ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к высокопрочному стальному материалу и к способу его производства.
УРОВЕНЬ ТЕХНИКИ
[0002]
Нефтяные и газовые скважины (в дальнейшем нефтяные скважины и газовые скважины все вместе упоминаются как «нефтяные скважины») становятся все более и более глубокими. Следовательно, существует потребность в улучшении прочности стальных труб для нефтяных скважин, таких как обсадные и насосно-компрессорные трубы для использования в нефтяных скважинах (далее называемые «трубами, применяемыми в нефтяной промышленности»).
[0003]
В дополнение к этому многие разрабатываемые в последнее время глубокие скважины содержат подкисленную агрессивную среду (кислую среду), которая содержит коррозионно-активный сероводород (H2S). В такой среде трубы, применяемые в нефтяной промышленности, иногда разрушаются из-за сульфидного растрескивания под напряжением (упоминаемого также как «SSC»). Кроме того, широко известно, что восприимчивость стали к сульфидному растрескиванию под напряжением увеличивается с повышением прочности стали.
[0004]
При таких обстоятельствах, в частности, имеется растущая потребность в повышении прочности, а также стойкости к сульфидному растрескиванию под напряжением стальных материалов, используемых для обсадных труб, которые служат стенкой (внешней трубой) нефтяной скважины. В настоящее время, даже в случае стали так называемого «сорта 110 ksi», который имеет предел текучести (в дальнейшем также сокращенно упоминаемый как «YS») 758-862 МПа, используются трубы, применяемые в нефтяной промышленности, которые не подвергаются сульфидному растрескиванию под напряжением в среде с парциальным давлением H2S 1 атм, или в случае так называемого «сорта 125 ksi», который имеет YS 862-965 МПа, используются трубы, применяемые в нефтяной промышленности, которые не подвергаются сульфидному растрескиванию под напряжением в среде с парциальным давлением H2S 0,03 атм.
[0005]
Следует отметить, что вышеупомянутое «сульфидное растрескивание под напряжением» представляет собой один вид водородной хрупкости, которая приводит к разрушению стального материала из-за синергетического эффекта между диффузией в сталь водорода, образующегося на поверхности стального материала в коррозионной окружающей среде, и напряжением, которое прикладывается к стальному материалу.
[0006]
Таким образом, что касается разработки высокопрочных труб, применяемых в нефтяной промышленности, существует потребность не только в повышении прочности, но также и в обеспечении хорошей стойкости к сульфидному растрескиванию под напряжением.
[0007]
Кроме того, поскольку среда нефтяной скважины становится все более и более враждебной, еще более высокая безопасность требуется от труб, применяемых в нефтяной промышленности, и с точки зрения предотвращения сульфидного растрескивания под напряжением, в дополнение к обычным требованиям, заключающимся в том, чтобы результаты теста постоянной нагрузки, основанного на «Способе А», описанном в стандарте NACE TM0177-2005, а также результаты теста на изгиб, основанного на «Способе B», описанном в стандарте NACE TM0177-2005, были благоприятными, в последнее время стали также предъявляться требования к повышенному значению вязкости разрушения или изломостойкости (в дальнейшем сокращенно упоминаемой как «KISSC») в кислой окружающей среде, которая является результатом теста DCB, основанного на «Способе D», описанном в стандарте NACE TM0177-2005.
[0008]
Например, рассматривая случай, в котором трещина размером 0,5 мм присутствует в обсадной трубе, имеющей толщину стенки 15,9 мм, что является типичным размером, если применяется предел текучести, равный 758 МПа, что является заданным минимальным пределом текучести для так называемого «сорта 110 ksi», коэффициент интенсивности напряжения на дне трещины будет равен 33,7 МПа×м0,5. Следовательно, для KISSC требуется значение, которое равно или больше чем 33,7 МПа×м0,5.
[0009]
Следует отметить, что относительно соотношения между кристаллической структурой и водородной хрупкостью известно, что аустенитный стальной материал и материал сплава на основе никеля, имеющие гранецентрированную кубическую (fcc) структуру, обычно имеют более высокие характеристики стойкости к водородной хрупкости по сравнению с материалом углеродистой стали и материалом низколегированной стали, которые имеют объемноцентрированную кубическую (bcc) структуру или объемноцентрированную четырехугольную (bct) структуру (далее эти структуры совокупно упоминаются как «структура bcc»).
[0010]
Однако в большинстве случаев аустенитный материал имеет низкую прочность, если его оставить как он есть в состоянии после обработки на твердый раствор (в дальнейшем упоминаемой как «термообработка на твердый раствор»), и большое количество дорогого составляющего элемента, такого как Ni, обычно добавляется для стабилизации аустенита, что приводит к заметному увеличению стоимости материалов.
[0011]
Mn является элементом, который стабилизирует аустенит, и который менее дорог, чем вышеупомянутый Ni. Поэтому были предложены различные технологии, которые относятся к высокопрочному материалу из аустенитной стали с высоким содержанием Mn.
[0012]
Например, Патентный документ 1 раскрывает стальной материал и способ для производства этого стального материала, содержащего в мас.% 5,0-45,0% Mn и 0,5-2,0% V. Более конкретно, этот стальной материал содержит: C: от 0,10 мас.% до 1,2 мас.%, Si: от 0,05 мас.% до 1,0 мас.%, Mn: от 5,0 мас.% до 45,0 мас.%, и V: от 0,5 до 2,0 мас.% в качестве существенных элементов, ограничивает содержание P и S в качестве примесей некоторым конкретным количеством или меньше, и по мере необходимости дополнительно содержит некоторое конкретное количество одного или более элементов, выбираемых из группы, состоящей из Cr, Ni, Cu и N, а также имеет по существу однофазную аустенитную микроструктуру стали и предел текучести (YS), равный 758 МПа (77,3 кгс/мм2) или больше.
[0013]
Патентный документ 2 раскрывает стальной материал и способ для производства этого стального материала, содержащего: С: 1,2 мас.% или меньше, Si: от 0,05 мас.% до 1,0 мас.%, и Mn: от 5 до 45 мас.% в качестве существенных элементов, ограничивает содержание P и S в качестве примесей некоторым конкретным количеством или меньше, и по мере необходимости дополнительно содержит некоторое конкретное количество одного или более элементов, выбираемых из группы, состоящей из Cr, Ni, Мо, Cu и N, а также имеет микроструктуру стали, которая по существу состоит из аустенита и ε-мартенсита, и предел текучести (YS), равный 758 МПа (77,3 кгс/мм2) или больше.
[0014]
Патентный документ 3 раскрывает стальной материал со следующим химическим составом: C: от 0,60 мас.% до 1,4 мас.%, Si: от 0,05 мас.% до 1,00 мас.%, Mn: от 12 мас.% до 25 мас.%, и Al: от 0,003 до 0,06 мас.% в качестве существенных элементов, ограничивает содержание P и S в качестве примесей некоторым конкретным количеством или меньше, и по мере необходимости дополнительно содержит некоторое конкретное количество одного или более элементов, выбираемых из группы, состоящей из N, Cr, Mo, Cu, Ni, V, Nb, Ti, Zr, Ca, Mg и B, в котором значение Nieq (= Ni+3°C+0,5 Mn) ≥27,5, микроструктура стали имеет гранецентрированную кубическую структуру (FCC) в качестве главной структуры, доля суммарного объема феррита и α'-мартенсита составляет меньше чем 0,10%, и который имеет значение YS 862 МПа или больше.
СПИСОК ДОКУМЕНТОВ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0015]
Патентный документ 1: JP9-249940A
Патентный документ 2: JP10-121202A
Патентный документ 3: WO 2015/012357
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0016]
Даже при том, что стальной материал, раскрытый в Патентном документе 1, является аустенитным стальным материалом, если V, который полностью растворяется в аустенитной матрице, в достаточной степени выделится в виде карбидов V, этот стальной материал может иметь значение YS 758 МПа (77,3 кгс/мм2) или больше. Однако, только карбиды V являются такими выделениями, которые выделяются в результате обработки старением после термообработки на твердый раствор и способствуют повышению прочности, и кроме того содержание V является низким, например 0,5-2,0 мас.%. Следовательно для того, чтобы устойчиво гарантировать высокую прочность, т.е. значение YS 758 МПа или больше, за счет дисперсионного твердения карбидами V, требуется обработка старением в течение более длительного периода, например, больше чем 3 час. Следовательно, это является невыгодным с точки зрения производительности, и в некоторых случаях приводит к резкому увеличению затрат энергии (см. Таблицу 3 и Таблицу 4 в Примерах в Патентном документе 1). В дополнение к этому, в Патентном документе 1, поскольку оценка KISSC с помощью теста DCB не выполнялась, остается место для исследования стойкости к сульфидному растрескиванию под напряжением в зонах концентрации напряжения, таких как окрестность переднего конца трещины.
[0017]
В стальном материале, раскрытом в Патентном документе 2, повышение прочности обеспечивается холодной обработкой после термообработки на твердый раствор. Следовательно, даже при том, что стальной материал является аустенитным стальным материалом, он, конечно, может иметь значение YS 758 МПа (77,3 кгс/мм2) или больше. Однако для того, чтобы устойчиво гарантировать высокую прочность, необходима, например, холодная обработка с обжатием 25% или больше. Следовательно, в том случае, когда обжатие во время холодной обработки не может быть сделано большим из-за ограничений, относящихся к оборудованию, размеру продукта и т.п., желаемая высокая прочность с YS 758 МПа или больше в некоторых случаях не может быть гарантирована (см. Таблицу 2 и Таблицу 3 в Примерах в Патентном документе 2), даже при том, что стойкость к сульфидному растрескиванию под напряжением является хорошей. С другой стороны, в зависимости от химического состава стального материала, хотя желаемая прочность YS 758 МПа или больше может быть гарантирована, предполагается, что α'-мартенсит, имеющий структуру bcc, может сформироваться вследствие вызванного деформацией превращения, что приведет к уменьшению стойкости к сульфидному растрескиванию под напряжением. В дополнение к этому, поскольку в Патентном документе 2 оценка KISSC с помощью теста DCB также не выполнялась, остается место для исследования стойкости к сульфидному растрескиванию под напряжением в зонах концентрации напряжения, таких как окрестность переднего конца трещины.
[0018]
В стальном материале, раскрытом в Патентном документе 3, повышение прочности обеспечивается холодной обработкой после термообработки на твердый раствор. Кроме того, в том случае, когда содержится один или более элементов, выбираемых из группы, состоящей из V, Nb, Ta, Ti и Zr, которые являются дополнительными элементами, более заметное повышение прочности достигается с помощью термической обработки старением, которая выполняется после термообработки на твердый раствор, и холодной обработки, которая выполняется после термической обработки старением. Следовательно, независимо от того факта, что стальной материал является аустенитным стальным материалом, он, конечно, может иметь значение YS 758 МПа или больше. Кроме того, в тесте, выполняемом способом изгиба с четырьмя точками с использованием гладкого образца в форме пластины, были продемонстрированы превосходные стойкость к сульфидному растрескиванию под напряжением и стойкость к коррозионному растрескиванию под напряжением, а также общая стойкость к коррозии. Однако, холодная обработка исходного стального материала, подвергнутого дисперсионному твердению посредством различных видов карбидов или карбонитридов, выделяющихся при термообработке старением, выполняется для того, чтобы гарантировать заметный эффект повышения прочности в случае содержания вышеупомянутых различных видов дополнительных элементов, и следовательно существует беспокойство по поводу того, что это создаст чрезвычайно большую нагрузку на оборудование для холодной обработки. Кроме того, в Патентном документе 3, поскольку оценка KISSC с помощью теста DCB также не выполнялась, остается место для исследования стойкости к сульфидному растрескиванию под напряжением в зонах концентрации напряжения, таких как окрестность переднего конца трещины.
[0019]
Задачей настоящего изобретения является предложить аустенитный высокопрочный стальной материал, для которого может быть устойчиво гарантировано значение YS, равное 758 МПа или больше, и для которого значение KISSC в тесте DCB составляет 33,7 МПа×м0,5 или больше, а также способ для производства этого аустенитного высокопрочного стального материала.
РЕШЕНИЕ ПРОБЛЕМЫ
[0020]
Настоящее изобретение было создано для того, чтобы решить описанную выше проблему, и сутью настоящего изобретения являются высокопрочный стальной материал и способ для производства этого высокопрочного стального материала, которые описаны ниже.
[0021]
(1) Высокопрочный стальной материал, имеющий химический состав, в мас.%:
C: от 0,30 до 1,0,
Si: от 0,05 до 1,0,
Mn: от 16,0 до 35,0,
P: 0,030 или меньше,
S: 0,030 или меньше,
Al: от 0,003 до 0,06,
N: 0,1 или меньше,
V: от 0 до 3,0,
Ti: от 0 до 1,5,
Nb: от 0 до 1,5,
Cr: от 0 до 5,0,
Mo: от 0 до 3,0,
Cu: от 0 до 1,0,
Ni: от 0 до 1,0,
B: от 0 до 0,02,
Zr: от 0 до 0,5,
Ta: от 0 до 0,5,
Ca: от 0 до 0,005,
Mg: от 0 до 0,005, и
остаток: железо и примеси,
и удовлетворяющий нижеприведенной формуле (i),
в которой:
численная плотность карбидов и/или карбонитридов, имеющих эквивалентный диаметр окружности 5-30 нм, выделяющихся в стали, составляет 50-700/мкм2, а численная плотность карбидов и/или карбонитридов, имеющих эквивалентный диаметр окружности больше чем 100 нм, выделяющихся в стали, составляет менее 10/мкм2,
предел текучести составляет 758 МПа или больше, и
значение KISSC, полученное в тесте DCB, составляет 33,7 МПа×м0,5 или больше;
V+Ti+Nb > 2,0 (i)
где V, Ti и Nb в вышеприведенной формуле (i) означают содержание (в мас.%) соответствующих элементов в стали, и равны нулю в том случае, когда соответствующий элемент не содержится.
[0022]
(2) Высокопрочный стальной материал в соответствии с вышеупомянутым пунктом (1), в котором химический состав содержит один или более элементов, выбираемых из, в мас.%:
V: от 0,1 до 3,0,
Ti: от 0,003 до 1,5,
Nb: от 0,003 до 1,5,
Cr: от 0,1 до 5,0,
Mo: от 0,5 до 3,0,
Cu: от 0,1 до 1,0,
Ni: от 0,1 до 1,0,
B: от 0,0001 до 0,02,
Zr: от 0,005 до 0,5,
Ta: от 0,005 до 0,5,
Ca: от 0,0003 до 0,005, и
Mg: от 0,0003 до 0,005.
[0023]
(3) Способ для производства высокопрочного стального материала в соответствии с вышеприведенным пунктом (1) или (2),
содержащий последовательное выполнение нижеприведенных стадий (a) - (f) применительно к стальному материалу, имеющему химический состав, описанный в пп. 1 или 2:
(a) стадия горячей обработки с нагревом до температуры в диапазоне 900-1200°C и последующей окончательной обработкой о получением заданной формы;
(b) стадия охлаждения с охлаждением до температуры 100°C или меньше;
(c) стадия термической обработки на твердый раствор, содержащая нагрев до температуры в диапазоне 800-1200°C и выдержку при этой температуре не менее 10 мин, с последующей закалкой;
(d) стадия холодной обработки с проведением обработки с обжатием по площади в диапазоне 5-20%;
(e) стадия обработки старением, содержащая выдержку при температуре 600-750°C в течение 0,5-2 час; и
(b) стадия охлаждения до температуры 100°C или меньше.
[0024]
(4) Способ для производства высокопрочного стального материала в соответствии с вышеприведенным пунктом (1) или (2),
содержащий последовательное выполнение нижеприведенных стадий (g) - (k) применительно к стальному материалу, имеющему химический состав, описанный в пп. 1 или 2:
(g) стадия горячей обработки с нагреванием до температуры в диапазоне 900-1200°C и последующей окончательной обработкой о получением заданной формы при температуре 800°C или больше;
(h) стадия термической обработки на твердый раствор и закалки сразу после выполнения стадии (g);
(i) стадия холодной обработки с проведением обработки с обжатием по площади в диапазоне 5-20%;
(j) стадия обработки старением, содержащая выдержку при температуре 600-750°C в течение 0,5-2 час; и
(k) стадия охлаждения до температуры 100°C или меньше.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0025]
В соответствии с настоящим изобретением может быть получен высокопрочный стальной материал, в котором предел текучести составляет 758 МПа или больше, и значение KISSC, полученное в тесте DCB, составляет 33,7 МПа×м0,5 или больше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0026]
[Фиг. 1] Фиг. 1 показывает сравнение между значениями KISSC, полученными с помощью теста DCB, определенного в стандарте NACE TM0177-2005, в высокопрочной области, в которой значение YS равно 758 МПа или больше, для стального материала «примера в соответствии с настоящим изобретением» с высоким содержанием Mn в Примерах, в которых кристаллическая структура является структурой fcc, и для обычных типов материала низколегированной стали, в которых кристаллическая структура является структурой bcc (материал низколегированной стали, получаемый путем подвергания низколегированной стали 0,27%C-1%Cr-0,7%Mo закалке и отпуску (обозначены на чертеже как «QT»)).
[Фиг. 2] Фиг. 2 схематично иллюстрирует форму образца для испытания DCB, используемого в Примерах.
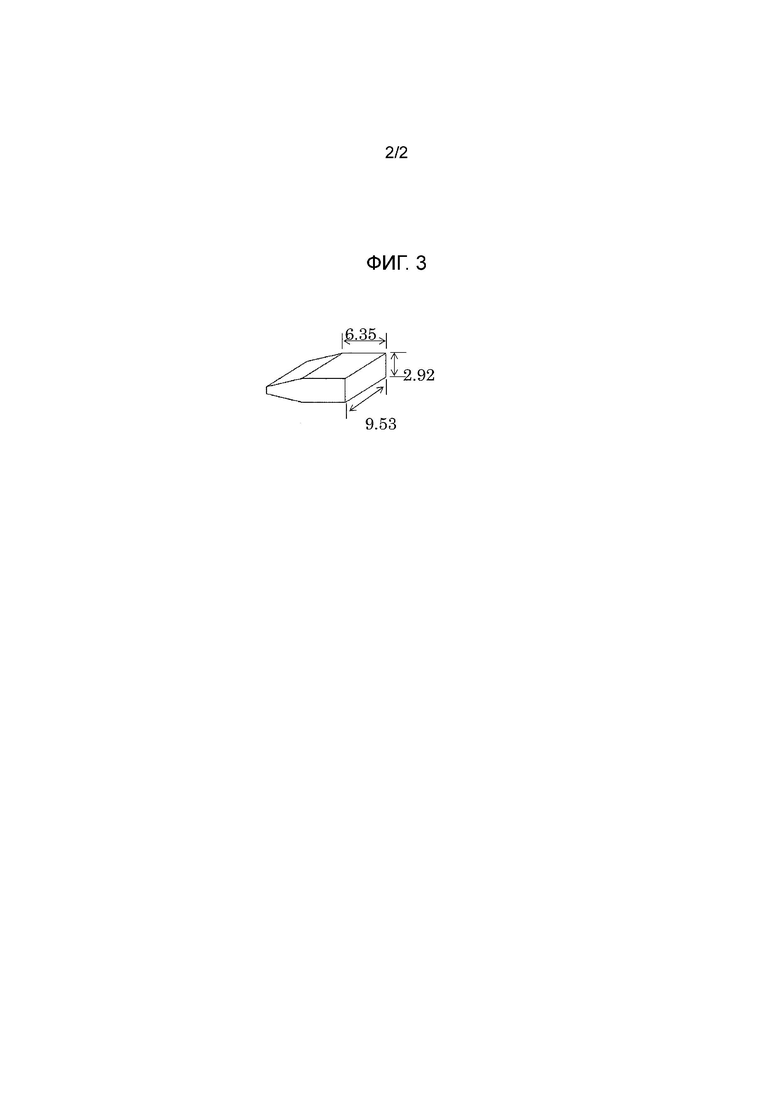
[Фиг. 3] Фиг. 3 иллюстрирует форму клина, используемого в тесте DCB в Примерах. Следует отметить, что числовые обозначения на этом чертеже показывают размеры в мм.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0027]
Для того, чтобы решить вышеупомянутую проблему, авторы настоящего изобретения провели исследования методик, которые повышают значение YS, а также KISSC в тесте DCB, используя сравнительно недорогие стальные материалы с высоким содержанием Mn, химические составы которых регулировались различными способами. В результате авторы настоящего изобретения сделали следующие важные находки.
[0028]
(A) Хотя аустенит может быть стабилизирован при содержании 0,30 мас.% или больше C и 16,0 мас.% или больше Mn, даже если дорогой Ni не содержится, если подвергать сталь только термической обработке на твердый раствор, значение YS, равное 758 МПа или больше, устойчиво не получается.
[0029]
(B) Значение YS аустенитного стального материала может быть повышено путем выполнения обработки старением после термической обработки на твердый раствор, чтобы тем самым заставить выделиться карбиды и/или карбонитриды V, Nb и Ti, чтобы использовать упрочняющее действие этих выделений.
[0030]
(C) Для того, чтобы устойчиво гарантировать действие дисперсионного твердения карбидов и/или карбонитридов V, Nb и Ti, необходимо, чтобы полное содержание V, Nb и Ti было больше чем 2,0 мас.%.
[0031]
(D) Для того, чтобы гарантировать необходимое количество карбидов и/или карбонитридов, предпочтительно увеличивать продолжительность обработки старением. Однако обработка старением в течение длительного времени не только приводит к увеличению затрат, но также и вызывает формирование грубых карбидов или карбонитридов и понижает предел текучести. Следовательно, желательно заставить выделяться необходимое количество карбидов и/или карбонитридов посредством обработки старением, которая выполняется в течение короткого промежутка времени.
[0032]
(E) Если обработка старением выполняется после выполнения холодной обработки и после термообработки на твердый раствор, дислокации, введенные холодной обработкой, служат точками зародышеобразования для вышеупомянутых карбидов и карбонитридов. Следовательно, сталь может быть упрочнена обработкой старением за более короткое время по сравнению с тем случаем, когда холодная обработка не выполняется. Кроме того, при содержании V, Nb и Ti в общем количестве больше чем 2,0 мас.%, большое упрочняющее действие получается после выполнения умеренной холодной обработки, при которой обжатие составляет 20% или меньше, а затем выполнения обработки старением в течение короткого промежутка времени, не более двух часов. В результате получается меньше ограничений с точки зрения оборудования, размера продукта и производственных затрат.
[0033]
(F) В высокопрочной области, в которой значение YS равно 758 МПа или больше, хотя значение KISSC, определяемое тестом DCB в соответствии со стандартом NACE TM0177-2005, заметно уменьшается при увеличении значения YS в материале низколегированной стали, имеющем структуру bcc, в стальном материале с высоким содержанием Mn, имеющем структуру fcc, значение KISSC является высоким, 33,7 МПа×м0,5 или больше независимо от значения YS (см. Фиг. 1).
[0034]
Настоящее изобретение было сделано на основе вышеописанных находок. Соответствующие требования настоящего изобретения подробно описаны ниже.
[0035]
1. Химический состав
Причины ограничения химического состава стального материала в соответствии с настоящим изобретением являются следующими. Символ «%» в содержании каждого элемента в следующем описании представляет собой «массовый процент».
[0036]
C: от 0,30 мас.% до 1,0 мас.%
Когда C содержится в комбинации с Mn, который будет описан позже, C стабилизирует аустенит, даже если дорогой Ni не содержится. В дополнение к этому, во время обработки старением C формирует мелкие карбиды и/или карбонитриды при объединении с одним или более элементами из V, Ti и Nb, и тем самым способствует улучшению прочности стального материала. Однако вышеупомянутые эффекты трудно получить, если содержание C составляет меньше чем 0,30 мас.%. С другой стороны, если содержание C составляет больше чем 1,0 мас.%, выделяется цементит, который понижает зернограничную прочность и вызывает уменьшение стойкости к сульфидному растрескиванию под напряжением и горячей обрабатываемости. Следовательно, содержание C устанавливается внутри диапазона 0,30-1,0 мас.%. Содержание C предпочтительно составляет 0,40 мас.% или больше. Кроме того, содержание C предпочтительно составляет 0,90 мас.% или меньше, и более предпочтительно меньше чем 0,60 мас.%.
[0037]
Si: от 0,05 мас.% до 1,0 мас.%
Si является эффективным элементом для раскисления стали. Для того, чтобы получить этот эффект, содержание Si должно составлять 0,05 мас.% или больше. С другой стороны, если содержание Si составляет больше чем 1,0 мас.%, Si ослабляет зернограничную прочность и приводит к уменьшению стойкости к сульфидному растрескиванию под напряжением. Следовательно, содержание Si устанавливается внутри диапазона 0,05-1,0 мас.%. Содержание Si предпочтительно составляет 0,1 мас.% или больше, и предпочтительно не больше чем 0,8 мас.%.
[0038]
Mn: от 16,0 мас.% до 35,0 мас.%
Когда Mn содержится в комбинации с вышеупомянутым C, Mn стабилизирует аустенит, что достигается при низких затратах. Для получения этого эффекта должно содержаться 16,0 мас.% или больше Mn. С другой стороны, Mn растворяется предпочтительно во влажной сероводородной среде, и если содержание Mn составляет больше чем 35,0 мас.%, Mn вызывает уменьшение общей коррозионной стойкости. Следовательно, содержание Mn устанавливается внутри диапазона 16,0-35,0 мас.%. Содержание Mn предпочтительно составляет 18,0 мас.% или больше, и более предпочтительно 19,0 мас.% или больше. Кроме того, содержание Mn предпочтительно составляет 30,0 мас.% или меньше, и более предпочтительно 25,0 мас.% или меньше.
[0039]
P: 0,030 мас.% или меньше
P является элементом, который сегрегируется на границах зерна и оказывает отрицательное воздействие на стойкость к сульфидному растрескиванию под напряжением. Следовательно, необходимо ограничивать содержание P величиной 0,030 мас.% или меньше. Содержание P, который является примесью, предпочтительно должно быть настолько низким, насколько это возможно, и предпочтительно должно составлять 0,020 мас.% или меньше. Нижний предел содержания P особенно не устанавливается, и включает в себя 0 мас.%. Однако поскольку чрезмерное уменьшение содержания P приводит к повышению затрат на производство стального материала, нижний предел содержания P предпочтительно может быть установлен равным приблизительно 0,001 мас.%.
[0040]
S: 0,030 мас.% или меньше
Сера присутствует в качестве примеси в стали, и если содержание серы составляет больше чем 0,030 мас.%, она сегрегируется на границах зерна, а также формирует сульфидные включения и снижает стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание серы ограничивается величиной 0,030 мас.% или меньше. Содержание серы, которая является примесью, предпочтительно должно быть настолько низким, насколько это возможно, и предпочтительно должно составлять 0,015 мас.% или меньше. Нижний предел содержания серы особенно не устанавливается, и включает в себя 0 мас.%. Однако поскольку чрезмерное уменьшение содержания серы приводит к повышению затрат на производство стального материала, нижний предел содержания серы предпочтительно может быть установлен равным приблизительно 0,001 мас.%.
[0041]
Al: от 0,003 мас.% до 0,06 мас.%
Al является эффективным элементом для раскисления стали. Для того, чтобы получить этот эффект, содержание Al должно составлять 0,003 мас.% или больше. С другой стороны, если содержание Al составляет больше чем 0,06 мас.%, включения на основе оксида огрубляются и оказывают отрицательное воздействие на ударную вязкость и стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание Al устанавливается внутри диапазона 0,003-0,06 мас.%. Содержание Al предпочтительно составляет не меньше чем 0,008 мас.% и не больше чем 0,05 мас.%. Следует отметить, что термин «содержание Al» в настоящем изобретении означает содержание кислоторастворимого Al (так называемого «растворимого Al»).
[0042]
N: 0,1 мас.% или меньше
N формирует мелкие карбонитриды при объединении с одним или более элементами из V, Ti и Nb во время обработки старением, и тем самым способствует улучшению прочности стального материала. Однако если содержание N составляет больше чем 0,1 мас.%, это приводит к уменьшению горячей обрабатываемости. Следовательно, содержание азота устанавливается равным 0,01 мас.% или меньше. Содержание N предпочтительно составляет 0,08 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание N предпочтительно составляет не меньше чем 0,004 мас.%, и более предпочтительно не меньше чем 0,010 мас.%.
[0043]
V: от 0 мас.% до 3,0 мас.%
V является элементом, который способствует повышению прочности за счет объединения с C или N во время обработки старением, образуя мелкие карбиды и/или карбонитриды. Следовательно, V может содержаться по мере необходимости. Однако если содержится избыточное количество V, вышеупомянутый эффект насыщается и приводит к увеличению затрат на материалы, и вдобавок избыточное количество V может также вызвать уменьшение ударной вязкости и дестабилизацию аустенита. Следовательно, содержание V устанавливается равным 3,0 мас.% или меньше. Содержание V предпочтительно составляет 2,9 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание V предпочтительно составляет не меньше чем 0,1 мас.%, и более предпочтительно не меньше чем 1,0 мас.%.
[0044]
Ti: от 0 мас.% до 1,5 мас.%
Ti является элементом, который способствует повышению прочности за счет объединения с C или N во время обработки старением, образуя мелкие карбиды и/или карбонитриды. Следовательно, Ti может содержаться по мере необходимости. Однако если содержится избыточное количество Ti, вышеупомянутый эффект насыщается и приводит к увеличению затрат на материалы, и вдобавок избыточное количество Ti может также вызвать уменьшение ударной вязкости и дестабилизацию аустенита. Следовательно, содержание Ti устанавливается равным 1,5 мас.% или меньше. Содержание Ti предпочтительно составляет 1,1 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание Ti предпочтительно составляет не меньше чем 0,003 мас.%, и более предпочтительно не меньше чем 0,1 мас.%.
[0045]
Nb: от 0 мас.% до 1,5 мас.%
Nb является элементом, который способствует повышению прочности за счет объединения с C или N во время обработки старением, образуя мелкие карбиды и/или карбонитриды. Следовательно, Nb может содержаться по мере необходимости. Однако если содержится избыточное количество Nb, вышеупомянутый эффект насыщается и приводит к увеличению затрат на материалы, и вдобавок избыточное количество Nb может также вызвать уменьшение ударной вязкости и дестабилизацию аустенита. Следовательно, содержание Nb устанавливается равным 1,5 мас.% или меньше. Содержание Nb предпочтительно составляет 1,1 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание Nb предпочтительно составляет не меньше чем 0,003 мас.%, и более предпочтительно не меньше чем 0,1 мас.%.
[0046]
V+Ti+Nb > 2,0...(i)
где V, Ti и Nb в вышеприведенной формуле (i) означают содержание (в мас.%) соответствующих элементов в стали, и равны нулю в том случае, когда соответствующий элемент не содержится.
Значение левой части в вышеупомянутой формуле (i) является индексом повышения прочности, достигаемого за счет формирования мелких карбидов и/или карбонитридов V, Ti и Nb после обработки старением, и в то же самое время является также индексом для обеспечения высокой прочности, то есть значения YS 758 МПа или больше, с помощью холодной обработки с обжатием 20% или меньше с последующей обработкой старением не более двух часов.
[0047]
Другими словами, когда полное содержание V, Ti и Nb составляет больше чем 2,0 мас.%, высокая прочность с YS 758 МПа или больше может быть устойчиво гарантирована посредством умеренной холодной обработки с обжатием 20% или меньше, выполняемой после термической обработки на твердый раствор, с последующей обработкой старением в течение короткого промежутка времени, не более двух часов. Значение левой части в формуле (i) предпочтительно составляет не меньше чем 2,1. Кроме того, хотя верхний предел этого значения особенно не определяется, оно предпочтительно составляет не больше чем 4,0, и предпочтительно 3,0 или меньше.
[0048]
Следует отметить, что если вышеупомянутая формула (i) удовлетворяется, может содержаться любой один из вышеупомянутых трех элементов, или два из этих трех элементов могут содержаться в комбинации, или может содержаться комбинация всех трех элементов.
[0049]
Cr: от 0 мас.% до 5,0 мас.%
Cr представляет собой элемент, который улучшает общую стойкость к коррозии. Следовательно, Cr может содержаться по мере необходимости. Однако если Cr будет содержаться в количестве больше чем 5,0 мас.%, то стойкость к сульфидному растрескиванию под напряжением будет понижена. Следовательно, содержание Cr составляет не больше чем 5,0 мас.%. Содержание Cr предпочтительно составляет не больше чем 4,5 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Cr предпочтительно должно составлять 0,1 мас.% или больше.
[0050]
Mo: от 0 мас.% до 3,0 мас.%
Mo представляет собой элемент, который улучшает общую стойкость к коррозии. Следовательно, Mo может содержаться по мере необходимости. Однако если Mo содержится в количестве, превышающем 3,0 мас.%, вышеупомянутый эффект насыщается и таким образом приводит к увеличению затрат на материалы. Следовательно, содержание Mo должно составлять не больше чем 3,0 мас.%. Содержание Mo предпочтительно составляет не больше чем 2,0 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Mo предпочтительно должно составлять 0,5 мас.% или больше.
[0051]
Общее количество вышеупомянутых Cr и Mo в том случае, когда эти два элемента содержатся в комбинации, предпочтительно составляет не больше чем 5,0 мас.%.
[0052]
Cu: от 0 мас.% до 1,0 мас.%
Cu является эффективным элементом для стабилизации аустенита. Следовательно, Cu может содержаться по мере необходимости. Однако если будет содержаться большое количество Cu, то Cu будет способствовать локальной коррозии и сформирует зоны концентрации напряжений на поверхности стального материала. Следовательно, содержание Cu должно составлять не больше чем 1,0 мас.%. Содержание Cu предпочтительно составляет не больше чем 0,8 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Cu предпочтительно должно составлять 0,1 мас.% или больше.
[0053]
Ni: от 0 мас.% до 1,0 мас.%
Ni является эффективным элементом для стабилизации аустенита. Следовательно, Ni может содержаться по мере необходимости. Однако если будет содержаться большое количество Ni, то Ni будет способствовать локальной коррозии и сформирует зоны концентрации напряжений на поверхности стального материала. Следовательно, содержание Ni должно составлять не больше чем 1,0 мас.%. Содержание Ni предпочтительно составляет не больше чем 0,8 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Ni предпочтительно должно составлять 0,1 мас.% или больше.
[0054]
Общее количество вышеупомянутых Cu и Ni в том случае, когда эти два элемента присутствуют в комбинации, предпочтительно составляет не больше чем 1,0 мас.%.
[0055]
B: от 0 мас.% до 0,02 мас.%
Бор измельчает выделения и зерна аустенита. Следовательно, В может содержаться по мере необходимости. Однако если содержание B является чрезмерным, это приводит к ухудшению горячей обрабатываемости. Следовательно, содержание В устанавливается равным 0,02 мас.% или меньше. Содержание B предпочтительно составляет 0,015 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание В предпочтительно должно составлять 0,0001 мас.% или больше.
[0056]
Zr: от 0 мас.% до 0,5 мас.%
Zr является элементом, который формирует карбиды и/или карбонитриды и оказывает действие дисперсионного твердения. Следовательно, Zr может содержаться по мере необходимости. Однако если содержится избыточное количество Zr, мало того, что вышеупомянутый эффект насыщается, что приводит к увеличению затрат на материалы, но это может также вызвать уменьшение ударной вязкости и дестабилизацию аустенита. Следовательно, содержание Zr устанавливается равным 0,5 мас.% или меньше. Содержание Zr предпочтительно составляет не больше чем 0,4 мас.%. Для того, чтобы устойчиво получить вышеупомянутый эффект, содержание Zr предпочтительно должно составлять не меньше чем 0,005 мас.%.
[0057]
Ta: от 0 мас.% до 0,5 мас.%
Ta является элементом, который формирует карбиды и/или карбонитриды и оказывает действие дисперсионного твердения. Следовательно, Ta может содержаться по мере необходимости. Однако если содержится избыточное количество Ta, мало того, что вышеупомянутый эффект насыщается, что приводит к увеличению затрат на материалы, но это может также вызвать уменьшение ударной вязкости и дестабилизацию аустенита. Следовательно, содержание Ta устанавливается равным 0,5 мас.% или меньше. Содержание Ta предпочтительно составляет не больше чем 0,4 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Ta предпочтительно должно составлять не меньше чем 0,005 мас.%.
[0058]
Общее количество вышеупомянутых Zr и Ta в том случае, когда эти два элемента присутствуют в комбинации, предпочтительно составляет не больше чем 0,5 мас.%.
[0059]
Ca: от 0 мас.% до 0,005 мас.%
Ca управляет формой включений, улучшая ударную вязкость и коррозионную стойкость. Следовательно, Ca может содержаться по мере необходимости. Однако если содержится большое количество Ca, включения могут начать формировать кластеры, и поэтому Ca может, напротив, вызвать ухудшение ударной вязкости и коррозионной стойкости. Следовательно, содержание Ca должно составлять не больше чем 0,005 мас.%. Содержание Ca предпочтительно составляет не больше чем 0,003 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Ca предпочтительно должно составлять не меньше чем 0,0003 мас.%.
[0060]
Mg: от 0 мас.% до 0,005 мас.%
Mg управляет формой включений, улучшая ударную вязкость и коррозионную стойкость. Следовательно, Mg может содержаться по мере необходимости. Однако если содержится большое количество Mg, включения могут начать формировать кластеры, и поэтому Mg может, напротив, вызвать ухудшение ударной вязкости и коррозионной стойкости. Следовательно, содержание Mg должно составлять не больше чем 0,005 мас.%. Содержание Mg предпочтительно составляет не больше чем 0,003 мас.%. Для того, чтобы получить вышеупомянутый эффект, содержание Mg предпочтительно должно составлять не меньше чем 0,0003 мас.%.
[0061]
Общее количество вышеупомянутых Ca и Mg в том случае, когда эти два элемента присутствуют в комбинации, предпочтительно составляет не больше чем 0,005 мас.%.
[0062]
В стальном материале в соответствии с настоящим изобретением остаток состоит из Fe и примесей.
[0063]
Здесь термин «примеси» относится к компонентам, которые во время промышленного производства примешиваются из сырья, такого как руда или лом, или благодаря различным факторам в процессе производства, и которые могут содержаться в таком количестве, которое не оказывает негативного влияния на настоящее изобретение.
[0064]
2. Выделения
Как было описано выше, аустенитный стальной материал обычно имеет низкую прочность. Поэтому в настоящем изобретении стальной материал упрочняется путем выделения карбидов и/или карбонитридов (в дальнейшем совокупно упоминаемых как «выделения»). Выделения выделяются внутри стального материала и способствуют упрочнению, затрудняя перемещение дислокаций. Если размер этих выделений, определяемый диаметром эквивалентной окружности, составляет меньше чем 5 нм, выделения перестают быть препятствием для перемещения дислокаций. С другой стороны, если выделения становятся грубыми и имеют эквивалентный диаметр окружности больше чем 30 нм, они не способствуют упрочнению, потому что их количество сильно уменьшается. Следовательно, размер выделений, который является подходящим для дисперсионного твердения стального материала, находится в диапазоне 5-30 нм.
[0065]
Для того, чтобы устойчиво получать предел текучести, равный 758 МПа или больше, необходимо, чтобы численная плотность в микроструктуре стали вышеупомянутых выделений, имеющих эквивалентный диаметр окружности 5-30 нм, находилась в диапазоне 50-700/мкм2. Численная плотность выделений, имеющих эквивалентный диаметр окружности 5-30 нм, предпочтительно составляет не меньше чем 100/мкм2, и более предпочтительно не меньше чем 150/мкм2. Кроме того, численная плотность выделений, имеющих эквивалентный диаметр окружности 5-30 нм, предпочтительно составляет не больше чем 650/мкм2, и более предпочтительно не больше чем 600/мкм2.
[0066]
С другой стороны, если численная плотность грубых выделений, имеющих эквивалентный диаметр окружности больше чем 100 нм, является чрезмерной, не только предел текучести будет уменьшен, но и ударная вязкость также будет ослаблена. Следовательно, необходимо, чтобы численная плотность выделений, имеющих эквивалентный диаметр окружности больше чем 100 нм, была меньше чем 10/мкм2. Численная плотность выделений, имеющих эквивалентный диаметр окружности больше чем 100 нм, предпочтительно составляет меньше чем 7/мкм2, и более предпочтительно меньше чем 5/мкм2.
[0067]
Следует отметить, что выделения, имеющие диаметр эквивалентной окружности, который составляет больше чем 30 нм и не больше чем 100 нм, незначительно влияют на свойства стального материала, и следовательно никаких конкретных ограничений на численную плотность таких выделений не устанавливается. Однако если присутствует чрезмерное количество таких выделений, есть риск того, что будет невозможно гарантировать достаточное количество выделений, имеющих эквивалентный диаметр окружности в диапазоне 5-30 нм. Следовательно, численная плотность выделений, имеющих диаметр эквивалентной окружности, который составляет больше чем 30 нм и не больше чем 100 нм, предпочтительно составляет 70/мкм2 или меньше, и более предпочтительно 60/мкм2 или меньше.
[0068]
В настоящем изобретении численная плотность выделений измеряется следующим способом. Тонкая пленка, имеющая толщину 100 нм, готовится из внутренней части стального материала (из центральной части толщины стенки), эта тонкая пленка наблюдается с использованием просвечивающего электронного микроскопа (TEM), и подсчитываются количество вышеупомянутых выделений, имеющих эквивалентный диаметр окружности в диапазоне 5-30 нм, количество вышеупомянутых выделений, имеющих эквивалентный диаметр окружности больше чем 30 нм и не больше чем 100 нм, и количество вышеупомянутых выделений, имеющих эквивалентный диаметр окружности больше чем 100 нм, которые включены в квадратное поле зрения размером 1 мкм. Измерение численной плотности выполняется в трех или более полях зрения, и вычисляется их среднее значение.
[0069]
3. Предел текучести высокопрочного стального материала
Значение YS высокопрочного стального материала в соответствии с настоящим изобретением составляет 758 МПа или больше. Когда значение YS равно 758 МПа или больше, высокопрочный стальной материал позволяет осуществлять свежие тенденции к углублению нефтяных скважин достаточно устойчивым образом. Значение YS предпочтительно составляет 760 МПа или больше. Кроме того, значение YS предпочтительно составляет не больше чем 1000 МПа, и более предпочтительно не больше чем 950 МПа. Следует отметить, что термин «YS» в настоящем изобретении относится к значению YS в атмосфере при комнатной температуре.
[0070]
4. Значение KISSC высокопрочного стального материала
Значение KISSC высокопрочного стального материала в соответствии с настоящим изобретением составляет 33,7 МПа⋅м0,5 или больше. Когда значение KISSC составляет 33,7 МПа⋅м0,5 или больше, стойкость к сульфидному растрескиванию под напряжением в зонах концентрации напряжения, таких как окрестность переднего конца трещины, не является проблемой, и высокопрочный стальной материал позволяет осуществлять свежие тенденции к углублению нефтяных скважин в кислой среде достаточно устойчивым образом. Значение KISSC предпочтительно составляет 34,0 МПа⋅м0,5 или больше. Кроме того, верхний предел значения KISSC принимается равным 50,0 МПа⋅м0,5. Следует отметить, что термин «KISSC» в настоящем изобретении относится к значению, определяемому тестом DCB, использующим образец для испытания и клин, имеющий форму, показанную на Фиг. 2 и Фиг. 3, которые определяются стандартом NACE TM0177-2005.
[0071]
5. Способ производства
Высокопрочный стальной материал по настоящему изобретению может быть произведен следующим способом.
[0072]
Сталь с высоким содержанием Mn, имеющая вышеупомянутый химический состав, выплавляется с использованием способа, аналогичного используемому при получении обычной аустенитной стали, после чего расплавленная сталь разливается в слитки или отливки. Следует отметить, что в случае производства бесшовной стальной трубы сталь может отливаться в форме круглой трубной заготовки с помощью способа так называемой «круглой непрерывной разливки».
[0073]
Затем этот слиток или отливка подвергается блюмингованию или горячей ковке. Этот процесс выполняется для того, чтобы получить исходный материал, который будет использоваться для окончательной горячей обработки (например, горячей прокатки, горячего прессования, горячей ковки) в предопределенную форму, такую как толстая пластина, заготовка круглого сечения или бесшовная стальная труба. Следует отметить, что в зависимости от вышеупомянутого способа «круглой непрерывной разливки», отливка, которая была сформирована в круглую заготовку, может быть напрямую преобразована в стальную трубу, и следовательно блюмингование или горячая ковка не обязательно должны выполняться.
[0074]
Высокопрочный стальной материал по настоящему изобретению производится путем последовательного выполнения стадий (a) - (f), описываемых ниже (в том случае, когда стальной материал повторно нагревается после стадии горячей обработки и подвергается термообработке на твердый раствор), или описываемых ниже стадий (g) - (k) (в том случае, когда после стадии горячей обработки стальной материал сразу подвергается термической обработке на твердый раствор) с использованием исходного материала и отливки, сформированной в круглую заготовку (в дальнейшем, называемые «стальным материалом»), которые используются для окончательной горячей обработки и которые были произведены с помощью вышеупомянутых блюмингования или горячей ковки.
[0075]
(5-1) Способ производства в случае повторного нагревания после стадии горячей обработки и подвергания термической обработке на твердый раствор
(a) Стадия горячей обработки
Вышеупомянутый стальной материал нагревается до 900-1200°C, а затем обрабатывается начисто в предопределенную форму. Если температура нагрева является более низкой, чем 900°C, устойчивость к деформации во время горячей обработки становится больше, нагрузка на технологическое оборудование увеличивается, и могут возникать дефекты обработки, такие как царапины или трещины. С другой стороны, если температура нагрева будет более высокой, чем 1200°C, она может вызвать высокотемпературное межкристаллитное растрескивание или уменьшение пластичности. Следовательно, температура нагрева во время стадии горячей обработки устанавливается в диапазоне 900-1200°C. Температура нагрева предпочтительно составляет не меньше чем 950°C и не больше чем 1150°C.
[0076]
Температура нагрева в этом процессе относится к температуре на поверхности стального материала. Следует отметить, что в зависимости от размера или формы продукта продолжительность выдержки в вышеупомянутом диапазоне температур предпочтительно составляет 10-180 мин, и более предпочтительно 20-120 мин. Кроме того, финишная температура горячей обработки предпочтительно составляет 800-1150°C, и более предпочтительно 1000-1150°C.
[0077]
(b) Стадия охлаждения
После чистовой обработки в предопределенную форму стальной материал охлаждается до температуры не больше чем 100°C. Скорость охлаждения при этом особенно не ограничивается.
[0078]
(c) Стадия термической обработки на твердый раствор
После того, как стальной материал охладится до температуры не больше чем 100°C, необходимо, чтобы выделения, такие как карбиды, надлежащим образом растворились в аустенитной матрице. Следовательно, в настоящем изобретении для того, чтобы выделения и т.п. могли быть растворены надлежащим образом, и при этом не произошло огрубления аустенитных зерен, стальной материал выдерживается 10 мин или больше при температуре 800-1200°C. Температура этой термообработки на твердый раствор предпочтительно составляет не меньше чем 1000°C и не больше чем 1150°C.
[0079]
Температура нагрева в этом процессе относится к температуре на поверхности стального материала. Хотя продолжительность выдержки в вышеупомянутом диапазоне температур термической обработки на твердый раствор также зависит от размера или формы продукта, продолжительность выдержки предпочтительно составляет не меньше чем 20 мин и не больше чем 180 мин. Следует отметить, что закалка после того, как стальной материал будет выдержан в течение вышеупомянутого времени, может выполняться подходящим способом, таким как охлаждение водой, охлаждение маслом или охлаждение туманом, с такой скоростью охлаждения, чтобы можно было предотвратить выделение карбидов и интерметаллических соединений во время охлаждения и при этом избежать тепловой деформации. Водяное охлаждение или масляное охлаждение и т.п. со скоростью 1°C/с или больше может быть упомянуто в качестве примера конкретной скорости охлаждения. Следует отметить, что это охлаждение предпочтительно выполняется со скоростью 10°C/с или больше в диапазоне температур вплоть до 300°C.
[0080]
(d) Стадия холодной обработки
Холодная обработка с обжатием по площади 5-20% выполняется для того, чтобы обеспечить точки зародышеобразования карбидов и карбонитридов для стального материала, который был закален на стадии термической обработки на твердый раствор. Если обжатие составляет меньше чем 5%, в некоторых случаях высокая прочность, т.е. значение YS 758 МПа или больше, не может быть гарантирована. С другой стороны, если обжатие составляет больше чем 20%, в некоторых случаях возникают ограничения на оборудование, размер продукта и т.п. Обжатие предпочтительно составляет 18% или меньше.
[0081]
Если обжатие находится в диапазоне 5-20%, количество проходов холодной обработки особенно не ограничивается, и она может выполняться один или несколько раз. Однако в случае многократного выполнения холодной обработки, в то время как холодная обработка должна выполняться так, чтобы полное обжатие составляло не больше чем 20%, необходимо выполнять холодную обработку без использования размягчающей обработки в ходе холодной обработки. Следует отметить, что вышеупомянутое «(полное) обжатие» относится к такому значению, которое, когда площадь поперечного сечения стального материала до первой холодной обработки равна S0 и площадь поперечного сечения стального материала после выполнения окончательной холодной обработки равна Sf, может быть вычислено как:
{(S0-Sf)/S0}×100.
[0082]
(e) Стадии обработки старением
Стальной материал, который подвергся вышеупомянутой холодной обработке, подвергается обработке старением, при которой стальной материал выдерживается в течение 0,5-2 час при температуре 600-750°C, чтобы можно было устойчиво гарантировать значение YS 758 МПа или больше. Если температура обработки старением составляет меньше чем 600°C, или если продолжительность обработки старением составляет меньше чем 0,5 час, в некоторых случаях эффект выделения карбидов и/или карбонитридов V, Ti и Nb, которые являются эффективными для упрочнения, становится недостаточным, и высокая прочность, т.е. YS 758 МПа или больше, не может быть гарантирована. С другой стороны, если температура обработки старением составляет больше чем 750°C, или если продолжительность обработки старением составляет больше чем два часа, в некоторых случаях образуется чрезмерно состаренное состояние, и высокая прочность, т.е. YS 758 МПа или больше, не может быть гарантирована. Кроме того, если продолжительность обработки старением составляет более двух часов, она становится невыгодной с точки зрения производительности, и затраты энергии также увеличиваются. Термин «температура обработки старением» для этого процесса также относится к температуре на поверхности стального материала.
[0083]
(f) Стадия охлаждения
После выполнения обработки старением стальной материал охлаждается до температуры не больше чем 100°C. При этом предпочтительно закалка выполняется аналогично стадии (c).
[0084]
(5-2) Способ производства в случае выполнения термической обработки на твердый раствор сразу после стадии горячей обработки
(g) Стадия горячей обработки
Вышеупомянутый стальной материал нагревается до 900-1200°C, и после этого обрабатывается начисто в предопределенную форму при температуре 800°C или больше. Если температура нагрева является более низкой, чем 900°C, устойчивость к деформации во время горячей обработки становится больше, нагрузка на технологическое оборудование увеличивается, и могут возникать дефекты обработки, такие как царапины или трещины. С другой стороны, если температура нагрева будет более высокой, чем 1200°C, она может вызвать высокотемпературное межкристаллитное растрескивание или уменьшение пластичности. Следовательно, температура нагрева во время стадии горячей обработки устанавливается в диапазоне 900-1200°C. Температура нагрева предпочтительно составляет не меньше чем 1000°C и не больше чем 1150°C.
[0085]
Если финишная температура горячей обработки является более низкой, чем 800°C, образуются выделения, такие как карбиды, и в некоторых случаях при так называемой «прямой термической обработке на твердый раствор», которая является следующим процессом, выделения не растворяются должным образом, и остаются в аустенитной матрице. Финишная температура горячей обработки предпочтительно составляет 1000°C или больше и 1150°C или меньше. Термины «температура нагрева» и «финишная температура» в этом процессе относятся к соответствующим температурам на поверхности стального материала. Следует отметить, что в зависимости от размера или формы продукта продолжительность выдержки в вышеупомянутом диапазоне температур нагрева предпочтительно составляет 10-180 мин, и более предпочтительно 20-120 мин.
[0086]
(h) Стадия термической обработки на твердый раствор
При подвергании стального материала закалке сразу после чистовой обработки в предопределенную форму при температуре 1000°C или больше, выделения, такие как карбиды, могут быть сохранены в таком состоянии, в котором эти выделения должным образом растворяются в аустенитной матрице. Следует отметить, что аналогично стадии (c) закалка в этом процессе может выполняться при такой скорости охлаждения, что выделение карбидов и интерметаллических соединений может быть предотвращено во время охлаждения, такого как водяное охлаждение, масляное охлаждение или охлаждение туманом, и которая не производит тепловой деформации. Также в зависимости от размера или формы продукта вышеупомянутая закалка предпочтительно выполняется в пределах 180 с после завершения финишной горячей обработки.
[0087]
(i) Стадия холодной обработки
Холодная обработка с обжатием 5-20% выполняется для того, чтобы обеспечить точки зародышеобразования карбидов и карбонитридов для стального материала, который был закален на стадии так называемой прямой термической обработки на твердый раствор стадии (h). Если обжатие составляет меньше чем 5%, в некоторых случаях высокая прочность, т.е. значение YS 758 МПа или больше, не может быть гарантирована. С другой стороны, если обжатие составляет больше чем 20%, в некоторых случаях возникают ограничения на оборудование, размер продукта и т.п. Обжатие предпочтительно составляет 18% или меньше.
[0088]
Аналогично вышеупомянутой стадии (d), если обжатие по площади находится в диапазоне 5-20%, количество проходов холодной обработки особенно не ограничивается, и она может выполняться один или несколько раз. Однако в случае многократного выполнения холодной обработки, в то время как холодная обработка должна выполняться так, чтобы полное обжатие составляло не больше чем 20%, необходимо выполнять холодную обработку без использования размягчающей обработки в ходе холодной обработки.
[0089]
(j) Стадии обработки старением
Стальной материал, который подвергся вышеупомянутой холодной обработке, подвергается обработке старением, при которой стальной материал выдерживается в течение 0,5-2 час при температуре 600-750°C, чтобы можно было устойчиво гарантировать значение YS 758 МПа или больше. Если температура обработки старением составляет меньше чем 600°C, или если продолжительность обработки старением составляет меньше чем 0,5 час, в некоторых случаях эффект выделения карбидов и/или карбонитридов V, Ti и Nb, которые являются эффективными для упрочнения, становится недостаточным, и высокая прочность, т.е. YS 758 МПа или больше, не может быть гарантирована. С другой стороны, если температура обработки старением составляет больше чем 750°C, или если продолжительность обработки старением составляет больше чем два часа, в некоторых случаях образуется чрезмерно состаренное состояние, и высокая прочность, т.е. YS 758 МПа или больше, не может быть гарантирована. Кроме того, если продолжительность обработки старением составляет более двух часов, она становится невыгодной с точки зрения производительности, и затраты энергии также увеличиваются. Термин «температура обработки старением» для этого процесса также относится к температуре на поверхности стального материала.
[0090]
(k) Стадия охлаждения
После выполнения обработки старением стальной материал охлаждается до температуры не больше чем 100°C. При этом предпочтительно закалка выполняется аналогично стадии (c).
[0091]
Следует отметить, что стальной материал, который подвергся термической обработке на твердый раствор на стадии (c) или (h), по мере необходимости может быть подвергнут механической обработке, такой как резание или зачистка, перед холодной обработкой. Кроме того, при выполнении холодной обработки предпочтительно выполняется смазка с помощью подходящего способа.
[0092]
Далее настоящее изобретение будет описано более конкретно посредством примеров, но настоящее изобретение не ограничивается этими примерами.
ПРИМЕРЫ
[0093]
Стали 1-24, имеющие химические составы, приведенные в Таблице 1, были выплавлены с использованием 50-килограммовой вакуумной печи, и слитки, полученные путем разливки расплавленных сталей в литейные формы, нагревались при 1150°C в течение 180 мин, а затем формовались в листовой материал, имеющий толщину 40 мм, с помощью горячей ковки.
[0094]
Стали №№ 1-21 в Таблице 1 являются сталями, химические составы которых соответствуют диапазону, определенному настоящим изобретением. С другой стороны, стали №№ 22-24 являются сталями, химические составы которых отклоняются от условий, определенных настоящим изобретением.
[0095]
[Таблица 1]
* означает, что условия не удовлетворяют определению настоящего изобретения.
†V+Ti+Nb > 2,0 …(i)
[0096]
Каждый листовой материал, имеющий толщину 40 мм, полученный как описано выше, был подвергнут горячей прокатке для того, чтобы сформировать листовой материал, имеющий толщину 20 мм, при условиях, показанных в Таблице 2. После этого для Тестов №№ 1-10, 13-15 и 18-52 после охлаждения до комнатной температуры после финишной прокатки листовой материал был повторно нагрет и подвергнут термической обработке на твердый раствор. Кроме того, для Тестов №№ 11, 12, 16 и 17 прямая термическая обработка на твердый раствор была выполнена сразу после финишной прокатки. Все эти листовые материалы были затем дополнительно подвергнуты холодной прокатке и обработке старением при условиях, показанных в Таблице 2, для того, чтобы получить тестовые материалы.
[0097]
[Таблица 2]
* означает, что условия не удовлетворяют условиям, определяемым настоящим изобретением.
# означает, что производственные условия выходят за границы предпочтительных условий, определенные настоящим изобретением.
[0098]
Следует отметить, что в случае повторного нагревания и выполнения термической обработки на твердый раствор охлаждение до комнатной температуры после финишной горячей прокатки в любом случае выполнялось путем естественного охлаждения в атмосферном воздухе, в то время как водяное охлаждение (WQ) использовалось для закалки после термической обработки на твердый раствор. Водяное охлаждение также использовалось для закалки после прямой термической обработки на твердый раствор. Кроме того, вышеупомянутая холодная прокатка выполнялась после нанесения консистентной смазки. В дополнение к этому, для охлаждения после выполнения обработки старением в любом случае использовалось водяное охлаждение.
[0099]
Сначала была исследована микроструктура стальной матрицы каждого из вышеупомянутых тестовых материалов. В частности, объемная доля фазы bcc была измерена c использованием измерителя феррита (модели FE8e3) производства компании Helmut Fischer. В результате фаза bcc не была обнаружена в Тестах №№ 1-51. С другой стороны, фаза bcc была обнаружена в Тестах № 52 и № 53.
[0100]
Затем тонкая пленка, имеющая толщину 100 нм, была приготовлена из центральной части в направлении толщины каждого тестового материала, соответствующая тонкая пленка наблюдалась с использованием TEM, и подсчитывалось количество выделений, имеющих эквивалентный диаметр окружности в диапазоне 5-30 нм, и количество выделений, имеющих эквивалентный диаметр окружности больше чем 100 нм, в квадратном поле зрения размером 1 мкм. Следует отметить, что количество выделений подсчитывалось в трех полях зрения, и вычислялось их среднее значение.
[0101]
Кроме того, образец для испытания на разрыв с круглым сечением, имеющий параллельную часть с диаметром 4 мм в направлении прокатки (в продольном направлении) был вырезан из центральной части в направлении толщины каждого тестового материала, и испытание на разрыв проводилось в атмосферном воздухе при комнатной температуре, в результате чего определялось значение YS.
[0102]
В дополнение к этому, для оценки стойкости к сульфидному растрескиванию под напряжением выполнялся тест DCB, основанный на «Способе D» стандарта NACE TM0177-2005, и были вычислены значения KISSC. Конкретные процедуры были следующими.
[0103]
Сначала образец для испытания DCB, имеющий вырез и отверстие, как проиллюстрировано на Фиг. 2, в направлении прокатки (в продольном направлении) и клин, имеющий толщину 2,92 мм, как проиллюстрировано на Фиг. 3, были получены из центральной части в направлении толщины каждого тестового материала. Затем образец для испытания в таком состоянии, в котором клин вставлен в вышеупомянутый вырез, был помещен в автоклав, и после этого Раствор A (5 мас.% NaCl+0,5 мас.% водный раствор CH3COOH), определенный в стандарте NACE TM0177-2005, был дегазирован и введен в автоклав. Затем, газообразный сероводород с давлением 1 атм был подан в автоклав для того, чтобы перемешать вышеупомянутую жидкую фазу, и эта жидкая фаза была насыщена газообразным сероводородом. Автоклав выдерживался в течение 336 час при температуре 24°C с перемешиванием жидкой фазы, после чего газ был замещен газообразным азотом, и образцы для испытания были вынуты.
[0104]
После этого шплинт вставлялся в вышеупомянутое отверстие каждого вынутого образца для испытания, и вырез открывался с помощью машины для испытания на растяжение, и измерялась равновесная нагрузка на клин. В дополнение к этому, в состоянии, в котором образец для испытания был охлажден до температуры жидкого азота, в разрез вставлялась рейка, и образец для испытания принудительно разрушался путем ударов по рейке молотком, после чего длина распространения трещины во время погружения в жидкую фазу измерялась визуально с помощью верньерных толщиномеров. Наконец, значение KISSC вычислялось на основе вышеупомянутой равновесной нагрузки на клин и вышеупомянутой длины распространения трещины.
[0105]
Численная плотность выделений и значения YS и KISSC, которые были определены как описано выше, показаны в Таблице 3. Кроме того, Фиг. 1 показывает сравнение значений KISSC, полученных с помощью вышеупомянутого теста DCB в высокопрочной области, в которой значение YS составляло 758 МПа или больше, для стального материала «примера в соответствии с настоящим изобретением» с высоким содержанием Mn Тестов №№ 1-36, в которых кристаллическая структура является структурой fcc, и обычным типом материала низколегированной стали, в котором кристаллическая структура является структурой bcc (материал низколегированной стали, получаемый путем подвергания низколегированной стали 0,27%C-1%Cr-0,7%Mo закалке и отпуску (обозначены на чертеже как «QT»)).
[0106]
[Таблица 3]
* означает, что условия не удовлетворяют условиям, определяемым настоящим изобретением.
[0107]
Из Таблицы 3 видно, что Тесты №№ 1-36, которые являются примерами в соответствии с настоящим изобретением, имеют значение YS 758 МПа или больше, а также превосходную стойкость к сульфидному растрескиванию под напряжением, что демонстрируется значением KISSC 33,7 МПа×м0,5 или больше, полученным в тесте DCB.
[0108]
В отличие от этого, в Тестах №№ 37-53, которые являются сравнительными примерами, либо не была получена высокая прочность, т.е. значение YS 758 МПа или больше, либо не была получена стойкость к сульфидному растрескиванию под напряжением KISSC 33,7 МПа×м0,5 или больше в тесте DCB.
[0109]
Другими словами, как показано в Тестах №№ 37-46, даже когда используется сталь, имеющая химический состав, который удовлетворяет условиям настоящего изобретения, высокая прочность, т.е. значение YS 758 МПа или больше, не получается, если условия производства не соответствуют предпочтительным.
[0110]
В частности, в Тестах №№ 37 и 38, в которых холодная обработка не выполнялась перед обработкой старением, даже когда обработка старением выполнялась затем при подходящих условиях, мелкие выделения не были в достаточной степени сформированы, и поэтому требуемая прочность не была получена. Кроме того, в Тесте № 46, в котором аналогичным образом холодная обработка не выполнялась перед обработкой старением, даже при том, что обработка старением выполнялась затем в течение длительного времени, это привело к формированию грубых выделений и к уменьшению прочности.
[0111]
В Тестах №№ 39-41, 43 и 44, в которых обработка старением не выполнялась, выделения вообще не были сформированы, и следовательно прочность была пониженной. Кроме того, в Тесте № 42, поскольку продолжительность обработки старением была слишком большой, выделения стали более грубыми, и следовательно прочность была пониженной. В дополнение к этому, в Тесте № 45, поскольку температура обработки старением была слишком низкой, мелкие выделения не были в достаточной степени сформированы, и требуемая прочность не была получена.
[0112]
Кроме того, в том случае, когда химический состав используемой стали отклонялся от условий, определенных настоящим изобретением, как показано в Тестах №№ 47-53, независимо от того, были ли удовлетворены условия производства или условия, определенные настоящим изобретением, не были получены либо высокая прочность, т.е. значение YS 758 МПа или больше, либо значение стойкости к сульфидному растрескиванию под напряжением KISSC, равное 33,7 МПа×м0,5 или больше в тесте DCB.
[0113]
В частности, в Тестах №№ 47 и 48, которые использовали сталь № 22, в которой содержание C было ниже определенного значения, и в Тестах №№ 49-51, которые использовали сталь № 23, в которой полное содержание V, Ti и Nb было ниже определенного значения, мелкие выделения не были в достаточной степени сформированы, и требуемая прочность не была получена. Кроме того, в Тестах №№ 52 и 53, которые использовали сталь № 24, в которой содержание Mn было ниже определенного значения, значения KISSC, полученные в тесте DCB, были неудовлетворительными, что объясняется примесью фазы со структурой bcc.
[0114]
Затем с использованием листовых материалов, подготовленных в вышеупомянутых Тестах №№ 1-36, для которых благоприятная стойкость к сульфидному растрескиванию под напряжением была получена в тесте DCB, стойкость к сульфидному растрескиванию под напряжением была исследована путем выполнения теста постоянной нагрузки. В частности, гладкий образец для испытания в форме пластины был взят в направлении прокатки (в продольном направлении) из центральной части в направлении толщины каждого листового материала, который подвергся обработке старением, и напряжение, соответствующее 90% от YS, было приложено к одной поверхности образца для испытания способом изгиба с четырьмя точками. После этого образец для испытания погружался в Раствор А, определенный в стандарте NACE TM0177-2005, который насыщался газообразным сероводородом с давлением 1 атм, и выдерживался при 24°C в течение 336 час, после чего определялось, разрушился ли этот образец для испытания. В результате было подтверждено, что разрушения не произошло ни в одном из тестовых материалов.
[0115]
В дополнение к этому, гладкие образцы для испытания в форме пластины были получены аналогично листовым материалам Тестов №№ 1-36, эти образцы для испытания были погружены на 336 час в Раствор А с температурой 24°C, определенный в стандарте NACE TM0177-2005, который насыщался газообразным сероводородом с давлением 1 атм, и были определены коррозионные потери. В результате было подтверждено, что величина коррозионных потерь была малой, и эти тестовые материалы в большинстве случаев имели превосходную коррозионную стойкость.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0116]
Поскольку высокопрочный стальной материал по настоящему изобретению имеет предел текучести 758 МПа или больше и имеет значение KISSC согласно тесту DCB 33,7 МПа×м0,5 или больше, этот высокопрочный стальной материал может выгодно использоваться для труб, применяемых в нефтяной промышленности и т.п., которые должны использоваться в кислой окружающей среде. Кроме того, вышеупомянутый высокопрочный стальной материал может быть получен с помощью способа производства по настоящему изобретению.

Изобретение относится к области металлургии, а именно к высокопрочному стальному материалу, используемому для изготовления труб нефтяных и газовых скважин. Материал имеет следующий химический состав, мас.%: C: от 0,30 до 1,0, Si: от 0,05 до 1,0, Mn: от 16,0 до 35,0, P: 0,030 или меньше, S: 0,030 или меньше, Al: от 0,003 до 0,06, N: 0,1 или меньше, V: от 0 до 3,0, Ti: от 0 до 1,5, Nb: от 0 до 1,5, Cr: от 0 до 5,0, Mo: от 0 до 3,0, Cu: от 0 до 1,0, Ni: от 0 до 1,0, B: от 0 до 0,02, Zr: от 0 до 0,5, Ta: от 0 до 0,5, Ca: от 0 до 0,005, Mg: от 0 до 0,005, остальное - Fe и примеси. Состав материала удовлетворяет условию V+Ti+Nb>2,0, при этом численная плотность выделившихся в стали карбидов/карбонитридов, имеющих эквивалентный диаметр окружности 5-30 нм, составляет 50-700/мкм2, а численная плотность выделившихся в стали карбидов/карбонитридов, имеющих эквивалентный диаметр окружности больше чем 100 нм, составляет меньше чем 10/мкм2. Материал обладает стабильным гарантированным значением предела текучести YS, равном 758 МПа или больше, для которого значение вязкости разрушения KISSC в тесте DCB составляет 33,7 МПа×м0,5 или больше. 2 н. и 2 з.п. ф-лы, 3 ил., 3 табл.
1. Высокопрочный стальной материал, имеющий химический состав, мас.%:
C: от 0,30 до 1,0,
Si: от 0,05 до 1,0,
Mn: от 16,0 до 35,0,
P: 0,030 или меньше,
S: 0,030 или меньше,
Al: от 0,003 до 0,06,
N: 0,1 или меньше,
V: от 0 до 3,0,
Ti: от 0 до 1,5,
Nb: от 0 до 1,5,
Cr: от 0 до 5,0,
Mo: от 0 до 3,0,
Cu: от 0 до 1,0,
Ni: от 0 до 1,0,
B: от 0 до 0,02,
Zr: от 0 до 0,5,
Ta: от 0 до 0,5,
Ca: от 0 до 0,005,
Mg: от 0 до 0,005,
железо и примеси - остальное,
и удовлетворяющий нижеприведенной формуле (i),
в которой:
численная плотность карбидов и/или карбонитридов, имеющих эквивалентный диаметр окружности 5-30 нм, выделяющихся в стали, составляет 50-700/мкм2, а численная плотность карбидов и/или карбонитридов, имеющих эквивалентный диаметр окружности больше чем 100 нм, выделяющихся в стали, составляет менее 10/мкм2,
предел текучести составляет 758 МПа или больше и
значение KISSC, полученное в тесте DCB, составляет 33,7 МПа×м0,5 или больше;
V+Ti+Nb > 2,0 (i)
где V, Ti и Nb в вышеприведенной формуле (i) означают содержание (в мас.%) соответствующих элементов в стали, и равны нулю в том случае, когда соответствующий элемент не содержится.
2. Высокопрочный стальной материал по п. 1, в котором химический состав содержит один или более элементов, выбираемых из, мас.%:
V: от 0,1 до 3,0,
Ti: от 0,003 до 1,5,
Nb: от 0,003 до 1,5,
Cr: от 0,1 до 5,0,
Mo: от 0,5 до 3,0,
Cu: от 0,1 до 1,0,
Ni: от 0,1 до 1,0,
B: от 0,0001 до 0,02,
Zr: от 0,005 до 0,5,
Ta: от 0,005 до 0,5,
Ca: от 0,0003 до 0,005 и
Mg: от 0,0003 до 0,005.
3. Способ производства высокопрочного стального материала по п. 1 или 2,
включающий последовательное выполнение нижеприведенных стадий (a) - (f) применительно к стальному материалу, имеющему химический состав, указанный в п. 1 или 2:
(a) стадия горячей обработки с нагревом до температуры в диапазоне 900-1200°C и последующей окончательной обработкой с получением заданной формы;
(b) стадия охлаждения с охлаждением до температуры 100°C или меньше;
(c) стадия термической обработки на твердый раствор, включающая нагрев до температуры в диапазоне 800-1200°C и выдержку при этой температуре не менее 10 мин, с последующей закалкой;
(d) стадия холодной обработки с проведением обработки с обжатием по площади в диапазоне 5-20%;
(e) стадия обработки старением, включающая выдержку при температуре 600-750°C в течение 0,5-2 час; и
(f) стадия охлаждения до температуры 100°C или меньше.
4. Способ производства высокопрочного стального материала по п. 1 или 2,
включающий последовательное выполнение нижеприведенных стадий (g) - (k) применительно к стальному материалу, имеющему химический состав, указанный в п. 1 или 2:
(g) стадия горячей обработки с нагреванием до температуры в диапазоне 900-1200°C и последующей окончательной обработкой с получением заданной формы при температуре 800°C или больше;
(h) стадия термической обработки на твердый раствор и закалки сразу после выполнения стадии (g);
(i) стадия холодной обработки с проведением обработки с обжатием по площади в диапазоне 5-20%;
(j) стадия обработки старением, включающая выдержку при температуре 600-750°C в течение 0,5-2 час; и
(k) стадия охлаждения до температуры 100°C или меньше.

