ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее раскрытие относится к устройству для горячего прессования, которое нагревает и прессует мишень для прессования.
УРОВЕНЬ ТЕХНИКИ
[0002] Например, японские выложенные патентные заявки (JP-A) № 2009-142852 (Патентный документ 1) и 2009-285728 (Патентный документ 2) раскрывают устройства для горячего прессования. Эти устройства для горячего прессования конфигурируются одной нагревательной печью, одним прессом и перемещающим устройством для перемещения мишени для прессования из нагревательной печи к прессу. Горячее прессование выполняется путем перемещения стального листа, нагретого в нагревательной печи, к прессу для прессования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0003] В дополнение к обеспечению пластичности и ударной вязкости, существует потребность в еще большей прочности стального листа, обрабатываемого в устройстве для горячего прессования.
[0004] Задачей настоящего изобретения является предложить устройство для горячего прессования, способное достигать еще большую прочность в дополнение к пластичности и ударной вязкости стального листа.
РЕШЕНИЕ ПРОБЛЕМЫ
[0005] Устройство для горячего прессования, решающее вышеупомянутую задачу, включает в себя первый пресс, второй пресс, перемещающее устройство, связывающее вместе первый пресс и второй пресс, и нагревательную печь, предусмотренную в пределах диапазона перемещения перемещающего устройства.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0006] Устройство для горячего прессования по настоящему изобретению способно достигать еще большую прочность в дополнение к пластичности и ударной вязкости стального листа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Фиг. 1 представляет собой схематический вид в перспективе, иллюстрирующий устройство для горячего прессования согласно первому примерному варианту осуществления.
Фиг. 2 представляет собой схематический вид сверху, иллюстрирующий устройство для горячего прессования согласно первому примерному варианту осуществления.
Фиг. 3 представляет собой объяснительную диаграмму, иллюстрирующую перемещающий стол первого примерного варианта осуществления на виде сбоку.
Фиг. 4 представляет собой схематический вид сверху, иллюстрирующий устройство для горячего прессования согласно второму примерному варианту осуществления.
Фиг. 5 представляет собой схематический вид сверху, иллюстрирующий устройство для горячего прессования согласно третьему примерному варианту осуществления.
Фиг. 6 представляет собой схематический вид сверху, иллюстрирующий устройство для горячего прессования согласно четвертому примерному варианту осуществления.
Фиг. 7 представляет собой объяснительную диаграмму, иллюстрирующую непрерывную нагревательную печь с роликовым подом.
Фиг. 8 представляет собой объяснительную диаграмму, иллюстрирующую многоярусную нагревательную печь.
Фиг. 9 представляет собой схематический вид сверху, иллюстрирующий устройство для горячего прессования согласно пятому примерному варианту осуществления.
Фиг. 10 представляет собой схематический вид сверху, иллюстрирующий устройство для горячего прессования согласно шестому примерному варианту осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0008] Горячепрессованные элементы с высокой прочностью используются в компонентах транспортных средств, предназначенных для защиты при столкновениях. Усовершенствования пластичности и ударной вязкости таких горячепрессованных компонентов требуются для достижения большей прочности.
В попытке удовлетворить эти потребности авторы настоящего изобретения обнаружили, что характеристики высокой прочности могут быть получены путем многократного повторения циклов нагрева и охлаждения.
[0009] Обычные устройства для горячего прессования конфигурируются одной нагревательной печью, одним прессом с функцией охлаждения обрабатываемой детали, и перемещающим устройством для перемещения мишени для прессования из нагревательной печи к прессу.
[0010] Горячее прессование высокопрочной тонколистовой стали является более простым, чем холодная штамповка. Использование горячего прессования позволяет сформовать высокопрочный продукт за один процесс прессования. Следовательно, многократные повторения циклов нагревания и охлаждения не предусматриваются в обычных устройствах для горячего прессования.
[0011] Когда выполняются многократные повторения циклов нагревания и охлаждения, во время обработки необходимо управлять температурой для того, чтобы сохранить желаемые характеристики. Однако, поскольку до настоящего времени не было никаких исследований относительно способов штамповки, включающих в себя многократные повторения циклов нагревания и охлаждения, соответственно не было и никаких исследований относительно устройств, которые реализовывали бы такой способ. Это привело авторов настоящего изобретения к следующим примерным вариантам осуществления.
[0012] Первый примерный вариант осуществления
Далее следует объяснение первого примерного варианта осуществления настоящего раскрытия со ссылкой на чертежи. На чертежах задняя сторона обозначена стрелкой A, верхняя сторона обозначена стрелкой B, и боковое направление обозначено стрелкой C.
[0013] Фиг. 1 и Фиг. 2 представляют собой схематические чертежи, иллюстрирующие устройство для горячего прессования 10 согласно настоящему примерному варианту осуществления. Устройство 10 для горячего прессования включает в себя пресс 12 и пресс 14. Первый манипулятор 16, являющийся примером перемещающего устройства, связывающего вместе два пресса 12, 14, предусматривается между прессом 12 и прессом 14 около угла пресса 14.
[0014] Первый манипулятор 16 переносит материал Z из стального листа и перемещает материал Z в и из прессов 12, 14. Прессы 12, 14 поэтому располагаются в пределах диапазона перемещения первого манипулятора 16. Таким образом, два пресса 12, 14 соединены первым манипулятором 16.
[0015] Первый манипулятор 16 может быть установлен выше нагревательной печи 18. Это применяется не только к первому примерному варианту осуществления, но также и к другим примерным вариантам осуществления, в которых манипулятор, который перемещает материал Z в и из нагревательной печи, может быть установлен выше нагревательной печи.
[0016] Нагревательная печь 18 предусматривается в пределах диапазона перемещения первого манипулятора 16. Нагревательная печь 18 располагается между первым прессом 12 и вторым прессом 14 на задней стороне двух прессов 12, 14. Материал Z перемещается между нагревательной печью 18 и прессом 12, и между нагревательной печью 18 и прессом 14, путем перемещения материала Z между нагревательной печью 18 и прессами 12, 14 с помощью первого манипулятора 16.
[0017] Нагревательная печь 18 является устройством, используемым для нагрева материала Z, представляющего собой нагреваемую мишень. Примеры нагревательной печи 18 включают в себя высокочастотную печь, резистивную электропечь, газовую печь или печь с инфракрасным излучением. Как проиллюстрировано на Фиг. 1 и Фиг. 3, нагревательная печь 18 включает в себя дверцу 18E, которая способна открывать и закрывать вход/выход 18D. Дверца 18E способна изменять высоту отверстия при открытии входа/выхода 18D в соответствии с размером целевого материала Z.
[0018] Как проиллюстрировано на Фиг. 3, нагревательная печь 18 включает в себя секцию 18G привода, которая обеспечивает вращение роликов 18F, предусмотренных в нагревательной печи 18. Электрический нагреватель может использоваться в качестве средства нагрева вместо нагревательной печи.
[0019] Как проиллюстрировано на Фиг. 1 и Фиг. 2, пресс 12 конфигурируется гидравлическим прессом, который прессует материал Z путем приложения большой нагрузки. Пресс 12 включает в себя четыре колонны 12A и крышу 12B, поддерживаемую колоннами 12A. Как проиллюстрировано на Фиг. 2, пресс 12 формируется с прямоугольным профилем на виде сверху, и материал Z входит и выходит со стороны, соответствующей длинному краю. Пресс 12 не ограничивается гидравлическим прессом, и может иметь другой тип, такой как сервопресс. То же самое относится и к прессам других примерных вариантов осуществления.
[0020] Как проиллюстрировано на Фиг. 1, пуансон 12C и матрица 12D, образующие пару, предусматриваются внутри соответствующих колонн 12A. Пуансон 12C приводится в движение в направлении вверх-вниз относительно матрицы 12D механизмом поднимания/опускания (не показан на чертежах). Один из пуансона 12C или матрицы 12D представляет собой штамп с выступами (пробойник), а другой из пуансона 12C или матрицы 12D представляет собой штамп с углублениями (подштамповую плиту), соответствующими штампу с выступами.
[0021] Материал Z помещается на матрицу 12D и прессуется пуансоном 12C. Материал Z охлаждается в состоянии, зажатом между пуансоном 12C и матрицей 12D. Пуансон 12C и матрица 12D включают в себя каналы для потока охладителя. Тепло, удаляемое из материала Z во время прессования, рассеивается охладителем.
[0022] Пресс 14 конфигурируется высокоскоростным формующим сервоустройством, и скорость пресса и т.п. может регулироваться за счет управления серводвигателем. Пресс 14 включает в себя четыре колонны 14A и крышу 14B, поддерживаемую колоннами 14A. Как проиллюстрировано на Фиг. 2, пресс 14 формируется с прямоугольным профилем на виде сверху, и материал Z входит и выходит со стороны, соответствующей длинному краю.
[0023] Пуансон 14C и матрица 14D, образующие пару, предусматриваются внутри соответствующих колонн 14A. Пуансон 14C приводится в движение в направлении вверх-вниз относительно матрицы 14D механизмом поднимания/опускания (не показан на чертежах). Один из пуансона 14C или матрицы 14D представляет собой штамп с выступами (пробойник), а другой из пуансона 12C или матрицы 12D представляет собой штамп с углублениями, соответствующими штампу с выступами.
[0024] Пуансон 14C и матрица 14D имеет функции, подобные пуансону 12C и матрице 12D, и отличаются только профилями штампов.
[0025] Как проиллюстрировано на Фиг. 2, перемещающий стол 20 предусматривается между двумя прессами 12, 14. Один вход/выход 12FI, служащий примером входа для введения материала Z в пресс 12, открывается к той стороне пресса 12, где находится перемещающий стол 20. Один вход/выход 14FI, служащий примером входа для введения материала Z в пресс 14, открывается к той стороне пресса 14, где находится перемещающий стол 20.
[0026] Как проиллюстрировано на Фиг. 3, перемещающий стол 20 включает в себя четыре ножки 20A. Столешница 20B, поддерживаемая ножками 20A, имеет форму прямоугольной рамы (см. Фиг. 1). Множество роликов 20C в форме круглых колонн, простирающихся в направлении ширины столешницы 20B, располагаются в направлении длины столешницы 20B внутри рамы. Каждый из роликов 20C соединен с секцией 20D привода и может приводиться во вращение.
[0027] Соответствующие ролики 20C расположены на той же самой высоте, что и ролики 18F в нагревательной печи 18, предусмотренные с одного конца со стороны перемещающего стола 20. Материал Z таким образом перемещается между перемещающим столом 20 и нагревательной печью 18 по соответствующим роликам 20C, 20F перемещающего стола 20 и нагревательной печи 18.
[0028] Как проиллюстрировано на Фиг. 2, стол 22 для материала предусматривается с другой стороны от перемещающего стола 20. Первый манипулятор 16 расположен между столом 22 для материала и прессом 14.
[0029] Первый манипулятор 16 включает в себя вращающееся основание 16A, шарнирный рычаг 16B, вращательно поддерживаемый на вращающемся основании 16A, и сменный удерживающий инструмент 16C, присоединенный к переднему концу шарнирного рычага 16B. Стол 22 для материала, перемещающий стол 20, пресс 12, пресс 14 и нагревательная печь 18 предусматриваются в пределах диапазона перемещения материала Z удерживающим инструментом 16C. Удерживающий инструмент 16C включает в себя всасывающий удерживающий механизм, который использует всасывание для удержания материала Z, а также зацепляющий удерживающий механизм, который удерживает материал Z путем его зацепления. Следует отметить, что захватный удерживающий механизм, который удерживает материал Z путем его захвата, может быть предусмотрен вместо зацепляющего удерживающего механизма.
[0030] Контроллер 24, конфигурируемый промышленным компьютером и т.п., соединен с первым манипулятором 16. Контроллер 24 также соединен с двумя прессами 12, 14, нагревательной печью 18 и перемещающим столом 20. Таким образом, первый манипулятор 16, два пресса 12, 14, нагревательная печь 18 и перемещающий стол 20 работают в соответствии с командами, выраженными управляющими сигналами, выводимыми из контроллера 24.
[0031] Второй манипулятор 26, конфигурируемый аналогично первому манипулятору 16, предусматривается около угла пресса 12. Контроллер 24 также соединен со вторым манипулятором 26, и второй манипулятор 26 работает в соответствии с командами, выраженными управляющими сигналами от контроллера 24.
Второй манипулятор 26 удаляет материал Z, который был обработан в прессе 12, через другой вход/выход 12FO и помещает материал Z на линейный перемещающий механизм (не показанный на чертежах), и материал Z передается к последующему процессу с высокой скоростью этим линейным перемещающим механизмом.
[0032] Третий манипулятор 28, конфигурируемый аналогично первому манипулятору 16, предусматривается около угла пресса 14. Контроллер 24 также соединен с третьим манипулятором 28, и третий манипулятор 28 работает в соответствии с командами, выраженными управляющими сигналами от контроллера 24.
Третий манипулятор 28 удаляет материал Z, который был обработан в прессе 14, через другой вход/выход 14FO и помещает материал Z на линейный перемещающий механизм (не показанный на чертежах), позволяющий передавать материал Z к последующему процессу с высокой скоростью с помощью этого линейного перемещающего механизма.
[0033] Следует отметить, что в настоящем примерном варианте осуществления первый манипулятор 16 описан как пример перемещающего устройства; однако на это нет никаких ограничений. Например, перемещающее устройство может конфигурироваться как конвейер. В тех случаях, когда перемещающее устройство конфигурируется как множество манипуляторов и конвейеров, если их пути перемещения перекрываются или соединяются, это множество манипуляторов, линейных перемещающих механизмов и конвейеров рассматриваются как одно перемещающее устройство. В тех случаях, когда их пути перемещения не перекрываются или не соединяются, это множество манипуляторов, линейных перемещающих механизмов и конвейеров рассматриваются как отдельные перемещающие устройства. То же самое относится и к последующим примерным вариантам осуществления.
[0034] В тех случаях, когда используется конвейер, путь перемещения, определяющий диапазон перемещения, является путем перемещения, определяемым этим конвейером. В тех случаях, когда используется робот или манипулятор, путь перемещения определяется диапазоном перемещения руки робота или удерживающего инструмента 16C манипулятора. В тех случаях, когда используются конвейер и манипулятор, путь перемещения определяется диапазоном перемещения конвейера и удерживающего инструмента 16C манипулятора. То же самое относится и к последующим примерным вариантам осуществления.
[0035] Далее следует объяснение процесса формирования формованного продукта, в котором нагревание выполняется дважды в настоящем примерном варианте осуществления, сконфигурированном, как описано выше. Контроллер 24 действует согласно программе, хранящейся во внутренней памяти, выводя соответствующие управляющие сигналы к манипуляторам 26, 28, прессам 12, 14, нагревательной печи 18 и перемещающему столу 20. Манипуляторы 26, 28, прессы 12, 14, нагревательная печь 18 и перемещающий стол 20 работают в соответствии с управляющими сигналами от контроллера 24.
[0036] А именно, при формировании формованного продукта из заготовки материал Z (заготовка) заранее помещается на стол 22 для материала. В этом состоянии контроллер 24 начинает операцию в соответствии с сохраненной программой и выводит управляющий сигнал к первому манипулятору 16 таким образом, что первый манипулятор 16 удерживает и передает материал Z (заготовку), помещенный на стол 22 для материала, к перемещающему столу 20 с использованием удерживающего инструмента 16C всасывающего удерживающего механизма.
[0037] Затем контроллер 24 выводит управляющие сигналы к нагревательной печи 18 и перемещающему столу 20. Когда это выполняется, нагревательная печь 18 приводит в действие дверцу 18E так, чтобы открыть вход/выход 18D до высоты открытия, соответствующей размеру подлежащего нагреву материала Z (заготовки).
Секция 20D привода перемещающего стола 20 вращает ролики 20C, а секция 18G привода нагревательной печи 18 вращает ролики 18F. Секция 20D привода перемещающего стола 20 и секция 18G привода нагревательной печи 18 соответственно загружают материал Z (заготовку) в нагревательную печь 18, вращая соответствующие ролики.
[0038] Следует отметить, что в настоящем примерном варианте осуществления материал Z (заготовка) на перемещающем столе 20 загружается в нагревательную печь 18 роликами 20C перемещающего стола 20 и роликами 18F нагревательной печи 18. Соответственно, перемещающий стол 20 конфигурирует загрузочное устройство для нагревательной печи 18, и перемещающий стол 20 может рассматриваться как часть нагревательной печи 18.
[0039] Нагревательная печь 18 исполняет управляющие сигналы от контроллера 24, чтобы нагревать материал Z (заготовку) в течение заданного времени (например, 4 мин) при заданной температуре (например, приблизительно 1000°C). Ролики 20C перемещающего стола 20 и ролики 18F нагревательной печи 18 затем приводятся в движение для того, чтобы выгрузить нагретый материал Z (заготовку) на перемещающий стол 20.
[0040] Таким образом, ролики 20C перемещающего стола 20 и ролики 18F нагревательной печи 18 конфигурируют перемещающий механизм для перемещения материала Z назад и вперед между первым положением 18A в нагревательной печи 18 и вторым положением 20E в пределах диапазона перемещения, но вне нагревательной печи 18.
[0041] Первый манипулятор 16 способен перемещать материал Z напрямую между по меньшей мере одним из прессов 12 или 14 и вторым положением 20E. Первый манипулятор 16, конфигурирующий перемещающее устройство, соответственно имеет функцию перемещения материала Z по меньшей мере от одного из прессов 12 или 14 к нагревательной печи 18. Следует отметить, что прямое перемещение относится к такому перемещению, при котором материал Z не проходит, или не обменивается и не передается через отдельное местоположение на маршруте во время перемещения.
[0042] Желательно, чтобы первый манипулятор 16 был способен перемещать материал Z напрямую между каждым из прессов 12, 14 и вторым положением 20E. В настоящем примерном варианте осуществления первый манипулятор 16 перемещает материал Z напрямую между прессами 12, 14, конфигурирующими множество прессов, и вторым положением 20E. Это позволяет дважды выполнить комбинацию процесса нагрева и процесса прессования, управляя температурой обрабатываемой детали.
[0043] Следует отметить, что время, необходимое для входа или выхода материала Z (заготовки) в/из нагревательной печи 18 устанавливается в пределах 2 с для материала Z длиной 1,5 м в направлении введения в нагревательную печь (в дальнейшем упоминаемом как направление введения) (то есть при скорости подачи по меньшей мере 750 мм/с).
[0044] Материал Z (нагретая заготовка), выгруженный на перемещающий стол 20, удерживается и поднимается удерживающим инструментом 16C первого манипулятора 16, который был заменен на зацепляющий удерживающий механизм под управлением контроллера 24. Первый манипулятор 16, управляемый контроллером 24, перемещает поднятый материал Z (нагретую заготовку) к прессу 12 и помещает материал Z (нагретую заготовку) на матрицу 12D пресса 12.
[0045] Пресс 12 опускает пуансон 12C в соответствии с командой от контроллера 24, чтобы прессовать материал Z (нагретую заготовку), зажатый между пуансоном 12C и матрицей 12D. Когда это выполнено, тепло материала Z (нагретой заготовки) быстро удаляется пуансоном 12C и матрицей 12D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном 12C и матрицей 12D. Это соответствует первому горячему прессованию.
[0046] Когда это выполняется, осуществляется управление временем от выгрузки материала Z (нагретой заготовки) из нагревательной печи 18 до удержания материала Z (нагретой заготовки) зажатым между пуансоном 12C и матрицей 12D. Это время, например, составляет приблизительно 8 с.
[0047] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретая заготовка), выгруженный на перемещающий стол 20, устанавливается в пресс 12 первым манипулятором 16; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 20 и прессом 12 таким образом, что материал Z (горячая заготовка), выгруженный на перемещающий стол 20 из нагревательной печи 18, поднимается первым манипулятором 16, а затем устанавливается в пресс 12 с высокой скоростью с использованием линейного перемещающего механизма, достигая тем самым увеличения скорости и уменьшения фактического времени.
[0048] Затем материал Z (нагретая заготовка) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 10 с) прессом 12, после чего пуансон 12C поднимается, и пресс 12 открывается. Подъемный механизм (не показанный на чертежах) пресса 12 поднимает и вынимает прессованный материал Z (промежуточный продукт) из матрицы 12D. Когда это выполнено, в ответ на команду контроллера 24 первый манипулятор 16 перемещает прессованный материал Z (промежуточный продукт) к перемещающему столу 20 с использованием удерживающего инструмента 16C зацепляющего удерживающего механизма. Материал Z (промежуточный продукт), перемещенный на перемещающий стол 20, тем самым еще раз загружается в нагревательную печь 18 роликами по команде контроллера 24.
[0049] Нагревательная печь 18 повторно нагревает загруженный материал Z (промежуточный продукт) в соответствии с командой от контроллера 24, и после того, как материал Z (промежуточный продукт) достигает требуемой температуры (например, 900°C), материал Z (промежуточный продукт) выдерживается при этой температуре в течение предопределенного времени (например, 2 мин). Нагревательная печь 18 затем выгружает материал Z (нагретый промежуточный продукт) на перемещающий стол 20 с помощью описанных выше роликов.
[0050] Когда это выполняется, время, необходимое для входа или выхода материала Z (нагретого промежуточного продукта) в/из нагревательной печи 18 устанавливается в пределах приблизительно 2 с для материала с длиной 1,5 м в направлении введения (то есть при скорости подачи по меньшей мере 750 мм/с).
[0051] Материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 20, удерживается удерживающим инструментом 16C зацепляющего удерживающего механизма первого манипулятора 16 под управлением контроллера 24. Когда это выполняется, контроллер 24 вычисляет положение для зацепления материала Z (нагретого промежуточного продукта) зацепляющим удерживающим механизмом с учетом величины теплового расширения материала Z (нагретого промежуточного продукта), и выводит управляющий сигнал к первому манипулятору 16. Первый манипулятор 16 перемещает удерживаемый и поднятый материал Z (нагретый промежуточный продукт) к прессу 14 с использованием удерживающего инструмента 16C зацепляющего удерживающего механизма, и устанавливает материал Z (нагретый промежуточный продукт) на матрицу 14D пресса 14.
[0052] Пресс 14 опускает пуансон 14C в соответствии с командой от контроллера 24, и прессует материал Z (нагретый промежуточный продукт), зажатый между пуансоном 14C и матрицей 14D. Когда это выполнено, тепло материала Z (нагретого промежуточного продукта) быстро удаляется пуансоном 14C и матрицей 14D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном 14C и матрицей 14D. Это соответствует второму горячему прессованию.
[0053] Когда это выполняется, осуществляется управление временем от выгрузки материала Z (нагретого промежуточного продукта) из нагревательной печи 18 до удержания материала Z (нагретого промежуточного продукта) зажатым между пуансоном 14C и матрицей 14D. Это время, например, составляет приблизительно 8 с.
[0054] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 20, устанавливается в пресс 14 первым манипулятором 16; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 20 и прессом 14 таким образом, что материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 20 из нагревательной печи 18, поднимается первым манипулятором 16, а затем устанавливается в пресс 14 с высокой скоростью с использованием линейного перемещающего механизма, достигая тем самым увеличения скорости и уменьшения фактического времени.
[0055] Штампы пресса 14 имеют профили, адаптированные к размеру готового продукта с учетом теплового расширения материала Z (нагретого промежуточного продукта). Материал Z (нагретый промежуточный продукт) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 15 с) прессом 14, после чего пуансон 14C поднимается, и пресс 14 открывается. Подъемный механизм (не показанный на чертежах) пресса 14 поднимает и вынимает прессованный материал Z (формованный продукт) из матрицы 14D.
[0056] Затем в ответ на команду от контроллера 24 третий манипулятор 28 поднимает материал Z (формованный продукт), который был вынут из матрицы 14D, и перемещает материал Z (формованный продукт) из пресса 14 к последующему процессу.
[0057] Следует отметить, что в настоящем примерном варианте осуществления продолжительность цикла составляет приблизительно 7 мин на компонент, если сложить продолжительности двух нагреваний и продолжительности перемещений.
[0058] Таким образом, в устройстве 10 для горячего прессования настоящего примерного варианта осуществления управление термической историей может быть выполнено путем горячего прессования материала Z множество раз (два раза в настоящем примерном варианте осуществления). Это позволяет получать высокопрочный горячештампованный продукт с повышенной ударной вязкостью путем закалки во время многократного горячего прессования.
[0059] А именно, во время первого горячего прессования, после того, как подвергающийся прессованию материал Z был преобразован в аустенит, а карбиды были полностью преобразованы в твердый раствор, материал Z подвергается фазовому превращению в твердую фазу (с помощью мартенситного превращения или бейнитного превращения). Это позволяет прессовать материал Z (промежуточный продукт) в таком состоянии, в котором размер зерна аустенита меньше, чем в тех случаях, когда подвергающийся прессованию материал Z становится феррит-перлитным.
[0060] При нагревании прессованного материала Z (промежуточного продукта) во время второго горячего прессования, даже если карбиды не были полностью устранены, такие карбиды могут быть растворены за короткий период времени благодаря тому, что они имеют малый размер зерна. Это позволяет устранить остаточные карбиды.
[0061] Кроме того, более мелкий размер аустенитного зерна может быть достигнут путем нагрева во время второго горячего прессования, что позволяет вызвать мартенситное превращение благодаря малому размеру аустенитного зерна и получить высокопрочный горячепрессованный компонент с высокой ударной вязкостью.
[0062] Кроме того, устройство 10 для горячего прессования может быть сделано более малым, чем в тех случаях, когда множество машин для горячего прессования соединяются последовательно для последовательного перемещения от нагревательной печи к прессу. Это позволяет достичь экономии места.
[0063] В настоящем примерном варианте осуществления два пресса 12, 14 и одна нагревательная печь 18 расположены в границах области перемещения, внутри которой перемещается материал Z, что позволяет выполнять нагревание множество раз. Это позволяет использовать нагревательную печь 18 во время первого нагревания и второго нагревания, обеспечивая ее эффективное использование.
[0064] Следует отметить, что в настоящем примерном варианте осуществления продолжительность первого нагревания и продолжительность второго нагревания в нагревательной печи 18 могут устанавливаться отдельно друг от друга путем настройки контроллера 24. Это позволяет применять обработку, при которой материал Z выдерживается при предопределенной температуре в течение одинаковой продолжительности во время первого нагревания, и нагретый материал Z выгружается без выдержки во время второго нагревания.
[0065] Это может также применяться при изготовлении различных прессованных компонентов, в которых холодное прессование используется в сочетании с горячим прессованием.
[0066] Возможно производить два компонента на одной и той же линии, устанавливая прессы 12, 14 со штампами для других компонентов, которые используют тот же самый тип и ту же самую толщину стального листа, причем стальные листы для каждого компонента нагреваются поочередно и распределяются на соответствующие прессы 12, 14 для выполнения горячего прессования.
[0067] Когда выполняется холодное прессование, использование пресса 12 и пресса 14 в последовательности обеспечивает двухступенчатое прессование, в котором после мелкой вытяжки выполняется глубокая вытяжка. Это позволяет увеличить степень свободы при формовании. Также возможна двухступенчатая обработка, в которой прессование сопровождается периферийной резкой. Это позволяет получать формы, которые не могут быть достигнуты за одно прессование.
[0068] В таких случаях холодное прессование не требует нагревания, позволяя применять его к массовому производству. Также возможны способы предварительного формования, в которых нагревание и горячее прессование выполняются после холодного формования.
[0069] Поскольку имеется только одна нагревательная печь 18, первое нагревание и второе нагревание выполняются поочередно. Однако обеспечение нескольких ярусов в печи в соответствии с соотношением между первой продолжительностью нагрева и второй продолжительностью нагрева позволяет исключить потери времени. А именно, загрузка материала последовательно после истечения фиксированного периода времени во время первого нагревания и начало второго нагревания на доступном ярусе сразу после выгрузки после первого нагревания позволяет нагревательной печи 18 работать непрерывно.
[0070] Второй примерный вариант осуществления
Далее следует объяснение второго примерного варианта осуществления настоящего раскрытия со ссылкой на чертежи.
Фиг. 4 представляет собой диаграмму, иллюстрирующую второй примерный вариант осуществления. Части, идентичные или эквивалентные частям первого примерного варианта осуществления, обозначены теми же самыми ссылочными цифрами, и их объяснение опущено, так что объяснение дается только для отличающихся частей.
[0071] А именно, устройство 30 для горячего прессования настоящего примерного варианта осуществления отличается от первого примерного варианта осуществления тем, что перемещающий стол 20 отсутствует.
[0072] Нагревательная печь 18 включает в себя перемещающий механизм 32, который может находиться в состоянии 18C хранения, расположенном в нагревательной печи 18, и в выгруженном состоянии 18B, выходящем наружу из нагревательной печи 18 через ее вход/выход. Находясь в выгруженном состоянии 18B, перемещающий механизм 32 расположен напротив входа/выхода 12FI, 14FI, конфигурирующих примеры входов пресса 12 и пресса 14, и в пределах диапазона перемещения первого манипулятора 16.
[0073] Соответственно, перемещающий механизм 32 перемещает материал Z между первым положением 32A внутри нагревательной печи 18 и вторым положением 32B в пределах диапазона перемещения, но вне нагревательной печи.
[0074] Контроллер 24 выдает команду первому манипулятору 16 на удаление прессованного материала Z из пресса 12 и перемещение прессованного материала Z к перемещающему механизму 32, который находится в выгруженном состоянии 18B, а именно ко второму положению 32B.
[0075] В настоящем примерном варианте осуществления материал Z удаляется из пресса 12 и перемещается к перемещающему механизму 32, который находится в выгруженном состоянии 18B, с помощью первого манипулятора 16, что позволяет нагревательной печи 18 поместить перемещающий механизм 32 в состояние 18C хранения для того, чтобы быстро нагревать материал Z, когда он находится на перемещающем механизме 32.
[0076] После нагревания нагревательная печь 18 помещает перемещающий механизм 32 в выгруженное состояние 18B, позволяя нагретому материалу Z, находящемуся на перемещающем механизме 32, быстро оказаться в диапазоне перемещения первого манипулятора 16. Это позволяет упростить взаимодействие между материалом Z и нагревательной печью 18 и выполнять его без проблем.
[0077] Перемещающий механизм 32 располагается перед входом/выходом 12FI, 14FI пресса 12 и пресса 14, когда он находится в выгруженном состоянии 18B. Это позволяет связать прессы 12, 14 и перемещающий механизм 32 самым коротким путем, позволяя уменьшить время, требуемое для введения и удаления материала Z.
[0078] Третий примерный вариант осуществления
Далее следует объяснение третьего примерного варианта осуществления настоящего раскрытия со ссылкой на чертежи.
Фиг. 5 представляет собой диаграмму, иллюстрирующую устройство 36 для горячего прессования настоящего примерного варианта осуществления. Части, идентичные или эквивалентные частям первого примерного варианта осуществления, обозначены теми же самыми ссылочными цифрами, и их объяснение опущено, так что объяснение дается только для отличающихся частей.
[0079] Устройство для горячего прессования 36 настоящего примерного варианта осуществления значительно отличается от устройства первого примерного варианта осуществления тем, что вторая нагревательная печь 38 предусматривается в дополнение к нагревательной печи 18 (упоминаемой далее как первая нагревательная печь 18).
[0080] А именно, первая нагревательная печь 18 предусматривается с одного конца перемещающего стола 20, а вторая нагревательная печь 38 предусматривается с другого конца перемещающего стола 20. Соответственно, устройство 36 для горячего прессования в соответствии с настоящим примерным вариантом осуществления снабжено двумя или более нагревательными печами, количество которых равно или меньше, чем количество прессов 12, 14.
[0081] Стол 22 для материала располагается на стороне пресса 14 второй нагревательной печи 38, а первый манипулятор 16 располагается между первой нагревательной печью 18 и прессом 14. Прессы 12, 14, нагревательные печи 18, 38 и столы 20, 22 предусматриваются в пределах диапазона перемещения первого манипулятора 16.
[0082] Далее следует объяснение работы настоящего примерного варианта осуществления, сконфигурированного как описано выше. Следует отметить, что аналогично первому примерному варианту осуществления манипуляторы 16, 26, 28, прессы 12, 14, нагревательные печи 18, 38 и т.д. работают в соответствии с командами контроллера 24. Объяснение команд контроллера 24 опускается.
[0083] А именно, первый манипулятор 16 удерживает материал Z (заготовку), которая была помещена на стол 22 для материала, с помощью всасывающего захватного механизма и перемещает материал Z (заготовку) к перемещающему столу 20.
[0084] Материал Z (заготовка), который был перемещен к перемещающему столу 20, загружается в первую нагревательную печь 18 с помощью роликов, описанных выше. Первая нагревательная печь 18 нагревает материал Z (заготовку) при заданной температуре (например, приблизительно 900°C) в течение заданного времени (например, 4 мин), после чего материал Z (заготовка) выгружается на перемещающий стол 20 с помощью роликов.
[0085] Материал Z (нагретая заготовка), который был выгружен на перемещающий стол 20, удерживается и поднимается зацепляющим удерживающим механизмом первого манипулятора 16 и устанавливается на матрицу 12D пресса 12.
[0086] Пресс 12 опускает пуансон 12C, чтобы прессовать материал Z (нагретую заготовку), зажатый между пуансоном 12C и матрицей 12D. Когда это выполнено, тепло материала Z (нагретой заготовки) быстро удаляется пуансоном 12C и матрицей 12D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном 12C и матрицей 12D. Это соответствует первому горячему прессованию.
[0087] При этом осуществляется управление временем от выгрузки материала Z (нагретой заготовки) из первой нагревательной печи 18 до удержания материала Z (нагретой заготовки) зажатым между пуансоном 12C и матрицей 12D. Это время, например, составляет приблизительно 8 с.
[0088] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретая заготовка), выгруженный на перемещающий стол 20, устанавливается в пресс 12 первым манипулятором 16; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 20 и прессом 12 таким образом, что материал Z (нагретая заготовка), выгруженный на перемещающий стол 20 из первой нагревательной печи 18, помещается в пресс 12 с высокой скоростью с использованием линейного перемещающего механизма, что позволяет увеличить скорость и уменьшить затрачиваемое время.
[0089] Материал Z (нагретая заготовка) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 10 с) прессом 12, после чего пуансон 12C поднимается, и пресс 12 открывается. Подъемный механизм (не показанный на чертежах) пресса 12 поднимает и вынимает прессованный материал Z (промежуточный продукт) из матрицы 12D.
[0090] Первый манипулятор 16 использует зацепляющий удерживающий механизм для поднятия и перемещения прессованного материала Z (промежуточного продукта) от матрицы 12D к перемещающему столу 20. Материал Z (промежуточный продукт), перемещенный к перемещающему столу 20, загружается во вторую нагревательную печь 38 роликами перемещающего стола 20.
[0091] Вторая нагревательная печь 38 повторно нагревает загруженный в нее материал Z (промежуточный продукт), и после достижения заданной температуры (например, 400°C), этот материал (промежуточный продукт) выдерживается при этой температуре в течение предопределенного времени (например, 60 мин). Материал Z (нагретый промежуточный продукт) затем выгружается на перемещающий стол 20 с помощью описанных выше роликов.
[0092] Когда это выполняется, время, необходимое для входа или выхода материала Z (нагретого промежуточного продукта) в/из второй нагревательной печи 38 устанавливается в пределах приблизительно 2 с для материала с длиной 1,5 м в направлении введения (то есть при скорости подачи по меньшей мере 750 мм/с).
[0093] Материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 20, удерживается зацепляющим удерживающим механизмом первого манипулятора 16. Когда это выполняется, контроллер 24 вычисляет положение для зацепления материала Z (нагретого промежуточного продукта) зацепляющим удерживающим механизмом с учетом величины теплового расширения материала Z (нагретого промежуточного продукта), и выводит управляющий сигнал к первому манипулятору 16. Первый манипулятор 16 устанавливает поднятый материал Z (нагретый промежуточный продукт) на матрицу 14D пресса 14.
[0094] Пресс 14 опускает пуансон 14C, чтобы прессовать материал Z (нагретый промежуточный продукт), зажатый между пуансоном 14C и матрицей 14D. Когда это выполнено, тепло материала Z (нагретого промежуточного продукта) быстро удаляется пуансоном 14C и матрицей 14D. Количество отводимого тепла является большим, когда материал Z удерживается зажатым между пуансоном 14C и матрицей 14D. Это соответствует второму горячему прессованию.
[0095] При этом осуществляется управление временем от выгрузки материала Z (нагретого промежуточного продукта) из второй нагревательной печи 38 до удержания материала Z (нагретого промежуточного продукта) зажатым между пуансоном 14C и матрицей 14D. Это время, например, составляет приблизительно 6 с.
[0096] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 20, устанавливается в пресс 14 первым манипулятором 16; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 20 и прессом 14 таким образом, что материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 20 из второй нагревательной печи 38, помещается в пресс 14 с высокой скоростью с использованием линейного перемещающего механизма, что позволяет увеличить скорость и уменьшить затрачиваемое время.
[0097] При охлаждении во время второго горячего прессования мартенситное превращение не происходит. Выпуклый штамп (пуансон) и штамп с углублениями (матрица), соответствующий выпуклому штампу, таким образом имеют больший размер, чем готовый продукт с учетом сжатия материала Z (нагретого промежуточного продукта) во время охлаждения.
[0098] Материал Z (нагретый промежуточный продукт) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 15 с) прессом 14, после чего пуансон 14C поднимается, и пресс 14 открывается. Подъемный механизм (не показанный на чертежах) пресса 14 поднимает и вынимает прессованный материал Z (формованный продукт) из матрицы 14D. Третий манипулятор 28 затем поднимает и перемещает материал Z (сформованный продукт) от матрицы 14D к последующему процессу.
[0099] Следует отметить, что в настоящем примерном варианте осуществления продолжительность цикла составляет приблизительно 65 мин на компонент, если сложить продолжительности двух нагреваний и продолжительности перемещений.
[0100] Таким образом, устройство 36 для горячего прессования настоящего примерного варианта осуществления способно демонстрировать работу и выгодные эффекты, аналогичные первому примерному варианту осуществления.
[0101] Кроме того, настоящий примерный вариант осуществления включает в себя первую нагревательную печь 18, которая нагревает материал Z, предназначенный для прессования прессом 12, и вторую нагревательную печь 38, которая нагревает материал Z, предназначенный для прессования прессом 14, позволяя нагревать материал Z специализированными печами при первом горячем прессовании и втором горячем прессовании. Это обеспечивает оптимальное управление температурой при горячем прессовании, облегчая контроль качества формованного продукта.
[0102] Следует отметить, что в настоящем примерном варианте осуществления продолжительность второго нагревания является более длинной, чем продолжительность первого нагревания, что приводит к непродуктивному использованию первой нагревательной печи 18. Для того, чтобы устранить эту проблему, вторая нагревательная печь 38 может конфигурироваться как многоярусная или вращающаяся нагревательная печь.
[0103] В таких случаях используется конфигурация, в которой несколько листов материала Z в соответствии с отношением продолжительности второго нагревания к продолжительности первого нагревания (60 мин/4 мин=15 листов в настоящем примерном варианте осуществления) могут нагреваться во второй нагревательной печи 38. Это позволяет синхронизировать продолжительности нагревания для первого нагревания и второго нагревания, и свести к минимуму непродуктивное время. Для того, чтобы достичь дальнейшего улучшения производительности по сравнению с синхронизацией работы нагревательных печей таким образом, можно использовать кратное N количество ярусов нагревательных печей или кратное N значение длины вращающихся печей.
[0104] В настоящем примерном варианте осуществления в прессах 12, 14 могут быть установлены штампы для различных компонентов, и материалы Z (заготовки) для различных компонентов или сделанные из различных типов стали могут вводиться в первую и вторую нагревательные печи 18, 38 в различное время для горячего прессования в соответствующих прессах 12, 14. Это позволяет производить два различных компонента на одной и той же линии.
[0105] Наличие первой и второй нагревательных печей 18, 38 позволяет одновременно производить множество компонентов, использующих материалы Z различных типов и различных толщин, при различных условиях нагрева.
[0106] Четвертый примерный вариант осуществления
Далее следует объяснение четвертого примерного варианта осуществления настоящего раскрытия со ссылкой на чертежи.
[0107] Фиг. 6 представляет собой диаграмму, иллюстрирующую устройство 40 для горячего прессования в соответствии с настоящим примерным вариантом осуществления, в котором стол 42 для материала предусматривается на направлении перемещения перед материалом Z, подлежащим обработке. Непрерывная нагревательная печь 44 с роликовым подом, являющаяся примером нагревательной печи и конфигурирующая часть перемещающего устройства, предусматривается с выходной стороны стола 42 для материала. Первый манипулятор 46, служащий в качестве примера перемещающего устройства, которое перемещает материал Z, находящийся на столе 42 для материала ко входу 44A непрерывной нагревательной печи 44 с роликовым подом, предусматривается между столом 42 для материала и непрерывной нагревательной печью 44 с роликовым подом.
[0108] Как проиллюстрировано на Фиг. 7, непрерывная нагревательная печь 44 с роликовым подом включает в себя ролики 44F, которые перемещают материал Z, вставленный через вход 44A, к выходу 44D. Непрерывная нагревательная печь 44 с роликовым подом нагревает материал Z по мере того, как материал Z перемещается от входа к выходу роликами 44F.
[0109] Непрерывная нагревательная печь 44 с роликовым подом тем самым включает в себя перемещающую секцию 44H в печи, которая перемещает материал Z от входа 44A к выходу 44D.
[0110] Как проиллюстрировано на Фиг. 6, перемещающий стол 48 предусматривается на выходной стороне непрерывной нагревательной печи 44 с роликовым подом. Материал Z, выгруженный через выход 44D непрерывной нагревательной печи 44 с роликовым подом, может быть помещен на перемещающий стол 48.
[0111] Многоярусная нагревательная печь 50 предусматривается с выходной стороны перемещающего стола 48. Как проиллюстрировано на Фиг. 8, многоярусная нагревательная печь 50 снабжена множеством нагревательных камер 50A, расположенных в ряд вдоль вертикального направления. Каждая из нагревательных камер 50A может быть поднята и опущена, и вход/выход каждой из нагревательных камер 50A может быть поднят и опущен для того, чтобы быть на одном уровне с перемещающим столом 48. Это позволяет сделать продолжительность операций загрузки или выгрузки материала Z одинаковой для каждого яруса.
[0112] Множество листов материала Z нагреваются в соответствующих нагревательных камерах 50A, и продолжительность от загрузки в нагревательную камеру 50A до удаления из нагревательной камеры 50A регулируется, что позволяет управлять продолжительностью нагревания каждого листа материала Z.
[0113] Следует отметить, что, как проиллюстрировано пунктирами на Фиг. 8, в многоярусной нагревательной печи 50 дополнительные нагревательные камеры 50A могут быть расположены в боковом направлении, так, чтобы множество нагревательных камер 50A располагалось как в вертикальном, так и в боковом направлениях.
[0114] Как проиллюстрировано на Фиг. 6, пресс 52 располагается с одной стороны перемещающего стола 48, а пресс 54 располагается с другой стороны перемещающего стола 48.
[0115] Второй манипулятор 56, который связывает вместе непрерывную нагревательную печь 44 с роликовым подом, перемещающий стол 48, пресс 52, пресс 54 и многоярусную нагревательную печь 50, предусматривается около угла пресса 54 со стороны перемещающего стола 48. Выход 44D непрерывной нагревательной печи 44 с роликовым подом, перемещающий стол 48, пресс 52, пресс 54 и многоярусная нагревательная печь 50 располагаются в пределах диапазона перемещения материала Z вторым манипулятором 56.
[0116] Прессы 52, 54, непрерывная нагревательная печь 44 с роликовым подом и многоярусная нагревательная печь 50 располагаются по границам перемещающего стола 48. Пресс 52 и пресс 54 находятся напротив друг друга. Непрерывная нагревательная печь 44 с роликовым подом и многоярусная нагревательная печь 50 также находятся напротив друг друга. Это позволяет перемещать материал Z между непрерывной нагревательной печью 44 с роликовым подом и прессом 52, а также между многоярусной нагревательной печью 50 и прессом 54 с использованием второго манипулятора 56.
[0117] Третий манипулятор 58 предусматривается около угла пресса 54 на противоположной стороне от перемещающего стола 48. Третий манипулятор 58 выгружает материал Z, который был обработан прессом 54.
[0118] Следует отметить, что перемещающий стол 48, прессы 52, 54 и манипуляторы 46, 56, 58 имеют структуру, подобную их эквивалентам в первом примерном варианте осуществления.
[0119] Далее следует объяснение работы настоящего примерного варианта осуществления, сконфигурированного как описано выше. А именно, манипуляторы 46, 56, 58, прессы 52, 54, нагревательные печи 44, 50 и т.д. работают в соответствии с командами контроллера 60, аналогично первому примерному варианту осуществления. Объяснение команд контроллера 60 будет опущено.
[0120] Первый манипулятор 46 удерживает материал Z (заготовку), который был помещен на стол 42 для материала, с помощью всасывающего захватного механизма и перемещает материал Z (заготовку) ко входу 44A непрерывной нагревательной печи 44 с роликовым подом с фиксированным временным интервалом.
[0121] Материал Z (заготовка) нагревается при перемещении через внутренность непрерывной нагревательной печи 44 с роликовым подом путем вращения роликов и выгружается через выход 44D к перемещающему столу 48 после того, как истечет предопределенный интервал времени (например, 4 мин) от того момента, как материал Z (заготовка) достигнет предопределенной температуры (например, 1000°C).
[0122] Материал Z (нагретая заготовка), который был выгружен на перемещающий стол 48, удерживается и поднимается зацепляющим удерживающим механизмом второго манипулятора 56 и устанавливается на матрицу 52D пресса 52.
[0123] Пресс 52 опускает пуансон, чтобы прессовать материал Z (нагретую заготовку), зажатый между пуансоном и матрицей 52D. Когда это выполнено, тепло материала Z (нагретой заготовки) быстро удаляется пуансоном и матрицей 52D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 52D. Это соответствует первому горячему прессованию.
[0124] При этом осуществляется управление временем от выгрузки материала Z (нагретой заготовки) из непрерывной нагревательной печи 44 с роликовым подом до удержания материала Z (нагретой заготовки) зажатым между пуансоном и матрицей 52D. Это время, например, составляет приблизительно 8 с.
[0125] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретая заготовка), выгруженный на перемещающий стол 48, устанавливается в пресс 52 вторым манипулятором 56; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 48 и прессом 52 таким образом, что материал Z (нагретая заготовка), выгруженный на перемещающий стол 48 из непрерывной нагревательной печи 44 с роликовым подом, помещается в пресс 52 с высокой скоростью с использованием линейного перемещающего механизма, что позволяет увеличить скорость и уменьшить затрачиваемое время.
[0126] Материал Z (нагретая заготовка) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 10 с) прессом 52, после чего пуансон поднимается, и пресс 52 открывается. Подъемный механизм (не показанный на чертежах) пресса 52 поднимает и вынимает прессованный материал Z (промежуточный продукт) из матрицы 52D.
[0127] Когда это выполняется, второй манипулятор 56 поднимает и перемещает прессованный материал Z (промежуточный продукт) из матрицы 52D к перемещающему столу 48 с использованием зацепляющего удерживающего механизма. Материал Z (промежуточный продукт), который был перемещен к перемещающему столу 48, загружается в выбранную нагревательную камеру 50A многоярусной нагревательной печи 50 путем вращения роликов перемещающего стола 48. При загрузке материала Z (промежуточного продукта) в нагревательную камеру 50A, для которой перемещающий стол 48 неспособен выполнить операцию загрузки, операция загрузки выполняется вторым манипулятором 56.
[0128] В нагревательной камере 50A загруженный материал Z (промежуточный продукт) повторно нагревается, и после достижения заданной температуры (например, 900°C), материал Z (промежуточный продукт) выдерживается при этой температуре в течение предопределенного времени (например, 2 мин). Материал Z (нагретый промежуточный продукт) затем выгружается на перемещающий стол 48 с помощью описанных выше роликов. При этом в тех случаях, когда материал Z (горячий промежуточный продукт) не может быть выгружен на перемещающий стол 48 напрямую, операция выгрузки выполняется вторым манипулятором 56. Следует отметить, что время, необходимое для входа или выхода материала Z (нагретого промежуточного продукта) в/из нагревательной печи 50 устанавливается в пределах приблизительно 2 с для материала с длиной 1,5 м в направлении введения (то есть при скорости подачи по меньшей мере 750 мм/с).
[0129] Материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 48, удерживается вторым манипулятором 56 с использованием зацепляющего удерживающего механизма. Когда это выполняется, контроллер 60 вычисляет положение для зацепления материала Z (нагретого промежуточного продукта) зацепляющим удерживающим механизмом с учетом величины теплового расширения материала Z (нагретого промежуточного продукта), и выводит управляющий сигнал ко второму манипулятору 56. Второй манипулятор 56 устанавливает поднятый материал Z (нагретый промежуточный продукт) на матрицу 54D пресса 54.
[0130] Пресс 54 опускает пуансон, чтобы прессовать материал Z (нагретый промежуточный продукт), зажатый между пуансоном и матрицей 54D. Когда это выполнено, тепло материала Z (нагретого промежуточного продукта) быстро удаляется пуансоном и матрицей 54D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 54D. Это соответствует второму горячему прессованию.
[0131] При этом осуществляется управление временем от выгрузки материала Z (нагретого промежуточного продукта) из многоярусной нагревательной печи 50 до удержания материала Z (нагретого промежуточного продукта) зажатым между пуансоном и матрицей 54D. Это время, например, составляет приблизительно 6 с.
[0132] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 48, устанавливается в пресс 54 вторым манипулятором 56; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 48 и прессом 54 таким образом, что материал Z (нагретый промежуточный продукт), выгруженный на перемещающий стол 48 из многоярусной нагревательной печи 50, помещается в пресс 54 с высокой скоростью с использованием линейного перемещающего механизма, что позволяет увеличить скорость и уменьшить затрачиваемое время.
[0133] Материал Z (нагретый промежуточный продукт) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 15 с) прессом 54, после чего пуансон поднимается, и пресс 54 открывается. Подъемный механизм (не показанный на чертежах) пресса 54 поднимает и вынимает прессованный материал Z (формованный продукт) из матрицы 54D. Третий манипулятор 58 затем поднимает и перемещает материал Z (сформованный продукт) от матрицы 54D к последующему процессу.
[0134] Таким образом, устройство 40 для горячего прессования настоящего примерного варианта осуществления способно демонстрировать работу и выгодные эффекты, аналогичные первому и третьему примерным вариантам осуществления.
[0135] Следует отметить, что в настоящем примерном варианте осуществления продолжительность первого нагревания непрерывной нагревательной печью 44 с роликовым подом в два раза больше продолжительности второго нагревания многоярусной нагревательной печью 50. Соответственно, их объемы обработки могут быть синхронизированы путем помещения приблизительно в два раза большего количества листов в непрерывную нагревательную печь 44 с роликовым подом, чем в многоярусную нагревательную печь 50.
[0136] Эта конфигурация также обеспечивает эффективную обработку при использовании схемы нагрева, при которой во время первого нагревания материал Z выдерживается в течение предварительно определенного времени после достижения предопределенной температуры, а во время второго нагревания материал Z выгружается без выдержки после достижения заданной температуры. Эта конфигурация является таким образом подходящей для такого способа производства.
[0137] При формовании продукта с использованием обычного горячего пресса возможно производить два различных компонента отдельно в одно и то же время. Кроме того, также может использоваться обработка, которая включает в себя отпуск, хотя для этого потребуется время для второго цикла термообработки.
[0138] Пятый примерный вариант осуществления
Далее следует объяснение пятого примерного варианта осуществления настоящего раскрытия со ссылкой на чертежи.
[0139] Фиг. 9 представляет собой диаграмму, иллюстрирующую устройство 64 для горячего прессования в соответствии с настоящим примерным вариантом осуществления. Первый манипулятор 66, служащий в качестве примера перемещающего устройства, предусматривается на направлении перемещения со стороны поступления материала Z для обработки, и непрерывная нагревательная печь 68 с роликовым подом, конфигурирующая часть перемещающего устройства и служащая в качестве примера нагревательной печи, предусматривается рядом с первым манипулятором 66.
[0140] Пресс 70 предусматривается со стороны выхода непрерывной нагревательной печи 68 с роликовым подом. Вход 70A пресса 70 обращен к выходу 68B непрерывной нагревательной печи 68 с роликовым подом. Второй манипулятор 72, служащий в качестве примера перемещающего устройства, связывающего вместе непрерывную нагревательную печь 68 с роликовым подом и пресс 70, предусматривается рядом с непрерывной нагревательной печью 68 с роликовым подом и между непрерывной нагревательной печью 68 с роликовым подом и прессом 70. Выход 68B непрерывной нагревательной печи 68 с роликовым подом и вход 70A пресса 70 предусматриваются в пределах диапазона перемещения материала Z вторым манипулятором 72.
[0141] Непрерывная нагревательная печь 68 с роликовым подом конфигурируется аналогично четвертому примерному варианту осуществления и перемещает материал Z, вставленный через вход 68A, к выходу 68B, с одновременным нагреванием материала Z. Передающая секция 68H в непрерывной нагревательной печи 68 с роликовым подом, которая перемещает материал Z от входа 68A к выходу 68B, конфигурируется роликовым механизмом и составляет часть передающего пути.
[0142] Нагревательная печь 74 с роликовым подом, служащая в качестве примера нагревательной печи и составляющая часть перемещающего устройства, предусматривается на выходной стороне пресса 70, и выход 70B пресса 70 и вход 74A нагревательной печи 74 с роликовым подом располагаются напротив друг друга.
[0143] Аналогично непрерывной нагревательной печи 68 с роликовым подом, нагревательная печь 74 с роликовым подом также перемещает материал Z, вставленный через вход 74A, к выходу 74B, нагревая материал Z. Передающая секция 74H в непрерывной нагревательной печи 74 с роликовым подом, которая перемещает материал Z от входа 74A к выходу 74B, конфигурируется роликовым механизмом и составляет часть передающего пути.
[0144] Третий манипулятор 76, служащий в качестве примера перемещающего устройства, связывающего вместе пресс 70 и нагревательную печь 74 с роликовым подом, предусматривается рядом с нагревательной печью 74 с роликовым подом. Выход 70B пресса 70 и вход 74A нагревательной печи 74 с роликовым подом предусматриваются в пределах диапазона перемещения материала Z третьим манипулятором 76.
[0145] Перемещающий стол 78 предусматривается с выходной стороны нагревательной печи 74 с роликовым подом. Материал Z, выгруженный через выход 74B нагревательной печи 74 с роликовым подом, может быть помещен на перемещающий стол 78.
[0146] Многоярусная нагревательная печь 82 предусматривается с выходной стороны перемещающего стола 78. Структура многоярусной нагревательной печи 82 подобна четвертому примерному варианту осуществления.
[0147] Пресс 84 предусматривается с одной стороны перемещающего стола 78. Вход/выход 84A для материала Z пресса 84 предусматривается со стороны перемещающего стола 78. Пресс 86 предусматривается с другой стороны перемещающего стола 78. Вход/выход 86A для материала Z пресса 86 предусматривается со стороны перемещающего стола 78.
[0148] Четвертый манипулятор 88, который связывает вместе нагревательную печь 74 с роликовым подом, перемещающий стол 78, пресс 84, пресс 86 и многоярусную нагревательную печь 82, предусматривается около угла пресса 84 со стороны перемещающего стола 78. Выход 74B нагревательной печи 74 с роликовым подом, перемещающий стол 78, пресс 84, пресс 86 и многоярусная нагревательная печь 82 располагаются в пределах диапазона перемещения материала Z четвертым манипулятором 88.
[0149] Прессы 84, 86 и нагревательные печи 74, 82 располагаются по границам перемещающего стола 78. Пресс 84 и пресс 86 находятся напротив друг друга, и нагревательная печь 74 с роликовым подом и многоярусная нагревательная печь 82 находятся напротив друг друга. Материал Z соответственно может перемещаться четвертым манипулятором 88 между нагревательной печью 74 с роликовым подом и прессом 84, и между многоярусной нагревательной печью 82 и прессом 86.
[0150] Пятый манипулятор 90 предусматривается около угла на прессе 86, позволяя удалять прессованный материал Z из пресса 86.
[0151] Следует отметить, что перемещающий стол 78, прессы 70, 84, 86 и манипуляторы 66, 72, 76, 88, 90 имеют структуры, подобные их эквивалентам в первом примерном варианте осуществления.
[0152] Далее следует объяснение работы настоящего примерного варианта осуществления, сконфигурированного, как описано выше. Следует отметить, что манипуляторы 66, 72, 76, 88, 90, прессы 70, 84, 86, нагревательные печи 68, 74, 82, и т.п. работают в соответствии с командами контроллера 92, аналогично первому примерному варианту осуществления. Объяснение команд контроллера 92 будет опущено.
[0153] Первый манипулятор 66 удерживает материал Z (заготовку), который был помещен на стол для материала, с помощью всасывающего захватного механизма и перемещает материал Z (заготовку) ко входу 68A непрерывной нагревательной печи 68 с роликовым подом с фиксированным временным интервалом.
[0154] Материал Z (заготовка) нагревается при перемещении через внутренность непрерывной нагревательной печи 68 с роликовым подом за счет вращения роликов. Затем материал Z (заготовка) перемещается через выход 68B к прессу 70 и устанавливается на матрицу 70D вторым манипулятором 72 после того, как истечет предопределенный интервал времени (например, 4 мин) от того момента, как материал Z (заготовка) достигнет предопределенной температуры (например, 1000°C).
[0155] Пресс 70 опускает пуансон, чтобы прессовать материал Z (нагретую заготовку), зажатый между пуансоном и матрицей 70D. Когда это выполнено, тепло материала Z (нагретой заготовки) быстро удаляется пуансоном и матрицей 70D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 70D. Это соответствует первому горячему прессованию.
[0156] При этом осуществляется управление временем от выгрузки материала Z (нагретой заготовки) из непрерывной нагревательной печи 68 с роликовым подом до удержания материала Z (нагретой заготовки) зажатым между пуансоном и матрицей 70D. Это время, например, составляет приблизительно 8 с.
[0157] Материал Z (нагретая заготовка) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 10 с) прессом 70, после чего пуансон поднимается, и пресс 70 открывается. Подъемный механизм (не показанный на чертежах) пресса 70 поднимает и вынимает прессованный материал Z (первичный промежуточный продукт) из матрицы 70D. Третий манипулятор 76 затем вынимает и перемещает прессованный материал Z (первичный промежуточный продукт) из матрицы 70D ко входу 74A нагревательной печи 74 с роликовым подом с использованием зацепляющего удерживающего механизма.
[0158] Материал Z (первичный промежуточный продукт) перемещается через внутренность нагревательной печи 74 с роликовым подом в течение 2 мин за счет вращения роликов, пока он не достигнет предопределенной температуры (например 900°C), прежде чем быть выгруженным через выход 74B к перемещающему столу 78.
[0159] Материал Z (нагретый первичный промежуточный продукт), выгруженный на перемещающий стол 78, удерживается и поднимается четвертым манипулятором 88 с использованием зацепляющего удерживающего механизма, и устанавливается на матрицу 84D пресса 84.
[0160] Пресс 84 опускает пуансон, чтобы прессовать материал Z (нагретый первичный промежуточный продукт), зажатый между пуансоном и матрицей 84D. Когда это выполнено, тепло материала Z (нагретого первичного промежуточного продукта) быстро удаляется пуансоном и матрицей 84D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 84D. Это соответствует второму горячему прессованию.
[0161] При этом осуществляется управление временем от выгрузки материала Z (нагретого промежуточного продукта) из нагревательной печи 74 с роликовым подом до удержания материала Z (нагретого первичного промежуточного продукта) зажатым между пуансоном и матрицей 84D. Это время, например, составляет приблизительно 8 с.
[0162] Следует отметить, что в настоящем примерном варианте осуществления материал Z (нагретый первичный промежуточный продукт), выгруженный на перемещающий стол 78, устанавливается в пресс 84 четвертым манипулятором 88; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 78 и прессом 84 таким образом, что материал Z (нагретый первичный промежуточный продукт), выгруженный на перемещающий стол 78 из нагревательной печи 74 с роликовым подом, помещается в пресс 84 с высокой скоростью с использованием линейного перемещающего механизма, что позволяет увеличить скорость и уменьшить затрачиваемое время.
[0163] Материал Z (нагретый первичный промежуточный продукт) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например 10 секунд) прессом 84, после чего пуансон поднимается. Четвертый манипулятор 88 поднимает и вынимает прессованный материал Z (вторичный промежуточный продукт) из матрицы 84D с использованием зацепляющего удерживающего механизм, и перемещает прессованный материал Z (вторичный промежуточный продукт) к перемещающему столу 78.
[0164] Материал Z (вторичный промежуточный продукт) перемещенный к перемещающему столу 78, загружается в выбранную нагревательную камеру многоярусной нагревательной печи 82 путем вращения роликов перемещающего стола 78. При загрузке материала Z (вторичного промежуточного продукта) в нагревательную камеру, для которой перемещающий стол 78 неспособен выполнить операцию загрузки, операция загрузки выполняется четвертым манипулятором 88.
[0165] В нагревательной камере загруженный материал Z (вторичный промежуточный продукт) повторно нагревается, и после достижения заданной температуры (например, 400°C), материал Z (вторичный промежуточный продукт) выдерживается при этой температуре в течение предопределенного времени (например, 60 мин). Материал Z (нагретый вторичный промежуточный продукт) затем выгружается на перемещающий стол 78 с помощью описанных выше роликов. При этом в тех случаях, когда материал Z (нагретый вторичный промежуточный продукт) не может быть выгружен на перемещающий стол 78 напрямую, операция выгрузки выполняется четвертым манипулятором 88. Следует отметить, что время, необходимое для входа или выхода материала Z (нагретого вторичного промежуточного продукта) в/из нагревательной печи 82 устанавливается в пределах приблизительно 2 с для материала с длиной 1,5 м в направлении введения (то есть при скорости подачи по меньшей мере 750 мм/с).
[0166] Материал Z (нагретый вторичный промежуточный продукт), выгруженный на перемещающий стол 78, удерживается четвертым манипулятором 88 с использованием зацепляющего удерживающего механизма. Когда это выполняется, контроллер 92 вычисляет положение для зацепления материала Z (нагретого вторичного промежуточного продукта) зацепляющим удерживающим механизмом с учетом величины теплового расширения материала Z (нагретого вторичного промежуточного продукта), и выводит управляющий сигнал к четвертому манипулятору 88. Четвертый манипулятор 88 устанавливает поднятый материал Z (нагретый вторичный промежуточный продукт) на матрицу 86D пресса 86.
[0167] Пресс 86 опускает пуансон, чтобы прессовать материал Z (нагретый вторичный промежуточный продукт), зажатый между пуансоном и матрицей 86D. Когда это выполнено, тепло материала Z (нагретого вторичного промежуточного продукта) быстро удаляется пуансоном и матрицей 86D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 86D. Это соответствует третьему горячему прессованию.
[0168] При этом осуществляется управление временем от выгрузки материала Z (нагретого вторичного промежуточного продукта) из многоярусной нагревательной печи 82 до удержания материала Z (нагретого вторичного промежуточного продукта) зажатым между пуансоном и матрицей 86D. Это время, например, составляет приблизительно 6 с.
[0169] В настоящем примерном варианте осуществления материал Z (нагретый вторичный промежуточный продукт), выгруженный на перемещающий стол 78, устанавливается в пресс 86 четвертым манипулятором 88; однако на это нет никаких ограничений. Линейный перемещающий механизм (не показанный на чертежах) может быть предусмотрен между перемещающим столом 78 и прессом 86 таким образом, что материал Z (нагретый вторичный промежуточный продукт), выгруженный на перемещающий стол 78 из многоярусной нагревательной печи 82, помещается в пресс 86 с высокой скоростью с использованием линейного перемещающего механизма, что позволяет увеличить скорость и уменьшить затрачиваемое время.
[0170] При охлаждении во время третьего горячего прессования мартенситное превращение не происходит. Выпуклый штамп (пуансон) и штамп с углублениями (матрица), соответствующий выпуклому штампу пресса 86, таким образом имеют больший размер, чем готовый продукт с учетом сжатия материала Z (нагретого вторичного промежуточного продукта) во время охлаждения.
[0171] Материал Z (нагретый вторичный промежуточный продукт) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 15 с) прессом 86, после чего пуансон поднимается, и пресс 86 открывается. Подъемный механизм (не показанный на чертежах) пресса 86 поднимает и вынимает прессованный материал Z (формованный продукт) из матрицы 86D. Пятый манипулятор 90 затем поднимает и перемещает материал Z (сформованный продукт) от матрицы 86D к последующему процессу.
[0172] Таким образом, устройство 64 для горячего прессования настоящего примерного варианта осуществления способно демонстрировать работу и выгодные эффекты, аналогичные первому и третьему примерным вариантам осуществления.
[0173] Кроме того, конфигурация настоящего примерного варианта осуществления является подходящей для расширения линии традиционного устройства горячего прессования так, чтобы она включала в себя множество процессов термообработки и горячего прессования.
[0174] Может быть применена обычная линия устройства горячего прессования, сочетающая обычное горячее прессование и множество циклов холодного прессования. Также возможен третий цикл термической обработки, в котором комбинируются второй цикл закалки и отпуск. В таких случаях эта конфигурация имеет превосходный потенциал для расширения, так как можно обеспечить дополнительные ярусы в многоярусных нагревательных печах для отпуска, что требует более длительного времени обработки.
[0175] Шестой примерный вариант осуществления
Далее следует объяснение шестого примерного варианта осуществления настоящего раскрытия со ссылкой на чертежи.
[0176] Фиг. 10 представляет собой диаграмму, иллюстрирующую устройство 96 для горячего прессования в соответствии с настоящим примерным вариантом осуществления. Нагревательная печь 98 предусматривается на направлении перемещения подлежащего обработке материала Z со стороны его подачи, а пресс 100 предусматривается со стороны выхода нагревательной печи 98. Первый манипулятор 102, служащий в качестве примера перемещающего устройства, связывающего вместе нагревательную печь 98 и пресс 100, предусматривается рядом с нагревательной печью 98. Нагревательная печь 98 и пресс 100 располагаются в пределах диапазона перемещения материала Z первым манипулятором 102.
[0177] Нагревательная печь 104 с роликовым подом, служащая в качестве примера нагревательной печи, предусматривается на выходной стороне пресса 100, и пресс 106 предусматривается на выходной стороне нагревательной печи 104 с роликовым подом. Выход 100B пресса 100 находится напротив входа 104A нагревательной печи 104 с роликовым подом, и выход 104B нагревательной печи 104 с роликовым подом находится напротив входа 106A пресса 106.
[0178] Нагревательная печь 104 с роликовым подом конфигурируется аналогично ее эквиваленту в четвертом примерном варианте осуществления. Материал Z, который был вставлен через вход 104A, перемещается к выходу 104B и нагревается. Передающая секция 104H в непрерывной нагревательной печи 104 с роликовым подом, которая перемещает материал Z от входа 104A к выходу 104B, конфигурируется роликовым механизмом и составляет часть передающего пути.
[0179] Второй манипулятор 108, служащий в качестве примера перемещающего устройства, связывающего вместе пресс 100 и нагревательную печь 104 с роликовым подом, предусматривается рядом с прессом 100, между прессом 100 и нагревательной печью 104 с роликовым подом. Выход 100B пресса 100 и вход 104A нагревательной печи 104 с роликовым подом предусматриваются в пределах диапазона перемещения материала Z вторым манипулятором 108.
[0180] Третий манипулятор 110, служащий в качестве примера перемещающего устройства, связывающего вместе нагревательную печь 104 с роликовым подом и пресс 106, предусматривается между нагревательной печью 104 с роликовым подом и прессом 106 рядом с нагревательной печью 104 с роликовым подом. Выход 104B нагревательной печи 104 с роликовым подом и вход 106A пресса 106 предусматриваются в пределах диапазона перемещения материала Z третьим манипулятором 110.
[0181] Прессы 100, 106 и манипуляторы 102, 108, 110 имеют структуру, подобную их эквивалентам в первом примерном варианте осуществления.
[0182] Далее следует объяснение работы настоящего примерного варианта осуществления, сконфигурированного, как описано выше. Манипуляторы 102, 108, 110, прессы 100, 106, нагревательные печи 98, 104 и т.д. работают в соответствии с командами контроллера 112, аналогично первому примерному варианту осуществления. Объяснение команд контроллера 112 будет опущено.
[0183] Материал Z (нагретая заготовка) нагревается нагревательной печью 98 в течение предопределенного времени (например, 4 мин) после достижения предопределенной температуры (например 1000°C), а затем удаляется и устанавливается на матрицу 100D пресса 100 первым манипулятором 102.
[0184] Пресс 100 опускает пуансон, чтобы прессовать материал Z (нагретую заготовку), зажатый между пуансоном и матрицей 100D. Когда это выполнено, тепло материала Z (нагретой заготовки) быстро удаляется пуансоном и матрицей 100D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 100D. Это соответствует первому горячему прессованию.
[0185] При этом осуществляется управление временем от выгрузки материала Z (нагретой заготовки) из нагревательной печи 98 до удержания материала Z (нагретой заготовки) зажатым между пуансоном и матрицей 100D. Это время, например, составляет приблизительно 8 с.
[0186] Материал Z (нагретая заготовка) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 10 с) прессом 100, после чего пуансон поднимается.
[0187] Второй манипулятор 108 поднимает и перемещает прессованный материал Z (промежуточный продукт) из матрицы 100D ко входу 104A нагревательной печи 104 с роликовым подом использования зацепляющего удерживающего механизма.
[0188] Материал Z (промежуточный продукт) нагревается при перемещении через внутренность нагревательной печи 104 с роликовым подом в течение 2 мин путем вращения роликов, и выгружается через выход 104B после достижения предопределенной температуры (например, 900°C).
[0189] Третий манипулятор 110 использует зацепляющий удерживающий механизм для удержания и подъема материала Z (нагретого промежуточного продукта), выгруженного через выход 104B нагревательной печи 104 с роликовым подом, и устанавливает материал Z (нагретый промежуточный продукт) на матрицу 106D пресса 106 через вход 106A.
[0190] Пресс 106 опускает пуансон, чтобы прессовать материал Z (нагретый промежуточный продукт), зажатый между пуансоном и матрицей 106D. Когда это выполнено, тепло материала Z (нагретого промежуточного продукта) быстро удаляется пуансоном и матрицей 106D. Количество отводимого тепла является особенно большим, когда штампы достигают нижней мертвой точки, и материал Z удерживается зажатым между пуансоном и матрицей 106D. Это соответствует второму горячему прессованию.
[0191] При этом осуществляется управление временем от выгрузки материала Z (нагретого промежуточного продукта) из нагревательной печи 104 с роликовым подом до удержания материала Z (нагретого промежуточного продукта) зажатым между пуансоном и матрицей 106D. Это время, например, составляет приблизительно 8 с.
[0192] Материал Z (нагретый промежуточный продукт) прессуется так, чтобы он удерживался и охлаждался непрерывно в течение предопределенного времени (например, 15 с) прессом 106, после чего пуансон поднимается, и пресс 106 открывается. Подъемный механизм (не показанный на чертежах) пресса 106 поднимает и вынимает прессованный материал Z (формованный продукт) из матрицы 106D. Третий манипулятор 110 затем поднимает и перемещает материал Z (сформованный продукт) от матрицы 106D к последующему процессу.
[0193] Таким образом, устройство 96 для горячего прессования настоящего примерного варианта осуществления способно демонстрировать работу и выгодные эффекты, аналогичные описанным выше примерным вариантам осуществления.
[0194] Кроме того, в настоящем примерном варианте осуществления использование нагревательной печи 104 с роликовым подом в качестве нагревательной печи позволяет конфигурировать часть перемещающего устройства нагревательной печью 104 с роликовым подом.
[0195] Выход 100B пресса 100 и вход 104A нагревательной печи 104 с роликовым подом расположены напротив друг друга, и выход 104B нагревательной печи 104 с роликовым подом и вход 106A пресса 106 расположены напротив друг друга. Это позволяет уменьшить падение температуры материала Z во время перемещения.
[0196] Далее объясняются ссылочные цифры:
10 - устройство для горячего прессования
12 - пресс
14 - пресс
16 - первый манипулятор
18 - нагревательная печь
18B - выгруженное состояние
18C - состояние хранения
20 - перемещающий стол
24 - контроллер
30 - устройство для горячего прессования
32 - перемещающий механизм
36 - устройство для горячего прессования
38 - вторая нагревательная печь
40 - устройство для горячего прессования
44 - непрерывная нагревательная печь с роликовым подом
46 - первый манипулятор
50 - многоярусная нагревательная печь
52 - пресс
54 - пресс
56 - второй манипулятор
60 - контроллер
64 - устройство для горячего прессования
68 - непрерывная нагревательная печь с роликовым подом
70 - пресс
72 - второй манипулятор
74 - нагревательная печь с роликовым подом
76 - третий манипулятор
78 - перемещающий стол
82 - многоярусная нагревательная печь
84 - пресс
86 - пресс
88 - четвертый манипулятор
92 - контроллер
96 - устройство для горячего прессования
98 - нагревательная печь
100 - пресс
100B - выход
102 - первый манипулятор
104 - нагревательная печь с роликовым подом
104A - вход
104B - выход
106 - пресс
106A - вход
108 - второй манипулятор
110 - третий манипулятор
112 – контроллер.
Дополнение
Следующие аспекты могут быть обобщены из настоящего описания.
А именно, устройство для горячего прессования по первому аспекту, содержащее:
первый пресс;
второй пресс;
перемещающее устройство, связывающее вместе первый пресс и второй пресс; и
нагревательную печь, предусмотренную в пределах диапазона перемещения перемещающего устройства.
Устройство для горячего прессования в соответствии со вторым аспектом представляет собой устройство по первому аспекту, в котором перемещающее устройство имеет функцию перемещения к нагревательной печи от первого пресса или от второго пресса.
Устройство для горячего прессования в соответствии с третьим аспектом представляет собой устройство по первому аспекту или второму аспекту, дополнительно включающее в себя перемещающий механизм, выполненный с возможностью перемещения материала между первым положением внутри нагревательной печи и вторым положением в пределах диапазона перемещения.
Устройство для горячего прессования в соответствии с четвертым аспектом представляет собой устройство по третьему аспекту, в котором перемещающий механизм выполнен с возможностью перемещения туда и обратно между первым положением и вторым положением.
Устройство для горячего прессования в соответствии с пятым аспектом представляет собой устройство по третьему аспекту или четвертому аспекту, в котором второе положение обращено по меньшей мере к одному из входа первого пресса или входа второго пресса.
Устройство для горячего прессования в соответствии с шестым аспектом представляет собой устройство по любому из аспектов с третьего по пятый, дополнительно содержащее контроллер, который управляет перемещающим устройством таким образом, что прессованный материал удаляется из первого пресса и перемещается ко второму положению.
Устройство для горячего прессования в соответствии с седьмым аспектом представляет собой устройство по любому из аспектов с первого по шестой, в котором перемещающее устройство включает в себя перемещающую секцию в печи, выполненную с возможностью перемещения материала от входа нагревательной печи к выходу нагревательной печи.
Устройство для горячего прессования в соответствии с восьмым аспектом представляет собой устройство по седьмому аспекту, в котором выход первого пресса находится напротив входа нагревательной печи, а выход нагревательной печи находится напротив входа второго пресса.
Устройство для горячего прессования в соответствии с девятым аспектом представляет собой устройство по любому из аспектов с первого по седьмой, дополнительно включающее в себя другую нагревательную печь, предусмотренную в пределах диапазона перемещения перемещающего устройства.
Раскрытие японской патентной заявки № 2016-173990, поданной 6 сентября 2016 г., включено в настоящий документ посредством ссылки во всей его полноте.
Все процитированные документы, патентные заявки и технические стандарты, упомянутые в данном описании, включены в настоящий документ посредством ссылки в той же самой степени, как если бы отдельный процитированный документ, патентная заявка или технический стандарт были конкретно и индивидуально указаны, как включенные в настоящий документ посредством ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРЕССОВАННОГО ПРОДУКТА И ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННОГО ПРОДУКТА | 2017 |
|
RU2708283C1 |
| СПОСОБ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ СТАЛЬНОГО ЛИСТА ПОДЛЕЖАЩЕЙ ИЗГОТОВЛЕНИЮ ЛОПАСТИ РОТОРА ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2012 |
|
RU2597488C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2415730C1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| РОТАЦИОННЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС И СПОСОБ ПРОМЫВКИ ТАКОГО ПРЕССА | 2001 |
|
RU2266822C2 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ В ВИДЕ ПАНЕЛИ, ДВЕРЬ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ В ВИДЕ ПАНЕЛИ | 2017 |
|
RU2705042C1 |
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ МЕТОДОМ ТЕРМОШТАМПОВАНИЯ | 2018 |
|
RU2706614C1 |
| Устройство для горячего прессования изделий | 1989 |
|
SU1731439A1 |
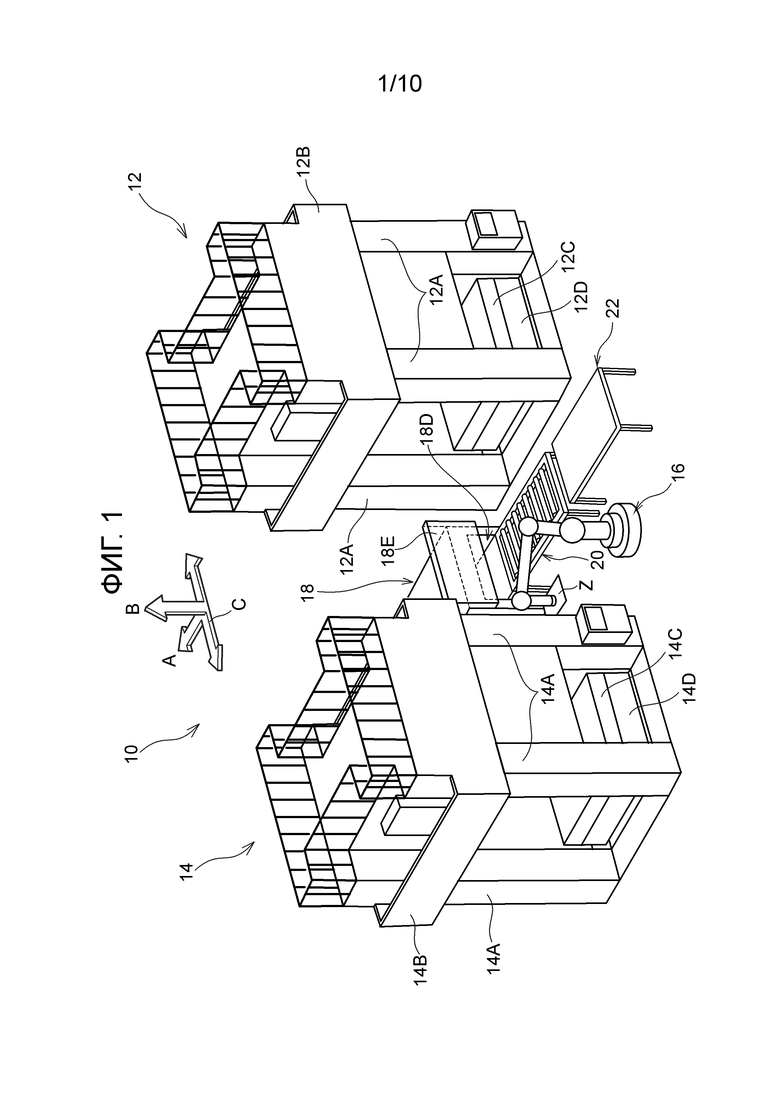
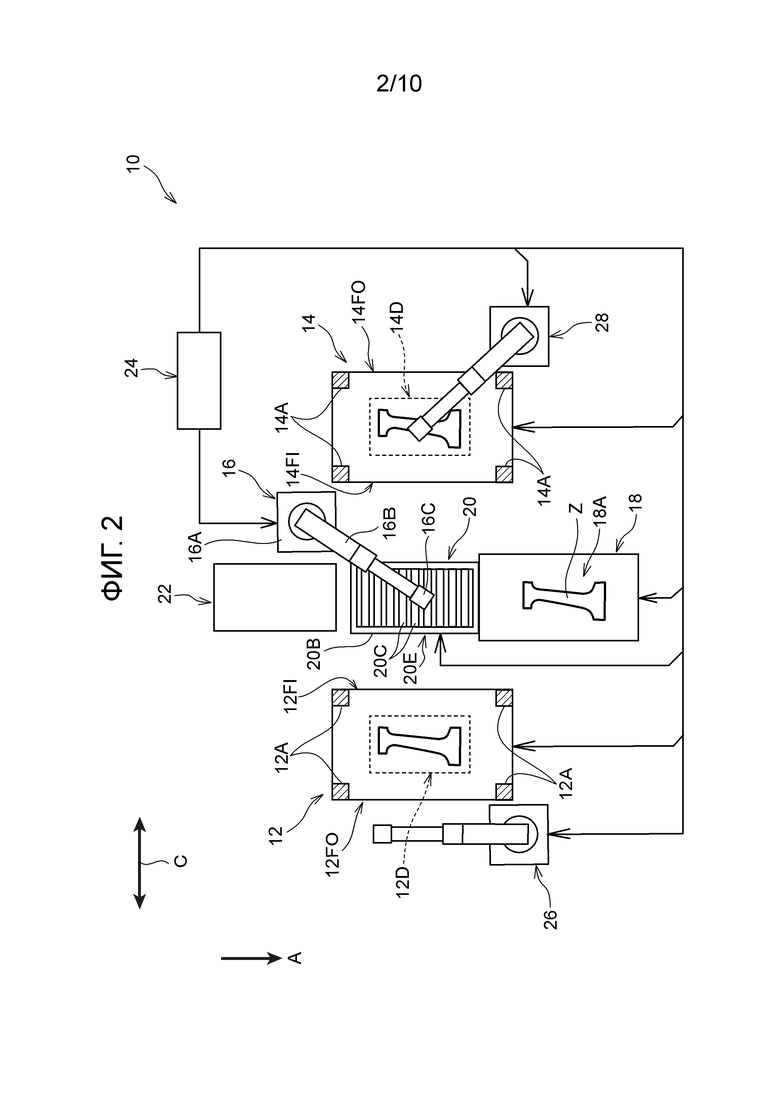
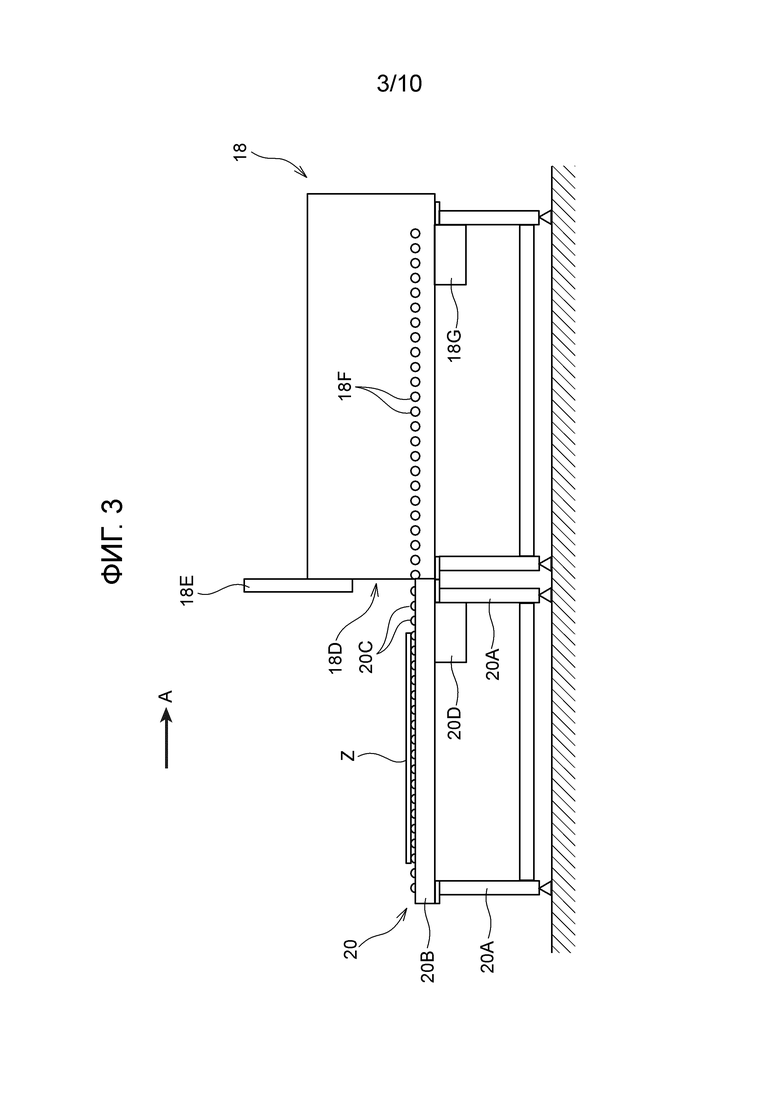
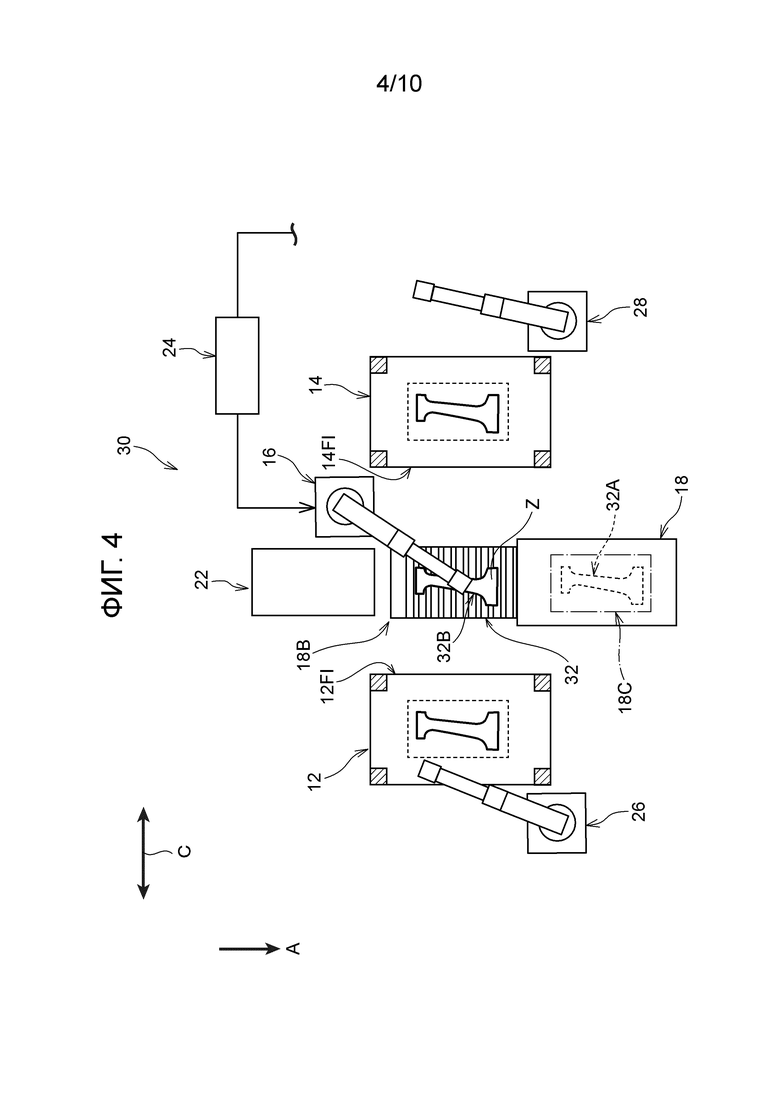
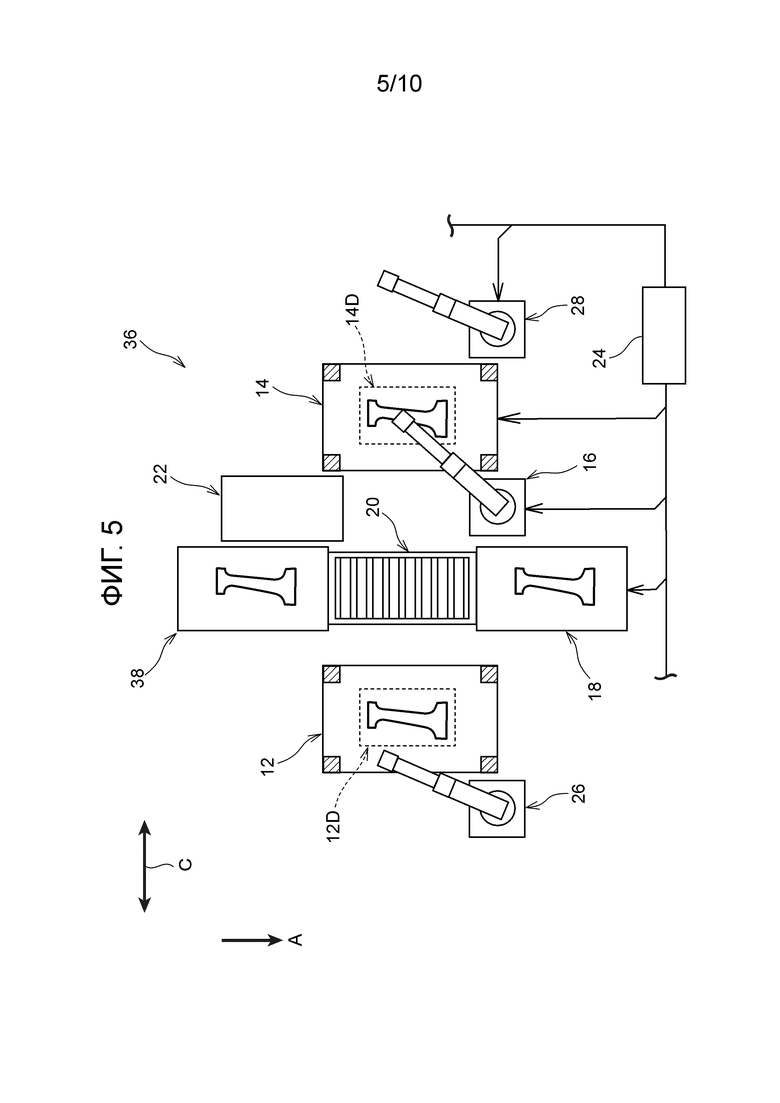
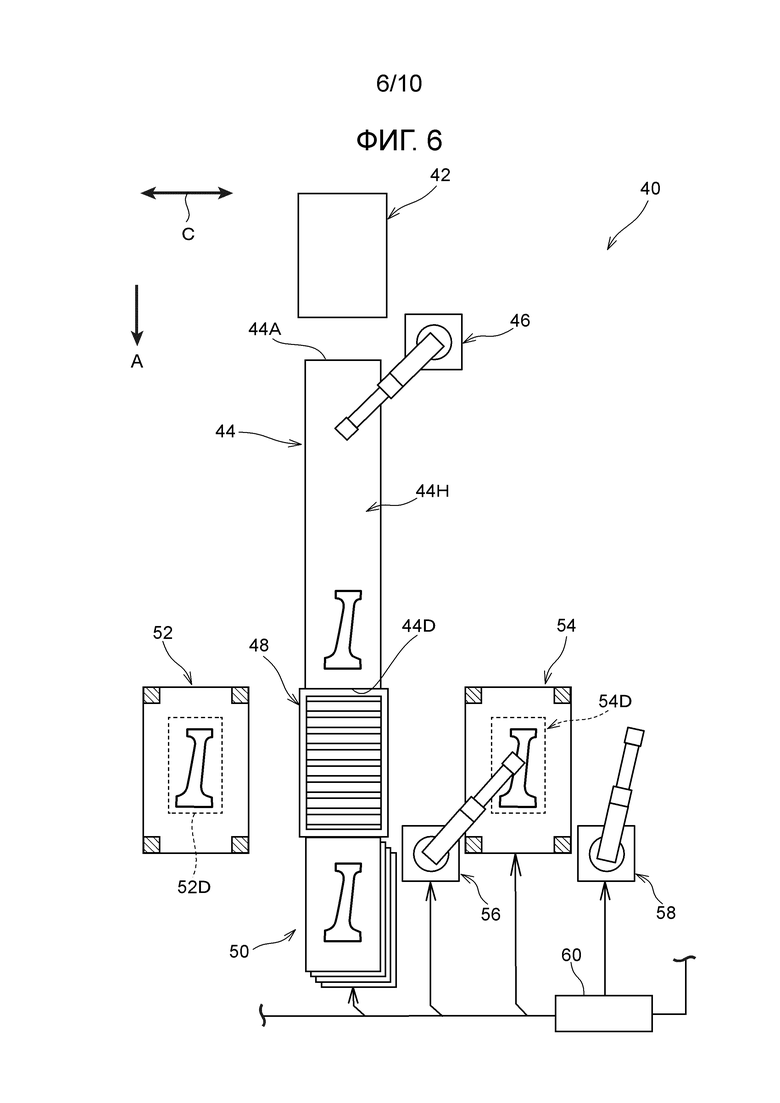
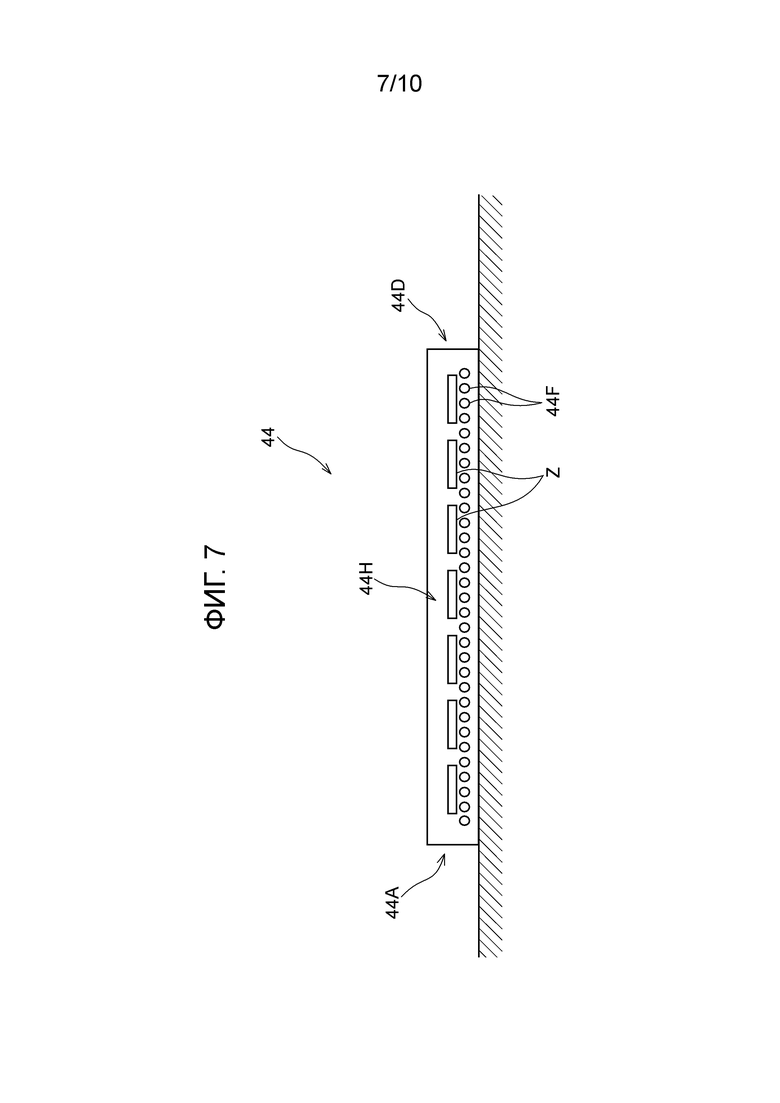
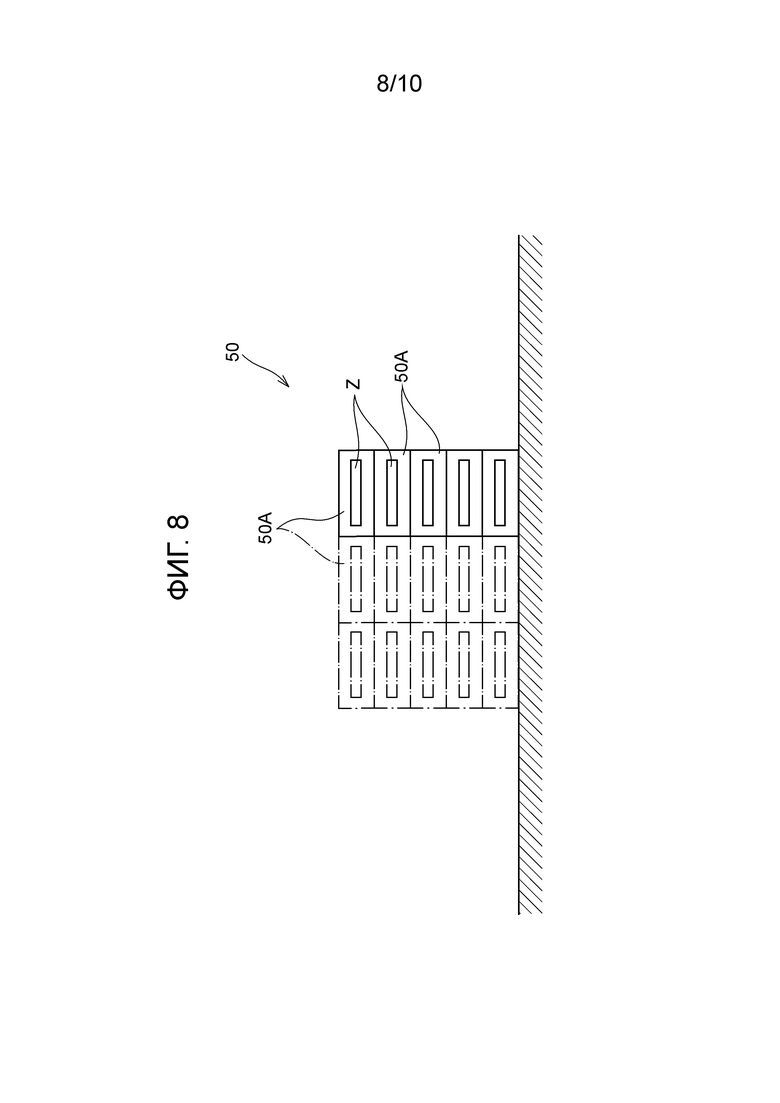
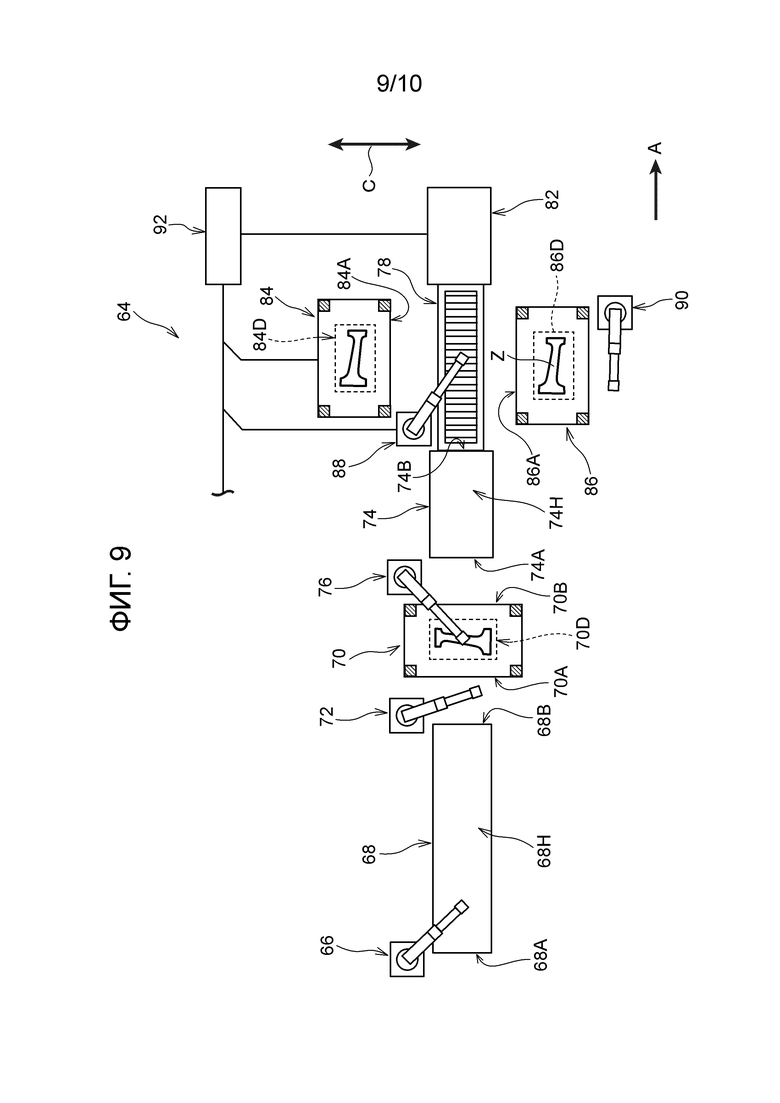
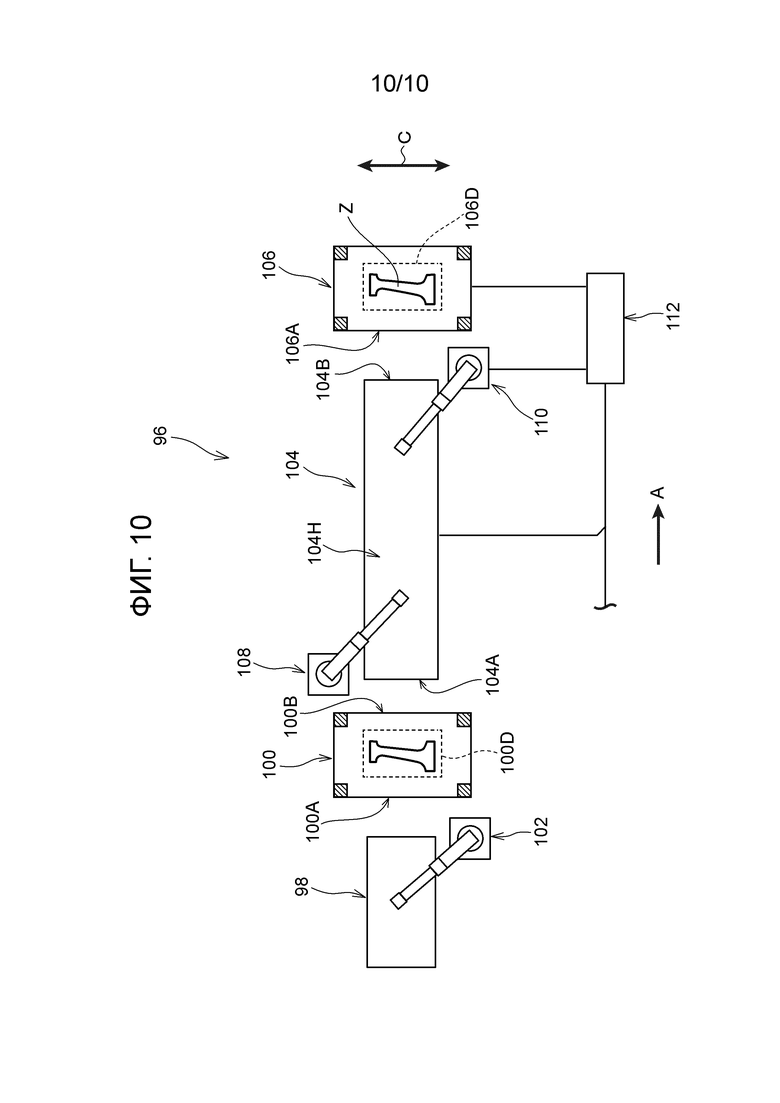
Изобретение относится к области обработки металлов давлением, в частности к горячему прессованию изделий. Первый и второй прессы снабжены штампами, которые имеют каналы для потока охладителя для охлаждения нагретой заготовки. При этом прессы связаны между собой и нагревательной печью посредством перемещающегося устройства. Повышается прочность изделий за счет управления температурой посредством ее нагревания и охлаждения. 7 з.п. ф-лы, 10 ил.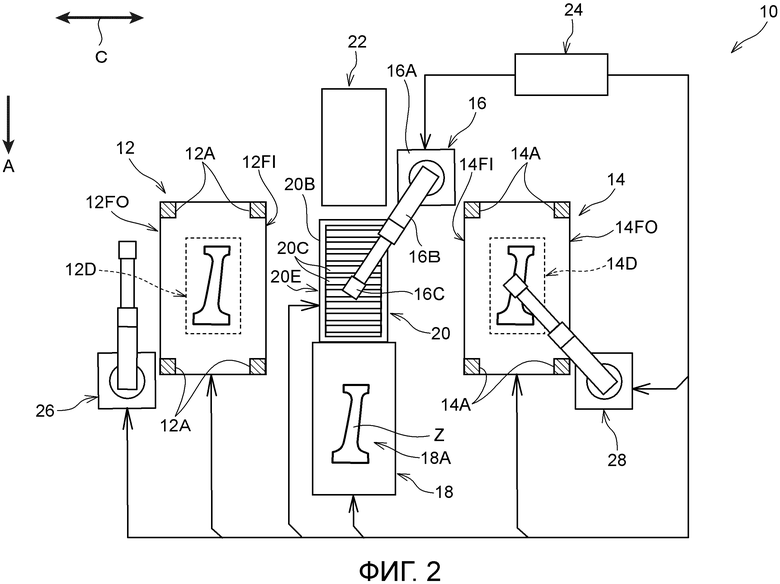
1. Устройство для горячего прессования, содержащее:
нагревательную печь;
первый пресс, снабженный штампом, содержащим канал для потока охладителя;
второй пресс, снабженный другим штампом, содержащим канал для потока охладителя; и
перемещающее устройство, связывающее вместе первый пресс и второй пресс и выполненное с возможностью перемещения материала к нагревательной печи от первого пресса или от второго пресса.
2. Устройство для горячего прессования по п. 1, дополнительно содержащее перемещающий механизм, выполненный с возможностью перемещения материала между первым положением внутри нагревательной печи и вторым положением в пределах диапазона перемещения.
3. Устройство для горячего прессования по п. 2, в котором перемещающий механизм выполнен с возможностью перемещения материала туда и обратно между первым положением и вторым положением.
4. Устройство для горячего прессования по п. 2 или 3, в котором второе положение обращено к по меньшей мере одному из входа первого пресса или входа второго пресса.
5. Устройство для горячего прессования по п. 2 или 3, дополнительно содержащее контроллер, который управляет перемещающим устройством таким образом, что прессованный материал удаляется из первого пресса и перемещается ко второму положению.
6. Устройство для горячего прессования по любому из пп. 1-3, в котором перемещающее устройство включает в себя перемещающую секцию в печи, выполненную с возможностью перемещения материала от входа нагревательной печи к выходу нагревательной печи.
7. Устройство для горячего прессования по п. 6, в котором выход первого пресса находится напротив входа нагревательной печи, а выход нагревательной печи находится напротив входа второго пресса.
8. Устройство для горячего прессования по любому из пп. 1-3, дополнительно содержащее другую нагревательную печь, предусмотренную в пределах диапазона перемещения перемещающего устройства.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Установка для изготовления формованных изделий | 1980 |
|
SU1009805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

