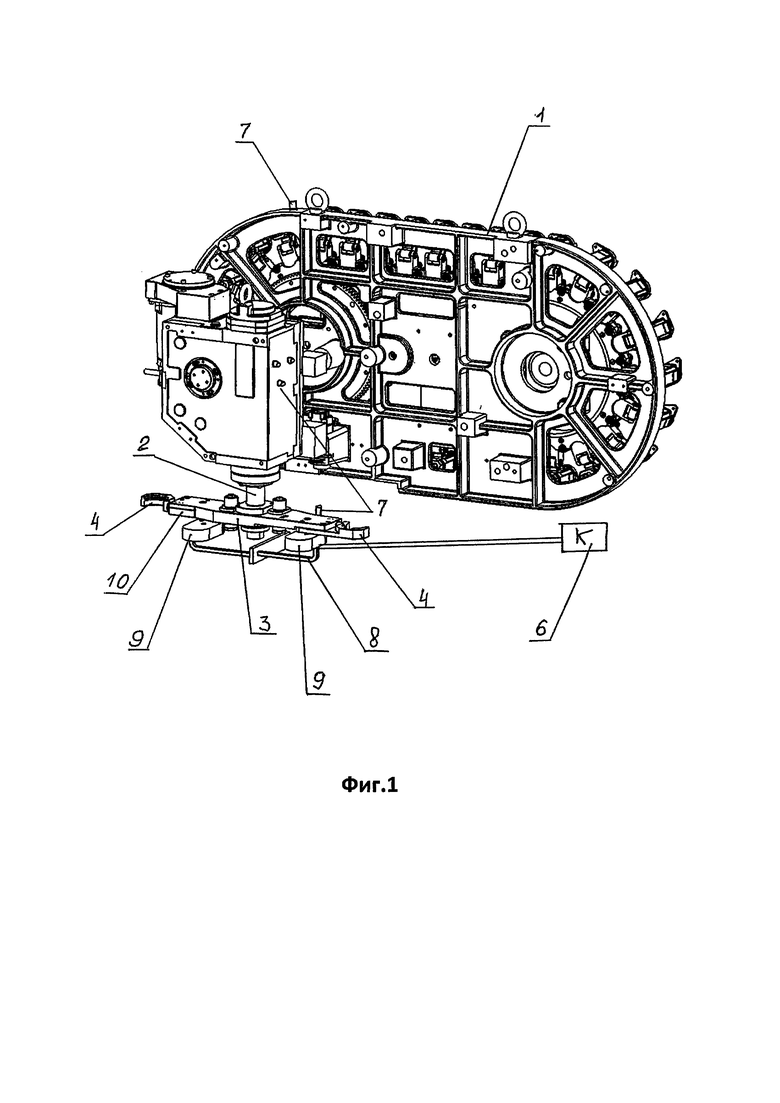
На фиг. 1 изображено устройство автоматической смены инструмента с магазином. Кожух магазина и инструменты условно не показаны;
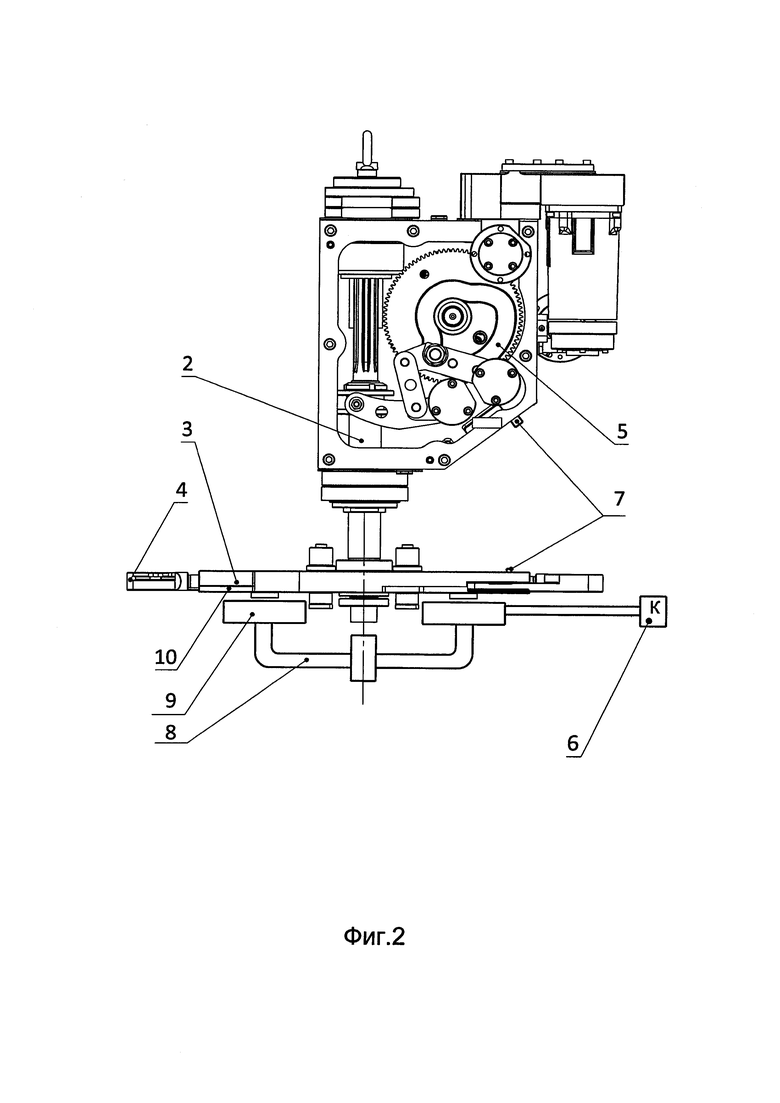
На фиг. 2 изображено устройство без магазина, в нижнем положении руки автооператора, с кронштейном и электромагнитами;
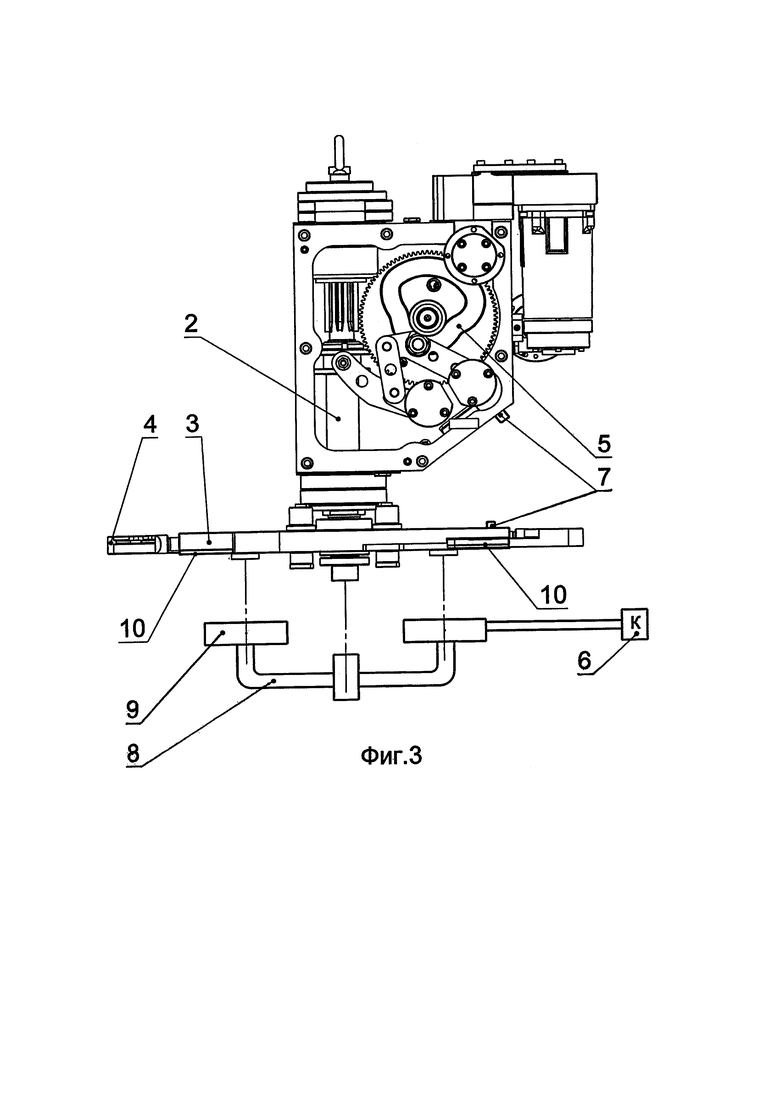
На фиг. 3 изображено устройство в продольном разрезе, при поднятом вале и руке автооператора.
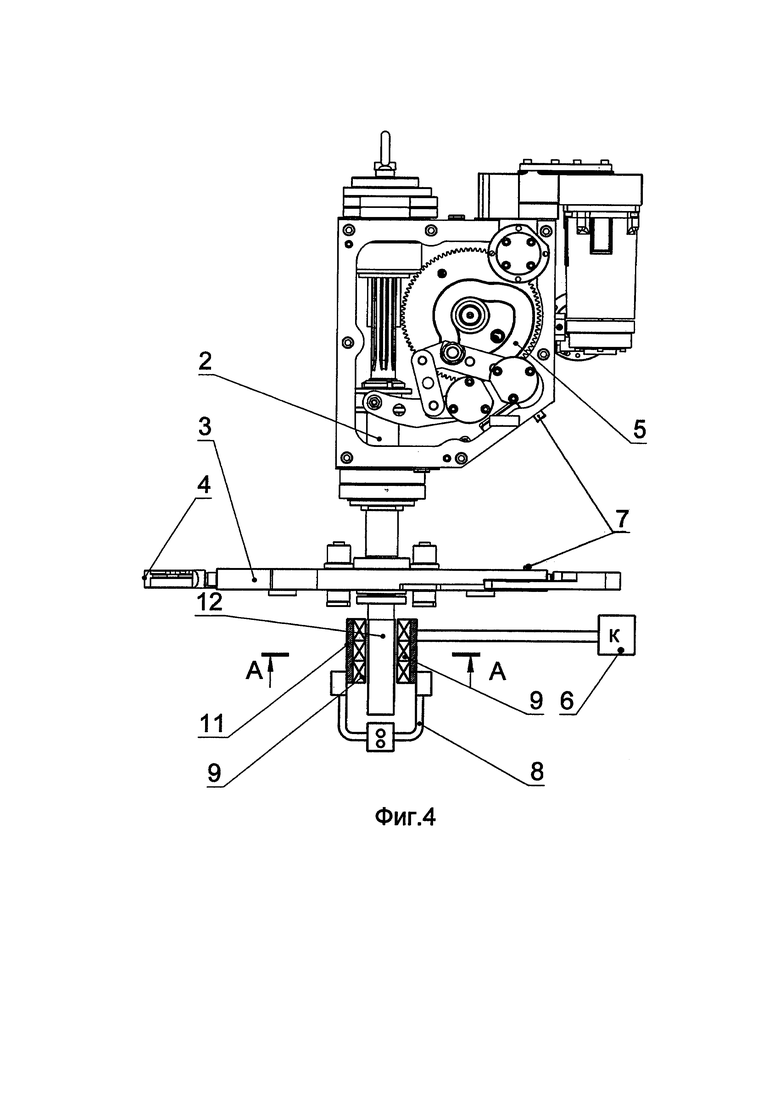
На фиг. 4 изображено устройство в нижнем положении руки (вала), при выполнении верхней части кронштейна в виде цилиндрического кожуха и выполнении нижней части вала удлиненной, коаксиально размещенной в кожухе;
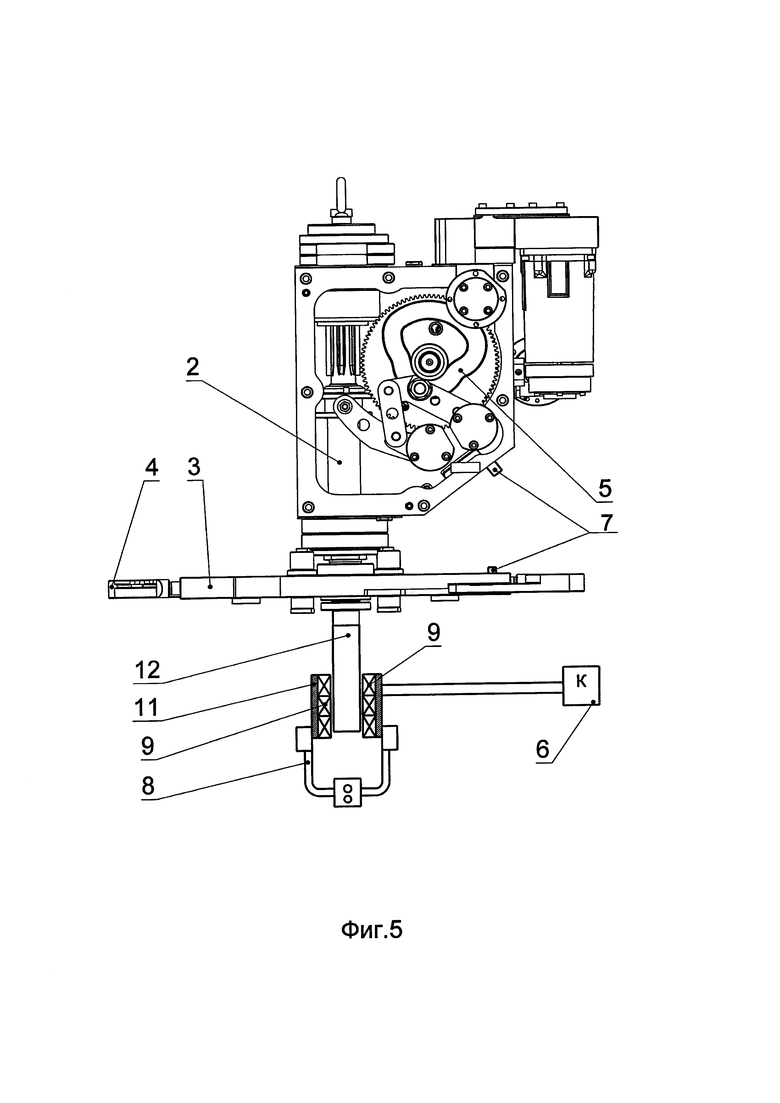
На фиг. 5 изображено устройство в верхнем положении руки (вала) при выполнении верхней части кронштейна в виде цилиндрического кожуха и выполнении нижней части вала удлиненной, коаксиально размещенной в кожухе;
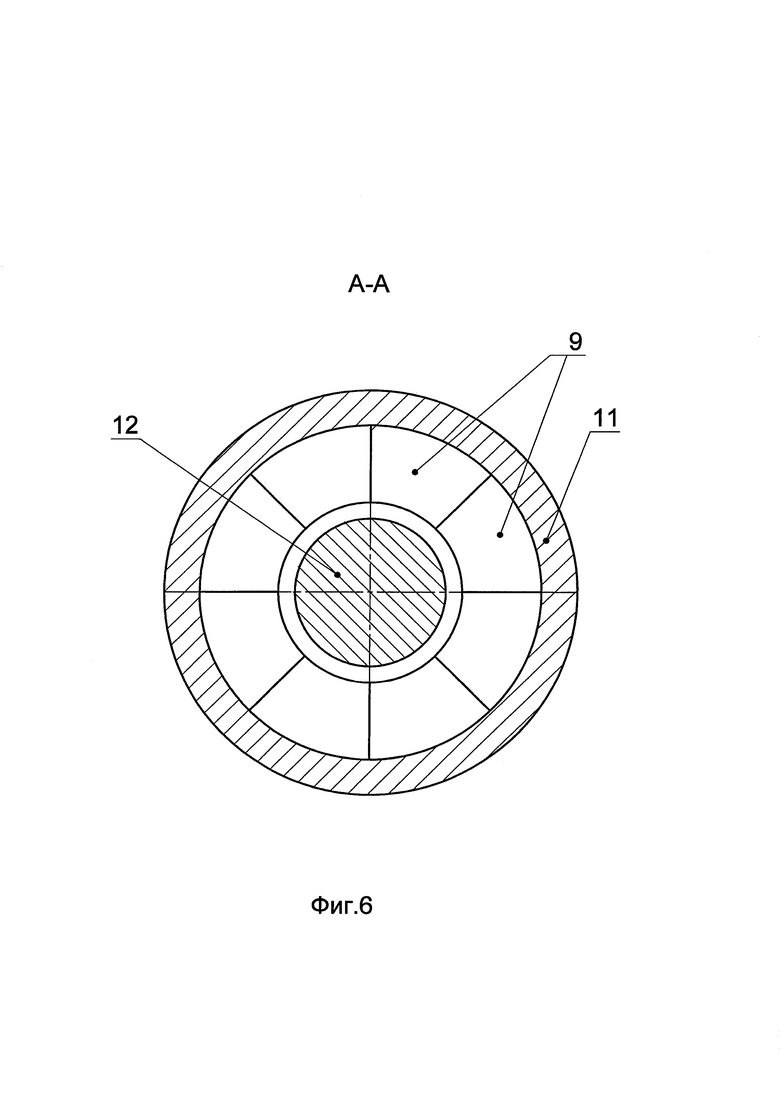
На фиг. 6 - вид А-А фиг 5.
Устройство автоматической смены инструмента для вертикальных обрабатывающих многоцелевых станков с ЧПУ содержит инструментальный магазин 1, автооператор в виде вертикально расположенного вала 2 с двухплечевой рукой 3, по концам которой установлены захваты 4, привод вала с кулачковым механизмом 5, а также контроллер 6, который посредством датчиков 7 синхронизирует работу инструментального магазина 1 и автооператора со станком (не показан). Устройство снабжено кронштейном 8, размещенным под рукой 3, на котором установлены с воздушным зазором относительно руки 3 электромагниты 9, выполненные с электронным регулятором мощности, управляемые контроллером 6. Воздушный зазор должен быть минимальным (1-2 мм), для обеспечения лишь беспрепятственного движения нижней грани руки над верхней поверхностью электромагнита, чтобы обеспечить требуемую силу тяги электромагнита. Рука 3 автооператора вблизи захватов 4 содержит вставки 10 из ферромагнитного материала. Устройство также оснащено двумя электродвигателями (не показано), один из которых предназначен для вращения инструментального магазина, а второй - для приведения в действие привода вала автооператора.
В другом варианте исполнения устройства верхняя часть кронштейна выполнена в виде полого цилиндрического кожуха 11, электромагниты 9 размещены по окружности на его внутренней стенке, а вал автооператора содержит удлиненную нижнюю часть 12, которая установлена коаксиально кожуху с зазором относительно электромагнитов 9.
Устройство автоматической смены инструментов работает следующим образом.
После включения станка включается электродвигатель и инструментальный магазин 1 начинает вращаться по часовой стрелке (по умолчанию) пока не приходит команда от контроллера 6 (который получает сигнал от бесконтактных датчиков 7) о том, что держатель требуемого инструмента переместился в положение смены инструмента. Одновременно с этим включается посредством электродвигателя привод 5 автооператора, рука 3 автооператора поднимается в верхнее положение и захват 4 оказывается в позиции зажима инструмента. После зажима инструмента вал 2 осуществляет осевое перемещение вниз, опуская руку 3 в нижнее положение, точно над кронштейном 8 с электромагнитами 9. После этого рука 2 с захватами 4, в одном из которых размещен инструмент (не показан) быстро разворачивается на 180° до конечной точки своей траектории движения в нижнем положении. В момент приближения руки 3 к конечной точке траектории в нижнем ее положении включаются, с помощью контроллера 6, электромагниты 9, которые силой тяги фиксируют конечное положение руки 3 автооператора на долю секунды, на то мгновение, которое определяется приводом автооператора для позиционирования руки в данном положении перед подъемом, не позволяя энергии инерционной массы от веса руки и инструмента, оказывать крутящее воздействие на вал 2 автооператора. В момент подъема руки 3, контроллер 6 отключает электромагниты 9 и вал 2 с рукой 3 поднимается вверх, подавая инструмент к шпинделю станка. Благодаря тому, что включение электромагнитов синхронизовано с параметрами движения руки, воздействие электромагнитного поля не влияет на заданные кулачковым механизмом привода последовательность движения, траекторию движения, время позиционирования и прохождения рукой каждой точки ее траектории.
Устройство также может работать в режиме, когда одновременно загружаются инструментом оба захвата, один из которых зажимает и снимает инструмент из шпинделя станка, а второй - забирает и зажимает инструмент из магазина. После этого вал автооператора опускается в нижнее положение и рука разворачивается на 180°. Контроллер 6 при завершении поворота руки 3 автооператора, включает электромагниты для удерживания руки от воздействия на вал 2 под действием сил инерции. Весь цикл смены инструмента происходит за 1-5 секунд, в зависимости от модификации устройства.
Если рука 3 автооператора нагружена неравномерно (вследствие разного веса инструментов в захватах или наличии инструмента только в одном захвате) контроллер регулирует мощность соответствующего электромагнита 9, приводя его в соответствие с нагрузкой на плечо руки 3 таким образом, чтобы исключить деформацию неравномерно нагруженной руки 2 от действия силы тяги электромагнита 9. Ферромагнитная вставка 10 установленная в руке 3, необходима, если рука выполнена из немагнитного, например композитного, материала.
По варианту исполнения, когда у кронштейна 8 верхняя часть выполнена в виде полого цилиндрического кожуха 11, электромагниты размещены по окружности на его внутренней стенке, а вал автооператора содержит удлиненную нижнюю часть 12, которая установлена коаксиально кожуху с зазором относительно электромагнитов, работа устройства осуществляется аналогичным образом. При быстром повороте руки с инструментом в захвате и приближении ее к месту изменения траектории, контроллером включаются электромагниты, которые принимают на себя энергию инерционной массы и в течении доли секунды фиксируют вал, не давая ему передать крутящий момент на кулачковый привод устройства.
Все движения автооператора, вращение инструментального магазина, включение привода автооператора, время позиционирования захвата при смене инструмента, момент включения/выключения электромагнитов, а также регулирование мощности электромагнитов, синхронизация работы магазина, руки автооператора и станка управляется контроллером с помощью бесконтактных и контактных датчиков, установленных практически на всех элементах магазина, автооператора, шпинделя станка.
Таким образом, в предлагаемом устройстве обеспечивается исключение или существенное снижение действия инерционных масс при быстром повороте руки и ее остановке или изменении траектории движения, на вал автооператора и далее - на кулачковый привод УАСИ, что повышает эксплуатационную надежность и долговечность работы устройства.
В настоящее время отечественной промышленностью производится большое количество разнообразных, достаточно компактных и мощных электромагнитов, с большим диапазоном силы тяги, что позволяет подобрать электромагниты с нужными характеристиками для применения в предлагаемом устройстве.
Исходя из вышесказанного, можно сделать вывод о том, что при реализации изобретения поставленная задача - повышение надежности работы за счет снижения действия на привод вала автооператора инерционной силы от быстро останавливающейся руки автооператора с инструментами в захватах, а также от дополнительной нагрузки из-за неравномерной загрузки захватов - решена, а заявленный технический результат - повышение эксплуатационной надежности и долговечности работы устройства - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области станкостроения и предназначен для автоматической смены инструментов на вертикальных многоцелевых станках с ЧПУ;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата, причем используемые решения не являются очевидными для специалиста и явным образом не следуют из уровня техники. Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «промышленная применимость» и «изобретательский уровень», согласно существующим в законодательстве требованиям, предъявляемым к изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
Изобретение относится к области станкостроения и может быть использовано для автоматической смены инструментов на вертикальных многоцелевых станках с ЧПУ. Устройство содержит инструментальный магазин, автооператор в виде вертикально расположенного вала с двухплечевой рукой, по концам которой установлены захваты для зажима инструмента, привод вала с кулачковым механизмом, контроллер и подключенные к нему датчики положения инструментального магазина и автооператора, при этом привод вала выполнен с возможностью обеспечения вращательного и поступательного движения вала по заданной траектории с двухпозиционным расположением руки по высоте, а контроллер выполнен с возможностью обеспечения синхронизации работы инструментального магазина и автооператора со станком по сигналам упомянутых датчиков. При этом устройство снабжено жестко закрепленным на станке кронштейном, размещенным под рукой автооператора в ее нижнем положении, на котором установлены с воздушным зазором относительно руки электромагниты, подключенные к контроллеру. Использование изобретения позволяет эффективно гасить действие инерционной массы на вал автооператора и повысить эксплуатационную надежность устройства. 3 з.п. ф-лы, 6 ил.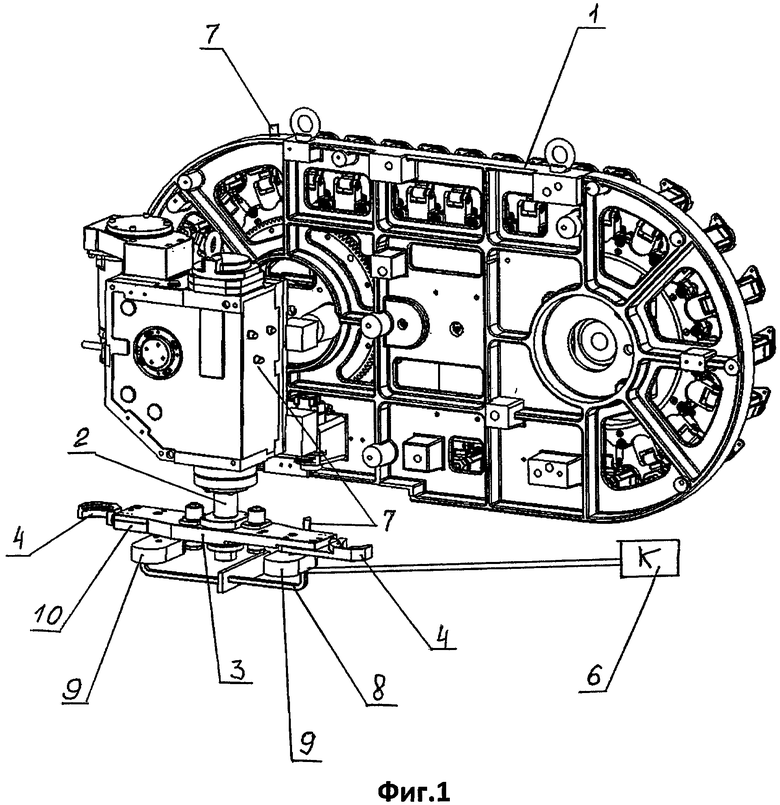
1. Устройство для автоматической смены инструмента вертикальных обрабатывающих многоцелевых станков с ЧПУ, содержащее инструментальный магазин, автооператор в виде вертикально расположенного вала с двухплечевой рукой, по концам которой установлены захваты для зажима инструмента, привод вала с кулачковым механизмом, контроллер и подключенные к нему датчики положения инструментального магазина и автооператора, при этом привод вала выполнен с возможностью обеспечения вращательного и поступательного движения вала по заданной траектории с двухпозиционным расположением руки по высоте, а контроллер выполнен с возможностью обеспечения синхронизации работы инструментального магазина и автооператора со станком по сигналам упомянутых датчиков, отличающееся тем, что оно снабжено жестко закрепленным на станке кронштейном, размещенным под рукой автооператора в ее нижнем положении, на котором установлены с воздушным зазором относительно руки электромагниты, подключенные к контроллеру.
2. Устройство по п. 1, отличающееся тем, что электромагниты снабжены электронным регулятором мощности, выполненным с возможностью управления от контроллера.
3. Устройство по п. 1, отличающееся тем, что рука автооператора со стороны расположения захватов содержит вставки из ферромагнитного материала.
4. Устройство по п. 1, отличающееся тем, что верхняя часть кронштейна выполнена в виде полого цилиндрического кожуха, а электромагниты размещены по окружности на его внутренней стенке, при этом вал автооператора содержит удлиненную нижнюю часть, которая установлена коаксиально кожуху с зазором относительно электромагнитов.
| Каталог фирмы Pragati, Инструментальные магазины серии АТС, "Торговый дом Станкомплектсервис", 2008-2013, (www.pragati.ru/catalog) | |||
| Устройство для автоматической смены инструмента | 1977 |
|
SU657954A1 |
| Автооператор для автоматической смены инструмента | 1985 |
|
SU1734982A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| US 2013040792 A1, 14.02.2013. | |||

