ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к высокопрочному стальному материалу для нефтяной скважины и к трубам, применяемым в нефтяной промышленности, и более конкретно к высокопрочному стальному материалу для нефтяной скважины, обладающему превосходной стойкостью к сульфидному растрескиванию под напряжением, который используется в среде нефтяной скважины и газовой скважины и т.п., содержащей сероводород (H2S), а также к трубам, применяемым в нефтяной промышленности, использующим этот высокопрочный стальной материал.
УРОВЕНЬ ТЕХНИКИ
[0002]
В нефтяных скважинах и газовых скважинах (в дальнейшем совокупно обозначамых как «нефтяные скважины») для добычи сырой нефти, природного газа и т.п., содержащих сероводород, сульфидное растрескивание под напряжением (также сокращенно упоминаемое как «SSC») стали во влажной сероводородной среде представляет собой проблему, и поэтому необходимы трубы, используемые в нефтяной промышленности, обладающие превосходной стойкостью к сульфидному растрескиванию под напряжением. В последние годы улучшилось упрочнение низколегированных кислотостойких нефтепромысловых труб для применения в обсадных колоннах.
[0003]
Стойкость к сульфидному растрескиванию под напряжением резко ухудшается с увеличением прочности стали. Следовательно, обычно стальные материалы, способные гарантировать стойкость к сульфидному растрескиванию под напряжением в среде раствора A NACE (см. стандарт NACE TM0177-2005), содержащего H2S под давлением 1 бар, что является общим условием оценки, являются стальными материалами класса прочности 110 ksi (предел текучести: от 758 до 862 МПа) или ниже. Во многих случаях стальные материалы с более высокой прочностью, класса 125 ksi (предел текучести: от 862 до 965 МПа) и 140 ksi (предел текучести: от 965 до 1069 МПа), могут гарантировать стойкость к сульфидному растрескиванию под напряжением лишь при ограниченном парциальном давлении сероводорода (например, 0,1 бар или ниже). Считается, что в будущем коррозионная среда станет более враждебной благодаря большим глубинам нефтяных скважин, так что для нефтяной промышленности необходимы трубы, имеющие более высокую прочность и более высокую коррозийную стойкость.
[0004]
Сульфидное растрескивание под напряжением представляет собой разновидность водородного охрупчивания, когда водород, образующийся на поверхности стального материала в коррозионной окружающей среде, растворяется в стали, и в результате стальной материал разрушается за счет синергетического эффекта с напряжением, приложенным к стальному материалу. В стальном материале, имеющем высокую восприимчивость к сульфидному растрескиванию под напряжением, трещины легко образуются под воздействием низких рабочих напряжений по сравнению с пределом текучести стального материала.
[0005]
До настоящего времени было проведено много исследований соотношения между микроструктурой металла и стойкостью к сульфидному растрескиванию под напряжением низколегированной стали. Обычно говорится, что для того, чтобы улучшить стойкость к сульфидному растрескиванию под напряжением, самым эффективным является превратить микроструктуру металла в отпущенную мартенситную структуру, а также желательно превратить микроструктуру металла в мелкозернистую структуру.
[0006]
Например, Патентный документ 1 предлагает способ, который измельчает кристаллические зерна путем применения средств быстрого нагрева, такого как индукционный нагрев, при нагревании стали. Кроме того, Патентный документ 2 предлагает способ, который измельчает кристаллические зерна путем двойной закалки стали. Кроме того, например, Патентный документ 3 предлагает способ, который улучшает характеристики стали за счет создания бейнитной структуры стального материала. Все рассматриваемые стали во многих обычных методиках, описанных выше, имеют микроструктуру металла, состоящую главным образом из мартенсита отпуска, феррита или бейнита.
[0007]
Мартенсит отпуска или феррит, который является главной структурой вышеописанной низколегированной стали, имеет объемноцентрированную кубическую кристаллическую систему (в дальнейшем называемую также «BCC»). Структура BCC по своей сути имеет высокую восприимчивость к водородной хрупкости. Следовательно, для стали, главная структура которой представляет собой мартенсит отпуска или феррит, очень трудно полностью предотвратить сульфидное растрескивание под напряжением. В частности, как было описано выше, восприимчивость к сульфидному растрескиванию под напряжением становится более высокой с увеличением прочности стали. Следовательно, говорится о том, что получить высокопрочный стальной материал, обладающий превосходной стойкостью к сульфидному растрескиванию под напряжением, является наиболее трудной проблемой для низколегированной стали.
[0008]
В противоположность этому, если используется высокостойкий к коррозии сплав, такой как нержавеющая сталь или сплав с высоким содержанием Ni, имеющий аустенитную структуру с гранецентрированной кубической решеткой (в дальнейшем называемой также «FCC»), которая по своей сути имеет низкую восприимчивость к водородной хрупкости, сульфидное растрескивание под напряжением может быть предотвращено. Однако аустенитная сталь обычно имеет низкую прочность, поскольку представляет собой обработанный твердый раствор. Кроме того, чтобы получить устойчивую аустенитную структуру, обычно должно быть добавлено большое количество дорогого составного элемента, такого как Ni, так что затраты на производство стального материала значительно увеличиваются.
[0009]
Марганец известен как стабилизирующий аустенит элемент. Следовательно, было рассмотрено использование аустенитной стали, содержащей большое количество Mn, в качестве материала для труб, применяемых в нефтяной промышленности, вместо дорогого Ni. Патентный документ 4 раскрывает сталь, которая содержит C: 1,2 мас.% или меньше, Mn: от 5 мас.% до 45 мас.% и т.п., и упрочняется холодной обработкой. Кроме того, Патентный документ 5 раскрывает методику, в которой используется сталь, содержащая C: от 0,3 мас.% до 1,6 мас.%, Mn: от 4 мас.% до 35 мас.%, Cr: от 0,5 мас.% до 20 мас.%, V: от 0,2 мас.% до 4 мас.%, Nb: от 0,2 мас.% до 4 мас.% и т.п., и эта сталь упрочняется путем выделения карбидов в процессе охлаждения после термической обработки на твердый раствор. Кроме того, Патентный документ 6 раскрывает методику, в которой сталь, содержащая C: от 0,10 мас.% до 1,2 мас.%, Mn: от 5,0 мас.% до 45,0 мас.%, V: от 0,5 мас.% до 2,0 мас.% и т.п., подвергается обработке старением после термической обработки на твердый раствор, и сталь упрочняется путем выделения карбидов ванадия.
СПИСОК ДОКУМЕНТОВ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0010]
Патентный документ 1: JP61-9519A
Патентный документ 2: JP59-232220A
Патентный документ 3: JP63-93822A
Патентный документ 4: JP10-121202A
Патентный документ 5: JP60-39150A
Патентный документ 6: JP9-249940A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0011]
Поскольку аустенитная сталь обычно имеет низкую прочность, в Патентном документе 4 предел текучести немногим больший, чем 100 кгс/мм2, достигается путем выполнения холодной обработки со степенью обжатия 40%. Однако, результаты исследования, проведенного авторами настоящего изобретения, показали, что в стали Патентного документа 4 α'-мартенсит формируется за счет вызываемого деформацией превращения благодаря увеличению степени холодной обработки, и стойкость к сульфидному растрескиванию под напряжением иногда ухудшается. Кроме того, возможны проблемы с нехваткой мощности прокатного стана при увеличении степени обжатия при холодной обработке, так что остаются возможности для улучшения.
[0012]
В отличие от этого Патентные документы 5 и 6 нацелены на упрочнение стали за счет выделения карбидов. Дисперсионное твердение при старении позволяет обойтись без необходимости в увеличении мощности оборудования для холодной прокатки. Следовательно, аустенитные стали, в которых устойчивая структура аустенита может поддерживаться даже после дисперсионного твердения при старении, могут быть перспективными в плане стойкости к сульфидному растрескиванию под напряжением.
[0013]
Оценка стойкости к сульфидному растрескиванию под напряжением стального материала для нефтяной скважины относительно часто выполняется с помощью теста с постоянной нагрузкой (см., например, стандарт NACE TM0177-2005 Способ A). Однако в последние годы все чаще используются оценки, основанные на тесте DCB (см., например, стандарт NACE TM0177-2005 Способ D).
[0014]
В частности, когда аустенитная сталь подвергается превращению в структуру BCC, такую как α'-мартенсит, с помощью вызываемого деформацией превращения, происходит заметное ухудшение стойкости к сульфидному растрескиванию под напряжением. В аустенитной стали вызываемое деформацией превращение может происходить в зоне концентрации напряжений в непосредственной близости от переднего конца трещины. Также с такой точки зрения оценка стойкости к сульфидному растрескиванию под напряжением с помощью теста DCB, который использует тестовый образец, в котором заранее включена дефектная часть, является особенно важной для аустенитных сталей.
[0015]
В Патентных документах 5 и 6, оценка стойкости к сульфидному растрескиванию под напряжением с помощью теста DCB не выполнялась, и поэтому возникают сомнения по поводу стойкости к сульфидному растрескиванию под напряжением в зоне концентрации напряжений, такой как зона в непосредственной близости от переднего конца трещины.
[0016]
Задачей настоящего изобретения является предложить упрочненный дисперсионным твердением высокопрочный стальной материал для нефтяной скважины, который обладал бы превосходной стойкостью к сульфидному растрескиванию под напряжением (у которого расчетное значение KISSC являлось бы большим) в тесте DCB, имел предел текучести, равный 95 ksi (654 МПа) или выше, а также имел общую устойчивость к коррозии такую же, как и у низколегированных сталей.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
[0017]
Авторы настоящего изобретения провели оценку стойкости к сульфидному растрескиванию под напряжением с использованием теста DCB, а также провели исследования способа получения стального материала, для которого преодолевались бы проблемы предшествующего уровня техники, и который имел бы превосходную стойкость к сульфидному растрескиванию под напряжением в тесте DCB, а также высокий предел текучести. В результате авторы настоящего изобретения пришли к следующим выводам.
[0018]
(A) Для того, чтобы улучшить стойкость к сульфидному растрескиванию под напряжением в тесте DCB, стальной материал должен содержать большое количество C и Mn, которые являются элементами, стабилизирующими фазу аустенита, более конкретно он должен содержать 0,7 мас.% или больше C и 12 мас.% или больше Mn.
[0019]
(B) Для дисперсионного твердения стального материала эффективно использовать карбиды ванадия. По этой причине стальной материал должен содержать больше чем 0,5 мас.% V.
[0020]
(C) В отличие от этого, V потребляет растворенный C, делая аустенит неустойчивым. В дополнение к этому, для того, чтобы стабилизировать аустенит, желательно избегать чрезмерного количества Cr. По этой причине необходимо, чтобы количество эффективного C, выражаемое формулой C-0,18V-0,06Cr, составляло 0,6 мас.% или больше.
[0021]
Настоящее изобретение было выполнено на основе вышеописанных результатов и включает в себя высокопрочный стальной материал для нефтяной скважины и труб, применяемых в нефтяной промышленности, описываемый ниже.
[0022]
(1) Высокопрочный стальной материал для нефтяной скважины, имеющий следующий химический состав:
C: от 0,70 мас.% до 1,8 мас.%,
Si: от 0,05 мас.% до 1,00 мас.%,
Mn: от 12,0 мас.% до 25,0 мас.%,
Al: от 0,003 мас.% до 0,06 мас.%,
P: 0,03 мас.% или меньше,
S: 0,03 мас.% или меньше,
N: 0,10 мас.% или меньше,
V: больше чем 0,5 мас.% и 2,0 мас.% или меньше,
Cr: от 0 мас.% до 2,0 мас.%;
Mo: от 0 мас.% до 3,0 мас.%,
Cu: от 0 мас.% до 1,5 мас.%,
Ni: от 0 мас.% до 1,5 мас.%,
Nb: от 0 мас.% до 0,5 мас.%;
Ta: от 0 мас.% до 0,5 мас.%;
Ti: от 0 мас.% до 0,5 мас.%;
Zr: от 0 мас.% до 0,5 мас.%;
Ca: от 0 мас.% до 0,005 мас.%,
Mg: от 0 мас.% до 0,005 мас.%,
B: от 0 мас.% до 0,015 мас.%,
остаток: железо и примеси,
удовлетворяющий следующей формуле (i),
в котором металлическая микроструктура состоит по существу из единственной фазы аустенита,
карбиды ванадия, имеющие диаметры эквивалентного круга от 5 до 100 нм, существуют с численной плотностью 20 шт/мкм2 или выше, и
предел текучести составляет 654 МПа или больше;
0,6 ≤ C - 0,18V - 0,06Cr < 1,44... (i)
где символ элемента в формуле означает содержание (в мас.%) этого элемента, содержащегося в стальном материале, и равно нулю в том случае, когда этот элемент не содержится.
[0023]
(2) Высокопрочный стальной материал для нефтяной скважины в соответствии с пунктом (1),
в котором химический состав содержит
один или два элемента, выбираемых из
Cr: от 0,1 мас.% до 2,0 мас.%, и
Mo: от 0,1 мас.% до 3,0 мас.%.
[0024]
(3) Высокопрочный стальной материал для нефтяной скважины в соответствии с пунктом (1) или (2),
в котором химический состав содержит
один или два элемента, выбираемых из
Cu: от 0,1 мас.% до 1,5 мас.%, и
Ni: от 0,1 мас.% до 1,5 мас.%.
[0025]
(4) Высокопрочный стальной материал для нефтяной скважины в соответствии с любым из пунктов (1) - (3),
в котором химический состав содержит
один или более элементов, выбираемых из
Nb: от 0,005 мас.% до 0,5 мас.%;
Ta: от 0,005 мас.% до 0,5 мас.%;
Ti: от 0,005 мас.% до 0,5 мас.%, и
Zr: от 0,005 мас.% до 0,5 мас.%.
[0026]
(5) Высокопрочный стальной материал для нефтяной скважины в соответствии с любым из пунктов (1) - (4),
в котором химический состав содержит
один или два элемента, выбираемых из
Ca: от 0,0003 мас.% до 0,005 мас.%, и
Mg: от 0,0003 мас.% до 0,005 мас.%.
[0027]
(6) Высокопрочный стальной материал для нефтяной скважины в соответствии с любым из пунктов (1) - (5),
в котором химический состав содержит
B: от 0,0001 мас.% до 0,015 мас.%.
[0028]
(7) Высокопрочный стальной материал для нефтяной скважины в соответствии с любым из пунктов (1) - (6),
в котором предел текучести составляет 758 МПа или выше.
[0029]
(8) Трубы, применяемые в нефтяной промышленности, которые состоят из высокопрочного стального материала для нефтяной скважины в соответствии с любым из пунктов (1) - (7).
ПОЛЕЗНЫЕ ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0030]
В соответствии с настоящим изобретением стальной материал состоит по существу из структуры аустенита, и таким образом имеет превосходную стойкость к сульфидному растрескиванию под напряжением в тесте DCB, а также имеет высокий предел текучести, равный 654 МПа или выше, за счет использования дисперсионного твердения. Следовательно, высокопрочный стальной материал для нефтяной скважины в соответствии с настоящим изобретением может подходящим образом использоваться для труб, применяемых в нефтяной промышленности, во влажной сероводородной среде.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031]
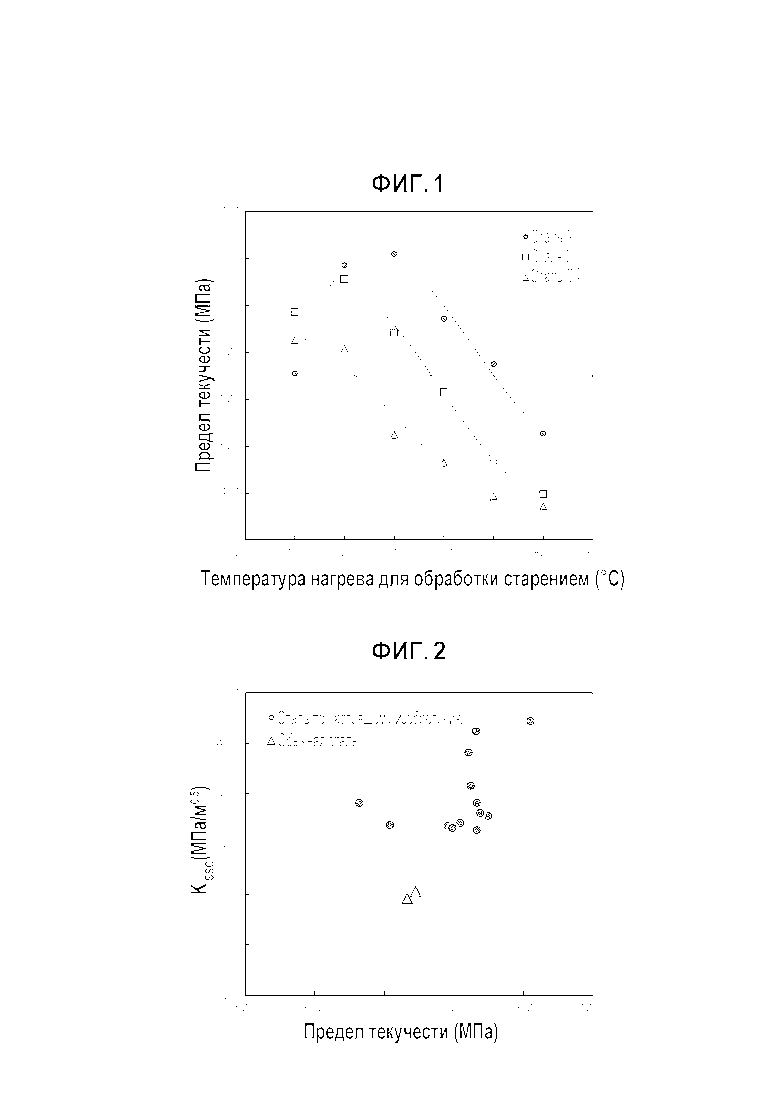
[Фиг. 1] Фиг. 1 представляет собой график, показывающий соотношение между температурами нагрева для обработки старением и пределами текучести.
[Фиг. 2] Фиг. 2 представляет собой график, показывающий соотношение между пределами текучести и значениями KISSC, вычисленными с помощью теста DCB.
СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0032]
Далее подробно описываются компоненты настоящего изобретения.
[0033]
1. Химический состав
Причины для ограничения содержания элементов описываются ниже. В следующем объяснении символ «%» для содержания каждого элемента означает «мас.%».
[0034]
C: от 0,70 мас.% до 1,8 мас.%
Углерод (C) обладает эффектом стабилизации фазы аустенита с низкими затратами, даже если содержание Mn или Ni уменьшено, а также может улучшать свойство механического упрочнения и равномерное относительное удлинение за счет поддержки пластической деформации путем срастания кристаллов, так что C является очень важным элементом в настоящем изобретении. Сталь по настоящему изобретению упрочняется путем выполнения термической обработки старением и осаждения карбидов. Поскольку C расходуется на то, чтобы сформировать карбиды, необходимо регулировать содержание C с учетом его расходования на образование карбидов. Следовательно, углерод должен содержаться в количестве 0,70 мас.% или больше. С другой стороны, если содержание C является слишком высоким, выделяется цементит, и тем самым не только уменьшается прочность границы зерна и увеличивается восприимчивость к коррозионному растрескиванию под напряжением, но также и температура плавления материала заметно уменьшается, а обрабатываемость в горячем состоянии ухудшается. Следовательно, содержание углерода устанавливается равным 1,8 мас.% или меньше. Для того, чтобы получить высокопрочный стальной материал для нефтяной скважины, обладающий превосходным балансом прочности и удлинения, содержание C предпочтительно составляет больше чем 0,80 мас.%, еще более предпочтительно 0,85 мас.% или больше. Кроме того, содержание C предпочтительно составляет 1,6 мас.% или меньше, еще более предпочтительно 1,3 мас.% или меньше.
[0035]
Si: от 0,05 мас.% до 1,00 мас.%
Кремний (Si) является элементом, необходимым для раскисления стали. Если содержание Si составляет менее 0,05 мас.%, раскисление является недостаточным, и остается много неметаллических включений, и поэтому желаемая стойкость к сульфидному растрескиванию под напряжением не может быть достигнута. С другой стороны, если содержание Si составляет более 1,00 мас.%, прочность границы зерна ослабляется, и стойкость к сульфидному растрескиванию под напряжением уменьшается. Следовательно, содержание Si устанавливается равным от 0,05 мас.% до 1,00 мас.%. Содержание Si предпочтительно составляет 0,10 мас.% или больше, еще более предпочтительно 0,20 мас.% или больше. Кроме того, содержание Si предпочтительно составляет 0,80 мас.% или меньше, еще более предпочтительно 0,60 мас.% или меньше.
[0036]
Mn: от 12,0 мас.% до 25,0 мас.%
Марганец (Mn) является элементом, способным к стабилизации фазы аустенита с низкими затратами. Для того, чтобы проявить этот эффект в настоящем изобретении, должно содержаться 12,0 мас.% или больше Mn. С другой стороны, Mn растворяется предпочтительно во влажной сероводородной среде, и устойчивые продукты коррозии не формируются на поверхности материала. В результате общая устойчивость к коррозии ухудшается с увеличением содержания Mn. Если содержится больше чем 25,0 мас.% Mn, скорость коррозии становится более высокой, чем стандартная скорость коррозии низколегированных труб, применяемых в нефтяной промышленности. Следовательно, содержание Mn должно быть установлено равным 25,0 мас.% или меньше. Содержание Mn предпочтительно составляет 13,5 мас.% или больше, еще более предпочтительно 16,0 мас.% или больше. Кроме того, содержание Mn предпочтительно составляет 22,5 мас.% или меньше.
[0037]
В настоящем изобретении «стандартная скорость коррозии низколегированной трубы для нефтяной скважины» означает скорость коррозии, преобразованную из коррозионных потерь в то время, когда сталь погружена в раствор A (водный раствор 5%NaCl+0,5%CH3COOH, насыщенный H2S под давлением 1 бар), определяемый в стандарте NACE TM0177-2005, на 336 час, составляющую 1,5 г/(м2час).
[0038]
Al: от 0,003 мас.% до 0,06 мас.%
Алюминий (Al) является элементом, необходимым для раскисления стали, и поэтому должно содержаться 0,003 мас.% или больше Al. Однако если содержание Al составляет более чем 0,06 мас.%, оксиды склонны образовывать включения, и поэтому могут оказывать неблагоприятное влияние на ударную вязкость и коррозийную стойкость. Следовательно, содержание Al устанавливается равным от 0,003 мас.% до 0,06 мас.%. Содержание Al предпочтительно составляет 0,008 мас.% или больше, еще более предпочтительно 0,012 мас.% или больше. Кроме того, содержание Al предпочтительно составляет 0,05 мас.% или меньше, еще более предпочтительно 0,04 мас.% или меньше. В настоящем изобретении Al содержание растворимого в кислоте Al (растворимого Al).
[0039]
P: 0,03 мас.% или меньше
Фосфор (P) является элементом, неизбежно присутствующим в стали в качестве примеси. Однако если содержание P составляет больше чем 0,03 мас.%, P сегрегирует на границы зерна и ухудшает стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание P должно быть установлено равным 0,03 мас.% или меньше. Желательно, чтобы содержание P было настолько низким, насколько это возможно, и предпочтительно составляет 0,02 мас.% или меньше, еще более предпочтительно 0,012 мас.% или меньше. Однако чрезмерное уменьшение содержания P приводит к возрастанию затрат на производство стального материала. Следовательно, нижний предел содержания P предпочтительно составляет 0,001 мас.%, еще более предпочтительно 0,005 мас.%.
[0040]
S: 0,03% или меньше
Сера (S) является элементом, неизбежно присутствующим в стали в качестве примеси, как и фосфор. Если содержание серы составляет более 0,03 мас.%, сера сегрегируется на границах зерна и образует включения на основе сульфида, что ухудшает стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание серы должно быть установлено равным 0,03 мас.% или меньше. Желательно, чтобы содержание серы было настолько низким, насколько это возможно, и предпочтительно составляет 0,015 мас.% или меньше, еще более предпочтительно 0,01 мас.% или меньше. Однако чрезмерное уменьшение содержания серы приводит к возрастанию затрат на производство стального материала. Следовательно, нижний предел содержания серы предпочтительно составляет 0,001 мас.%, еще более предпочтительно 0,002 мас.%.
[0041]
N: 0,10% или меньше
Азот (N) обычно содержится в качестве загрязняющего элемента в железе и стальных материалах, и его содержание уменьшается с помощью деазотации. Поскольку N представляет собой элемент для стабилизации фазы аустенита, для того, чтобы стабилизировать аустенит, может содержаться большое количество N. Однако поскольку настоящее изобретение нацелено на стабилизацию аустенита посредством C и Mn, содержание азота не является обязательным. Кроме того, если N содержится в чрезмерном количестве, высокотемпературная прочность повышается, рабочее напряжение при высоких температурах увеличивается, и горячая обрабатываемость ухудшается. Следовательно, содержание азота должно быть установлено равным 0,10 мас.% или меньше. Содержание N предпочтительно составляет 0,07 мас.% или меньше, еще более предпочтительно 0,04 мас.% или меньше. С точки зрения снижения затрат денитрификация является нежелательной, так что нижний предел содержания N предпочтительно составляет 0,0015 мас.%.
[0042]
V: больше чем 0,5 мас.% и 2,0 мас.% или меньше
Ванадий (V) является элементом, который упрочняет стальной материал за счет выполнения термической обработки при соответствующих температуре и продолжительности, и тем самым осаждения мелких карбидов (V4C3) в стали, и поэтому должен содержаться в количестве больше чем 0,5 мас.%. Однако если V содержится в чрезмерном количестве, этот эффект насыщается, и потребляется большое количество C, что стабилизирует фазу аустенита. Следовательно, содержание V устанавливается в диапазоне больше чем 0,5 мас.% и 2,0 мас.% или меньше. Для того, чтобы гарантировать достаточную прочность, содержание ванадия предпочтительно составляет 0,6 мас.% или больше, более предпочтительно 0,7 мас.% или больше. Кроме того, содержание ванадия предпочтительно составляет 1,8 мас.% или меньше, более предпочтительно 1,6 мас.% или меньше.
[0043]
Cr: от 0 мас.% до 2,0 мас.%
Хром (Cr) может содержаться по мере необходимости, потому что он является элементом для улучшения общей устойчивости к коррозии. Однако если Cr содержится в чрезмерном количестве, стойкость к сульфидному растрескиванию под напряжением ухудшается. Кроме того, стойкость к коррозионному растрескиванию под напряжением (стойкость к SCC) может ухудшиться, и стабильность аустенита может быть нарушена за счет расходования C в основном металле на формирование карбидов во время термической обработки старением. Следовательно, содержание углерода устанавливается равным 2,0 мас.% или меньше. Кроме того, когда содержание Cr является высоким, необходимо проводить термическую обработку на твердый раствор при более высокой температуре, что приводит к дополнительным затратам. Таким образом, содержание Cr предпочтительно составляет 0,8 мас.% или меньше, еще более предпочтительно 0,4 мас.% или меньше. В том случае, когда желательно достичь вышеописанного эффекта, содержание Cr предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше, и наиболее предпочтительно 0,5 мас.% или больше.
[0044]
Mo: от 0 мас.% до 3,0 мас.%
Молибден (Mo) может содержаться по мере необходимости, потому что он является элементом для стабилизации продуктов коррозии во влажной сероводородной среде, а также для улучшения общей устойчивости к коррозии. Однако если содержание Mo составляет больше чем 3,0 мас.%, стойкость к сульфидному растрескиванию под напряжением и стойкость к SCC могут ухудшиться. Кроме того, поскольку Mo является очень дорогим элементом, содержание Mo устанавливается равным 3,0 мас.% или меньше. В том случае, когда желательно достичь вышеописанного эффекта, содержание молибдена предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше, и наиболее предпочтительно 0,5 мас.% или больше.
[0045]
Cu: от 0 мас.% до 1,5 мас.%
Медь (Cu) может содержаться по мере необходимости, если она содержится в небольшом количестве, потому что она представляет собой элемент, способный стабилизировать фазу аустенита. Однако в том случае, когда учитывается влияние на коррозионную стойкость, Cu представляет собой элемент, который способствует локальной коррозии и склонен формировать зону концентрации напряжений на поверхности стального материала. Следовательно, если Cu содержится в чрезмерном количестве, стойкость к сульфидному растрескиванию под напряжением и стойкость к SCC могут ухудшиться. По этой причине содержание Cu устанавливается равным 1,5 мас.% или меньше. Содержание Cu предпочтительно составляет 1,0 мас.% или меньше. В том случае, когда желательно достичь эффекта стабилизации аустенита, содержание Cu предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше.
[0046]
Ni: от 0 мас.% до 1,5 мас.%
Никель (Ni) может содержаться по мере необходимости, если он содержится в небольшом количестве, потому что он представляет собой элемент, способный стабилизировать фазу аустенита, как это имеет место в случае с Cu. Однако в том случае, когда учитывается влияние на коррозионную стойкость, Ni представляет собой элемент, который способствует локальной коррозии и склонен формировать зону концентрации напряжений на поверхности стального материала. Следовательно, если Ni содержится в чрезмерном количестве, стойкость к сульфидному растрескиванию под напряжением и стойкость к SCC могут ухудшиться. По этой причине содержание Ni устанавливается равным 1,5 мас.% или меньше. Содержание Ni предпочтительно составляет 1,0 мас.% или меньше. В том случае, когда желательно достичь эффекта стабилизации аустенита, содержание Ni предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше.
[0047]
Nb: от 0 мас.% до 0,5 мас.%
Ta: от 0 мас.% до 0,5 мас.%
Ti: от 0 мас.% до 0,5 мас.%
Zr: от 0 мас.% до 0,5 мас.%
Ниобий (Nb), тантал (Ta), титан (Ti) и цирконий (Zr) могут содержаться по мере необходимости, потому что они представляют собой элементы, которые способствуют прочности стали за счет объединения с C или N с образованием микроскопических карбидов или карбонитридов. Однако эффект упрочнения за счет формирования карбидов или карбонитридов этих элементов является ограниченным по сравнению с эффектом ванадия. Кроме того, если эти элементы содержатся в чрезмерном количестве, этот эффект насыщается, и может произойти ухудшение ударной вязкости и дестабилизация аустенита. Следовательно, содержание каждого из этих элементов составляет 0,5 мас.% или меньше и предпочтительно 0,35 мас.% или меньше. Для того, чтобы получить этот эффект, содержание одного или более элементов, выбираемых из этих элементов, предпочтительно составляет 0,005 мас.% или больше, еще более предпочтительно 0,05 мас.% или больше.
[0048]
Ca: от 0 мас.% до 0,005 мас.%
Mg: от 0 мас.% до 0,005 мас.%
Кальций (Ca) и магний (Mg) могут содержаться по мере необходимости, потому что они представляют собой элементы, которые обладают эффектами улучшения ударной вязкости и коррозионной стойкости за счет управления формой включений, а также дополнительно улучшают литейные свойства, подавляя забивку сопла во время литья. Однако если эти элементы содержатся в чрезмерном количестве, этот эффект насыщается, и включения становятся склонными к образованию кластеров, что ухудшает ударную вязкость и коррозийную стойкость. Следовательно, содержание каждого из этих элементов составляет 0,005 мас.% или меньше. Содержание каждого из этих элементов предпочтительно составляет 0,003 мас.% или меньше. Когда содержатся и Ca, и Mg, общее содержание этих элементов предпочтительно составляет 0,005 мас.% или меньше. Для того, чтобы получить этот эффект, содержание одного или двух элементов из этих элементов предпочтительно составляет 0,0003 мас.% или больше, еще более предпочтительно 0,0005 мас.% или больше.
[0049]
B: от 0 мас.% до 0,015 мас.%
Бор (B) может содержаться по мере необходимости, потому что он является элементом, который обладает эффектами уменьшения размеров выделений и аустенитного зерна. Однако если B содержится в чрезмерном количестве, могут образоваться низкоплавкие соединения, что ухудшит горячую обрабатываемость. В частности, если содержание B составляет более 0,015 мас.%, горячая обрабатываемость может заметно ухудшиться. Следовательно, содержание B составляет 0,015 мас.% или меньше. Для того, чтобы получить этот эффект, содержание B предпочтительно составляет 0,0001 мас.% или больше.
[0050]
Высокопрочный стальной материал для нефтяной скважины по настоящему изобретению имеет химический состав, состоящий из элементов от C до B, с остатком из Fe и примесей.
[0051]
Термин «примеси» означает компоненты, которые примешиваются из-за различных факторов в производственном процессе, включая сырье, такое как руда и лом, когда сталь производится в промышленном масштабе, причем эти компоненты могут содержаться в таком диапазоне, в котором они не оказывают неблагоприятного влияния на настоящее изобретение.
[0052]
0,6 ≤ C - 0,18V - 0,06Cr < 1,44... (i)
где символы элементов в формуле означают содержание каждого элемента (в мас.%), содержащегося в стальном материале, и каждый из них равен нулю в том случае, когда этот элемент не содержится.
В настоящем изобретении, хотя содержание C регулируется внутри вышеописанного диапазона для того, чтобы стабилизировать фазу аустенита, поскольку стальной материал упрочняется путем осаждения карбидов или карбонитридов ванадия, существует риск того, что на это будет расходоваться часть C, и стабильность аустенита уменьшится. Большая часть C потребляется тогда, когда весь V осаждается в виде карбидов. В дополнение к этому, C также потребляется осаждением карбидов Cr в том случае, когда содержится Cr.
[0053]
Допуская, что все карбиды ванадия представляют собой карбиды V4C3, а все карбиды хрома представляют собой карбиды Cr23C6, эффективное количество C, которое способствует стабилизации аустенита, можно выразить как C - 0,18V - 0,06Cr, как показано в формуле (i), и необходимо отрегулировать содержания C, V и Cr таким образом, чтобы эффективное количество C составляло 0,6 или больше для того, чтобы достичь стабилизации аустенита. С другой стороны, эффективное количество C, равное 1,44 или больше, создает проблемы неоднородности микроструктуры и ухудшения горячей обрабатываемости с образованием цементита, и необходимо регулировать содержания C, V и Cr таким образом, чтобы эффективное количество C было меньше чем 1,44. Эффективное количество C предпочтительно составляет 0,65 или больше, более предпочтительно 0,7 или больше. Кроме того, эффективное количество C предпочтительно составляет 1,4 или меньше, более предпочтительно 1,3 или меньше, еще более предпочтительно 1,15 мас.% или меньше.
[0054]
Mn ≥ 3C+10,6... (ii)
где символы элементов в формуле означают содержание каждого элемента (в мас.%), содержащегося в стальном материале.
Как было описано выше, настоящее изобретение нацелено на упрочнение стали путем выполнения обработки старением и осаждения карбидов. Однако если во время обработки старением происходит перлитное превращение, коррозионная стойкость может заметно уменьшиться. Mn и C являются элементами, которые влияют на температуру образования перлита, и в том случае, когда формула (ii) в соотношении обоих элементов не удовлетворяется, существует риск того, что перлитное превращение будет происходить в зависимости от условий обработки старением. Следовательно, желательно, чтобы формула (ii) удовлетворялась.
[0055]
2. Микроструктура металла
Как было описано выше, если α'-мартенсит и феррит, каждый из которых имеет объемноцентрированную кубическую структуру, примешиваются в микроструктуру металла, стойкость к SSC ухудшается. Следовательно, в настоящем изобретении микроструктура металла состоит по существу из единственной фазы аустенита.
[0056]
В настоящем изобретении в качестве структуры, состоящей по существу из единственной фазы аустенита, выбирают смесь α'-мартенсита и феррита в количестве меньше чем 0,1 об.%, помимо структуры FCC, служащей в качестве стальной матрицы. Также возможно смешивание с ε-мартенситной структурой HCP. Объемная доля ε-мартенсита предпочтительно составляет 10 об.% или меньше, более предпочтительно 2 об.% или меньше.
[0057]
Поскольку α'-мартенсит и феррит существуют в микроструктуре металла в виде мелких кристаллов, трудно измерить их объемную долю посредством рентгеновской дифракции, наблюдения в микроскоп и т.п. Поэтому в настоящем изобретении суммарная объемная доля структуры, имеющей структуру BCC, измеряется с использованием измерителя феррита.
[0058]
Как было описано выше, стальные материалы с единственной аустенитной фазой обычно имеют низкую прочность. По этой причине в настоящем изобретении стальной материал упрочняется, в частности, путем выделения карбидов ванадия. Карбиды ванадия выделяются внутри стального материала и затрудняют перемещение дислокаций, что способствует упрочнению. Если карбиды ванадия имеют диаметры эквивалентного круга меньше чем 5 нм, они не служат препятствием для перемещения дислокаций. С другой стороны, если карбиды ванадия становятся грубыми и имеют размер 100 нм в терминах диаметра эквивалентного круга, количество карбидов ванадия чрезвычайно уменьшается, и таким образом эти карбиды ванадия не способствуют упрочнению. Следовательно, размер карбидов, подходящий для дисперсионного твердения стального материала, составляет от 5 до 100 нм.
[0059]
Для того, чтобы получить предел текучести 654 МПа или выше устойчивым образом, необходимо, чтобы эти карбиды ванадия, имеющие диаметр эквивалентного круга от 5 до 100 нм, присутствовали в микроструктуре стали с численной плотностью 20 шт/мкм2 или выше. Способ для измерения численной плотности карбидов ванадия особо не ограничивается, и такое измерение может быть выполнено, например, с помощью следующего способа. Тонкая пленка, имеющая толщину 100 нм, приготавливается из внутренней части стального материала (из центральной части в направлении толщины стенки), эта тонкая пленка наблюдается с использованием просвечивающего электронного микроскопа (TEM), и подсчитывается количество карбидов ванадия, имеющих диаметр эквивалентного круга от 5 до 100 нм, содержащихся в поле зрения на площади 1 мкм2. Желательно, чтобы измерение численной плотности было выполнено во множестве полей зрения для определения ее среднего значения. Если желательно достичь предела текучести 689 МПа или выше, желательно, чтобы карбиды ванадия, имеющие диаметр эквивалентного круга от 5 до 100 нм, присутствовали с численной плотностью 50 шт/мкм2 или выше.
[0060]
3. Механические свойства
При уровне прочности меньше чем 654 МПа даже типичные низколегированные стали могут гарантировать достаточную стойкость к сульфидному растрескиванию под напряжением. Однако, как было описано выше, поскольку стойкость к сульфидному растрескиванию под напряжением резко уменьшается с увеличением прочности стали, комбинация высокой прочности и превосходной стойкости к сульфидному растрескиванию под напряжением является труднодостижимой для низколегированной стали. Таким образом, в настоящем изобретении предел текучести ограничивается значением 654 МПа или выше. Стальной материал в соответствии с настоящим изобретением может достигать комбинации высокого предела текучести, равного 654 МПа или выше, и превосходной стойкости к сульфидному растрескиванию под напряжением в тесте DCB. Для того, чтобы улучшить вышеописанное преимущество, предел текучести высокопрочного стального материала для нефтяной скважины в соответствии с настоящим изобретением предпочтительно должен составлять 689 МПа или выше, более предпочтительно 758 МПа или выше.
[0061]
В настоящем изобретении «превосходная стойкость к сульфидному растрескиванию под напряжением в тесте DCB» означает, что значение KISSC, вычисленное в тесте DCB, определенном в стандарте NACE TM0177-2005, составляет 35 МПа/м0,5 или больше.
[0062]
4. Способ производства
Способ для производства стального материала в соответствии с настоящим изобретением особо не ограничивается, при условии, что он может обеспечить вышеописанную прочность. Например, может использоваться способ, описанный ниже.
[0063]
<Плавка и литье>
Что касается плавки и литья, может быть использован способ, используемый в способе получения обычных аустенитных сталей, и может быть использована либо отливка слитков, либо непрерывное литье. В том случае, когда производятся бесшовные стальные трубы, сталь может отливаться в форму круглой заготовки для создания трубы с помощью непрерывного литья круглого изделия.
[0064]
<Горячая обработка (ковка, прошивка, прокатка)>
После литья выполняется горячая обработка, такая как ковка, прошивка и прокатка. В производстве бесшовных стальных труб, в том случае, когда круглая заготовка отливается с помощью непрерывного круглого литья, процессы ковки, обжима и т.п. для формирования круглой заготовки являются ненужными. В том случае, когда стальной материал представляет собой бесшовную стальную трубу после процесса прошивки, прокатка выполняется путем использования стана для прокатки на оправке или раскатного трубного стана. Кроме того, в том случае, когда стальной материал представляет собой листовой материал, процесс является таким, что после того, как сляб будет подвергнут черновой прокатке, выполняется финишная прокатка. Желательные условия горячей обработки, такой как прошивка и прокатка, описываются ниже.
[0065]
Нагревание заготовки может быть выполнено до такой степени, чтобы прошивка в горячем состоянии могла быть выполнена на прошивном трубопрокатном стане; однако, желательный диапазон температур составляет от 1000°C до 1250°C. Прошивная прокатка и прокатка, использующие стан, такой как стан для прокатки на оправке или раскатной трубный стан, также особо не ограничиваются. Однако с точки зрения горячей обрабатываемости, в частности для того, чтобы предотвратить дефекты поверхности, желательно устанавливать финишную температуру равной 900°C или выше. Верхний предел финишной температуры также особо не ограничивается; однако финишная температура предпочтительно равна 1100°C или ниже.
[0066]
В том случае, когда производится стальной лист, температуры нагрева сляба и т.п. достаточно для того, чтобы находиться в том диапазоне температур, в котором может быть выполнена горячая прокатка, например, в диапазоне температур от 1000°C до 1250°C. Программа калибровки горячей прокатки является необязательной. Однако, учитывая обрабатываемость в горячем состоянии для уменьшения образования дефектов поверхности, трещин на боковой кромке полосы продукта и т.п., желательно устанавливать финишную температуру равной 900°C или выше. Финишная температура предпочтительно равна 1100°C или ниже, как в случае бесшовной стальной трубы.
[0067]
<Термическая обработка на твердый раствор>
Стальной материал, которых был обработан в горячем состоянии, нагревается до температуры, достаточной для того, чтобы карбиды и т.п. полностью растворились, и после этого быстро охлаждается. В этом случае стальной материал быстро охлаждается после выдержки в диапазоне температур от 1000°C до 1200°C в течение 10 мин или дольше. Если температура термической обработки на твердый раствор является более низкой, чем 1000°C, карбиды ванадия не могут быть растворены полностью, так что в некоторых случаях становится трудно получить предел текучести 654 МПа или выше из-за недостаточного дисперсионного твердения. С другой стороны, если температура термической обработки твердого раствора является более высокой чем 1200°C, в некоторых случаях осаждается гетерогенная фаза феррита и т.п., в которой может возникать сульфидное растрескивание под напряжением. Кроме того, если время выдержки составляет менее 10 мин, эффект растворения является недостаточным, так что в некоторых случаях желаемая высокая прочность, то есть предел текучести 654 МПа или выше, не может быть достигнута.
[0068]
Верхний предел времени выдержки зависит от размера и формы стального материала, и не может быть определен однозначно для всех ситуаций. Так или иначе, необходимо время для гомогенизации всего стального материала. С точки зрения сокращения производственных затрат слишком длительное время выдержки является нежелательным, и обычно разумным является устанавливать это время в пределах 1 час. Кроме того, для того, чтобы предотвратить выделение во время охлаждения карбидов, других интерметаллических соединений и т.п. во время охлаждения, желательно охлаждать стальной материал со скоростью охлаждения выше, чем скорость охлаждения в масле.
[0069]
Вышеописанное значение нижнего предела времени выдержки представляет собой время выдержки в том случае, когда стальной материал повторно нагревается до диапазона температур от 1000°C до 1200°C после того, как стальной материал, обработанный в горячем состоянии, был однократно охлажден до температуры ниже чем 1000°C. Однако в том случае, когда финишная температура горячей обработки (температура завершения) находится в диапазоне от 1000°C до 1200°C, если дополнительное нагревание выполняется при этой температуре в течение 5 мин или дольше, может быть достигнут тот же самый эффект, что и при термической обработке на твердый раствор, выполненной при вышеописанных условиях, так что быстрое охлаждение может выполняться как оно есть, без повторного нагрева. Следовательно, значение нижнего предела времени выдержки в настоящем изобретении включает в себя случай, в котором финишная температура горячей обработки (температура завершения) находится в диапазоне от 1000°C до 1200°C, и дополнительное нагревание выполняется при этой температуре в течение 5 мин или дольше.
[0070]
<Обработка для упрочнения при старении>
Стальной материал, который был термически обработан на твердый раствор, подвергается обработке старением для того, чтобы улучшить прочность стали путем осаждения мелких карбидов ванадия. Эффект обработки старением (упрочнения при старении) зависит от температуры нагрева, а также от времени выдержки при этой температуре нагрева. В основном, чем выше температура нагрева, тем короче требуемое время выдержки. Таким образом, нагрев при низкой температуре требует длительного времени выдержки. Следовательно, температура нагрева и время выдержки могут быть подходящим образом отрегулированы для того, чтобы получить желаемую прочность. В качестве условия нагрева предпочтительно выдерживать сталь в диапазоне температур от 600°C до 800°C в течение 30 мин или дольше.
[0071]
Если температура нагрева для обработки старением является более низкой, чем 600°C, осаждение карбидов ванадия становится недостаточным, что затрудняет гарантирование предела текучести, равного 654 МПа или выше. С другой стороны, если температура нагрева является более высокой, чем 800°C, карбиды ванадия легко растворяются и не могут быть осаждены. Следовательно, вышеописанный предел текучести не может быть достигнут.
[0072]
Кроме того, если время выдержки для обработки старением составляет менее 30 мин, осаждение карбидов ванадия становится недостаточным, что затрудняет гарантирование вышеописанного предела текучести. Верхний предел времени выдержки не ограничивается, но подходящим его значением является 7 час или меньше. Длительная выдержка впустую расходует энергию после того, как эффект дисперсионного твердения насыщается. Стальной материал, который был подвергнут обработке старением, может быть затем охлажден.
[0073]
Далее настоящее изобретение объясняется более конкретно со ссылками на примеры; однако настоящее изобретение не ограничивается этими примерами.
ПРИМЕР 1
[0074]
Двадцать два вида сталей от А до N и от AA до AH, имеющих химические составы, приведенные в Таблице 1, плавились в 50-килограммовой вакуумной печи для того, чтобы произвести слитки металла. Каждый из слитков металла нагревался при температуре 1180°C в течение 3 час, после чего ковался и подвергался разрезанию с помощью электрического разряда. После этого нарезанные слитки металла были дополнительно выдержаны при температуре 1150°C в течение 1 час и были подвергнуты горячей прокатке в листовой материал, имеющий толщину 20 мм. Затем этот листовой материал был подвергнут термической обработке на твердый раствор (охлаждению водой после термической обработки) при температуре 1100°C в течение 1 час. После этого упрочнение старением выполнялось при условиях, показанных в Таблице 2, для того, чтобы получить тестовые материалы.
[0075]
Для сталей А - C множество образцов было подготовлено и подвергнуто обработке старением при различных температурных условиях от 600°C до 850°C, кроме обработки при условиях, показанных в Таблице 2, для того, чтобы исследовать соотношение между температурой нагрева для обработки старением и пределом текучести. Время выдержки для обработки старением составляло 3 час для стали A, 10 час для стали B и 20 час для стали C независимо от температуры нагрева.
[0076]
Стали AI и AJ, имеющие химические составы, приведенные в Таблице 1, были обычными низколегированными сталями, которые были приготовлены для сравнения. Два вида этих сталей плавились в 50-килограммовой вакуумной печи для того, чтобы произвести слитки металла. Каждый из слитков металла нагревался при температуре 1180°C в течение 3 час, после чего ковался и подвергался разрезанию с помощью электрического разряда. После этого нарезанные слитки металла были дополнительно выдержаны при температуре 1150°C в течение 1 час и были подвергнуты горячей прокатке в листовой материал, имеющий толщину 20 мм. Затем этот листовой материал был подвергнут закалке, в которой этот листовой материал выдерживался при температуре 950°C в течение 15 мин, а затем быстро охлаждался. Затем этот листовой материал был подвергнут отпуску, в котором листовой материал выдерживался при температуре 705°C для того, чтобы получить тестовый материал.
[0077]
[Таблица 1]
[0078]
[Таблица 2]
[0079]
На полученных тестовых материалах № 1-22, исключая низколегированные стали, сначала была измерена суммарная объемная доля феррита и α'-мартенсита с использованием измерителя феррита (номер модели: FE8e3) производства компании Helmut Fischer, но она не смогла быть обнаружена во всех тестовых образцах. Тестовые материалы были также проанализированы с помощью рентгеновской дифракции для того, чтобы измерить содержание α'-мартенсита и ε-мартенсита. Однако для всех тестовых образцов наличие этих видов мартенсита не смогло быть обнаружено.
[0080]
Кроме того, тонкая пленка, имеющая толщину 100 нм, была приготовлена из тестового материала, эта тонкая пленка наблюдалась с использованием просвечивающего электронного микроскопа (TEM), и подсчитывалось количество карбидов ванадия, имеющих диаметр эквивалентного круга от 5 до 100 нм, содержащихся в поле зрения на площади 1 мкм2.
[0081]
Кроме того, из каждой из сталей был взят образец для испытания на разрыв в виде заготовки круглого сечения, имеющий параллельную часть с наружным диаметром 6 мм и длиной 40 мм. Испытание на растяжение проводилось при нормальной температуре (25°C), посредством чего определялся предел текучести YS (предел текучести при максимальном удлинении 0,2%) (МПа).
[0082]
Фиг. 1 представляет собой график, показывающий соотношение между температурами нагрева для обработки старением и пределами текучести для сталей А - C. Как видно из Фиг. 1, существуют оптимальные температуры нагрева, соответствующие составам сталей и временам выдержки при обработке старением. Сталь A имеет высокое содержание ванадия, равное 1,41 мас.% и высокий предел текучести может быть таким образом обеспечен внутри широкого диапазона температур от 600°C до 800°C даже при выполнении обработки старением за короткое время, равное 3 час. В отличие от этого, сталь C имеет относительно низкое содержание ванадия, равное 0,75 мас.%, но можно видеть, что низкотемпературные условия, то есть температура 650°C или меньше, позволяют гарантировать предел текучести, равный 654 МПа или больше, при обеспечении обработки старением в течение длительного времени, равного 20 час.
[0083]
После этого с использованием этих тестовых материалов были исследованы стойкость к сульфидному растрескиванию под напряжением в тесте DCB, стойкость к сульфидному растрескиванию под напряжением в тесте с постоянной нагрузкой, стойкость к SCC и скорость коррозии.
[0084]
Сначала для того, чтобы оценить стойкость к сульфидному растрескиванию под напряжением, проводился тест DCB, определенный в стандарте NACE TM0177-2005. Толщина клина составляла 3,1 мм, клин вставлялся в тестовый образец перед погружением в раствор А, описанный в стандарте теста (водный раствор 5%NaCl+0,5%CH3COOH, насыщенный H2S под давлением 1 бар), с температурой 24°C на 336 час, после чего значение KISSC вычислялось на основании напряжения освобождения клина и длины трещины.
[0085]
Стойкость к сульфидному растрескиванию под напряжением в тесте с постоянной нагрузкой оценивалась как описано ниже. Брался гладкий образец для испытания в форме пластины, и напряжение, соответствующее 90% от предела текучести, прикладывалось к одной поверхности образца для испытания в соответствии с методом четырехточечного изгиба. После этого тестовый образец погружался в тестовый раствор, то есть тот же самый раствор A, который был описан выше, и выдерживался при температуре 24°C в течение 336 час. В результате разрушения не произошло во всех тестовых материалах.
[0086]
Что касается стойкости к SCC, брался гладкий тестовый образец в форме пластины, и напряжение, соответствующее 90% от предела текучести, прикладывалось к одной поверхности этого тестового образца в соответствии с методом четырехточечного изгиба. После этого тестовый образец погружался в тестовый раствор, то есть тот же самый раствор A, который был описан выше, и выдерживался при температуре 60°C в течение 336 час. После этого оценивалось, произошло ли разрушение. В результате неразрушенный стальной материал оценивался как имеющий хорошую стойкость к SCC (значок «○» в Таблице 2), а разрушенный стальной материал оценивался как имеющий недостаточную стойкость к SCC (значок «×» в Таблице 2). Этот тестовый раствор является тестовой средой, менее склонной вызывать сульфидное растрескивание под напряжением, потому что его температура составляет 60°C, и тем самым концентрация насыщения H2S в растворе уменьшается по сравнению с концентрацией насыщения при нормальной температуре. Что касается тестового образца, в котором в этом тесте произошло растрескивание, произошло ли это растрескивание в результате коррозионного растрескивания под напряжением или сульфидного растрескивания под напряжением, оценивалось путем наблюдения режима распространения трещины под оптическим микроскопом. Что касается образца этого теста, было подтверждено, что для всех тестовых образцов, в которых растрескивание произошло в вышеописанной тестовой среде, его причиной было коррозионное растрескивание под напряжением.
[0087]
Причина, по которой оценивалась стойкость к SCC, описывается ниже. В качестве одного вида вызываемого окружающей средой растрескивания труб, применяемых в нефтяной промышленности, происходящего в нефтяной скважине, внимание очевидным образом должно быть обращено на SCC (коррозионное растрескивание под напряжением). Коррозионное растрескивание под напряжением представляет собой явление, в котором трещины распространяются за счет локальной коррозии, и вызывается частичным разрушением защитной пленки на поверхности материала, зернограничной сегрегацией легирующего элемента и т.п. Традиционно применяемые в нефтяной промышленности низколегированные стальные трубы, имеющие отпущенную мартенситную микроструктуру, были слабо изучены с точки зрения стойкости к коррозионному растрескиванию под напряжением, потому что их коррозия протекает полностью, и чрезмерное добавление легирующего элемента, который вызывает зернограничную сегрегацию, приводит к ухудшению в стойкости к сульфидному растрескиванию под напряжением. Кроме того, достаточные находки не обязательно были получены относительно восприимчивости к коррозионному растрескиванию под напряжением стали, эквивалентной или подобной стальному материалу по настоящему изобретению, который имеет компонентную систему, весьма отличающуюся от компонентной системы низколегированной стали, а также имеет аустенитную структуру. Следовательно, влияние компонента на восприимчивость к коррозионному растрескиванию под напряжением и т.п. должно быть прояснено.
[0088]
Кроме того, для оценки общей устойчивости к коррозии скорость коррозии определялась описанным ниже способом. Вышеописанный тестовый материал погружался в раствор A при нормальной температуре на 336 час, определялись потери на коррозию, и эти потери на коррозию преобразовывались в среднюю скорость коррозии. В настоящем изобретении тестовый материал, который показал скорость коррозии 1,5 г/(м2×час) или ниже, оценивался как имеющий хорошую общую устойчивость к коррозии.
[0089]
Эти результаты все вместе приведены в Таблице 2. Из Таблицы 2 можно видеть, что для Тестов № 1-13, которые являются примерными вариантами осуществления настоящего изобретения, смог быть обеспечен предел текучести, равный 654 МПа или выше, а также значение KISSC, вычисляемое в тесте DCB, равное 35 МПа/м0,5 или больше. Кроме того, стойкость к SCC является превосходной, и скорость коррозии может быть сохранена на уровне 1,5 г/(м2×час), что является целевым значением, или ниже.
[0090]
С другой стороны, для Теста № 14, который является сравнительным примером, осаждение карбидов ванадия было недостаточным, и их численная плотность составила 7 шт/мкм2, что ниже нижнего предела, определенного в настоящем изобретении, потому что условия обработки старением были неподходящими, в частности температура нагрева была слишком высокой, а время выдержки было слишком большим, хотя химический состав удовлетворял определению настоящего изобретения. Следовательно предел текучести составил 610 МПа, и целевая прочность не смогла быть достигнута.
[0091]
Кроме того, для Тестов № 15-17, в которых эффективное количество C или содержание Mn были ниже нижних пределов, определенных в настоящем изобретении, результат испытаний показал, что значение KISSC было ниже чем 35 МПа/м0,5, и стойкость к сульфидному растрескиванию под напряжением в тесте DCB была недостаточной. Предполагается, что такой результат был получен благодаря формированию α'-мартенсита в области переднего конца трещины, вызванному уменьшением стабильности аустенита из-за недостатка эффективного количества C или содержания Mn. Для Теста № 18, в котором содержание Mn было выше определенного верхнего предела, результат испытаний показал, что хотя стойкость к сульфидному растрескиванию под напряжением в тесте DCB была хорошей, скорость коррозии была высокой, и общая устойчивость к коррозии была недостаточной.
[0092]
Кроме того, для Теста № 19, в котором содержание ванадия было ниже определенного нижнего предела, результат испытаний показал, что осаждение карбидов ванадия было недостаточным, и их численная плотность составила 15 шт/мкм2, что ниже нижнего предела, определенного в настоящем изобретении. Следовательно, эффект дисперсионного твердения был недостаточным, и целевая прочность не смогла быть достигнута. Для Теста № 20, в котором содержание Cr было высоким, и таким образом эффективное количество C находилось вне определенного диапазона, результат испытаний показал, что значение KISSC было ниже 35 МПа/м0,5, и стойкость к SCC была недостаточной. Для Теста № 21, в котором содержание Mo находилось вне определенного диапазона, и для Теста № 22, в котором содержания Cu и Ni находились вне определенных диапазонов, результаты испытаний показали, что стойкость к SCC была недостаточной.
[0093]
Фиг. 2 представляет собой график, показывающий соотношение между пределами текучести и значениями KISSC, вычисляемыми в тесте DCB, для Тестов № 1-13, удовлетворяющих определению настоящего изобретения, а также для Тестов № 23 и 24, которые являются обычными низколегированными сталями. Из этого графика можно видеть, что стальной материал в соответствии с настоящим изобретением имеет высокую прочность, которая равна или больше прочности обычной низколегированной стали, а также имеет превосходную стойкость к сульфидному растрескиванию под напряжением в тесте DCB.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0094]
В соответствии с настоящим изобретением стальной материал состоит по существу из структуры аустенита, и таким образом имеет превосходную стойкость к сульфидному растрескиванию под напряжением в тесте DCB, а также имеет высокий предел текучести, равный 654 МПа или выше, за счет использования дисперсионного твердения. Следовательно, высокопрочный стальной материал для нефтяной скважины в соответствии с настоящим изобретением может подходящим образом использоваться для труб, применяемых в нефтяной промышленности, во влажной сероводородной среде.
Изобретение относится к области металлургии, а именно к высокопрочному стальному материалу для нефтяных скважин. Материал имеет следующий химический состав, мас.%: C: от 0,70 до 1,8, Si: от 0,05 до 1,00, Mn: от 12,0 до 25,0, Al: от 0,003 до 0,06, P: 0,03 или меньше, S: 0,03 или меньше, N: 0,10 или меньше, V: больше чем 0,5 и 2,0 или меньше, Cr: от 0 до 2,0, Mo: от 0 до 3,0, Cu: от 0 до 1,5, Ni: от 0 до 1,5, Nb: от 0 до 0,5, Ta: от 0 до 0,5, Ti: от 0 до 0,5, Zr: от 0 до 0,5, Ca: от 0 до 0,005, Mg: от 0 до 0,005, B: от 0 до 0,015, остальное - железо и примеси. Содержания C, V и Cr удовлетворяют следующему условию: 0,6≤C-0,18V-0,06Cr<1,44. Микроструктура материала состоит из фазы аустенита, меньше чем 0,1 об.% α'-мартенсита и феррита и 10 об.% или меньше ε-мартенситной структуры HCP. Карбиды ванадия, имеющие диаметры эквивалентного круга от 5 до 100 нм, присутствуют с численной плотностью 20 шт./мкм2 или выше, а предел текучести составляет 654 МПа или больше. Материал обладает превосходной стойкостью к сульфидному растрескиванию под напряжением в среде нефтяной и газовой скважин, содержащей сероводород. 2 н. и 6 з.п. ф-лы, 2 ил., 2 табл., 1 пр.
1. Высокопрочный стальной материал для нефтяной скважины, имеющий следующий химический состав, мас.%:
C: от 0,70 до 1,8,
Si: от 0,05 до 1,00,
Mn: от 12,0 до 25,0,
Al: от 0,003 до 0,06,
P: 0,03 или меньше,
S: 0,03 или меньше,
N: 0,10 или меньше,
V: больше чем 0,5 и 2,0 или меньше,
Cr: от 0 до 2,0,
Mo: от 0 до 3,0,
Cu: от 0 до 1,5,
Ni: от 0 до 1,5,
Nb: от 0 до 0,5,
Ta: от 0 до 0,5,
Ti: от 0 до 0,5,
Zr: от 0 до 0,5,
Ca: от 0 до 0,005,
Mg: от 0 до 0,005,
B: от 0 до 0,015,
остаток: железо и примеси,
причем упомянутые C, V и Cr удовлетворяют следующей формуле (i):
0,6≤C-0,18V-0,06Cr<1,44, (i)
где символ элемента в формуле означает содержание (мас.%) этого элемента, содержащегося в стальном материале, которое равно нулю в том случае, когда элемент не содержится,
причем микроструктура материала состоит из фазы аустенита, меньше чем 0,1 об.% α'-мартенсита и феррита и 10 об.% или меньше ε-мартенситной структуры HCP,
карбиды ванадия, имеющие диаметры эквивалентного круга от 5 до 100 нм, присутствуют с численной плотностью 20 шт/мкм2 или выше и
предел текучести составляет 654 МПа или больше.
2. Высокопрочный стальной материал для нефтяной скважины по п. 1,
в котором химический состав содержит
один или два элемента, выбираемых из, мас.%
Cr: от 0,1 до 2,0, и
Mo: от 0,1 до 3,0.
3. Высокопрочный стальной материал для нефтяной скважины по п. 1,
в котором химический состав содержит
один или два элемента, выбираемых из, мас.%
Cu: от 0,1 до 1,5, и
Ni: от 0,1 до 1,5.
4. Высокопрочный стальной материал для нефтяной скважины по п. 1,
в котором химический состав содержит
один или более элементов, выбираемых из, мас.%
Nb: от 0,005 до 0,5;
Ta: от 0,005 до 0,5;
Ti: от 0,005 до 0,5, и
Zr: от 0,005 до 0,5.
5. Высокопрочный стальной материал для нефтяной скважины по п. 1,
в котором химический состав содержит
один или два элемента, выбираемых из, мас.%
Ca: от 0,0003 до 0,005, и
Mg: от 0,0003 до 0,005.
6. Высокопрочный стальной материал для нефтяной скважины по п. 1,
в котором химический состав содержит
B: от 0,0001 до 0,015 мас.%.
7. Высокопрочный стальной материал для нефтяной скважины по любому из пп. 1-6,
в котором предел текучести составляет 758 МПа или выше.
8. Трубное изделие для нефтяной скважины, выполненное из высокопрочного стального материала, отличающееся тем, что оно выполнено из стального материала для нефтяной скважины по любому из пп. 1-7.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| СПОСОБ ПОЛУЧЕНИЯ УСТОЙЧИВОГО К КОРРОЗИИ ХОЛОДНОКАТАНОГО ЛИСТА ИЗ АУСТЕНИТНОЙ СТАЛИ, СОДЕРЖАЩЕЙ ЖЕЛЕЗО, УГЛЕРОД И МАРГАНЕЦ, ИМЕЮЩЕЙ ВЫСОКИЕ МЕХАНИЧЕСКИЕ СВОЙСТВА, И ПОЛУЧЕННЫЙ ТАКИМ СПОСОБОМ ЛИСТ | 2005 |
|
RU2354716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ АУСТЕНИТНОЙ ЖЕЛЕЗО-УГЛЕРОД-МАРГАНЦЕВОЙ СТАЛИ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ ЗАМЕДЛЕННОМУ ТРЕЩИНООБРАЗОВАНИЮ И ЛИСТ, ПОЛУЧЕННЫЙ ТАКИМ СПОСОБОМ | 2006 |
|
RU2361931C2 |
| ХОЛОДНОДЕФОРМИРУЕМАЯ СТАЛЬ ПОВЫШЕННОЙ ПРОЧНОСТИ И СОСТОЯЩЕЕ ИЗ НЕЕ ПЛОСКОЕ ИЗДЕЛИЕ | 2011 |
|
RU2524027C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

